Thermal and Rheological Properties of Crude Tall Oil for Use in Biodiesel Production


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Rheological Analyses
2.3. Thermal Analysis by Differential Scanning Calorimeter (DSC)
2.4. Physicochemical Properties
2.5. Statistical Analysis
3. Results
3.1. Physicochemical Properties
3.2. Rheological Properties—Linear Viscosity and Viscoelasticity of CTO
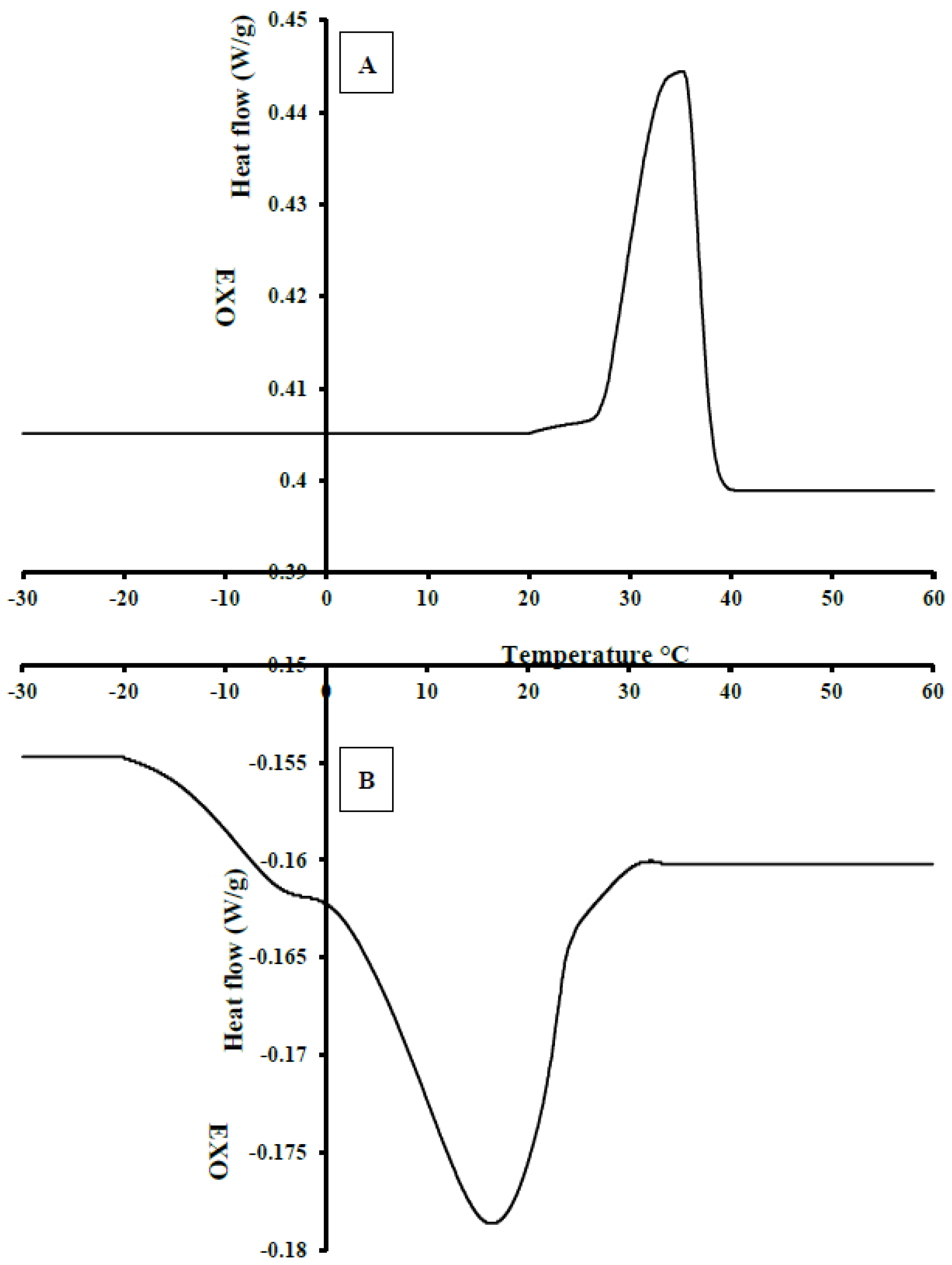
3.3. Thermal Characteristics of CTO
4. Discussion
4.1. Physicochemical Properties of CTO
4.2. Rheological Properties
4.3. Thermal Characteristics of CTO
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mäki-Arvela, P.; Mikkola, M.; Hemming, J.; Eränen, K.; Willför, S.; Murzin, D.Y. Heat Treatment and Chemical Composition of Fatty Acids and Rosin Acids Mixtures: Effects on Their Thermal Properties and Morphology. J. Am. Oil Chem Soc. 2014, 91, 1035–1046. [Google Scholar] [CrossRef]
- Jenab, E.; Mussone, P.; Nam, G.; Bressler, D. Production of Renewable Hydrocarbons from Thermal Conversion of Abietic Acid and Tall Oil Fatty Acids. Energy Fuels 2014, 28, 6988–6994. [Google Scholar] [CrossRef]
- Mäki-Arvela, P.; Holmbom, B.; Salmi, T.; Murzin, D.Y. Recent Progress in Synthesis of Fine and Specialty Chemicals from Wood and Other Biomass by Heterogeneous Catalytic Processes. Catal. Rev. 2007, 49, 197–340. [Google Scholar] [CrossRef]
- Valto, P.; Knuutinen, J.; Alén, R. Overview of analytical procedures for fatty and resin acids in the papermaking process. BioResources 2012, 7, 6041–6076. [Google Scholar] [CrossRef]
- Yakushin, V.; Stirna, U.; Bikovens, O.; Misane, M.; Sevastyanova, I.; Vilsone, D. Synthesis and Characterization of Novel Polyurethanes Based on Tall Oil. Mater. Sci. 2013, 19, 390–396. [Google Scholar] [CrossRef]
- Murillo, E.A.; Vallejo, P.P.; López, B.L. Effect of tall oil fatty acids content on the properties of novel hyperbranched alkyd resins. J. Appl. Polym. Sci. 2011, 120, 3151–3158. [Google Scholar] [CrossRef]
- Liu, K.; Madbouly, S.A.; Schrader, J.A.; Kessler, M.R.; Grewell, D.; Graves, W.R. Biorenewable polymer composites from tall oil-based polyamide and lignin-cellulose fiber. J. Appl. Polym. Sci. 2015, 132, 1–9. [Google Scholar] [CrossRef]
- Bocqué, M.; Voirin, C.; Lapinte, V.; Caillol, S.; Robin, J.-J. Petro-based and bio-based plasticizers: Chemical structures to plasticizing properties. J. Polym. Sci. Part A 2016, 54, 11–33. [Google Scholar] [CrossRef]
- Ikladious, N.E.; Mansour, S.H.; Asaad, J.N.; Emira, H.S.; Hilt, M. Synthesis and evaluation of new hyperbranched alkyds for coatings. Prog. Org. Coat. 2015, 89, 252–259. [Google Scholar] [CrossRef]
- Murillo, E.A.; Vallejo, P.P.; López, B.L. Synthesis and characterization of hyperbranched alkyd resins based on tall oil fatty acids. Prog. Org. Coat. 2010, 69, 235–240. [Google Scholar] [CrossRef]
- Mkhize, N.M.; Sithole, B.B.; Ntunka, M.G. Heterogeneous Acid-Catalyzed Biodiesel Production from Crude Tall Oil: A Low-Grade and Less Expensive Feedstock. J. Wood Chem. Technol. 2015, 35, 374–385. [Google Scholar] [CrossRef]
- Demirbas, A. Methylation of wood fatty and resin acids for production of biodiesel. Fuel 2011, 90, 2273–2279. [Google Scholar] [CrossRef]
- Anthonykutty, J.M.; Linnekoski, J.; Harlin, A.; Laitinen, A.; Lehtonen, J. Catalytic upgrading of crude tall oil into a paraffin-rich liquid. Biomass. Convers. Biorefinery 2014, 5, 149–159. [Google Scholar] [CrossRef]
- Coll, R.; Udas, S.; Jacoby, W.A. Conversion of the Rosin Acid Fraction of Crude Tall Oil into Fuels and Chemicals. Energy Fuels 2001, 15, 1166–1172. [Google Scholar] [CrossRef]
- De Bruycker, R.; Anthonykutty, J.M.; Linnekoski, J.; Harlin, A.; Lehtonen, J.; Van Geem, K.M.; Räsänen, J.; Marin, G.B. Assessing the Potential of Crude Tall Oil for the Production of Green-Base Chemicals: An Experimental and Kinetic Modeling Study. Ind. Eng. Chem. Res. 2014, 53, 18430–18442. [Google Scholar] [CrossRef]
- Adewale, P.; Dumont, M.-J.; Ngadi, M. Rheological, Thermal, and Physicochemical Characterization of Animal Fat Wastes for use in Biodiesel Production. Energy Technol. 2014, 2, 634–642. [Google Scholar] [CrossRef]
- Karmakar, A.; Karmakar, S.; Mukherjee, S. Properties of various plants and animals feedstocks for biodiesel production. Bioresour. Technol. 2010, 101, 7201–7210. [Google Scholar] [CrossRef] [PubMed]
- Alicke, A.A.; Leopércio, B.C.; Marchesini, F.H.; de Souza Mendes, P.R. Guidelines for the rheological characterization of biodiesel. Fuel 2015, 140, 446–452. [Google Scholar] [CrossRef]
- Aguirre-Mandujano, E.; Lobato-Calleros, C.; Beristain, C.I.; Garcia, H.S.; Vernon-Carter, E.J. Microstructure and viscoelastic properties of low-fat yoghurt structured by monoglyceride gels. LWT - Food Sci. Technol. 2009, 42, 938–944. [Google Scholar] [CrossRef]
- Liu, C.; Yang, M.; Huang, F. Influence of Extraction Processing on Rheological Properties of Rapeseed Oils. J. Am. Oil Chem. Soc. 2012, 89, 73–78. [Google Scholar] [CrossRef]
- Abdul Azis, A.; Mohamud, Y.; Roselina, K.; Che Man, Y.B.; Boo, H.C.; Nyuk, L.C. Rheological, chemical and DSC thermal characteristics of different types of palm oil/palm stearin-based shortenings. Int. Food Res. J. Int. Food Res. 2011, 18, 189–200. [Google Scholar]
- Tan, C.; Man, Y. Comparative differential scanning calorimetric analysis of vegetable oils: I. Effects of heating rate variation. Phytochem. Anal. 2002, 13, 129–141. [Google Scholar] [CrossRef] [PubMed]
- Atabani, A.E.; Mahlia, T.M.I.; Anjum Badruddin, I.; Masjuki, H.H.; Chong, W.T.; Lee, K.T. Investigation of physical and chemical properties of potential edible and non-edible feedstocks for biodiesel production, a comparative analysis. Renew. Sustain. Energy Rev. 2013, 21, 749–755. [Google Scholar] [CrossRef]
- Ma, F.; Clements, L.; Hanna, M. The Effects of Catalyst, Free Fatty Acids, and Water on Transecterification of Beef Tallow. Trans. ASAE 1998, 41, 1261–1264. [Google Scholar] [CrossRef]
- Balo, F. Feasibility study of “green” insulation materials including tall oil: Environmental, economical and thermal properties. Energy Build. 2015, 86, 161–175. [Google Scholar] [CrossRef]
- Canoira, L.; Rodríguez-Gamero, M.; Querol, E.; Alcántara, R.N.; Lapuerta, M.N.; Oliva, F.N. Biodiesel from Low-Grade Animal Fat: Production Process Assessment and Biodiesel Properties Characterization. Ind. Eng. Chem. Res. 2008, 47, 7997–8004. [Google Scholar] [CrossRef]
- Ramírez-Verduzco, L.F.; Rodríguez-Rodríguez, J.E.; Jaramillo-Jacob, A.D.R. Predicting cetane number, kinematic viscosity, density and higher heating value of biodiesel from its fatty acid methyl ester composition. Fuel 2012, 91, 102–111. [Google Scholar] [CrossRef]
- Canakci, M.; Van Gerpen, J. A pilot plant to produce biodiesel from high free fatty acid feedstocks. Trans. ASAE 2003, 46, 945–954. [Google Scholar] [CrossRef]
- Canakci, M. The potential of restaurant waste lipids as biodiesel feedstocks. Bioresour. Technol. 2007, 98, 183–190. [Google Scholar] [CrossRef] [PubMed]
- Adewale, P.; Dumont, M.-J.; Ngadi, M. Recent trends of biodiesel production from animal fat wastes and associated production techniques. Renew. Sustain. Energy Rev. 2015, 45, 574–588. [Google Scholar] [CrossRef]
- Keskin, A.; Gürü, M.; Altıparmak, D. Biodiesel production from tall oil with synthesized Mn and Ni based additives: Effects of the additives on fuel consumption and emissions. Fuel 2007, 86, 1139–1143. [Google Scholar] [CrossRef]
- Keskin, A.; Gürü, M.; Altıparmak, D. Influence of tall oil biodiesel with Mg and Mo based fuel additives on diesel engine performance and emission. Bioresour. Technol. 2008, 99, 6434–6438. [Google Scholar] [CrossRef] [PubMed]
- Altıparmak, D.; Keskin, A.; Koca, A.; Gürü, M. Alternative fuel properties of tall oil fatty acid methyl ester–diesel fuel blends. Bioresour. Technol. 2007, 98, 241–246. [Google Scholar] [CrossRef] [PubMed]
- Norlin, L.H. Tall oil. In Ullmann’s Encyclopedia of Industrial Chemistry; John Wiley and Sons, Inc.: Somerset, NJ, USA; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000; pp. 583–596. [Google Scholar]
- Demirbas, A. Production of Biodiesel from Tall Oil. Energy Sources, Part A: Recovery, Utilization, and Environ. Effects 2008, 30, 1896–1902. [Google Scholar]
- Panda, H. Handbook on Tall Oil Rosin Production, Processing and Utilization; Asia Pacific Business Press Inc.: Delhi, India, 2013. [Google Scholar]
- Tan, C.; Che Man, Y. Differential scanning calorimetric analysis of edible oils: Comparison of thermal properties and chemical composition. J. Am. Oil Chem. Soc. 2000, 77, 143–155. [Google Scholar] [CrossRef]
- Rodrigues, J.; Cardoso, F., Jr.; Lachter, E.; Estevão, L.M.; Lima, E.; Nascimento, R.V. Correlating chemical structure and physical properties of vegetable oil esters. J. Am. Oil Chem. Soc. 2006, 83, 353–357. [Google Scholar] [CrossRef]
- Wang, T.; Briggs, J.L. Rheological and thermal properties of soybean oils with modified FA compositions. J. Am. Oil Chem. Soc. 2002, 79, 831–836. [Google Scholar] [CrossRef]
- Barba, L.; Arrighetti, G.; Calligaris, S. Crystallization and melting properties of extra virgin olive oil studied by synchrotron XRD and DSC. Eur. J. Lipid Sci. Technol. 2013, 115, 322–329. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CTO Analysis | Value |
|---|---|
| Free Fatty Acid Composition (%) | |
| C16:0 | 5.98 ± 0.14 |
| C16:1 | 1.29 ± 0.08 |
| C18:0 | 1.25 ± 0.12 |
| C18:1 | 13.99 ± 0.18 |
| C18:2n6 | 46.24 ± 0.21 |
| γ-C18:3n6 | 6.48 ± 0.15 |
| C18:3n3 | 1.58 ± 0.06 |
| C20:2 | 3.46 ± 0.04 |
| C20:3n6 | 2.57 ± 0.11 |
| C20:4n6 | 1.51 ± 0.25 |
| Unknown | 11.44 ± 0.43 |
| ∑SFA | 7.23 ± 0.07 |
| ∑UFA | 77.12 ± 0.16 |
| UFA/SFA ratio | 10.67 |
| Physicochemical Properties | |
| FFA (%) | 53.36 ± 0.14 |
| Water (%) | 1.54 ± 0.02 |
| AC (%) | 0.46 ± 0.07 |
| RA (%) | 28.40 ± 0.95 |
| USM (%) | 16.70 ± 0.19 |
| IV (mg/gI2) | 110.50 ± 0.31 |
| SN (mg KOH/g CTO) | 150.00 ± 4.30 |
| AN (mg KOH/g CTO) | 130.00 ± 0.54 |
| Characteristics | Tonset (°C) | Tpeak (°C) | ΔH (J/g) |
|---|---|---|---|
| Melting | 27.42 ± 0.35 | 35.29 ± 0.54 | 1.73 ± 0.05 |
| Crystallization | 24.00 ± 0.13 | 16.73 ± 0.08 | 2.52 ± 0.22 |
| Heat capacity | 27.28 ± 0.22 | 34.33 ± 0.08 | 1.77 ± 0.25 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adewale, P.; Christopher, L.P. Thermal and Rheological Properties of Crude Tall Oil for Use in Biodiesel Production. Processes 2017, 5, 59. https://doi.org/10.3390/pr5040059
Adewale P, Christopher LP. Thermal and Rheological Properties of Crude Tall Oil for Use in Biodiesel Production. Processes. 2017; 5(4):59. https://doi.org/10.3390/pr5040059
Chicago/Turabian StyleAdewale, Peter, and Lew P. Christopher. 2017. "Thermal and Rheological Properties of Crude Tall Oil for Use in Biodiesel Production" Processes 5, no. 4: 59. https://doi.org/10.3390/pr5040059
APA StyleAdewale, P., & Christopher, L. P. (2017). Thermal and Rheological Properties of Crude Tall Oil for Use in Biodiesel Production. Processes, 5(4), 59. https://doi.org/10.3390/pr5040059