

Analysis of Causes and Consequences of Failures in Process of Andesite Crushing by Jaw Crusher


Abstract
:1. Introduction
2. Materials and Methods
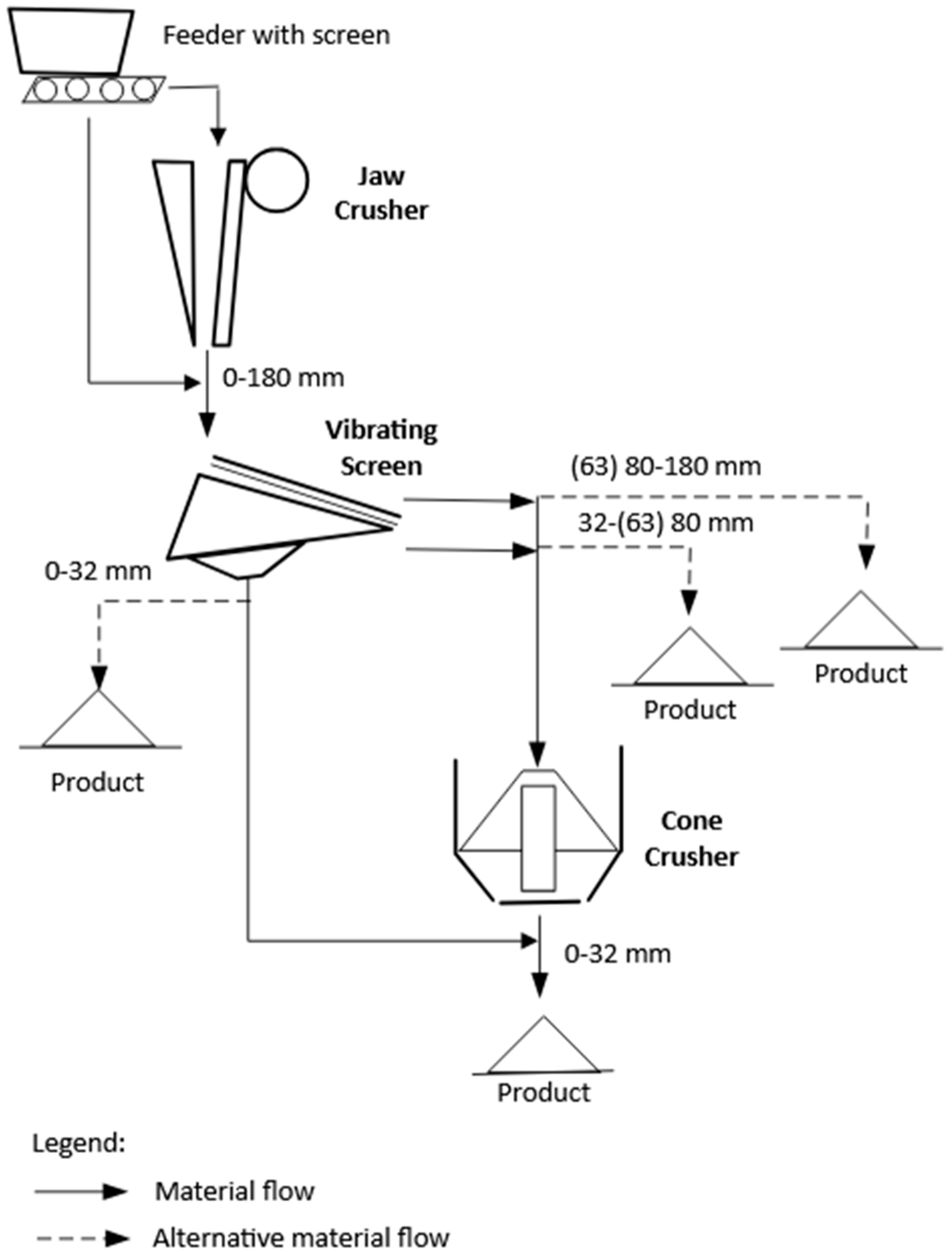
2.1. Description of the Technological Process
2.2. The Procedure for Analysis of Failures
- Establishment of a multidisciplinary working team. The team needs to include experts from different fields to ensure that the assessment is made from the point of view of technology, quality, safety, maintenance, and operation, as well as an expert in applying the FMEA method.
- Analysis of possible failures and their causes with respect to jaw crusher components. This step determines the location, manifestation, consequence, and cause of the error in the chosen piece of equipment.
- Risk quantification and risk assessment. The severity of the failure S shall be assessed for the identified failure causes. The occurrence of the failure O and the probability of detection D shall be determined.Risk assessment was conducted using calculation of risk priority numbers (RPNs) and their division into three critical categories, including determination of action priorities (APs) and modified calculation of RPNs using critical numbers (CNs).
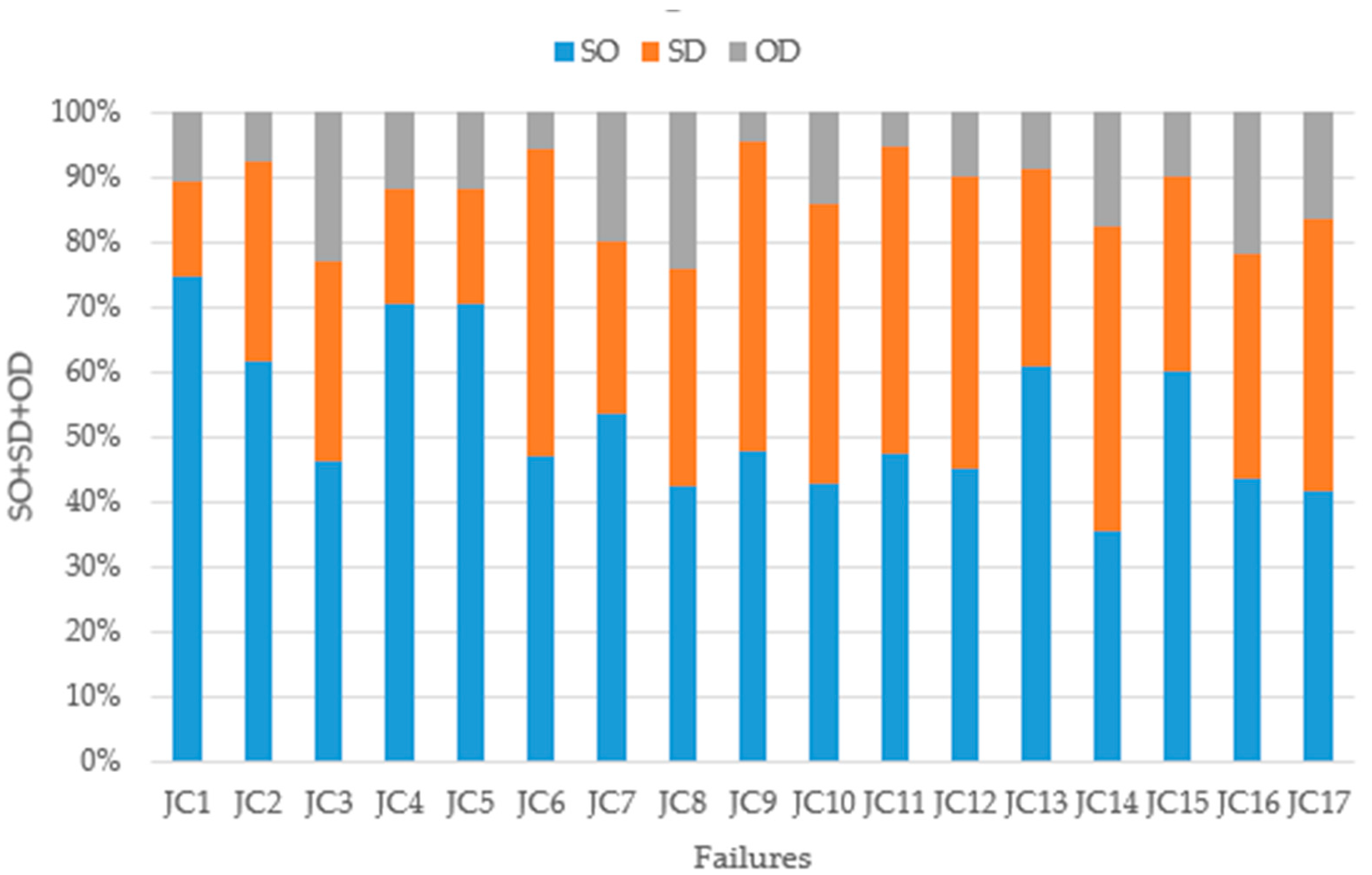
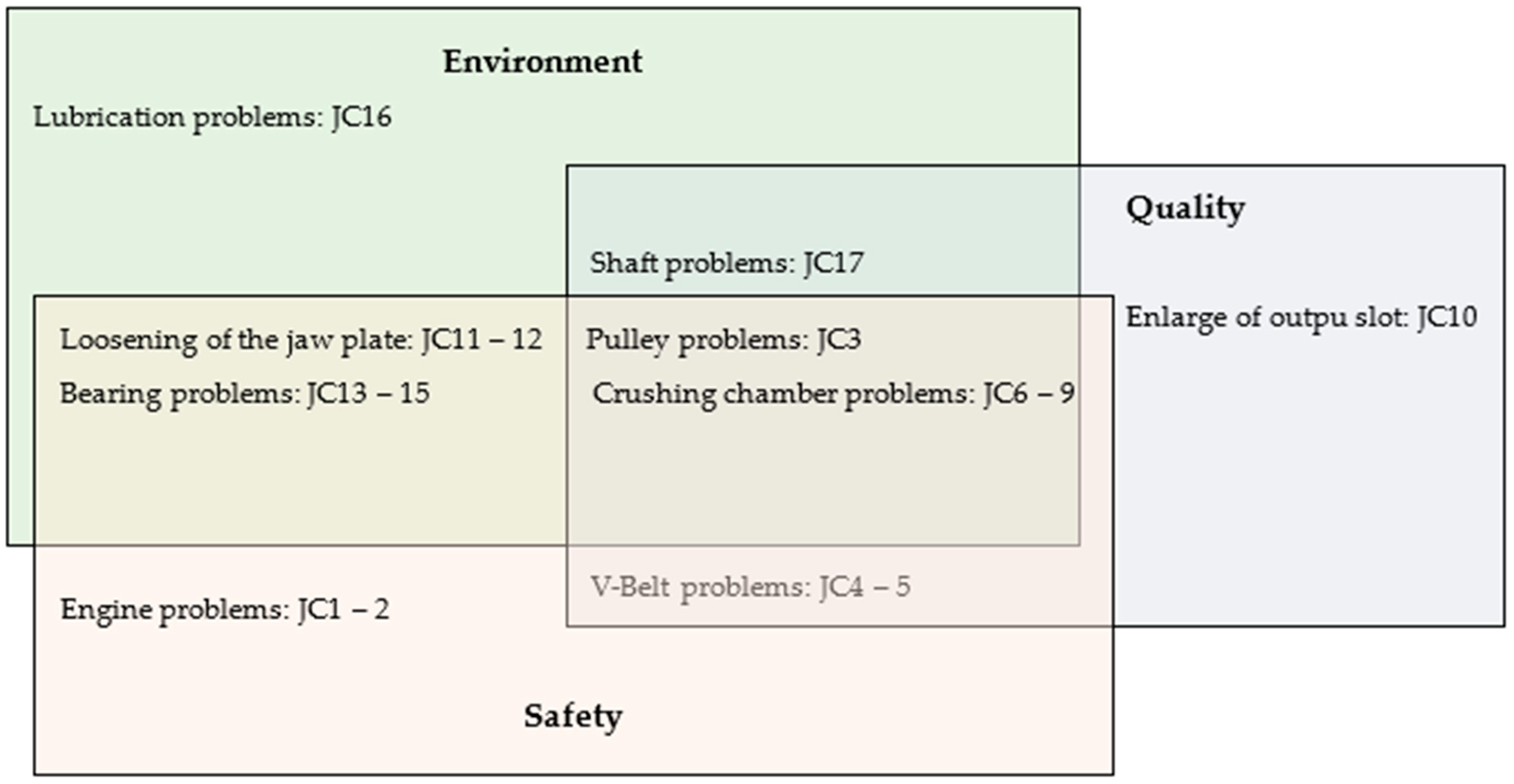
- Assessment of the impact of detected failures on quality, safety, and the environment.
- Comparison of the results of the risk assessment methods used.
- Practical implications. This includes proposal of recommended measures to reduce or prevent the occurrence of failures. The following section elaborates on the above procedure in detail. It also explains all the procedures and terms used.
3. Results and Discussion
3.1. Establishment of a Multidisciplinary Working Team
3.2. Analysis of Possible Failure Modes, Their Effects, and Their Causes for the Jaw Crusher
3.3. Quantification and Risks Assessment
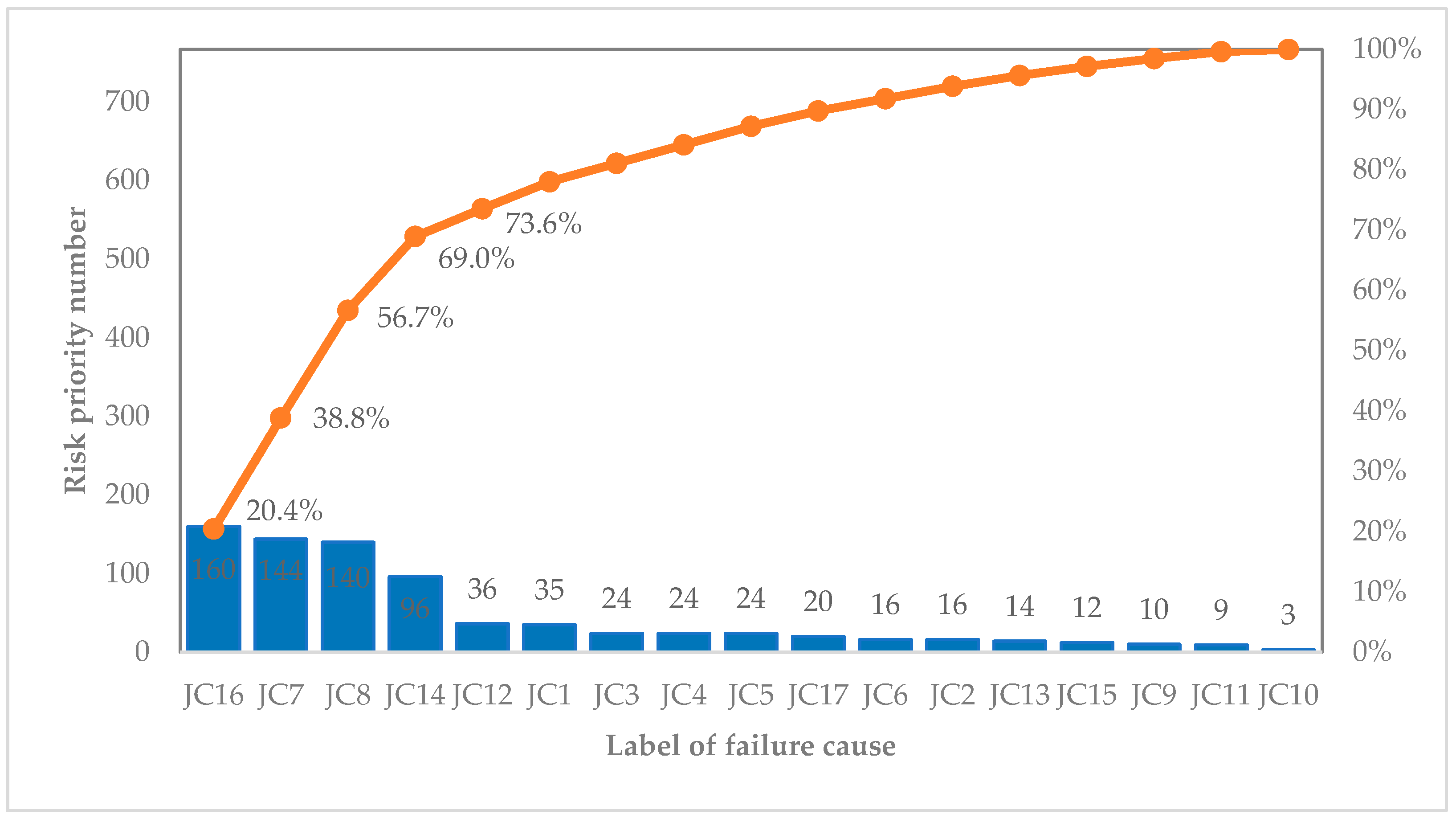
3.3.1. Risk Assessment Using Calculation of Risk Priority Numbers and Their Division into Categories
- Critical: Involves injury, damage to equipment, and conditions requiring an immediate remedy; .
- Marginal: No significant impairment to the function of the equipment or injury to persons; .
- Negligible: No damage to the equipment, no injury to persons, and no immediate remedy is required; .
3.3.2. Risk Assessment Using Determination of Action Priority Method
- High: Prevention and/or detection action must be taken, or justification must be provided.
- Medium: Prevention and/or detection action should be taken, or justification must be provided.
- Low: Action can be taken to improve prevention.
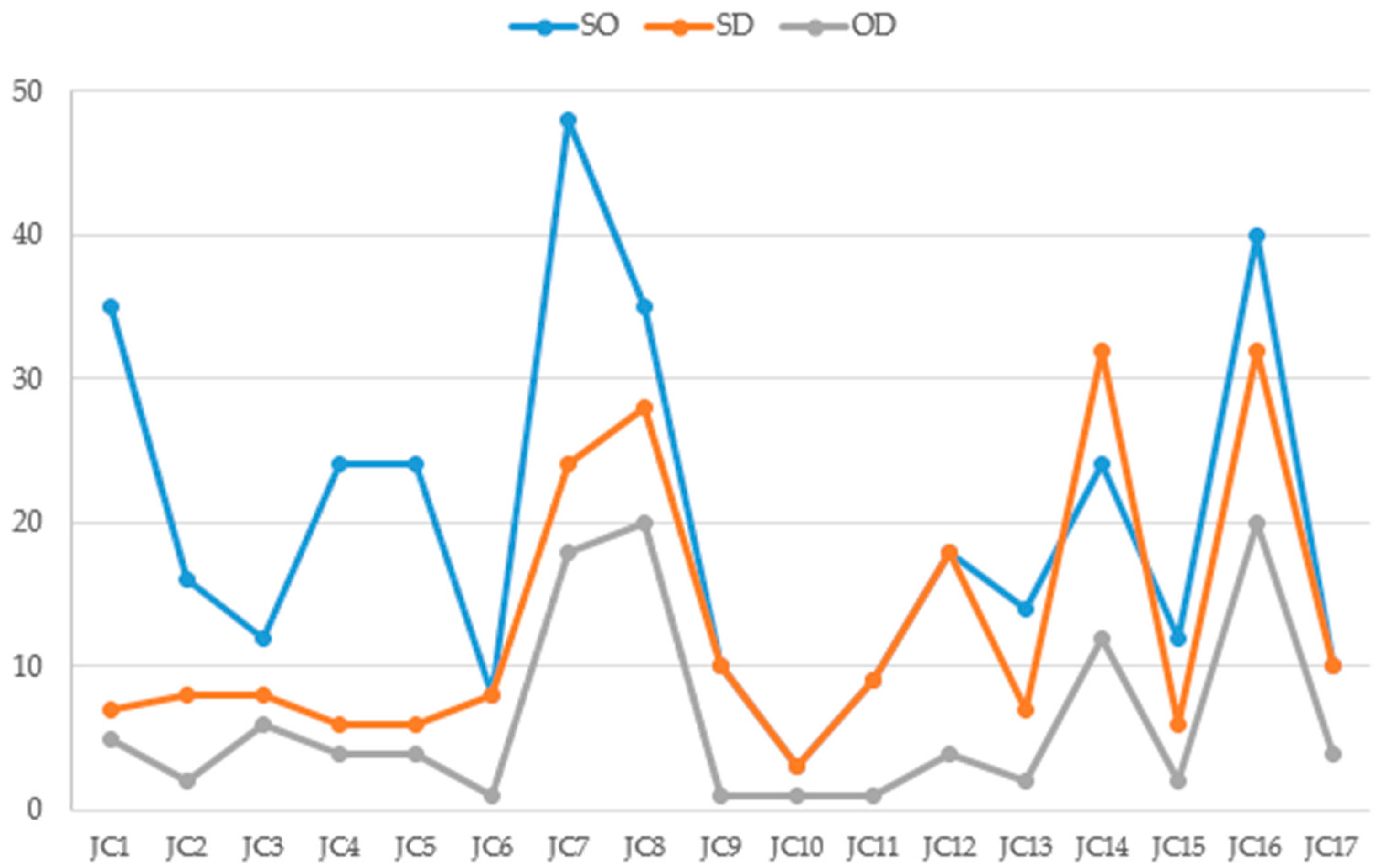
3.3.3. Risk Assessment Using Modified Calculation of RPNs Using Critical Numbers
- High: Action must be taken; .
- Medium: Action should be taken; .
- Low: Action can be taken; .
3.4. The Impact of the Failure Effects of the Jam Crusher on Quality, Environment, and Safety
3.5. The Comparison of Approaches to Assessing the Significance of Component Failures
3.6. Practical Implications
- Create a checklist of components that require regular inspection and maintenance. The maintenance checklist is usually set daily (8 h), weekly (40 h), monthly (200 h), and yearly (2000 h). Regular maintenance can extend the life of the machine and maximize its performance in the crushing process.
- Proper execution of drilling and blasting operations will ensure fewer oversized pieces that can cause material to become wedged in the crushing chamber.
- Control of the amount of material in the crusher and the feed rate.
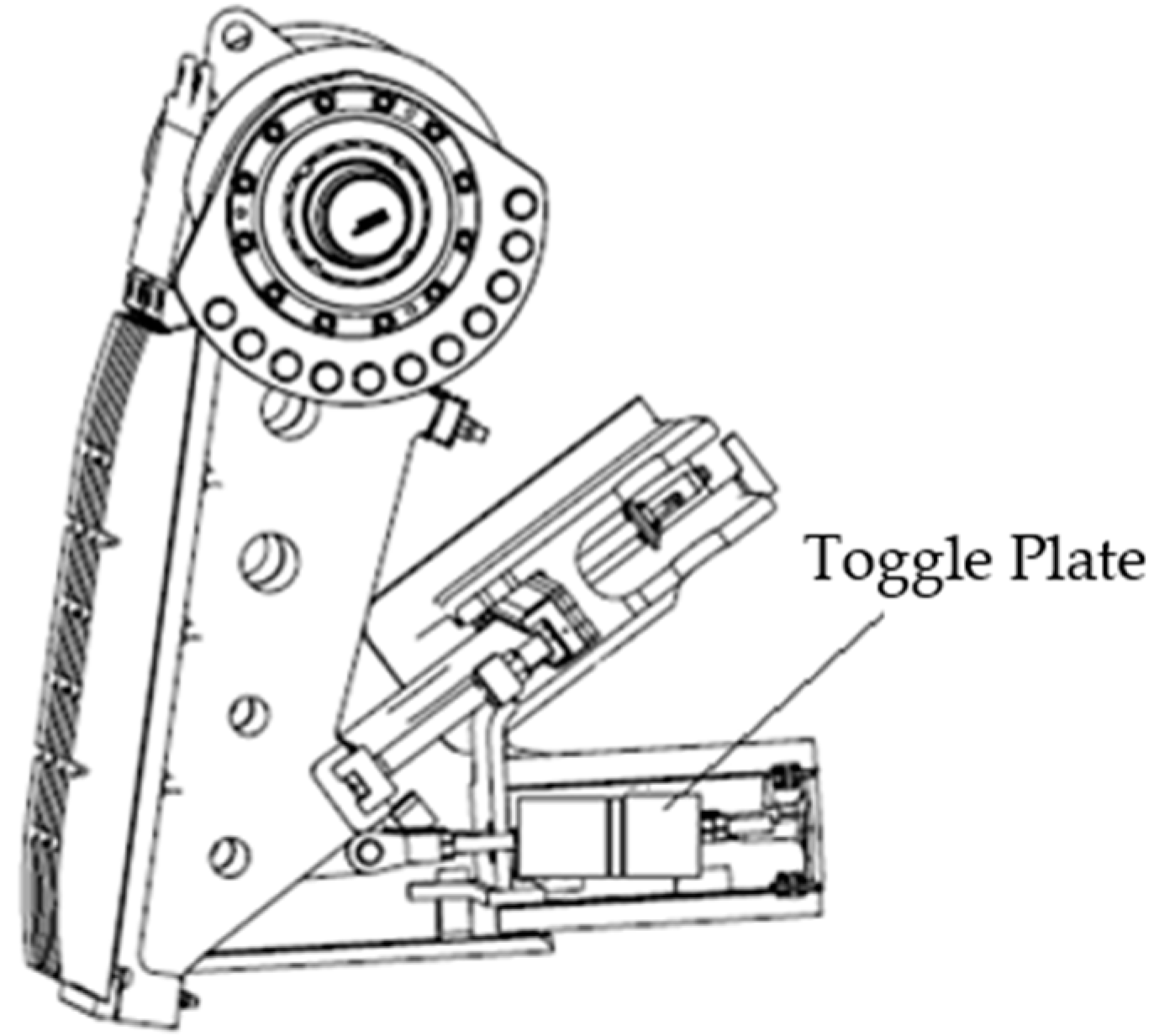
- Adherence to the prescribed tooth type of the jaw plates for the material to be crushed (Figure 6).
- Removal of fine particles is necessary to reduce the wear of jaw liners and improve the overall performance of the crushing equipment [34].
- Regularly lubricate bearings and moving parts with grease.
- Proper lubrication with specified lubricant minimizes friction during operation, extends machine life, and improves crushing efficiency.
- Various sensors, such as lubricating oil temperature sensors and lubricating oil filter condition indicators, can monitor the current condition of the component to prevent damage and failure. As Yan et al. stated, it is also necessary to ensure the accuracy of the data obtained by the sensors. Unreliable sensors can affect diagnostic decisions [35].
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Montgomery, D.C. Introduction to Statistical Quality Control, 6th ed.; Wiley: Hoboken, NJ, USA, 2009; ISBN 978-0-470-16992-6. [Google Scholar]
- Montgomery, D.C. Introduction to Statistical Quality Control, 7th ed.; Wiley: Hoboken, NJ, USA, 2013; ISBN 978-1-118-14681-1. [Google Scholar]
- Mitra, A. Fundamentals of Quality Control and Improvement, 1st ed.; Wiley: Hoboken, NJ, USA, 2021; ISBN 978-1-119-69233-1. [Google Scholar]
- Liker, J.K. Tak to Dělá Toyota: 14 Zásad Řízení Největšího Světového Výrobce, Vyd. 1; Management Press: Praha, Czech Republic, 2007; ISBN 978-80-7261-173-7. [Google Scholar]
- FMEA-Handbuch: Fehler-Möglichkeits- und -Einfluss-Analyse: Design FMEA: Prozess FMEA: FMEA-Ergänzung -Monitoring & Systemreaktion; Automotive Industry Action Group, Verband der Automobilindustrie, Eds.; 1. Ausgabe, korrigierter Nachdruck; VDA: Berlin, Germany, 2021; ISBN 978-1-60534-367-9. [Google Scholar]
- Analýza Možností Vzniku vad a Jejich Následků: Příručka FMEA: FMEA Návrhu Produktu, FMEA Procesu, Doplňková FMEA Monitorování a Odezvy Systému; 1. vydání; Česká společnost pro jakost, z.s.: Praha, Czech Republic, 2019; ISBN 978-80-02-02885-7.
- Mikulak, R.J.; McDermott, R.; Beauregard, M. The Basics of FMEA, 2nd ed.; Productivity Press: New York, NY, USA, 2017; ISBN 978-0-429-24477-3. [Google Scholar]
- Liu, H.-C.; Liu, L.; Liu, N. Risk Evaluation Approaches in Failure Mode and Effects Analysis: A Literature Review. Expert Syst. Appl. 2013, 40, 828–838. [Google Scholar] [CrossRef]
- Wu, Z.; Liu, W.; Nie, W. Literature Review and Prospect of the Development and Application of FMEA in Manufacturing Industry. Int. J. Adv. Manuf. Technol. 2021, 112, 1409–1436. [Google Scholar] [CrossRef]
- Wang, Z.; Ran, Y.; Yu, H.; Jin, C.; Zhang, G. Failure Mode and Effects Analysis Using Function–Motion–Action Decomposition Method and Integrated Risk Priority Number for Mechatronic Products: FMEA Using FMA Decomposition Method and IRPN for MPs. Qual. Reliab. Eng. Int. 2021, 37, 2875–2899. [Google Scholar] [CrossRef]
- Ouyang, L.; Che, Y.; Yan, L.; Park, C. Multiple Perspectives on Analyzing Risk Factors in FMEA. Comput. Ind. 2022, 141, 103712. [Google Scholar] [CrossRef]
- Gargama, H.; Chaturvedi, S.K. Criticality Assessment Models for Failure Mode Effects and Criticality Analysis Using Fuzzy Logic. IEEE Trans. Reliab. 2011, 60, 102–110. [Google Scholar] [CrossRef]
- Wu, X.; Wu, J. The Risk Priority Number Evaluation of FMEA Analysis Based on Random Uncertainty and Fuzzy Uncertainty. Complexity 2021, 2021, 8817667. [Google Scholar] [CrossRef]
- Yu, J.; Xu, Y.; Yu, Y.; Wu, S. A Novel Failure Mode and Effect Analysis Model Using Personalized Linguistic Evaluations and the Rule-Based Bayesian Network. Eng. Appl. Artif. Intell. 2024, 127, 107345. [Google Scholar] [CrossRef]
- Carpitella, S.; Certa, A.; Izquierdo, J.; La Fata, C.M. A Combined Multi-Criteria Approach to Support FMECA Analyses: A Real-World Case. Reliab. Eng. Syst. Saf. 2018, 169, 394–402. [Google Scholar] [CrossRef]
- Shang, K.; Hossen, Z. Applying Fuzzy Logic to Risk Assessment and Decision-Making; Society of Actuaries: Schaumburg, IL, USA; Casualty Actuarial Society: Arlington County, VA, USA; Canadian Institute of Actuaries: Ottawa, ON, Canada, 2013; Available online: https://www.soa.org/globalassets/assets/files/research/projects/research-2013-fuzzy-logic.pdf (accessed on 20 September 2024).
- Bojadziev, G. Fuzzy Logic for Business, Finance, and Management, 2nd ed.; Advances in Fuzzy Systems-Applications and Theory Series; World Scientific Publishing Co Pte Ltd.: Singapore, 2007; ISBN 978-981-270-649-2. [Google Scholar]
- Mercorelli, P. Recent Advances in Intelligent Algorithms for Fault Detection and Diagnosis. Sensors 2024, 24, 2656. [Google Scholar] [CrossRef]
- Sinha, R.S.; Mukhopadhyay, A.K. Reliability Centered Maintenance of Cone Crusher: A Case Study. Int. J. Syst. Assur. Eng. Manag. 2015, 6, 32–35. [Google Scholar] [CrossRef]
- Zhai, Z.; Yuan, D.; Lan, Y.; Zhao, H. Reliability Analysis and Optimization of the Hammer Rotor of Forage Crusher under Multiple Failure Modes. J. Mech. Sci. Technol. 2023, 37, 5103–5115. [Google Scholar] [CrossRef]
- Wills, B.A.; Finch, J.E. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 8th ed.; Elsevier: Amsterdam, the Netherlands; Boston, MA, USA; Heidelberg, Germany, 2016; ISBN 978-0-08-097053-0. [Google Scholar]
- More, R.S. A Design & Analysis of Swing Jaw Plates of Jaw Crusher. Int. J. Enhanc. Res. Sci. Technol. Eng. 2014, 3, 400–408. [Google Scholar]
- Adetunji, A.R.; Abioye, A.A.A.; Isadare, D.A.; Akinluwade, K.J. Material Selection for Crusher Jaw in a Jaw Crusher Equipment. Int. J. Mater. Eng. 2015, 2, 17–22. [Google Scholar] [CrossRef]
- Zhao, H.; Zhai, Z.; Mou, Y.; Liu, L.; Lan, Y.; Cui, H. Fatigue Life Prediction and Reliability Analysis of the Forage Crusher Rotor. J. Mech. Sci. Technol. 2022, 36, 1771–1781. [Google Scholar] [CrossRef]
- Okechukwu, C.; Dahunsi, O.; Oke, P.; Oladele, I.; Dauda, M.; Olaleye, B. Design and Operations Challenges of a Single Toggle Jaw Crusher: A Review. Niger. J. Technol. 2017, 36, 814–821. [Google Scholar] [CrossRef]
- Murithi, M.; Keraita, J.N.; Obiko, J.O.; Mwema, F.M.; Wambua, J.M.; Jen, T.-C. Optimisation of the Swinging Jaw Design for a Single Toggle Jaw Crusher Using Finite Element Analysis. Int. J. Interact. Des. Manuf. 2022, 18, 6351–6358. [Google Scholar] [CrossRef]
- Abhishek, R.; Divya, R.N.S.; Narayana, G.L. Design and Analysis of Swing Jaw Plates of Jaw Crusher. Int. J. Innov. Technol. Res. 2017, 5, 6919–6923. [Google Scholar]
- Deepak, B. Optimum Design and Analysis of (the) Swinging Jaw Plate of a Single Toggle Jaw Crusher. Master’s Thesis, Department of Mechanical Engineering, National Institute of Technology, Rourkela, India, 2010. [Google Scholar]
- Deniz, V. Effects of Two Important Parameters on Capacity of a Laboratory Jaw Crusher of Different Coals: Choke Feed Level and Effective Reduction Ration. Int. J. Coal Prep. Util. 2011, 31, 335–345. [Google Scholar] [CrossRef]
- Svedberg, P. Sandvik JM1312 Crusher Parts Manual. Sandvik Mining and Rock Technology. 2018. Available online: https://www.scribd.com/document/373084743/Sandvik-JM1312-Crusher-Parts-Manual (accessed on 13 September 2024).
- Nenadál, J. Moderní Systémy Řízení Jakosti: Quality Management, Vyd. 2., dopl.; Management Press: Praha, Czech Republic, 2002; ISBN 978-80-7261-071-6. [Google Scholar]
- Sinha, R.S.; Mukhopadhyay, A.K. Failure Analysis of Jaw Crusher and Its Components Using ANOVA. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 665–678. [Google Scholar] [CrossRef]
- Sinha, R.S.; Mukhopadhyay, A.K. Failure Rate Analysis of Jaw Crusher: A Case Study. Sādhanā 2019, 44, 17. [Google Scholar] [CrossRef]
- Shah, K.P. Construction, Working and Maintenance of Crushers for Crushing Bulk Materials. 2018. Available online: https://practicalmaintenance.net/wp-content/uploads/Construction-Working-and-Maintenance-of-Crushers-for-Crushing-Bulk-Materials.pdf (accessed on 7 October 2024).
- Yan, W.; Wang, J.; Lu, S.; Zhou, M.; Peng, X. A Review of Real-Time Fault Diagnosis Methods for Industrial Smart Manufacturing. Processes 2023, 11, 369. [Google Scholar] [CrossRef]
- Narayanagounder, S.; Gurusami, K. A New Approach for Prioritization of Failure Modes in Design FMEA Using ANOVA. World Acad. Sci. Eng. Technol. 2009, 49, 524–531. [Google Scholar]
- Fernandes, M.; Corchado, J.M.; Marreiros, G. Machine Learning Techniques Applied to Mechanical Fault Diagnosis and Fault Prognosis in the Context of Real Industrial Manufacturing Use-Cases: A Systematic Literature Review. Appl. Intell. 2022, 52, 14246–14280. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Failure Mode | Failure Effect | Failure Cause | Label |
|---|---|---|---|---|
| Crusher engine | Engine overheating | Engine shuts down | Thermal fuse blows—increased current due to crusher overload | JC1 |
| Engine shutdown | Jaw crusher not working | Engine failure | JC2 | |
| Pulley | Excessive vibration | Increased noise, reduced crusher power | Impurities in the pulley | JC3 |
| Poor belt tension | ||||
| Pulley release | ||||
| Incorrect operating speed | ||||
| Jaw crusher not working | Pulley broken | |||
| V-belt | Belt slippage due to overload | Low crusher power | Crusher overload Release of belt | JC4 |
| Belt breakage | Jaw crusher not working | Belt wear | JC5 | |
| Crushing chamber | Stopping the continuous flow of material | Clogging of the crushing chamber | Oversized piece | JC6 |
| Jamming multiple pieces | JC7 | |||
| Backfilling of the crushing chamber | Increased noise, reduced crusher power | Rotary sensor failure | JC8 | |
| Damage to the toggle plate | High pressure on the jaws crusher plate | Presence of non-crushable material | JC9 | |
| Crusher jaws | Enlargement of the exit slot— another fraction | Abrasion of the material on the jaw during crushing | Wear of the jaws teeth | JC10 |
| Fixed jaw plate movement | Noise, inefficient operation | Loosening of the jaw plate Insufficient spring tension | JC11 | |
| Stopping the continuous flow of material | Crusher overload with crushed material | Broken pressure plate Connecting rod is damaged Spring is broken | JC12 | |
| Bearing | High temperature | Noise, inefficient operation | Insufficient/contaminated lubricant | JC13 |
| Wrong bearing clearance | ||||
| Bearing damage | JC14 | |||
| Bearing damage | Vibrations caused by incorrect material feed height and speed | Excessive height and speed of material feeding | JC15 | |
| Lubricant leakage through a burst hose or end cap | JC16 | |||
| Shaft | Shock sound | Inefficient operation | Eccentric shaft bushing is worn | JC17 |
| Label | S | O | D | RPN | Criticality Category | Recommended Action |
|---|---|---|---|---|---|---|
| JC16 | 8 | 5 | 4 | 160 | Critical | Better and more flexible fixing of the hoses and use of a better quality material for the hoses as vibrations affect them. |
| JC7 | 8 | 6 | 3 | 144 | Critical | Removal of jammed material by overhead crane. Enlargement of the outlet slot. Adjusting the feed rate of the input material. |
| JC8 | 7 | 5 | 4 | 140 | Critical | Sound/light indication of voltage fluctuations. |
| JC14 | 8 | 3 | 4 | 96 | Critical | Continual inspection of noise, everyday checks for lubricant quantity. |
| JC12 | 9 | 2 | 2 | 36 | Marginal | Continual inspection of noise and maintenance once a week. |
| JC1 | 7 | 5 | 1 | 35 | Marginal | Increase engine cooling efficiency. Cleaning filters and changing oil. |
| JC3 | 4 | 3 | 2 | 24 | Marginal | During operation—continuous visual inspection of the pulley. |
| JC4 | 6 | 4 | 1 | 24 | Marginal | During operation—control by the control system and continuous visual inspection. |
| JC5 | 6 | 4 | 1 | 24 | Marginal | During operation—continuous visual inspection of the belt. |
| JC17 | 5 | 2 | 2 | 20 | Negligible | Continual inspection of noise and maintenance once a week. |
| JC2 | 8 | 2 | 1 | 16 | Negligible | Cleaning filters and changing oil. |
| JC13 | 7 | 2 | 1 | 14 | Negligible | Regular filter change and checks of lubricant quantity. |
| JC15 | 6 | 2 | 1 | 12 | Negligible | Regular checks of conveyor belt speed daily. |
| JC9 | 10 | 1 | 1 | 10 | Negligible | Control of the amount of material in the crusher and the speed of feeding. |
| JC11 | 9 | 1 | 1 | 9 | Negligible | Visual inspection after sheet metal replacement. |
| JC6 | 8 | 1 | 1 | 8 | Negligible | Use a different amount of explosive. Removal of jammed material by overhead crane. Breaking an oversized piece with remotely controlled hammer. |
| JC10 | 3 | 1 | 1 | 3 | Negligible | Continuous visual inspection of the jaws and checking with a spirometer. Rotation of the jaw plates every two months. Using better quality jaw plates. Calibrate the equipment every 2–3 months. |
| Label | S | O | D | AP | CN | SO | SD | OD |
|---|---|---|---|---|---|---|---|---|
| JC1 | 7 | 5 | 1 | Medium | Medium | 35 | 7 | 5 |
| JC2 | 8 | 2 | 1 | Low | Low | 16 | 8 | 2 |
| JC3 | 4 | 3 | 2 | Low | Low | 12 | 8 | 6 |
| JC4 | 6 | 4 | 1 | Low | Low | 24 | 6 | 4 |
| JC5 | 6 | 4 | 1 | Low | Low | 24 | 6 | 4 |
| JC6 | 8 | 1 | 1 | Low | Low | 8 | 8 | 1 |
| JC7 | 8 | 6 | 3 | High | Medium | 48 | 24 | 18 |
| JC8 | 7 | 5 | 4 | Medium | Medium | 35 | 28 | 20 |
| JC9 | 10 | 1 | 1 | Medium | Low | 10 | 10 | 1 |
| JC10 | 3 | 1 | 1 | Low | Low | 3 | 3 | 1 |
| JC11 | 9 | 1 | 1 | Medium | Low | 9 | 9 | 1 |
| JC12 | 9 | 2 | 2 | Medium | Low | 18 | 18 | 4 |
| JC13 | 7 | 2 | 1 | Low | Low | 14 | 7 | 2 |
| JC14 | 8 | 3 | 4 | Low | Low | 24 | 32 | 12 |
| JC15 | 6 | 2 | 1 | Low | Low | 12 | 6 | 2 |
| JC16 | 8 | 5 | 4 | Medium | Medium | 40 | 32 | 20 |
| JC17 | 5 | 2 | 2 | Low | Low | 10 | 10 | 4 |
| Label | Priority Importance | Total for | Impact to | |||||
|---|---|---|---|---|---|---|---|---|
| RPN | AP | CN | Failure | Component | Quality | Environment | Safety | |
| JC1 | xx | xx | xx | 6 | 9 | ● | ||
| JC2 | x | x | x | 3 | ● | |||
| JC3 | xx | x | x | 4 | 4 | ● | ● | ● |
| JC4 | xx | x | x | 4 | 8 | ● | ● | |
| JC5 | xx | x | x | 4 | ● | ● | ||
| JC6 | x | x | x | 3 | 22 | ● | ● | ● |
| JC7 | xxx | xxx | xx | 8 | ● | ● | ● | |
| JC8 | xxx | xx | xx | 7 | ● | ● | ● | |
| JC9 | x | xx | x | 4 | ● | ● | ● | |
| JC10 | x | x | x | 3 | 12 | ● | ||
| JC11 | x | xx | x | 4 | ● | ● | ||
| JC12 | xx | xx | x | 5 | ● | ● | ||
| JC13 | x | x | x | 3 | 18 | ● | ● | |
| JC14 | xxx | x | x | 5 | ● | ● | ||
| JC15 | x | x | x | 3 | ● | ● | ||
| JC16 | xxx | xx | xx | 7 | ● | |||
| JC17 | x | x | x | 4 | 4 | ● | ● | |
| xxx High xx Medium x Low | ● Impact of failure | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bogdanovská, G.; Benková, M.; Bednárová, D. Analysis of Causes and Consequences of Failures in Process of Andesite Crushing by Jaw Crusher. Processes 2025, 13, 225. https://doi.org/10.3390/pr13010225
Bogdanovská G, Benková M, Bednárová D. Analysis of Causes and Consequences of Failures in Process of Andesite Crushing by Jaw Crusher. Processes. 2025; 13(1):225. https://doi.org/10.3390/pr13010225
Chicago/Turabian StyleBogdanovská, Gabriela, Marta Benková, and Dagmar Bednárová. 2025. "Analysis of Causes and Consequences of Failures in Process of Andesite Crushing by Jaw Crusher" Processes 13, no. 1: 225. https://doi.org/10.3390/pr13010225
APA StyleBogdanovská, G., Benková, M., & Bednárová, D. (2025). Analysis of Causes and Consequences of Failures in Process of Andesite Crushing by Jaw Crusher. Processes, 13(1), 225. https://doi.org/10.3390/pr13010225