Performing an Indirect Coupled Numerical Simulation for Capacitor Discharge Welding of Aluminium Components


Abstract
:1. Introduction
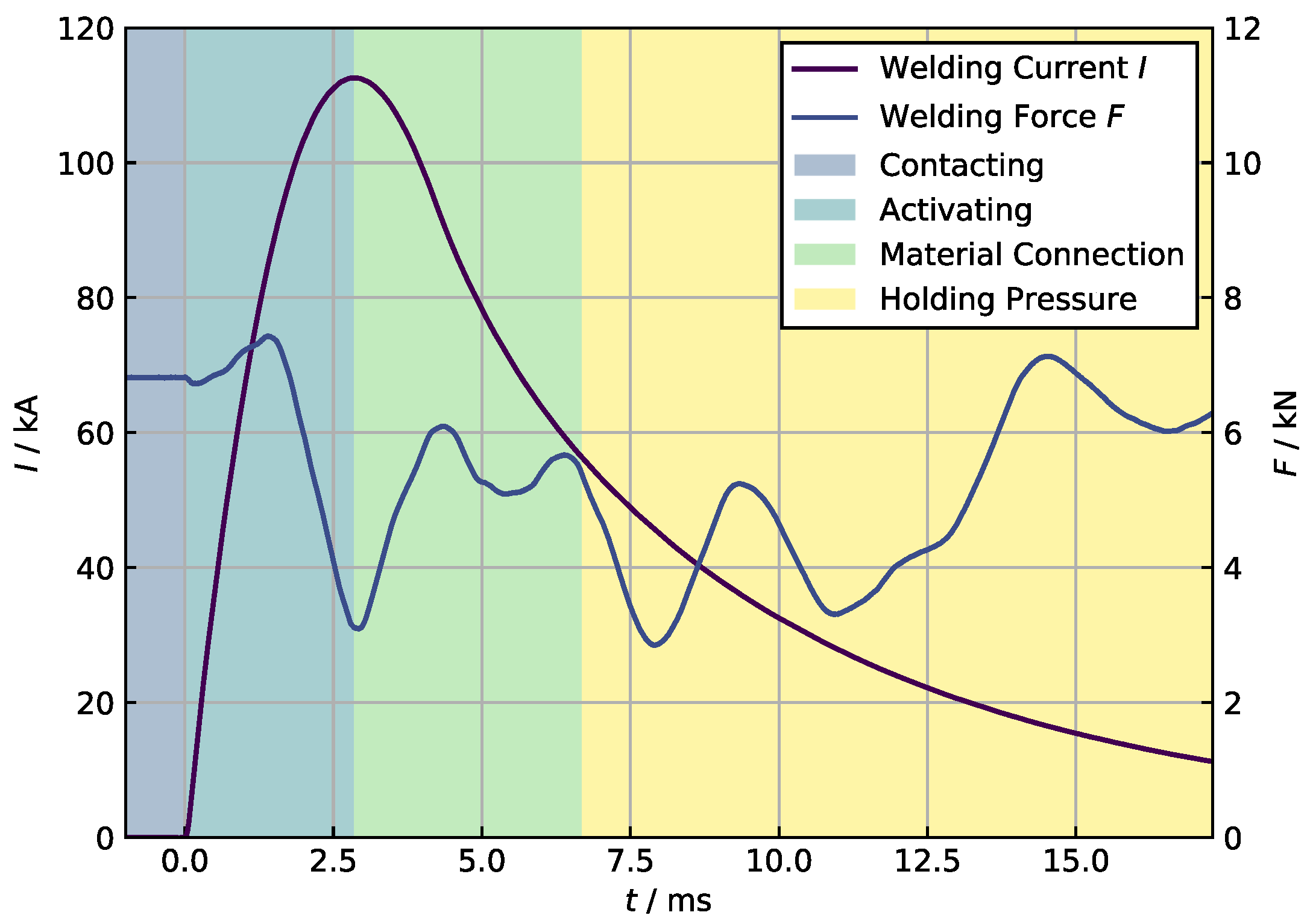
2. Capacitor Discharge Welding (CDW)
- Contacting
- Movement of electrodes onto the components
- Increase of electrode force up to the predefined welding force
- Plastic deformation in the contact area
- Activating
- Start of the current flow with high current density gradients
- Very high power densities in contact area
- Elimination of foreign and oxide layers
- Activation of the contact surfaces
- Material Connection
- Follow-up of electrodes
- Pressing together the activated surfaces
- Development of material connection
- Decreasing current and current density
- Conductive heating of projection
- Softening and plastic deformation of projection
- Holding Pressure
- Further follow-up of electrodes
- Further decrease in current density
- Further plastic deformation of projection
- Enlargement of the connection area
- Ending of follow-up of electrodes
- Thermal conduction and cooling of joining zone
- Very high temperature gradients
- High deformations of the projection
- Activation of the contact surface by metal vapor
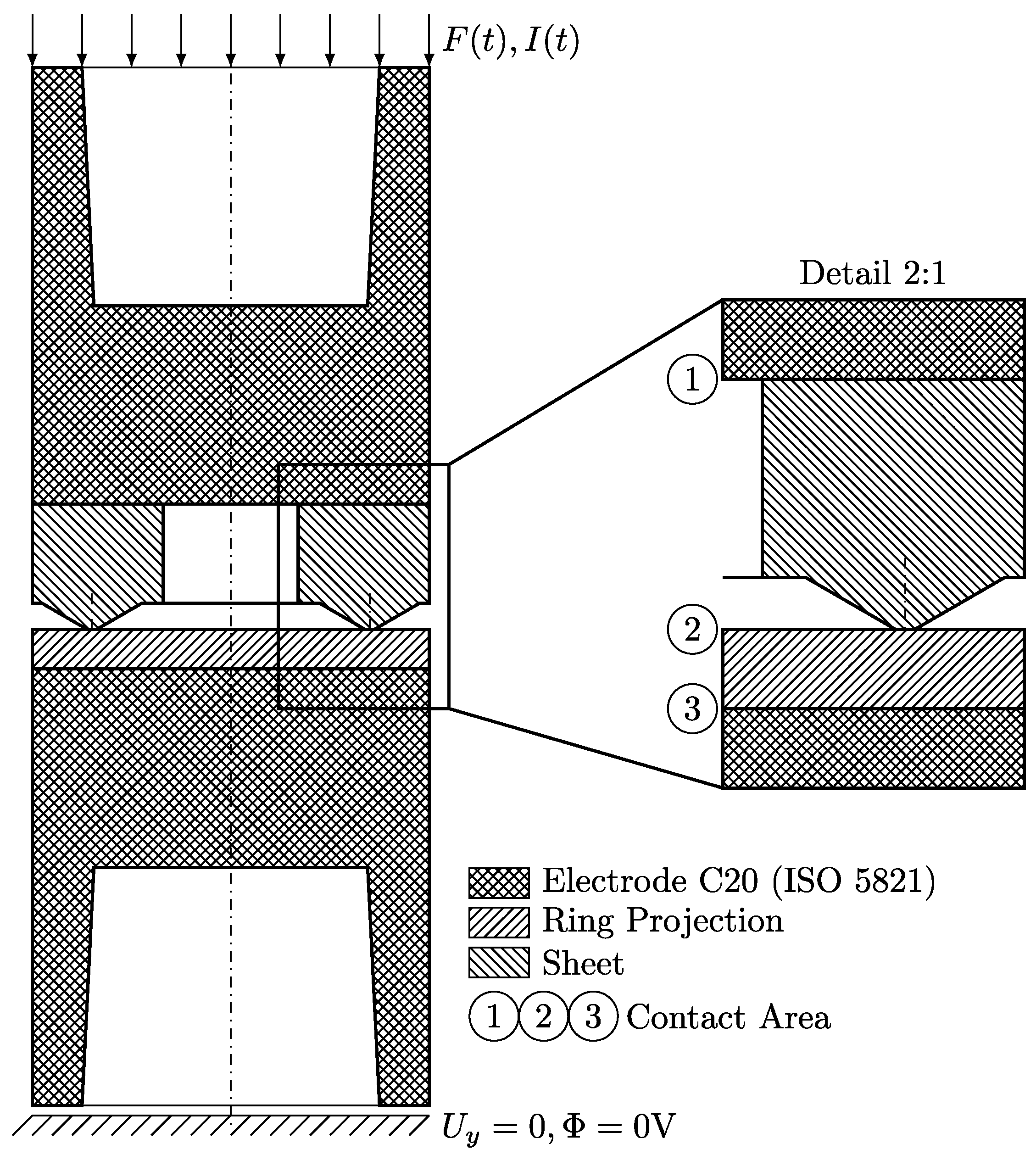
3. Finite Element Model
3.1. Geometry and Material Data
3.2. Application Specific Modelling
- Projection (Contact) - Electrode (Target)
- Projection (Contact) - Sheet (Target)
- Sheet (Contact) - Electrode (Target)
3.3. Implementation of Electrical Contact Resistance
3.4. Indirect Coupling of a Numerical Simulation
- Minimization of the computing effort
- Adaptation of the solver to the requirements of each system of equations
- Dynamic calculation of the contact resistance depending on the physic conditions without tabular precalculations (material data, temperature distribution and contact pressure)
- Rezoning in structural physic (No rezoning for Coupled Field Elements)
- To simulate the thermal–electrical phenomena with the current state of deformation, the calculated displacement in the structural physic is transferred by the UPGEOM command as a change of geometry.
- Coupling in the contrary direction is implemented by applying the calculated temperatures as body loads by the LDREAD command. The temperatures are transferred to each node. Therefore the current state of thermal strain can be involved in the structural solution.
- The coupling of effects within the contact zones was established by using the electrical contact conductivity and the thermal contact conductivity . Their values were calculated elementwise by Equations (4) or (5) and were therefore location-dependent. Before solving the thermal–electric physic starts, ECC and TCC were handed over to the contact elements by the RMODIF,,19 and RMODIF,,14 command respectively. Both parameters were declared as table arrays using the primary variable x-coordinate (2D) to guarantee every element gets their corresponding value.
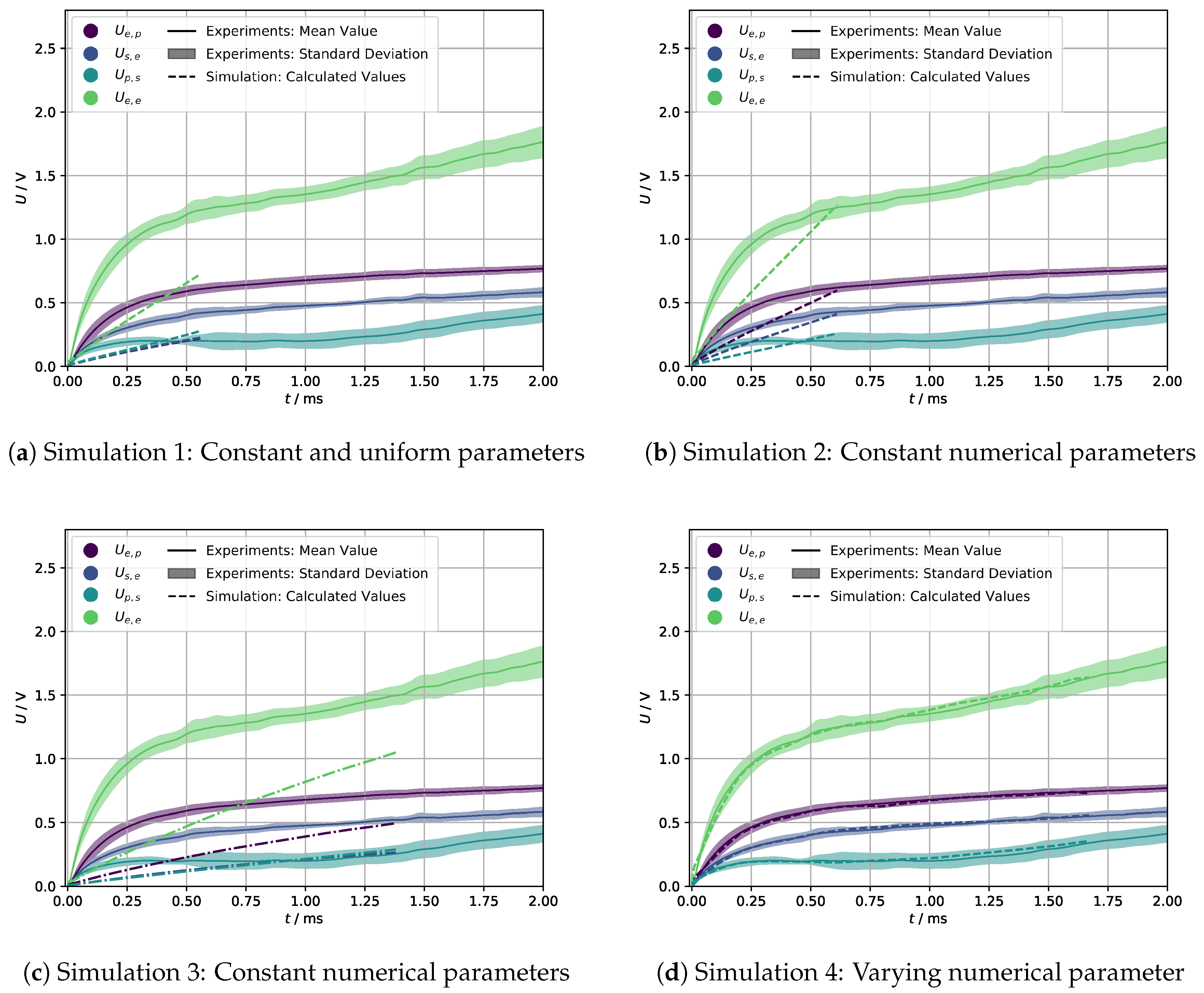
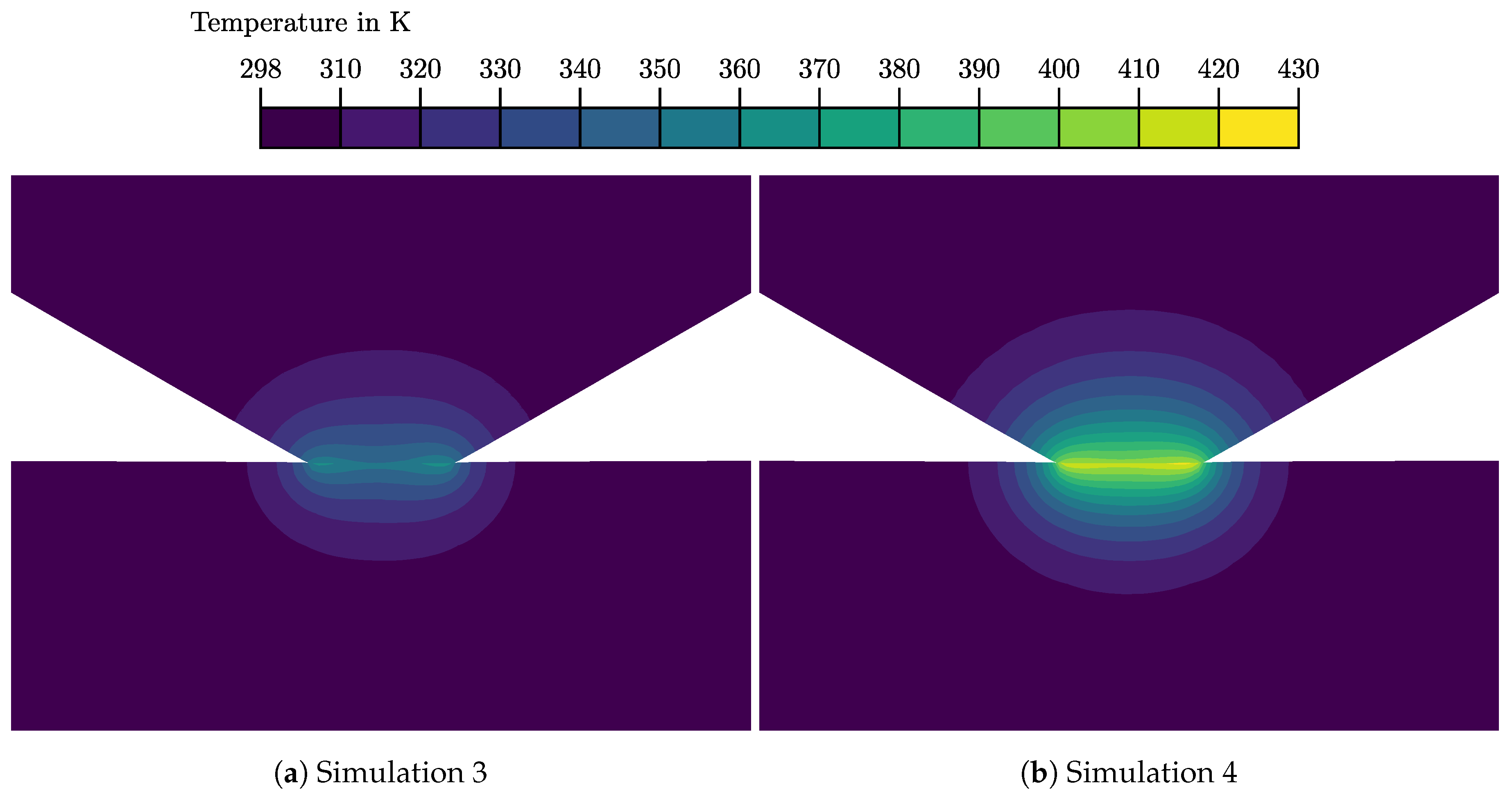
4. Results of the Indirect Process Simulation
4.1. Experimental Determination of the Electrical Voltage
4.2. Comparison of Experimental and Simulative Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| CDW | Capacitor Discharge Welding |
| ECC | Electrical Contact conductivity |
| ECR | Electrical Contact Resistance |
| TCC | Thermal Contact Conductivity |
Appendix A. Thermophysical Properties for Numerical Simulation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T/K | /kg m | E/GPa | /1 | /K 10 | /W m K | /J kg K | h/MJ m | / m |
|---|---|---|---|---|---|---|---|---|
| 298 | 2697.70 | 68.272 | 0.338 | Reference | 192.626 | - | 26 | 0.036 |
| 303 | 2696.82 | 68.115 | 0.338 | 2.240 | 193.097 | 901 | 30 | 0.037 |
| 323 | 2693.16 | 67.459 | 0.339 | 2.261 | 194.812 | 913 | 38 | 0.039 |
| 343 | 2689.45 | 66.786 | 0.339 | 2.282 | 196.209 | 924 | 88 | 0.041 |
| 373 | 2683.77 | 65.742 | 0.341 | 2.313 | 197.813 | 940 | 162 | 0.044 |
| 403 | 2677.96 | 64.658 | 0.342 | 2.344 | 198.938 | 954 | 238 | 0.047 |
| 433 | 2672.03 | 63.535 | 0.343 | 2.375 | 199.677 | 967 | 314 | 0.050 |
| 473 | 2663.93 | 61.975 | 0.345 | 2.417 | 200.177 | 985 | 417 | 0.055 |
| 503 | 2657.71 | 60.759 | 0.347 | 2.449 | 200.252 | 997 | 495 | 0.058 |
| 533 | 2651.37 | 59.503 | 0.349 | 2.480 | 200.114 | 1010 | 574 | 0.062 |
| 573 | 2642.73 | 57.766 | 0.351 | 2.523 | 199.644 | 1027 | 680 | 0.067 |
| 603 | 2636.11 | 56.417 | 0.353 | 2.555 | 199.107 | 1039 | 759 | 0.070 |
| 633 | 2629.37 | 55.028 | 0.355 | 2.587 | 198.433 | 1052 | 840 | 0.074 |
| 673 | 2620.21 | 53.113 | 0.357 | 2.630 | 197.344 | 1069 | 948 | 0.079 |
| 703 | 2613.21 | 51.630 | 0.359 | 2.662 | 196.401 | 1082 | 1030 | 0.083 |
| 733 | 2603.69 | 49.591 | 0.362 | 2.706 | 194.991 | 1103 | 1140 | 0.089 |
| 773 | 2596.42 | 48.014 | 0.364 | 2.738 | 193.832 | 1121 | 1223 | 0.093 |
| 803 | 2589.05 | 46.398 | 0.367 | 2.771 | 192.592 | 1140 | 1307 | 0.097 |
| 833 | 2577.96 | 37.102 | 0.375 | 2.895 | 184.616 | 1598 | 1447 | 0.107 |
| 873 | 2556.86 | 25.737 | 0.388 | 3.194 | 171.884 | 2185 | 1629 | 0.122 |
| 903 | 2520.74 | 10.527 | 0.412 | 3.869 | 146.974 | 7266 | 1861 | 0.144 |
| 933 | 2393.11 | 0.000 | 0.500 | 6.683 | 88.391 | 1173 | 2534 | 0.232 |
| 973 | 2380.01 | 0.000 | 0.500 | 6.593 | 89.735 | 1173 | 2632 | 0.239 |
| 1173 | 2311.83 | 0.000 | 0.500 | 6.360 | 96.456 | 1173 | 3099 | 0.268 |
| 1373 | 2239.98 | 0.000 | 0.500 | 6.337 | 103.177 | 1173 | 3528 | 0.293 |
| 1573 | 2165.50 | 0.000 | 0.500 | 6.426 | 109.897 | 1173 | 3919 | 0.315 |
| 1773 | 2089.33 | 0.000 | 0.500 | 6.581 | 116.618 | 1173 | 4272 | 0.334 |
| 2073 | 1973.73 | 0.000 | 0.500 | 6.889 | 126.699 | 1173 | 4731 | 0.360 |
| 2273 | 1896.83 | 0.000 | 0.500 | 7.127 | 133.420 | 1173 | 4993 | 0.375 |
| 2773 | 1709.33 | 0.000 | 0.500 | 7.788 | 150.222 | 1173 | 5503 | 0.406 |
| 3273 | 1533.48 | 0.000 | 0.500 | 8.507 | 167.023 | 1173 | 5837 | 0.431 |
| T/K | /kg m | E/GPa | /1 | /K 10 | /W m K | /J kg K | h/MJ m | / m |
|---|---|---|---|---|---|---|---|---|
| 298 | 2632.57 | 69.218 | 0.332 | Reference | 140.998 | - | 31 | 0.048 |
| 303 | 2631.70 | 69.058 | 0.332 | 2.258 | 141.745 | 911 | 43 | 0.049 |
| 323 | 2628.10 | 68.387 | 0.332 | 2.279 | 144.618 | 923 | 91 | 0.051 |
| 343 | 2624.45 | 67.698 | 0.333 | 2.300 | 147.201 | 934 | 139 | 0.053 |
| 373 | 2618.86 | 66.631 | 0.335 | 2.331 | 150.623 | 950 | 213 | 0.057 |
| 403 | 2613.16 | 65.522 | 0.336 | 2.362 | 153.594 | 964 | 287 | 0.060 |
| 433 | 2607.33 | 64.373 | 0.337 | 2.393 | 156.193 | 977 | 362 | 0.063 |
| 473 | 2599.37 | 62.777 | 0.339 | 2.435 | 159.176 | 995 | 464 | 0.068 |
| 503 | 2593.26 | 61.531 | 0.341 | 2.467 | 161.105 | 1007 | 540 | 0.071 |
| 533 | 2587.03 | 60.245 | 0.342 | 2.498 | 162.803 | 1020 | 618 | 0.075 |
| 573 | 2578.55 | 58.466 | 0.345 | 2.541 | 164.748 | 1037 | 722 | 0.080 |
| 603 | 2572.06 | 57.084 | 0.346 | 2.573 | 165.992 | 1050 | 800 | 0.083 |
| 633 | 2565.45 | 55.661 | 0.348 | 2.605 | 167.066 | 1062 | 879 | 0.087 |
| 673 | 2556.46 | 53.699 | 0.351 | 2.647 | 168.253 | 1080 | 986 | 0.092 |
| 703 | 2549.59 | 52.180 | 0.353 | 2.680 | 168.973 | 1093 | 1066 | 0.096 |
| 733 | 2537.29 | 39.371 | 0.370 | 2.878 | 167.104 | 1192 | 1176 | 0.105 |
| 773 | 2525.26 | 35.041 | 0.375 | 2.983 | 166.138 | 1283 | 1294 | 0.112 |
| 803 | 2514.95 | 31.011 | 0.380 | 3.088 | 164.219 | 1416 | 1389 | 0.117 |
| 833 | 2502.31 | 25.632 | 0.386 | 3.244 | 160.279 | 1707 | 1496 | 0.124 |
| 873 | 2474.09 | 13.755 | 0.404 | 3.714 | 146.047 | 3335 | 1695 | 0.141 |
| 903 | 2404.57 | 0.750 | 0.454 | 5.225 | 108.660 | 16194 | 2086 | 0.187 |
| 933 | 2335.98 | 0.000 | 0.500 | 6.666 | 87.261 | 1187 | 2463 | 0.235 |
| 973 | 2323.11 | 0.000 | 0.500 | 6.580 | 88.670 | 1187 | 2559 | 0.241 |
| 1173 | 2256.01 | 0.000 | 0.500 | 6.360 | 95.713 | 1187 | 3021 | 0.270 |
| 1373 | 2185.18 | 0.000 | 0.500 | 6.349 | 102.757 | 1187 | 3445 | 0.294 |
| 1573 | 2111.68 | 0.000 | 0.500 | 6.450 | 109.801 | 1187 | 3831 | 0.315 |
| 1773 | 2036.44 | 0.000 | 0.500 | 6.616 | 116.845 | 1187 | 4178 | 0.334 |
| 2073 | 1922.24 | 0.000 | 0.500 | 6.940 | 127.411 | 1187 | 4628 | 0.358 |
| 2273 | 1846.28 | 0.000 | 0.500 | 7.188 | 134.455 | 1187 | 4884 | 0.372 |
| 2773 | 1661.18 | 0.000 | 0.500 | 7.876 | 152.064 | 1187 | 5380 | 0.401 |
| 3273 | 1487.85 | 0.000 | 0.500 | 8.621 | 169.674 | 1187 | 5702 | 0.424 |
| T/K | /kg m | E/GPa | /1 | /K 10 | /W m K | /J kg K | h/MJ m | / m |
|---|---|---|---|---|---|---|---|---|
| 298 | 8882 | 87.8 | 0.326 | Reference | 326 | 390 | 0 | 0.021 |
| 473 | 8803 | 81.0 | 0.298 | 1.650 | 305 | 393 | 623 | 0.033 |
| 573 | 8755 | - | - | 1.720 | 291 | 395 | 968 | 0.039 |
| 673 | - | 77.0 | 0.279 | - | - | - | - | - |
| 773 | 8656 | - | - | 1.800 | 281 | 400 | 1660 | 0.054 |
| 873 | 69.6 | 0.230 | - | - | - | - | - | |
| 973 | 8549 | - | - | 1.890 | 275 | 482 | 2820 | 0.070 |
| 1073 | 65.1 | 0.238 | - | - | - | - | - | |
| 1173 | 8425 | 60.6 | 0.212 | 2.020 | 268 | 494 | 3680 | 0.098 |
Appendix B. Flow Stress Data for Numerical Simulation
| /1 | /MPa | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 165.6 | 162.4 | 159.0 | 152.9 | 148.2 | 140.3 | 134.6 | 87.4 | 106.6 | 63.6 |
| 0.02 | 215.0 | 214.0 | 217.6 | 232.0 | 227.5 | 194.2 | 175.1 | 136.0 | 106.6 | 72.7 |
| 0.04 | 232.3 | 232.2 | 239.0 | 255.7 | 227.4 | 194.2 | 175.1 | 136.0 | 106.6 | 72.7 |
| 0.06 | 243.5 | 244.0 | 252.9 | 254.8 | 227.2 | 194.2 | 175.1 | 136.0 | 106.6 | 72.7 |
| 0.08 | 251.9 | 252.9 | 263.5 | 253.5 | 226.7 | 194.2 | 175.0 | 136.0 | 106.6 | 72.7 |
| 0.1 | 258.6 | 260.0 | 272.0 | 252.1 | 226.0 | 194.1 | 175.0 | 136.0 | 106.6 | 72.7 |
| 0.15 | 271.4 | 273.6 | 288.4 | 248.9 | 224.0 | 193.8 | 174.9 | 136.0 | 106.6 | 72.7 |
| 0.2 | 280.9 | 283.8 | 300.7 | 246.4 | 222.1 | 193.3 | 174.7 | 136.0 | 106.6 | 72.7 |
| 0.25 | 288.5 | 291.9 | 303.5 | 244.3 | 220.5 | 192.6 | 174.4 | 136.0 | 106.5 | 72.7 |
| 0.3 | 294.9 | 298.8 | 301.2 | 242.6 | 219.2 | 191.8 | 174.0 | 135.9 | 106.5 | 72.6 |
| 0.35 | 300.5 | 304.7 | 299.2 | 241.2 | 218.0 | 191.1 | 173.6 | 135.8 | 106.4 | 72.6 |
| 0.4 | 305.4 | 310.0 | 297.4 | 239.9 | 216.9 | 190.4 | 173.1 | 135.7 | 106.3 | 72.5 |
| 0.45 | 309.7 | 314.7 | 295.9 | 238.8 | 216.0 | 189.8 | 172.6 | 135.5 | 106.1 | 72.5 |
| 0.5 | 313.7 | 318.9 | 294.5 | 237.8 | 215.2 | 189.2 | 172.2 | 135.3 | 106.0 | 72.4 |
| 0.6 | 320.7 | 326.4 | 292.1 | 236.0 | 213.7 | 188.2 | 171.4 | 135.0 | 105.6 | 72.2 |
| 0.7 | 326.8 | 332.9 | 290.1 | 234.5 | 212.5 | 187.2 | 170.7 | 134.6 | 105.3 | 71.6 |
| 0.8 | 332.1 | 338.7 | 288.3 | 233.3 | 211.4 | 186.4 | 170.0 | 134.3 | 105.0 | 70.9 |
| 0.9 | 336.9 | 343.8 | 286.8 | 232.1 | 210.5 | 185.7 | 169.4 | 134.0 | 104.6 | 70.3 |
| 1 | 341.2 | 344.5 | 285.4 | 231.1 | 209.6 | 185.1 | 168.9 | 133.6 | 104.4 | 69.7 |
| 2 | 371.1 | 333.0 | 276.6 | 224.7 | 204.1 | 180.7 | 165.3 | 131.4 | 102.3 | 65.4 |
| /1 | / | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0.00 | 179.1 | 176.0 | 172.6 | 166.7 | 162.1 | 154.4 | 148.8 | 93.7 | 103.1 | 12.6 |
| 0.02 | 227.4 | 226.3 | 229.9 | 243.8 | 259.3 | 217.3 | 192.0 | 142.0 | 103.1 | 29.5 |
| 0.04 | 244.5 | 244.3 | 250.9 | 274.2 | 261.8 | 217.3 | 192.0 | 142.0 | 103.1 | 29.5 |
| 0.06 | 255.5 | 256.0 | 264.6 | 294.5 | 261.5 | 217.3 | 192.0 | 142.0 | 103.1 | 29.5 |
| 0.08 | 263.8 | 264.7 | 275.0 | 297.1 | 260.8 | 217.3 | 192.0 | 142.0 | 103.1 | 29.5 |
| 0.10 | 270.4 | 271.7 | 283.4 | 295.1 | 259.8 | 217.2 | 192.0 | 142.0 | 103.1 | 29.5 |
| 0.15 | 283.0 | 285.1 | 299.4 | 290.6 | 256.9 | 216.8 | 191.8 | 142.0 | 103.1 | 29.5 |
| 0.20 | 292.3 | 295.1 | 311.4 | 287.0 | 254.3 | 216.0 | 191.6 | 142.0 | 103.1 | 29.5 |
| 0.25 | 299.8 | 303.1 | 321.0 | 284.1 | 252.0 | 215.0 | 191.1 | 141.9 | 103.1 | 29.5 |
| 0.30 | 306.0 | 309.8 | 329.2 | 281.7 | 250.1 | 213.9 | 190.5 | 141.8 | 103.0 | 29.5 |
| 0.35 | 311.5 | 315.5 | 336.2 | 279.6 | 248.4 | 212.9 | 189.9 | 141.6 | 102.8 | 29.4 |
| 0.40 | 316.2 | 320.6 | 342.4 | 277.8 | 246.9 | 212.0 | 189.2 | 141.5 | 102.7 | 29.4 |
| 0.45 | 320.5 | 325.2 | 348.0 | 276.2 | 245.6 | 211.1 | 188.6 | 141.2 | 102.5 | 29.4 |
| 0.50 | 324.4 | 329.4 | 353.0 | 274.8 | 244.4 | 210.2 | 188.0 | 141.0 | 102.2 | 29.3 |
| 0.60 | 331.2 | 336.7 | 349.5 | 272.3 | 242.3 | 208.7 | 186.8 | 140.5 | 101.8 | 29.2 |
| 0.70 | 337.1 | 343.0 | 346.7 | 270.2 | 240.6 | 207.4 | 185.8 | 140.0 | 101.3 | 29.1 |
| 0.80 | 342.2 | 348.6 | 344.2 | 268.4 | 239.1 | 206.3 | 184.9 | 139.5 | 100.9 | 29.1 |
| 0.90 | 346.9 | 353.6 | 342.0 | 266.8 | 237.7 | 205.2 | 184.0 | 139.0 | 100.5 | 29.0 |
| 1.00 | 351.1 | 358.1 | 340.1 | 265.4 | 236.5 | 204.3 | 183.3 | 138.6 | 100.1 | 28.9 |
| 2.00 | 380.0 | 389.4 | 327.5 | 256.3 | 228.7 | 198.2 | 178.1 | 134.3 | 97.3 | 28.4 |
Appendix C. Simulation Values for Numerical Parameters
| # Simulation | |||
|---|---|---|---|
| 1 | 0.0025 | 0.0025 | 0.0025 |
| 2 | 0.0080 | 0.0050 | 0.0020 |
| 3 | 0.0030 | 0.0010 | 0.0005 |
| 4 | 0.0030 | 0.0020 | 0.0005 |
| t/ms | |||
|---|---|---|---|
| 0.0 | 0.900 | 0.85 | 0.900 |
| 0.2 | 0.905 | 0.88 | 0.910 |
| 0.4 | 0.925 | 0.92 | 0.930 |
| 0.6 | 0.940 | 0.96 | 0.942 |
| 0.8 | 0.955 | 0.98 | 0.955 |
| 1.0 | 0.962 | 1.00 | 0.965 |
| 1.2 | 0.970 | 1.00 | 0.975 |
| 1.4 | 0.977 | 1.00 | 0.982 |
| 1.6 | 0.985 | 1.00 | 0.990 |
| 1.8 | 1.000 | 1.00 | 1.000 |
| >1.8 | 1.000 | 1.00 | 1.000 |
References
- Florea, R.; Bammann, D.; Yeldell, A.; Solanki, K.; Hammi, Y. Welding parameters influence on fatigue life and microstructure in resistance spot welding of 6061-T6 aluminum alloy. Mater. Des. 2013. [Google Scholar] [CrossRef]
- Qiu, R.; Iwamoto, C.; Satonaka, S. Interfacial microstructure and strength of steel/aluminum alloy joints welded by resistance spot welding with cover plate. J. Mater. Process. Technol. 2009. [Google Scholar] [CrossRef]
- Zhang, W.; Qiu, X.; Sun, D.; Han, L. Effects of resistance spot welding parameters on microstructures and mechanical properties of dissimilar material joints of galvanised high strength steel and aluminium alloy. Sci. Technol. Weld. Join. 2011. [Google Scholar] [CrossRef]
- Duderstadt, F.; Hömberg, D.; Khludnev, A.M. A mathematical model for impulse resistance welding. Math. Methods Appl. Sci. 2003, 26, 717–737. [Google Scholar] [CrossRef]
- Hömberg, D.; Duderstadt, F.; Dreyer, W. Modelling and Simulation of Capacitor Impulse Welding. Math. Key Technol. Future 2003. [Google Scholar] [CrossRef]
- Casalino, G.; Panella, F. Numerical Simulation of Multi-Point Capacitor Discharge Welding of AISI 304 Bars. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 647–655. [Google Scholar] [CrossRef]
- Casalino, G.; Ludovico, A. Finite element simulation of high speed pulse welding of high specific strength metal alloys. J. Mater. Process. Technol. 2008, 197, 301–305. [Google Scholar] [CrossRef]
- Cavaliere, P.; Dattoma, V.; Panella, F. Numerical analysis of multipoint CDW Welding Process on stainless AISI304 steel bars. Comput. Mater. Sci. 2009, 46, 1109–1118. [Google Scholar] [CrossRef]
- Deutscher Verband für Schweißen und Verwandte Verfahren e.V.: Kondensatorentladungsschweißen—Grundlagen, Verfahren und Technik (DVS 2911); Deutscher Verband für Schweißen und Verwandte Verfahren e.V.: Düsseldorf, Germany, 2016.
- Ketzel, M.M.; Hertel, M.; Zschetzsche, J.; Füssel, U. Heat development of the contact area during capacitor discharge welding. Weld. World 2019, 63, 1195–1203. [Google Scholar] [CrossRef]
- Zschetzsche, J.; Ketzel, M.M.; Füssel, U.; Rusch, H.J.; Stocks, N. Process Monitoring at Capacitor Discharge Welding. ASNT Res. Symp. 2019. [Google Scholar] [CrossRef]
- Ketzel, M.M.; Koal, J.; Zschetzsche, J.; Füssel, U. Buckelschweißen von Aluminiumlegierungen Mittels Kondensatorentladungsschweißen mit Veränderlicher Kraft und Kraftgesteuertem Auslösen der Entladung (IGF-Nr.: 19.889 B); Schlussbericht; Forschungsvereinigung Schweißen und verwandte Verfahren e.V. des DVS: Düsseldorf, Germany, 2020. [Google Scholar]
- DIN EN ISO 5821:2009-04. Resistance Welding—Spot Welding Electrode Caps (ISO 5821:2009). 2009. Available online: https://www.beuth.de/en/help/citing-din-standards (accessed on 23 September 2020).
- Wang, J.; Wang, H.P.; Lu, F.; Carlson, B.E.; Sigler, D.R. Analysis of Al-steel resistance spot welding process by developing a fully coupled multi-physics simulation model. Int. J. Heat Mass Transf. 2015, 89, 1061–1072. [Google Scholar] [CrossRef]
- Hamedi, M.; Atashparva, M. A review of electrical contact resistance modeling in resistance spot welding. Weld. World 2017, 61, 269–290. [Google Scholar] [CrossRef]
- Wan, Z.; Wang, H.P.; Wang, M.; Carlson, B.E.; Sigler, D.R. Numerical simulation of resistance spot welding of Al to zinc-coated steel with improved representation of contact interactions. Int. J. Heat Mass Transf. 2016, 101, 749–763. [Google Scholar] [CrossRef]
- Tuchtfeld, M.; Heilmann, S.; Füssel, U.; Jüttner, S. Comparing the effect of electrode geometry on resistance spot welding of aluminum alloys between experimental results and numerical simulation. Weld. World 2019, 63, 527–540. [Google Scholar] [CrossRef]
- Deng, L.; Li, Y.; Cai, W.; Haselhuhn, A.S.; Carlson, B.E. Simulating thermoelectric effect and its impact on weld nugget asymmetric growth in aluminum resistance spot welding. J. Manuf. Sci. Eng. 2020, 142, 091001. [Google Scholar] [CrossRef]
- Song, Q. Testing and Modeling of Contact Problems in Resistance Welding. Ph.D Thesis, Technical University of Denmark, Kongens Lyngby, Denmark, 2003. [Google Scholar]
- ANSYS Inc. Electro-Thermo-Structural Analysis; MAPDL 2020 R1 Theory References, 10.1.2.7.; Ansys Inc.: Canonsburg, PA, USA, 2020. [Google Scholar]
- Wehle, M. Basics of Process Physics and Joint Formation in Resistance Projection Welding Processes Welding. Ph.D Thesis, Institute for Materials Science, Universität Stuttgart, Stuttgart, Germany, 2020. [Google Scholar]
- Kaars, J.; Mayr, P.; Koppe, K. Generalized dynamic transition resistance in spot welding of aluminized 22MnB5. Mater. Des. 2016, 106, 139–145. [Google Scholar] [CrossRef]
- Ketzel, M.M.; Zschetzsche, J.; Füssel, U. Elimination of voltage measuring errors as a consequence of high variable currents in resistance welding. Weld. Cut. 2017, 16, 164–168. [Google Scholar]
- Long, F.X. Development of a Remeshing Method for the Finite-Element Simulation of a Capacitor Discharge Press Fit Welding Process. Master’s Thesis, Karlsruher Institut für Technologie, Karlsruhe, Germany, 2018. [Google Scholar]



| # | Description | Chosen Setting (Related Value) |
|---|---|---|
| 1 | Degree of freedom | Displacement in x- and y-direction (0) |
| 2 | Contact algorithm | Augmented Lagrange (0) |
| 4 | Location of contact detection | Projection method (3) |
| 5 | Automated adjustment | No adjustment (0) |
| 6 | Contact stiffness variation | Nominal refinement (1) |
| 7 | Time incrementation control | Reasonable time increments (2) |
| 10 | Contact stiffness update | Each iteration (0) |
| 12 | Behaviour of contact surface | Standard (0) |
| 18 | Sliding behaviour | Finite sliding (0) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koal, J.; Baumgarten, M.; Heilmann, S.; Zschetzsche, J.; Füssel, U. Performing an Indirect Coupled Numerical Simulation for Capacitor Discharge Welding of Aluminium Components. Processes 2020, 8, 1330. https://doi.org/10.3390/pr8111330
Koal J, Baumgarten M, Heilmann S, Zschetzsche J, Füssel U. Performing an Indirect Coupled Numerical Simulation for Capacitor Discharge Welding of Aluminium Components. Processes. 2020; 8(11):1330. https://doi.org/10.3390/pr8111330
Chicago/Turabian StyleKoal, Johannes, Martin Baumgarten, Stefan Heilmann, Jörg Zschetzsche, and Uwe Füssel. 2020. "Performing an Indirect Coupled Numerical Simulation for Capacitor Discharge Welding of Aluminium Components" Processes 8, no. 11: 1330. https://doi.org/10.3390/pr8111330