Cellulosic Ethanol: Improving Cost Efficiency by Coupling Semi-Continuous Fermentation and Simultaneous Saccharification Strategies

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Yeast Strain
2.2. Chemical Analysis of SCB
2.3. Physical and Chemical Pretreatments of SCB
2.4. Enzymatic Saccharification of the Holocellulosic Fraction of SCB
2.5. Yeast Strain Acclimation
2.6. Batch Fermentations (15% Solids w/w)
2.7. Measurement of Sugar and Ethanol Yield
2.8. Pretreatment and Prehydrolysis of SCB
2.9. Semi-Continuous Fermentation System Coupled with Simultaneous Saccharification
2.10. Statistical Analyses
3. Results and Discussion
3.1. Characterization of SCB
3.2. Physical and Chemical Pretreatments of SCB
3.3. Enzymatic Saccharification of the Holocellulosic Fraction of SCB
3.4. Batch Fermentation
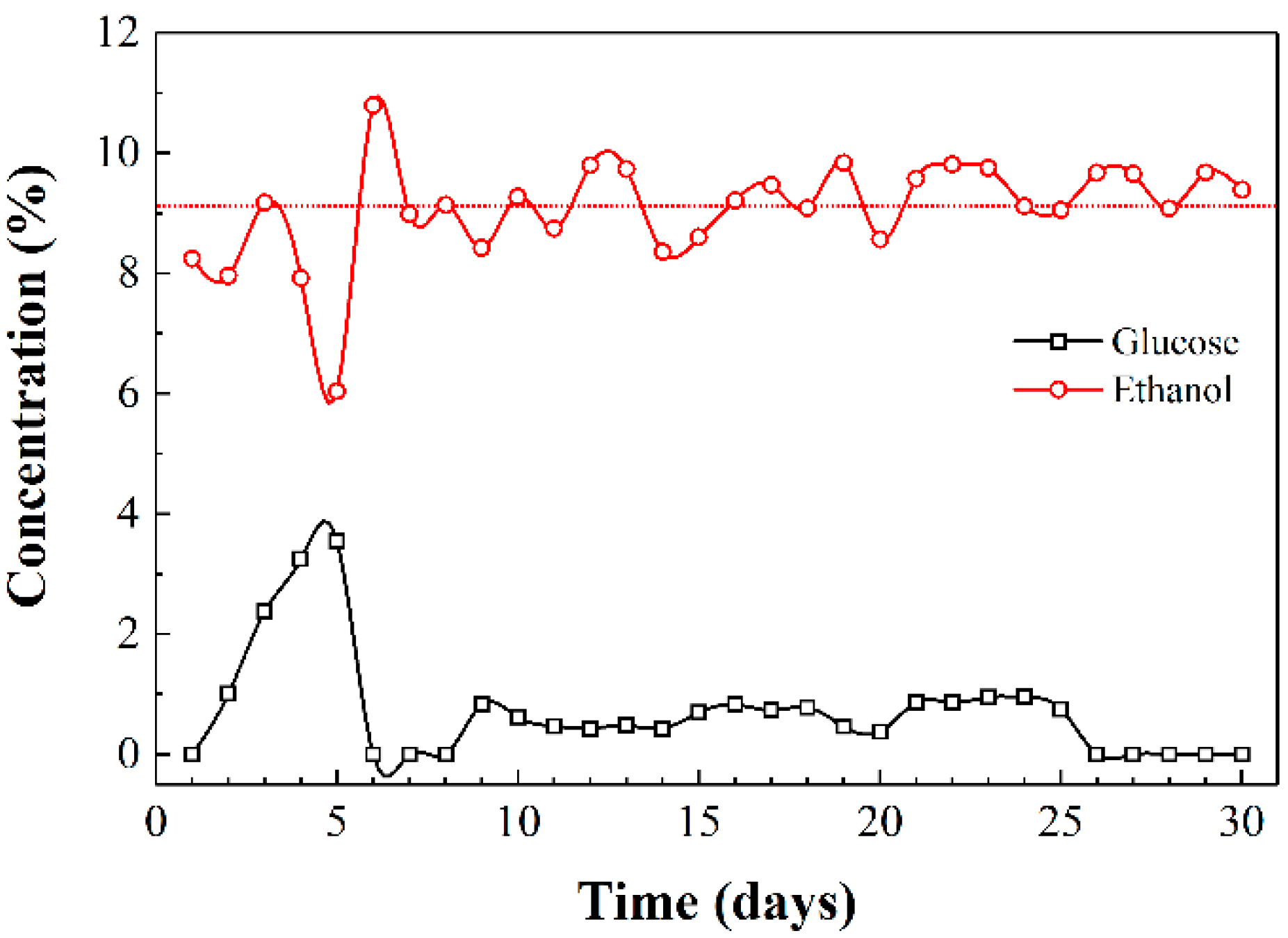
3.5. The SFSS System
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Binod, P.; Gnansounou, E.; Sindhu, R.; Pandey, A. Enzymes for second generation biofuels: Recent developments and future perspectives. Bioresour. Technol. Rep. 2019, 5, 317–325. [Google Scholar] [CrossRef]
- Chen, H.; Fu, X. Industrial technologies for bioethanol production from lignocellulosic biomass. Renew. Sustain. Energy Rev. 2016, 57, 468–478. [Google Scholar] [CrossRef]
- Rastogi, M.; Shrivastava, S. Recent advances in second generation bioethanol production: An insight to pretreatment, saccharification and fermentation processes. Renew. Sustain. Energy Rev. 2017, 80, 330–340. [Google Scholar] [CrossRef]
- Lynd, L.R.; Liang, X.; Biddy, M.J.; Allee, A.; Cai, H.; Foust, T.; Himmel, M.E.; Laser, M.S.; Wang, M.; Wyman, C.E. Cellulosic ethanol: Status and innovation. Curr. Opin. Biotechnol. 2017, 45, 202–211. [Google Scholar] [CrossRef] [Green Version]
- Manochio, C.; Andrade, B.; Rodriguez, R.; Moraes, B. Ethanol from biomass: A comparative overview. Renew. Sustain. Energy Rev. 2017, 80, 743–755. [Google Scholar] [CrossRef]
- Nanda, S.; Azargohar, R.; Dalai, A.K.; Kozinski, J.A. An assessment on the sustainability of lignocellulosic biomass for biorefining. Renew. Sustain. Energy Rev. 2015, 50, 925–941. [Google Scholar] [CrossRef]
- Robak, K.; Balcerek, M. Review of Second-Generation Bioethanol Production from Residual Biomass. Food Technol. Biotechnol. 2018, 56, 174–187. [Google Scholar] [CrossRef] [PubMed]
- Hassan, S.S.; Williams, G.; Jaiswal, A.K. Emerging technologies for the pretreatment of lignocellulosic biomass. Bioresour. Technol. 2018, 262, 310–318. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Da Silva, A.S.; Inoue, H.; Endo, T.; Yano, S.; Bon, E.P.S. Milling pretreatment of sugarcane bagasse and straw for enzymatic hydrolysis and ethanol fermentation. Bioresour. Technol. 2010, 101, 7402–7409. [Google Scholar] [CrossRef]
- Duque, A.; Manzanares, P.; Ballesteros, M. Extrusion as a pretreatment for lignocellulosic biomass: Fundamentals and applications. Renew. Energy 2017, 114, 1427–1441. [Google Scholar] [CrossRef]
- Kumar, M.; Oyedun, A.O.; Kumar, A. A review on the current status of various hydrothermal technologies on biomass feedstock. Renew. Sustain. Energy Rev. 2018, 81, 1742–1770. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, Q.; Cheng, G. Deconstruction of corncob by steam explosion pretreatment: Correlations between sugar conversion and recalcitrant structures. Carbohydr. Polym. 2017, 156, 351–356. [Google Scholar] [CrossRef]
- Aguilar-Reynosa, A.; Romaní, A.; Rodríguez-Jasso, R.M.; Aguilar, C.N.; Garrote, G.; Ruiz, H.A. Microwave heating processing as alternative of pretreatment in second-generation biorefinery: An overview. Energy Convers. Manag. 2017, 136, 50–65. [Google Scholar] [CrossRef] [Green Version]
- Liyakathali, N.A.M.; Muley, P.D.; Aita, G.M.; Boldor, D. Effect of frequency and reaction time in focused ultrasonic pretreatment of energy cane bagasse for bioethanol production. Bioresour. Technol. 2016, 200, 262–271. [Google Scholar] [CrossRef] [Green Version]
- Nair, R.B.; Kalif, M.; Ferreira, J.A.; Taherzadeh, M.J.; Lennartsson, P.R. Mild-temperature dilute acid pretreatment for integration of first and second generation ethanol processes. Bioresour. Technol. 2017, 245, 145–151. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.S.; Lee, Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Hu, J.; Lee, D.-J. Pretreatment of biomass using ionic liquids: Research updates. Renew. Energy 2017, 111, 77–84. [Google Scholar] [CrossRef]
- Chen, H.; Zhao, J.; Hu, T.; Zhao, X.; Liu, D. A comparison of several organosolv pretreatments for improving the enzymatic hydrolysis of wheat straw: Substrate digestibility, fermentability and structural features. Appl. Energy 2015, 150, 224–232. [Google Scholar] [CrossRef]
- Elumalai, S.; Agarwal, B.; Runge, T.M.; Sangwan, R.S. Advances in Transformation of Lignocellulosic Biomass to Carbohydrate-Derived Fuel Precursors. Biofuel Biorefi. Technol. 2017, 87–116. [Google Scholar] [CrossRef]
- Behera, S.; Arora, R.; Nandhagopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Ravindran, R.; Jaiswal, A.K. A comprehensive review on pre-treatment strategy for lignocellulosic food industry waste: Challenges and opportunities. Bioresour. Technol. 2016, 199, 92–102. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dahnum, D.; Tasum, S.O.; Triwahyuni, E.; Nurdin, M.; Abimanyu, H. Comparison of SHF and SSF Processes Using Enzyme and Dry Yeast for Optimization of Bioethanol Production from Empty Fruit Bunch. Energy Procedia 2015, 68, 107–116. [Google Scholar] [CrossRef] [Green Version]
- Carvajal, Y.A.-; Corsano, G.; González-Cortés, M.; Suárez, E.G. Preliminary design for simultaneous saccharification and fermentation stages for ethanol production from sugar cane bagasse. Chem. Eng. Res. Des. 2017, 126, 232–240. [Google Scholar] [CrossRef]
- Olofsson, K.; Bertilsson, M.; Lidén, G. A short review on SSF—An interesting process option for ethanol production from lignocellulosic feedstocks. Biotechnol. Biofuels 2008, 1, 7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hasunuma, T.; Kondo, A. Consolidated bioprocessing and simultaneous saccharification and fermentation of lignocellulose to ethanol with thermotolerant yeast strains. Process. Biochem. 2012, 47, 1287–1294. [Google Scholar] [CrossRef]
- Guo, H.; Chang, Y.; Lee, D.-J. Enzymatic saccharification of lignocellulosic biorefinery: Research focuses. Bioresour. Technol. 2018, 252, 198–215. [Google Scholar] [CrossRef] [PubMed]
- Choudhary, J.; Singh, S.; Nain, L. Bioprospecting thermotolerant ethanologenic yeasts for simultaneous saccharification and fermentation from diverse environments. J. Biosci. Bioeng. 2017, 123, 342–346. [Google Scholar] [CrossRef] [PubMed]
- Du, J.; Cao, Y.; Liu, G.; Zhao, J.; Li, X.; Qu, Y. Identifying and overcoming the effect of mass transfer limitation on decreased yield in enzymatic hydrolysis of lignocellulose at high solid concentrations. Bioresour. Technol. 2017, 229, 88–95. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Zhang, M.; Wang, D. Modified simultaneous saccharification and fermentation to enhance bioethanol titers and yields. Fuel 2018, 215, 647–654. [Google Scholar] [CrossRef]
- Ramos, L.P.; Da Silva, L.; Ballem, A.C.; Pitarelo, A.P.; Chiarello, L.M.; Silveira, M.H.L. Enzymatic hydrolysis of steam-exploded sugarcane bagasse using high total solids and low enzyme loadings. Bioresour. Technol. 2015, 175, 195–202. [Google Scholar] [CrossRef]
- Cheng, N.; Koda, K.; Tamai, Y.; Yamamoto, Y.; Takasuka, T.E.; Uraki, Y. Optimization of simultaneous saccharification and fermentation conditions with amphipathic lignin derivatives for concentrated bioethanol production. Bioresour. Technol. 2017, 232, 126–132. [Google Scholar] [CrossRef] [PubMed]
- Dale, B.; Leong, C.; Pham, T.; Esquivel, V.; Ríos, I.; Latimer, V. Hydrolysis of lignocellulosics at low enzyme levels: Application of the AFEX process. Bioresour. Technol. 1996, 56, 111–116. [Google Scholar] [CrossRef]
- McIntosh, S.; Vancov, T. Optimisation of dilute alkaline pretreatment for enzymatic saccharification of wheat straw. Biomass Bioenergy 2011, 35, 3094–3103. [Google Scholar] [CrossRef]
- Adney, B.; Baker, J. Measurement of Cellulase Activities Laboratory Analytical Procedure (LAP); National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Li, H.; Xiong, L.; Chen, X.; Wang, C.; Qi, G.; Huang, C.; Luo, M.; Chen, X. Enhanced enzymatic hydrolysis and acetone-butanol-ethanol fermentation of sugarcane bagasse by combined diluted acid with oxidate ammonolysis pretreatment. Bioresour. Technol. 2017, 228, 257–263. [Google Scholar] [CrossRef]
- Qin, L.; Li, X.; Liu, L.; Zhu, J.-Q.; Guan, Q.-M.; Zhang, M.-T.; Li, W.-C.; Li, B.-Z.; Yuan, Y. Dual effect of soluble materials in pretreated lignocellulose on simultaneous saccharification and co-fermentation process for the bioethanol production. Bioresour. Technol. 2017, 224, 342–348. [Google Scholar] [CrossRef] [PubMed]
- Hilares, R.T.; Ienny, J.V.; Marcelino, P.F.; Ahmed, M.A.; Antunes, F.A.F.; Da Silva, S.S.; Dos Santos, J. Ethanol production in a simultaneous saccharification and fermentation process with interconnected reactors employing hydrodynamic cavitation-pretreated sugarcane bagasse as raw material. Bioresour. Technol. 2017, 243, 652–659. [Google Scholar] [CrossRef]
- Castañón-Rodríguez, J.; Torrestiana-Sánchez, B.; Montero-Lagunes, M.; Portilla-Arias, J.; De León, J.R.; Aguilar-Uscanga, M. Using high pressure processing (HPP) to pretreat sugarcane bagasse. Carbohydr. Polym. 2013, 98, 1018–1024. [Google Scholar] [CrossRef] [PubMed]
- Chang, M.; Li, D.; Wang, W.; Chen, D.; Zhang, Y.; Hu, H.; Ye, X. Comparison of sodium hydroxide and calcium hydroxide pretreatments on the enzymatic hydrolysis and lignin recovery of sugarcane bagasse. Bioresour. Technol. 2017, 244, 1055–1058. [Google Scholar] [CrossRef]
- Qing, Q.; Guo, Q.; Zhou, L.; Gao, X.; Lu, X.; Zhang, Y. Comparison of alkaline and acid pretreatments for enzymatic hydrolysis of soybean hull and soybean straw to produce fermentable sugars. Ind. Crop. Prod. 2017, 109, 391–397. [Google Scholar] [CrossRef]
- Mathew, A.K.; Parameshwaran, B.; Sukumaran, R.K.; Pandey, A. An evaluation of dilute acid and ammonia fiber explosion pretreatment for cellulosic ethanol production. Bioresour. Technol. 2016, 199, 13–20. [Google Scholar] [CrossRef]
- Luo, X.; Zhu, J.Y. Effects of drying-induced fiber hornification on enzymatic saccharification of lignocelluloses. Enzym. Microb. Technol. 2011, 48, 92–99. [Google Scholar] [CrossRef]
- Lee, Y.-G.; Jin, Y.-S.; Cha, Y.-L.; Seo, J.-H. Bioethanol production from cellulosic hydrolysates by engineered industrial Saccharomyces cerevisiae. Bioresour. Technol. 2017, 228, 355–361. [Google Scholar] [CrossRef] [PubMed]
- Tyagi, S.; Lee, K.-J.; Mulla, S.I.; Garg, N.; Chae, J.-C. Chapter 2—Production of Bioethanol from Sugarcane Bagasse: Current Approaches and Perspectives; Shukla, P., Ed.; Academic Press: Cambridge, MA, USA, 2019; pp. 21–42. [Google Scholar]
- Tesfaw, A.; Assefa, F. Current Trends in Bioethanol Production by Saccharomyces cerevisiae: Substrate, Inhibitor Reduction, Growth Variables, Coculture, and Immobilization. Int. Sch. Res. Not. 2014, 2014, 532852. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tomás-Pejó, E.; Olsson, L. Influence of the propagation strategy for obtaining robust Saccharomyces cerevisiae cells that efficiently co-ferment xylose and glucose in lignocellulosic hydrolysates. Microb. Biotechnol. 2015, 8, 999–1005. [Google Scholar] [CrossRef]
- Sotaniemi, V.-H.; Taskila, S.; Ojamo, H.; Tanskanen, J. Controlled feeding of lignocellulosic substrate enhances the performance of fed-batch enzymatic hydrolysis in a stirred tank reactor. Biomass- Bioenergy 2016, 91, 271–277. [Google Scholar] [CrossRef]
- Hodge, D.B.; Karim, M.N.; Schell, D.J.; McMillan, J.D. Soluble and insoluble solids contributions to high-solids enzymatic hydrolysis of lignocellulose. Bioresour. Technol. 2008, 99, 8940–8948. [Google Scholar] [CrossRef]
- Zhang, C.; Wen, H.; Chen, C.; Cai, D.; Fu, C.; Li, P.; Qin, P.; Tan, T. Simultaneous saccharification and juice co-fermentation for high-titer ethanol production using sweet sorghum stalk. Renew. Energy 2019, 134, 44–53. [Google Scholar] [CrossRef]
- Zheng, T.; Yu, H.; Liu, S.; Jiang, J.; Wang, K. Achieving high ethanol yield by co-feeding corncob residues and tea-seed cake at high-solids simultaneous saccharification and fermentation. Renew. Energy 2020, 145, 858–866. [Google Scholar] [CrossRef]
- Ye, G.; Zeng, D.; Zhang, S.; Fan, M.; Zhang, H.; Xie, J. Ethanol production from mixtures of sugarcane bagasse and Dioscorea composita extracted residue with high solid loading. Bioresour. Technol. 2018, 257, 23–29. [Google Scholar] [CrossRef]
- Pratto, B.; Dos Santos-Rocha, M.S.R.; Longati, A.A.; Júnior, R.D.S.; Cruz, A.J.G. Experimental optimization and techno-economic analysis of bioethanol production by simultaneous saccharification and fermentation process using sugarcane straw. Bioresour. Technol. 2020, 297, 122494. [Google Scholar] [CrossRef]
- Shi, X.; Liu, Y.; Dai, J.; Liu, X.; Dou, S.; Teng, L.; Meng, Q.; Lu, J.; Ren, X.; Wang, R. A novel integrated process of high cell-density culture combined with simultaneous saccharification and fermentation for ethanol production. Biomass Bioenergy 2019, 121, 115–121. [Google Scholar] [CrossRef]
- Mendes, C.V.T.; Vergara, P.; Carbajo, J.M.; Villar, J.C.; Rocha, J.M.D.S.; de Sousa Carvalho, M.D.G.V. Bioconversion of pine stumps to ethanol: Pretreatment and simultaneous saccharification and fermentation. Holzforschung 2020, 74, 212–216. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Ning, P.; Hu, L.; Nie, Q.; Liu, Y.; Zhou, Y.; Yang, J. Efficient ethanol production from paper mulberry pretreated at high solid loading in Fed-nonisothermal-simultaneous saccharification and fermentation. Renew. Energy 2020, 160, 211–219. [Google Scholar] [CrossRef]
- Zhu, J.-Q.; Zong, Q.-J.; Li, W.-C.; Chai, M.-Z.; Xu, T.; Liu, H.; Fan, H.; Li, B.-Z.; Yuan, Y.-J. Temperature profiled simultaneous saccharification and co-fermentation of corn stover increases ethanol production at high solid loading. Energy Convers. Manag. 2020, 205, 112344. [Google Scholar] [CrossRef]
- Zhao, W.; Zhao, F.; Zhang, S.; Gong, Q.; Chen, G. Ethanol production by simultaneous saccharification and cofermentation of pretreated corn stalk. J. Basic Microbiol. 2019, 59, 744–753. [Google Scholar] [CrossRef]
- Yu, N.; Tan, L.; Sun, Z.-Y.; Nishimura, H.; Takei, S.; Tang, Y.-Q.; Kida, K. Bioethanol from sugarcane bagasse: Focused on optimum of lignin content and reduction of enzyme addition. Waste Manag. 2018, 76, 404–413. [Google Scholar] [CrossRef] [PubMed]
- Sewsynker-Sukai, Y.; Kana, E.G. Simultaneous saccharification and bioethanol production from corn cobs: Process optimization and kinetic studies. Bioresour. Technol. 2018, 262, 32–41. [Google Scholar] [CrossRef]
- Guilherme, A.D.A.; Dantas, P.V.F.; Padilha, C.E.D.A.; Dos Santos, E.S.; De Macedo, G.R. Ethanol production from sugarcane bagasse: Use of different fermentation strategies to enhance an environmental-friendly process. J. Environ. Manag. 2019, 234, 44–51. [Google Scholar] [CrossRef]
- Mironova, G.; Skiba, E.A.; Kukhlenko, A.A. Optimization of pre-saccharification time during dSSF process in oat-hull bioethanol technology. 3 Biotech 2019, 9, 455. [Google Scholar] [CrossRef]


{kind=link}
| Chemical Pretreatment | Range of Solid Fraction Recovery (% w/w) | |
|---|---|---|
| Min. Value | Max. Value | |
| NaOH | 54.3 ± 1.5 | 63.7 ± 0.6 |
| Sulfuric acid | 51.3 ± 1.5 | 57.0 ± 1.0 |
| Oxalic acid | 54.0 ± 1.0 | 60.7 ± 0.6 |
| Maleic acid | 51.7 ± 1.2 | 59.0 ± 1.0 |
| Saccharide | Chemical Pretreatment | ||||
|---|---|---|---|---|---|
| NaOH | Sulfuric Acid | Oxalic Acid | Maleic Acid | ||
| Glucose (g·L−1) | Min. value | 64.32 ± 0.07 | 22.56 ± 0.12 | 29.67 ± 0.09 | 25.71 ± 0.06 |
| Max. value | 87.18 ± 4.63 | 63.83 ± 4.31 | 57.87 ± 0.84 | 69.40 ± 2.38 | |
| Xylose (g·L−1) | Min. value | 29.51 ± 0.18 | 0.96 ± 0.30 | 0.52 ± 0.10 | 6.83 ± 0.08 |
| Max. value | 35.88 ± 0.15 | 8.49 ± 0.17 | 6.76 ± 0.14 | 23.33 ± 0.68 | |
| Cellotriose (g·L−1) | Min. value | 2.33 ± 0.08 | 0.84 ± 0.15 | 0.00 ± 0.00 | 0.00 ± 0.00 |
| Max. value | 4.43 ± 0.18 | 2.08 ± 0.14 | 2.48 ± 0.14 | 3.17 ± 0.06 | |
| Cellobiose (g·L−1) | Min. value | 5.48 ± 0.21 | 2.22 ± 0.42 | 3.32 ± 0.12 | 2.81 ± 0.11 |
| Max. value | 10.41 ± 0.20 | 4.33 ± 0.11 | 4.25 ± 0.26 | 3.76 ± 0.15 | |
| Saccharide yield (%) | Min. value | 91.14 ± 0.65 | 22.29 ± 0.33 | 30.94 ± 0.50 | 28.51 ± 0.47 |
| Max. value | 99.78 ± 2.88 | 47.38 ± 3.37 | 44.33 ± 0.57 | 67.02 ± 3.13 | |
| Chemical Pretreatment | |||||
|---|---|---|---|---|---|
| NaOH | Sulfuric Acid | Oxalic Acid | Maleic Acid | ||
| Ethanol (g·L−1) | Min. value | 29.53 ± 0.11 | 9.50 ± 1.22 | 11.42 ± 0.10 | 12.5 ± 0.10 |
| Max. value | 43.91 ± 1.86 | 32.17 ± 1.81 | 24.76 ± 0.64 | 34.03 ± 1.52 | |
| Ethanol yield (%) | Min. value | 78.63 ± 0.16 | 82.64 ± 10.92 | 75.47 ± 0.63 | 93.37 ± 0.67 |
| Max. value | 99.85 ± 0.38 | 99.42 ± 0.21 | 99.55 ± 0.43 | 97.92 ± 1.43 | |
| Process a | Raw Material | Enzymes (FPU/g cellulose) | Fermentation Time (h) | Ethanol Concentration (% v/v) b | References |
|---|---|---|---|---|---|
| SFSS | Sugarcane bagasse | 6 | 24 | 9.07 | This study |
| SSJcF | Sweet sorghum (stalk and juice) | 20 | 216 | 15.26 | [49] |
| Co-feeding SSF | Corncob residues and tea-seed cake | 10 | 120 | 10.96 | [50] |
| Fed batch SSF | Sugarcane bagasse and waste Dioscorea composita | 15 | 120 | 10.4 | [51] |
| SSF | Pine stumps | 15 | 72 | 10.01 | [54] |
| mSSF | Switchgrass | 28.5 c | 72 | 9.16 | [29] |
| Fed non-isothermal SSF | Chips of paper mulberry | 8.33 | 72 | 8.09 | [55] |
| Fed batch SSCF | Corn stover | 6 | 48 | 7.57 | [56] |
| SSF | Corncob residues | 15 | 60 | 5.94 | [57] |
| PSSSF | Sugarcane straw | 14.5 | 45 | 5.7 | [52] |
| Fed batch SSF | Sugarcane bagasse | 10 | 72 | 5.46 | [58] |
| PSSF | Corn cobs | 30 | 48 | 4.67 | [59] |
| Fed batch SSF | Sugarcane bagasse | 15 | 40 | 3.72 | [60] |
| HCDC and SSF | Corn stover | 15 | 36 | 2.15 | [53] |
| dSSF | Oat-hull pulp | – d | 72 | 1.90 | [61] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Portero Barahona, P.; Bastidas Mayorga, B.; Martín-Gil, J.; Martín-Ramos, P.; Carvajal Barriga, E.J. Cellulosic Ethanol: Improving Cost Efficiency by Coupling Semi-Continuous Fermentation and Simultaneous Saccharification Strategies. Processes 2020, 8, 1459. https://doi.org/10.3390/pr8111459
Portero Barahona P, Bastidas Mayorga B, Martín-Gil J, Martín-Ramos P, Carvajal Barriga EJ. Cellulosic Ethanol: Improving Cost Efficiency by Coupling Semi-Continuous Fermentation and Simultaneous Saccharification Strategies. Processes. 2020; 8(11):1459. https://doi.org/10.3390/pr8111459
Chicago/Turabian StylePortero Barahona, Patricia, Bernardo Bastidas Mayorga, Jesús Martín-Gil, Pablo Martín-Ramos, and Enrique Javier Carvajal Barriga. 2020. "Cellulosic Ethanol: Improving Cost Efficiency by Coupling Semi-Continuous Fermentation and Simultaneous Saccharification Strategies" Processes 8, no. 11: 1459. https://doi.org/10.3390/pr8111459
APA StylePortero Barahona, P., Bastidas Mayorga, B., Martín-Gil, J., Martín-Ramos, P., & Carvajal Barriga, E. J. (2020). Cellulosic Ethanol: Improving Cost Efficiency by Coupling Semi-Continuous Fermentation and Simultaneous Saccharification Strategies. Processes, 8(11), 1459. https://doi.org/10.3390/pr8111459