1. Introduction
Over the years, hot-melt extrusion (HME) technique has been used successfully in pharmaceutical production [
1]. Usually, HME is the process of pushing powder ingredients with a rotating screw under elevated temperature and pressure [
2]. The melted materials are then put through a die to deliver an extrudate with uniform shape and size. The extrudates obtained may be in the form of films or rods that can be processed into the final desirable dosage form [
3]. Several pharmaceutical products with different properties, such as immediate release, taste masking, and sustained release formulations, have been successfully produced by HME [
2,
3,
4,
5].
In HME, there are different processing variables that can be adjusted, including extrusion temperature, screw speed, feeding rate, and screw configuration [
1,
6]. Each one has its own function, and, at the same time, each one correlates with the other parameters to control the whole process [
7]. For pharmaceutical extruders, processing parameters are the variables that can be changed to optimize the formulation. Setting the optimum screw speed or extrusion temperature is the first challenge in HME. The adjustment of these variables depends on the formulation properties, requirement, and economic factors. The best method suggested in the literature is to use a process parameter chart to show the correlation between the parameters [
8]. Since each formulation has its own properties, each variable may show different influences with each formulation. Therefore, finding the right and the best processing parameter is a crucial step in HME production.
Several studies have been reported on the influence of HME processing parameters on the product quality of different drugs [
9,
10,
11]. Several published reports also used different type of statistical techniques for the optimization of the processing parameters. Most of the studied statistical techniques suggest the use of a design of experiment (DOE) techniques, such as Taguchi design [
12], Box–Behnken design [
13], or response surface methodology [
13]. However, these designs require the large numbers of experiment runs/trials in order to optimize the formulation or processing parameters. In most of the cases, this large numbers of run could not be possible due to materials availability, limited recourse, and high cost of active pharmaceutical ingredient (API). DOE is a statistical method that depends on studying different factors at different levels by comparing their response or effect [
14]. This concept can be applied to HME application. HME has some variables that can be changed for example materials, temperature, screw speed, feeding rate, and screw configuration. Each one of those variables has different influences that can change the drug release or drug content, which can be used as a response measure for the DOE model. In the last few years, the large numbers of research papers have investigated the understanding of the process using different methods such as studying the variable parameters and in/on line process monitoring [
15]. In addition, the Food and Drug Administration (FDA) added the process analytical technology (PAT) concept to their guidelines. According to the FDA, PAT is sets of techniques aimed to assess the critical process parameters to ensure the final product quality [
16]. Therefore, several research efforts were made regarding the use of process understanding as a method of product quality control. A simple and effective design is highly recommended to facilitate the use of PAT and quality by design (QbD) concepts [
17].
The main objective of this research was to find the simplest possible statistical method to optimize the processing parameters. A simple design will show which factor will significantly affect the formulation and will provide all the information required without the need to run a large number of experiments/trials. A novel HME design will save money, time, materials, and will not require a large amount of API. The current study is investigated the influence of processing parameters on the properties of carbamazepine (CBZ)–Soluplus
® melt extrudates. It uses DOE to determine the effects of changes in the levels for each parameter on the response or behavior of the final product [
18]. Design of experiment (DOE) software was used in this study to generate a design space in order to find the most significant factor that will affect the formulation. The design generated will include all possible combinations of each level of each of the parameters. This software allows the parameters to be set based on either numeric or categorical factors. Thus, DOE will be a good choice to evaluate the different parameters in HME. This study uses the “2-level full factorial design” from the DOE. In this study, we studied three different processing parameters at two levels. In addition, we developed an optimized formulation of CBZ with enhanced in vitro dissolution utilizing 2-level full factorial statistical design. This work was established to find out the relationship between HME final product quality and process parameters, using the DOE method. The measured responses in this study were in vitro drug-release profile and drug content. Quality response tests were performed to evaluate the parameter changes of screw configuration, screw speed, and temperature at different levels.
2. Materials and Methods
2.1. Materials
CBZ (purity: 99.3%) was purchased from Afine Chemicals Ltd. (Hangzhou, Zhejiang, China). BASF Chemical Co. (Ludwigshafen, Germany) kindly gifted Soluplus® (polyvinyl caprolactam-polyvinyl acetate-polyethylene glycol graft copolymer). All other chemicals used were of analytical grade and obtained from Fisher Scientific (Fair Lawn, NJ, USA). High-performance liquid chromatography (HPLC)-grade water was freshly prepared in the laboratory, by Nanopure systems (Barnstead, Dubuque, IA, USA).
2.2. Thermo-Gravimetric Analysis
Thermal stability for CBZ and Soluplus® were determined by the thermo-gravimetric analysis performed, using a Perkin Elmer Pyris 1 thermo-gravimetric analyzer (TGA) equipped with Pyris manager software (PerkinElmer Life and Analytical Sciences, 719 Bridgeport Ave., Shelton, CT, USA). Each sample weighed three to eight milligrams and was heated from 20 to 250 °C, at a heating rate of 10 °C/min.
2.3. Preparation of Solid Dispersion
The required amount of Soluplus® (127.5 g) was sieved, using USP mesh screen (#35). The polymer was then blended with 22.5 g of CBZ, using a twin-shell V-blender (GlobePharma, Maxiblend®, New Brunswick, NJ, USA) at 25 RPM for 10 min. In this study, we used a co-rotating twin-screw extruder (11 mm Prism EuroLab, ThermoFisher Scientific, Waltham, MA, USA) under different processing conditions. Two different screw configurations were selected, one with two mixing zones and another with three mixing zones. The total amount of formulation was 150 g. After extrusion, the melted extrudates were cooled to ambient temperature, milled using a comminuting mill (Fitzpatrick, Model L1A, Woonsocket, RI, USA), sieved using USP mesh screen (#35) (E-Merck, Darmstadt, Germany), and stored in the glass vials with a rubber-lined cap, for further studies.
2.4. Differential Scanning Calorimetry
A Perkin Elmer Hyper Differential Scanning Calorimeter (DSC) (Perkin Elmer Life and Analytical Sciences, 710 Bridgeport Ave., Shelton, CT, USA) was used to analyze the samples. This instrument was equipped with Pyris manager software (Shelton, CT, USA). Each sample in this study weighed approximately 2–5 mg and was hermetically sealed in an aluminum pan. These samples were heated from 20 to 250 °C, at a linear heating rate of 10 °C/min.
2.5. High-Performance Liquid Chromatography (HPLC) System and Conditions
A Waters HPLC, consisting of a Waters 600 binary pump, Waters 2489 UV/detector, and Waters 717 plus autosampler (Waters Technologies Corporation, 34 Maple St., Milford, MA, USA), determined the drug content. A Phenomenex Luna® C18 reverse phase column (5 µm 100 Å, 250 × 4.6 mm) was used as the stationary phase. Empower 2 software (Version 32, Waters, Milford, MA, USA, 2008) was used to analyze the data. The mobile phase was water:methanol:acetic acid (34:65:1 % v/v), and the UV detector was set at 285 nm wavelength. The flow rate was maintained at 1.0 mL/min, and 20 μL was injected from each sample. Drug-content uniformity was assessed by dissolving accurately weighed CBZ extrudates in methanol and subsequently quantified by using the HPLC procedure outlined above.
2.6. Fourier Transform Infrared Spectroscopy (FTIR)
FTIR studies were conducted on an Agilent Technologies Cary 660 (Santa Clara, CA, USA). The bench was equipped with an ATR (Pike Technologies MIRacle ATR, Madison, WI, USA) which was fitted with a single bounce diamond-coated ZnSe internal reflection element.
2.7. In Vitro Dissolution Study
In vitro release studies (n = 3) were carried out by utilizing a Hanson SR8-plus™ dissolution test station (Chatsworth, CA, USA) operated at 100 RPM paddle speed, with 900 mL of distilled water as the dissolution medium, which was maintained at 37 ± 0.5 °C. CBZ extrudate samples were accurately weighed (100 mg each) and added to the dissolution medium. The solubility of CBZ in pure water at 25 °C was found to be 8 × 10
−4 M/L (converted to 189 µg/mL) in the literature [
19]. If the highest amount of CBZ, i.e., 15 mg, will be released into the dissolution media (900 mL of water), the maximum concentration of CBZ in dissolution media will be 16.66 µg/mL. The solubility of CBZ in water (189 µg/mL) was 11.34 times higher than its maximum concentration in dissolution media, and therefore sink conditions were maintained throughout the studies. Accordingly, water was selected as the dissolution medium in this study. The samples were withdrawn at different time intervals and replaced with fresh CBZ-free dissolution medium. The CBZ content in each sample was determined by using the HPLC method described in the previous section.
2.8. Stability Study
Extrudates samples were stored in a stability chamber, at 40 °C and 75% RH, for three months. Stability studies were performed after three months, and samples were tested for crystalline content by X-ray diffraction (XRD), chemical stability by HPLC, and in vitro release profile comparisons.
2.9. Statistical Analysis
A 2-level full factorial design of experiment was performed using Design-Expert® software (Version 8.7.1, Stat-Ease Inc., Minneapolis, MN, USA, 2008). The total number of replicates were eight in this study. To compare between different formulations, statistical analysis was performed by utilizing one-way analysis of variance (ANOVA). A statistically significant difference was considered when p < 0.05.
3. Results and Discussion
Typically, the processing parameters are selected for HME through several iterative steps, such as materials thermal stability, extruder limitation, and, of course, material properties [
20]. To ensure the simplicity of the DOE design, preliminary studies and literature reviews are required. In addition, there are different steps that should be followed to perform a DOE which are as follows:
In the present study, CBZ was employed as a model drug and Soluplus® as the solubilizing carrier matrix. Enhancing the solubility is the main goal of this formulation. Three different variables were screw speed, extrusion temperature, and screw configuration. The most important step in this study is to narrow down the range for each variable. For that, each variable was evaluated to find out the best way to narrow down its range.
The first variable in this study was the extrusion temperature. HME depends on the temperature energy to melt the materials in order to produce a solid dispersion system. Choosing the optimum processing temperature range usually depends on the melting point, thermal stability, glass transition, and desirable formulation form. Extrusion temperature was provided by using heating elements that located inside the barrel of the extruder. Usually, electrical heater bands are used for this purpose. Most of the extruders are equipped with different heating zones. This feature will assist in heat distribution and therefore heat optimization. The temperature of the melting zone is usually higher than the conveying zone [
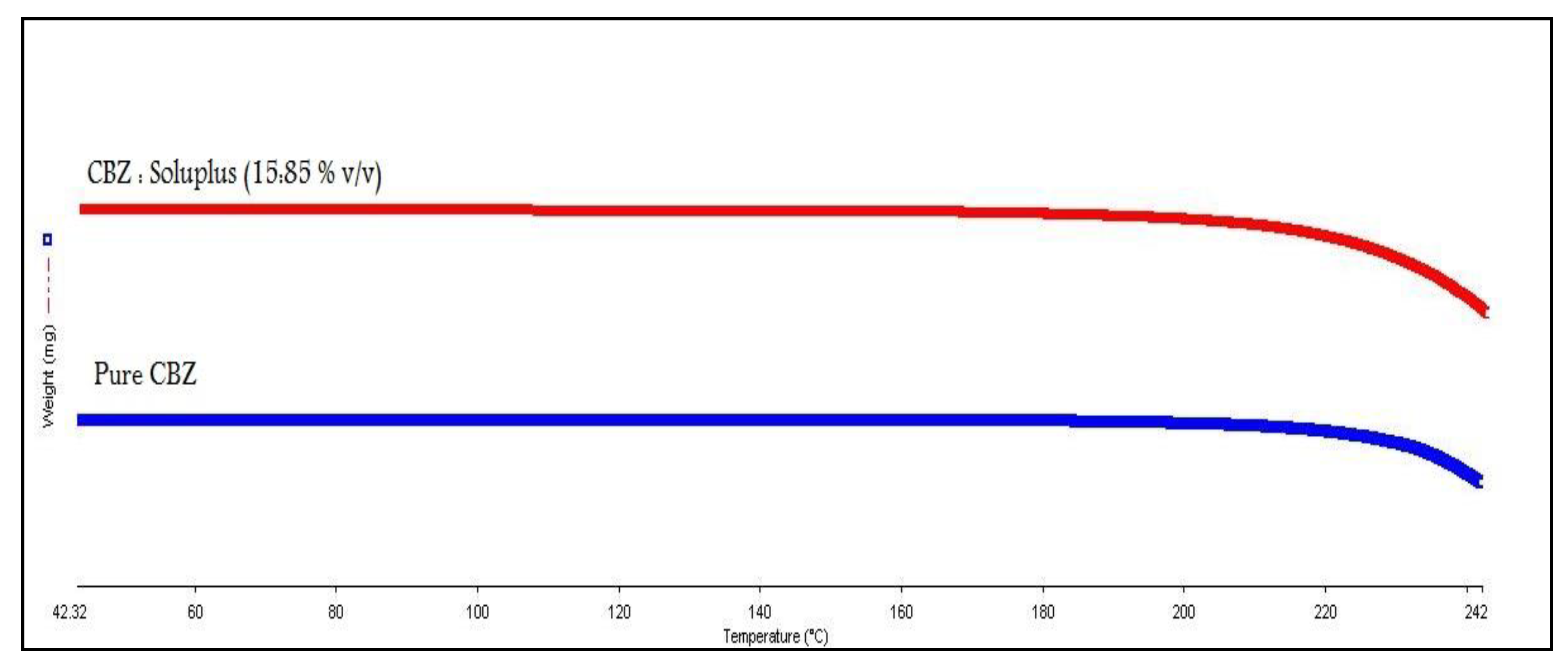
21]. The extrusion used in this study can go up to 400 °C. This wide range of temperature showed the need to narrow down this variable and therefore reduce the number of experimental runs. Therefore, for thermal stability, TGA can be used to determine the highest temperature which can be used without degrading any substance. To do that, TGA studies were performed on the materials used. The CBZ and Soluplus
® were evaluated for thermal stability at high temperatures. TGA studies confirmed the thermal stability of Soluplus
® and CBZ under the employed extrusion conditions, with less than 1% drug degradation being observed when heated up to 220 °C (
Figure 1). In this study, the formulations were processed below this temperature, which eliminated the modest thermal instability issue. TGA also provides a great information that cut down the initial high value from 400 to only 220 °C.
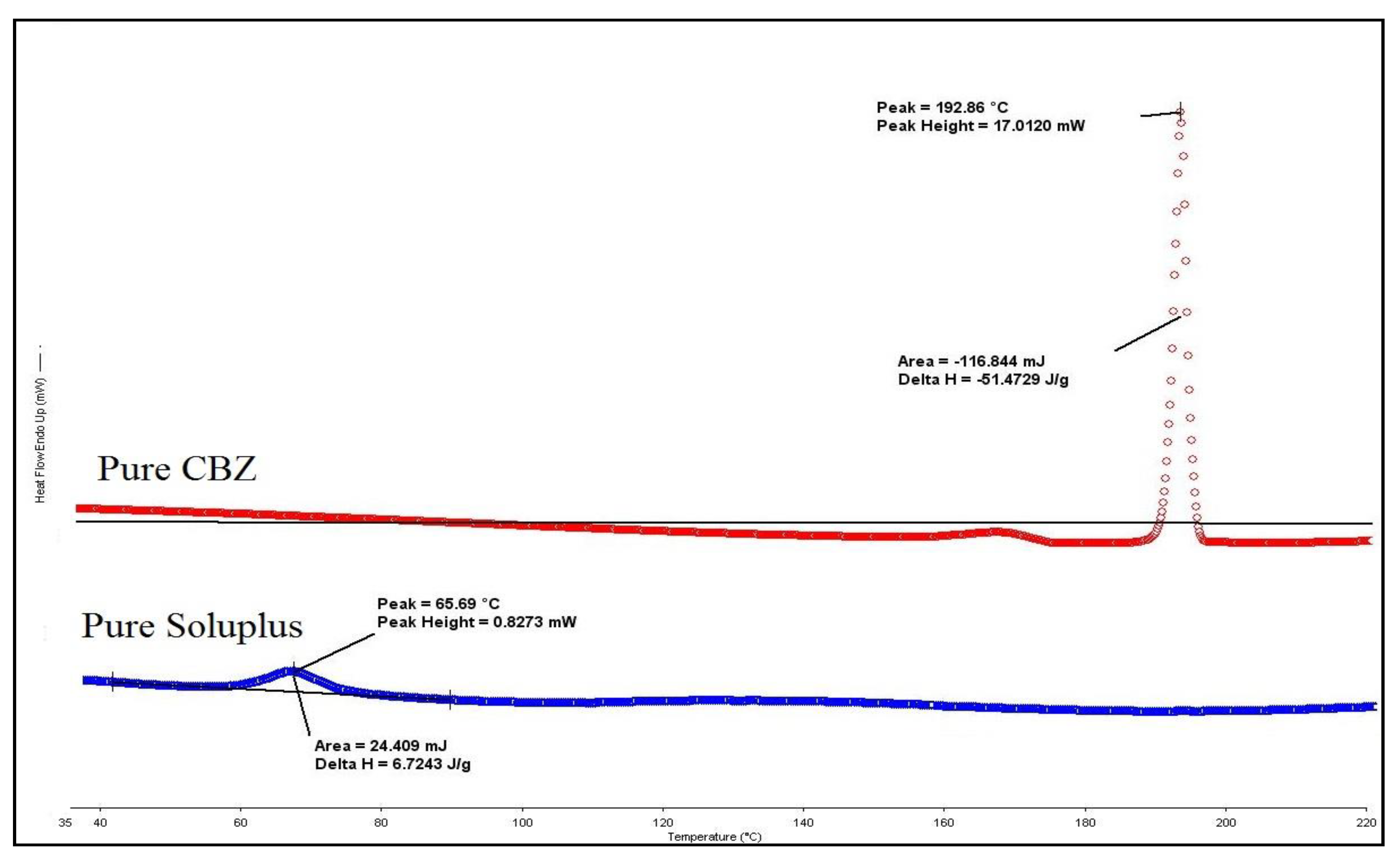
Moreover, DSC study showed the melting point of the CBZ, and the glass transition of Soluplus
®. In
Figure 2, a DSC thermogram indicates that CBZ had a characteristic melting endothermic peak at 192 °C, which indicated the melting point of CBZ. Gosselin et al. reported the melting temperature of four different polymorphs of CBZ in the range of 175–190 °C [
22]. Djuris et al. recorded 177.1 °C as the melting temperature of CBZ [
23]. The recorded melting temperature of CBZ (192 °C) was in accordance with its literature value [
22,
23].
Soluplus
® was shown a thermal peak around at 65 °C that represent its glass transition temperature. This indicated that CBZ had a narrow processing thermal range between 192 to 220 °C. For that, Soluplus
® will be a good carrier candidate with CBZ because it will work as a plasticizer during the process. Furthermore, CBZ undergoes a polymorphic change when heated above 150 °C [
23,
24], producing non-pharmacological active forms. Additionally, it was reported that a homogeneous solid dispersion could be obtained with Soluplus
® by using a high temperature (more than 120 °C) [
23]. However, a high extrusion temperature (above 160 °C) may negatively disturb the solubilization effect of Soluplus
® by making a crosslinking reaction [
8]. For these reasons, the temperature limits for this study are between 120 and 150 °C. There is a relatively narrow range of temperature that will reduce the number of experimental runs and give a good chance to find the optimum extrusion temperature, using the DOE concept.
The second variable in this study was the screw speed. Screw speed affects the resident time, shearing force, and extruder torque. That mean low screw speed will allow the formulation to get more heat and low shearing force and vice versa. Formulation properties, including viscosity, melting point, and stability, are factors to be considered, to adjust the screw speed. For example, high-viscous materials will require low-processing screw speed. Screw speed can be limited due to the extruder torque and pressure. The preliminary study indicated that molten Soluplus
®–CBZ matrix exhibits a high torque value when high screw speed is used (more than 150 RPM). On the other hand, at a low screw speed (less than 50 RPM), the extrudates became irregular in shape. This was due to lower backpressure, which is an important factor in shaping the extrudates. Moreover, the extruder acceptable pressure should not exceed 10% [
8,
25] of the limit of the screw speed at 100 RPM. These facts limit the screw speed in this study to speeds of 55–100 RPM.
The third variable in this study was the screw configuration. The twin-screw extruder has different element types that can be combined into several configurations [
9]. Screw configuration has shown different effects on the final-product properties [
26,
27]. In this study, two different screw configuration were used (
Figure 3). The first type of screw was with a low shearing screw design utilizing two kneading zones. The second screw configuration had three kneading zones. Kneading zones are to mix the molten materials and provide a high shear energy. Due to the importance of extrusion temperature, screw configuration, and screw speed in HME process, these processing parameters were selected in this study.
The next step in this study was to choose the best DOE design. The main goal of this study is to find the simplest design that will provide all the information required. For DOE design, we used screw configuration, screw speed, and extrusion temperature as the dependent variables, or factors. In vitro CBZ release and drug content were used as the responses measured in this study. The minimum level for each variable to apply the DOE concept is two levels. Among different in vitro responses, drug dissolution and drug content are the most important responses for HME produced solid dispersion systems, and, hence, these were selected in this study. For that, a full two-level factorial design was chosen in this study. The full two-level factorial design used in this study can be used to screen different factors (either categories or numeric), to find the most significant factor, and can be used to estimate the interaction between the factors. The used DOE software suggested eight different runs, at different levels, to determine the effect of each factor (
Table 1). Each formulation was extruded as shown in
Table 1.
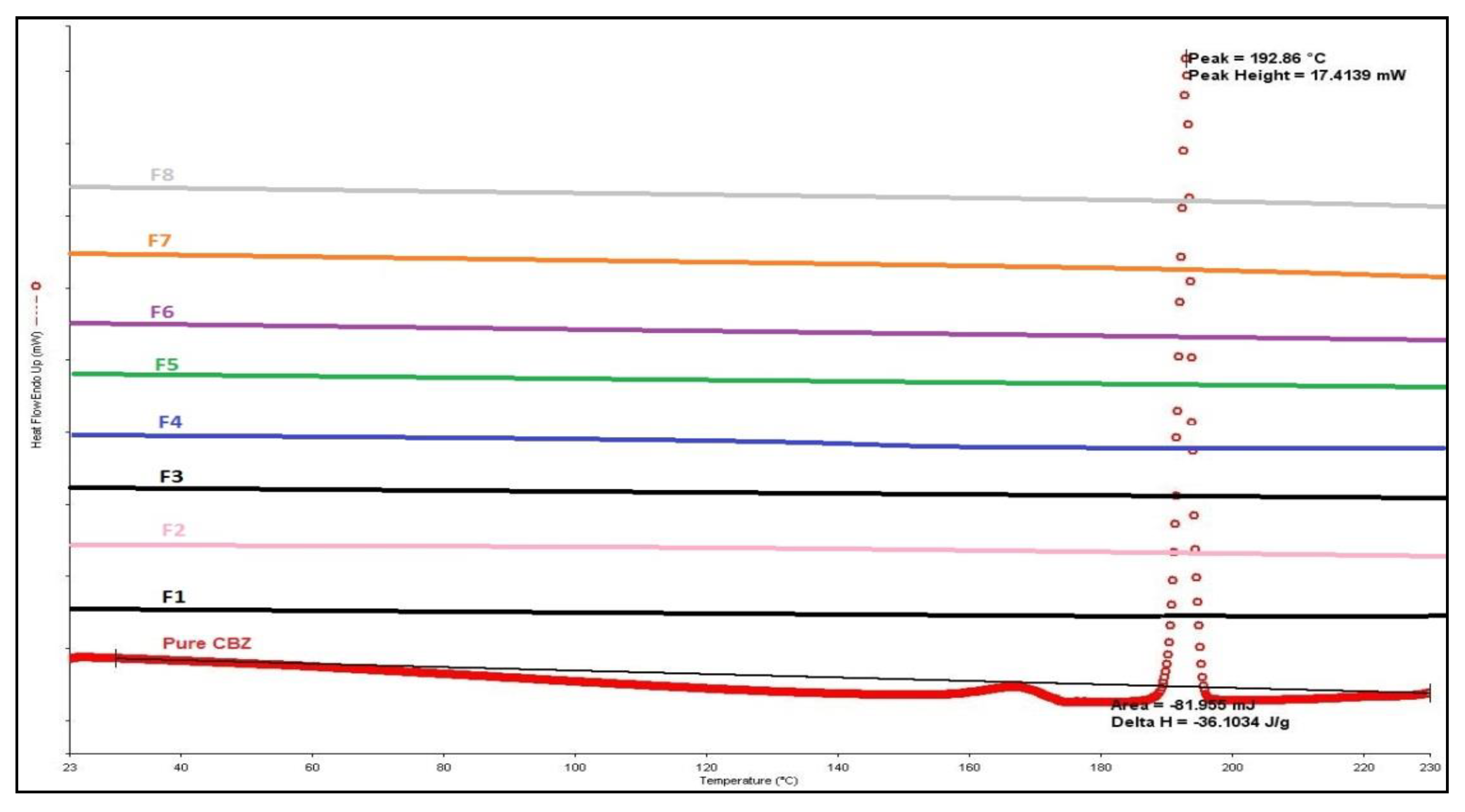
Feeding rate was maintained constant at all times, to eliminate any other variations, and to maintain the residence time constant. After extrusion, the physical form of extrudates was evaluated to ensure the production of a solid dispersion system of CBZ, using different techniques. DSC was performed to confirm the drug and polymer miscibility and physical status of CBZ (
Figure 4). DSC data confirmed the miscibility of CBZ with Soluplus
®, as the melting peak of CBZ disappeared after extrusion, which indicated that CBZ was converted into amorphous form after extrusion. In addition, the glass transition of Soluplus
® also completely disappeared in all formulations studied, and this also indicated the formation of solid dispersion system of CBZ. The formation of solid dispersion did not depend only on the melting temperature of drug. It depends on the overall melting temperature of the mixture of CBZ and Soluplus
®. The melting temperature of CBZ was recorded as 192 °C. However, the glass transition temperature of Soluplus
® was found to be 65 °C. Based on these values, the melting point of the mixtures of CBZ and Soluplus
® should be below 192 and above 65 °C. Hence, the formation of solid dispersion system of CBZ was possible after the extrusion process. In addition, it has also been reported that the processing temperature for the HME process must be at least 20–30 °C below the melting point of the drug in order to obtain the solid dispersion system after the extrusion process [
23,
28]. The selected processing temperatures were within this range in this study.
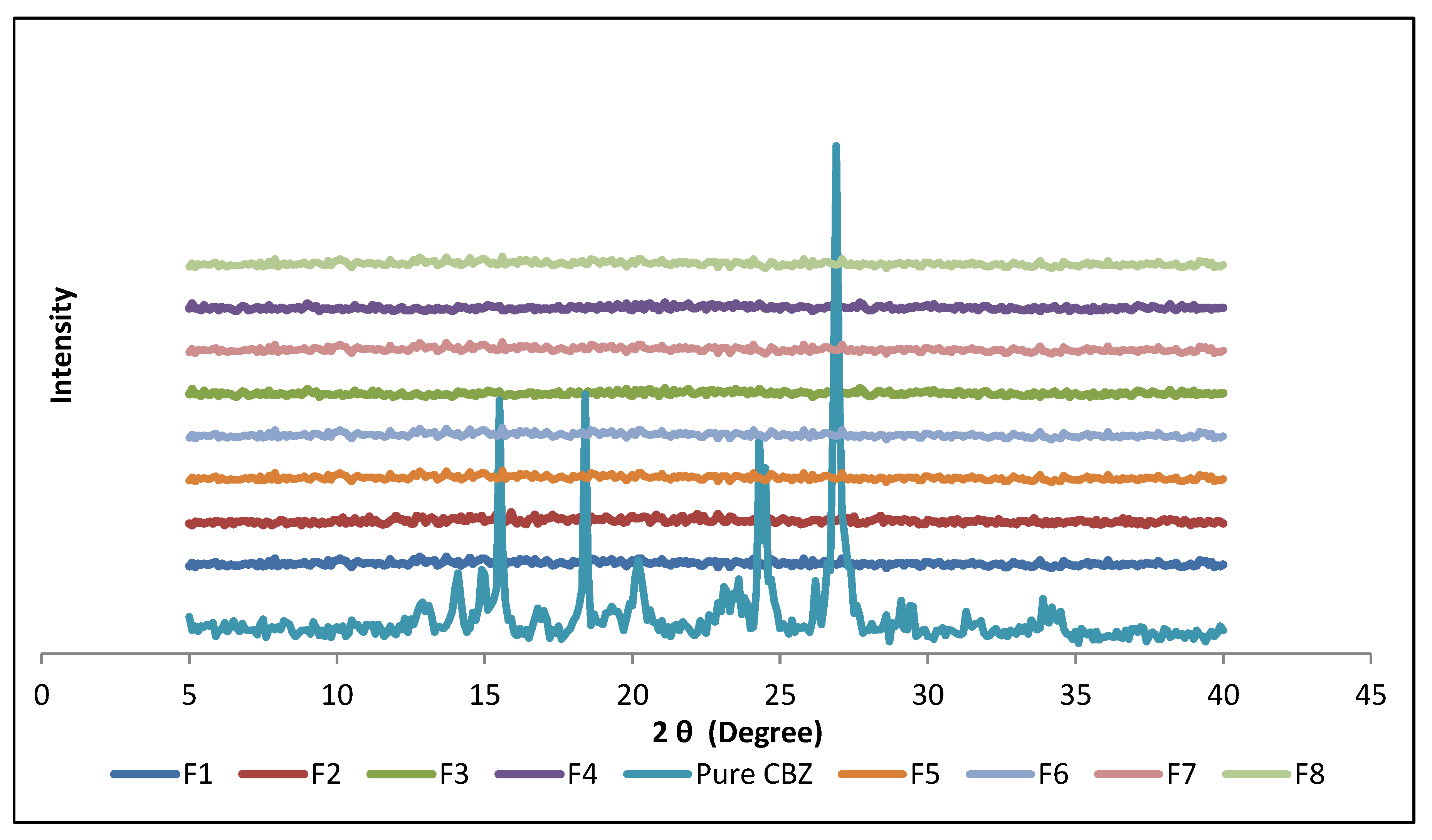
The XRD data also confirmed the amorphous form of CBZ in the extrudates, compared to the crystalline form of the pure drug, since no appearance of characteristic peaks appeared in extrudates (
Figure 5).
Drug content and drug release (at 30 min) were the responses analyzed for each formulation. DOE has the ability to analyze several responses at once, but in this study, drug content and drug release were the most important outputs for HME solid dispersion. Extrudates’ drug content was analyzed by the HPLC method. The chromatographic method that was used in this study was validated as per the ICH and FDA guidelines. The linear calibration range for the detection of CBZ was 5–200 μg/mL, with the coefficient of determination (R
2) of 0.999. The percentage relative standard deviation (% RSD) within replicates (n = 3) was less than 2%, demonstrating reproducibility of the method. The results of drug content for different formulations (F1–F8) are summarized in
Table 2. All extrudates exhibited uniform drug distribution, indicating that HME was able to produce a uniform solid dispersion.
The change in screw speed and extrusion temperature had no significant effect on drug content. However, content uniformity was slightly affected by the screw configuration used. Using the second screw configuration enhanced the content uniformity. This was due to using more kneading zones, which increased the intensity of mixing. Values of “Prob > F” less than 0.0500 indicate that model terms are significant. In drug content ANOVA analysis, there were no significant model terms. That means that none of these changes were statistically significant (
Table 3), so we completed this study by using the drug release as the primary response.
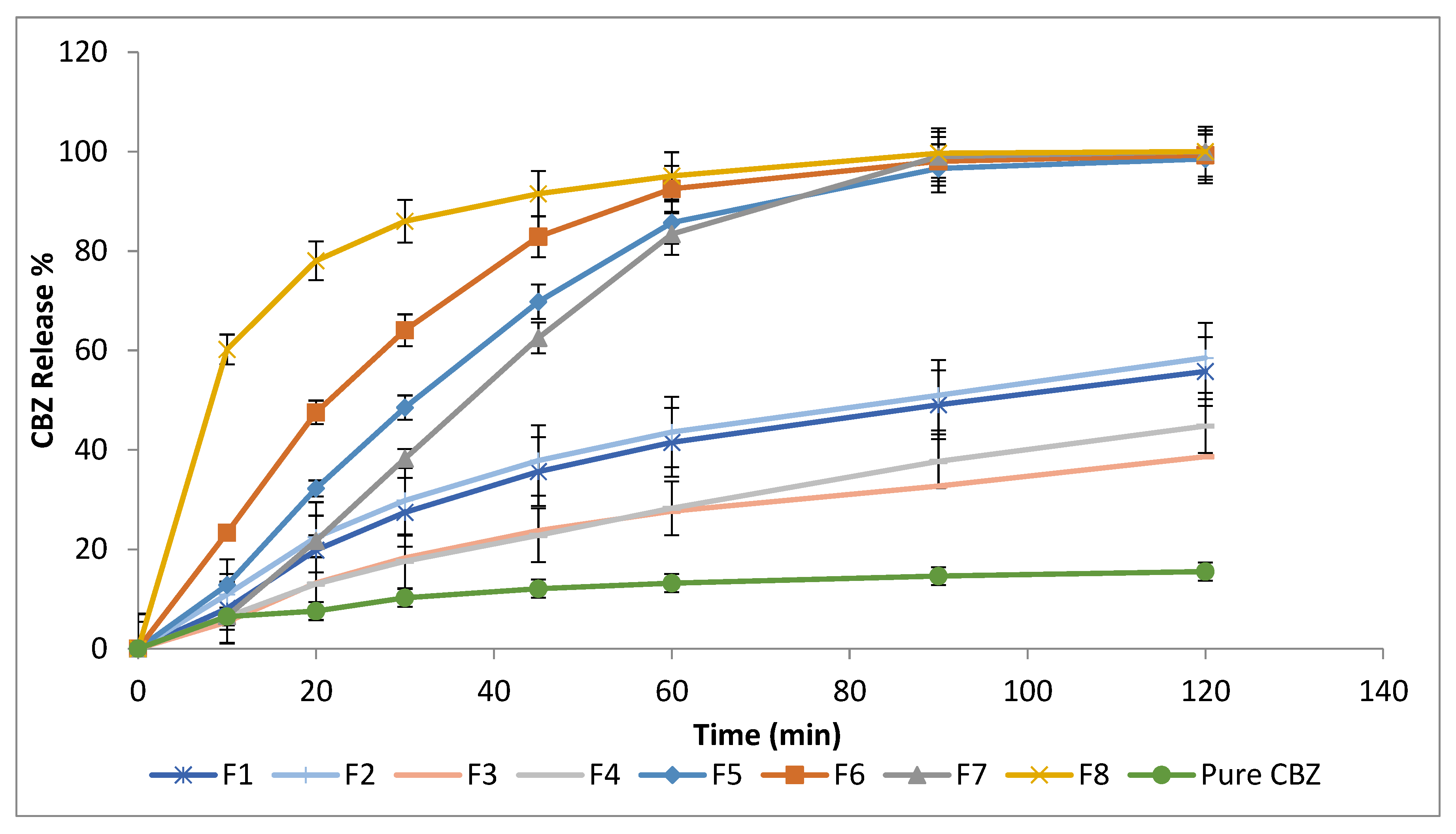
The in vitro drug-release profile of CBZ (at 30 min) from different formulations (F1–F8) is summarized in
Table 2. However, the in vitro drug release profile at different time intervals is presented in
Figure 6. In vitro release data showed that all formulations enhanced CBZ dissolution rates when compared to dissolution rates of the pure drug (
Figure 6). This enhancement was due to the conversion of CBZ into the amorphous form. However, different drug-release profiles were observed with different extrudates. This showed that processing parameters have shown a very significant effect on the properties of the pharmaceutical formulation.
Enhanced dissolution was observed, especially when processed with the three-kneading-zone screw configuration. These differences are statistically significant. In
Table 4, screw configuration was shown to have the most significant influence on the drug release.
Extrusion temperature was also statistically significant, but screw speed was not significant. The interaction between the screw configuration and temperature have a significant effect as well. These effects were due to the high mechanical energy applied during the extrusion process, which resulted in higher energy and intense shearing rate. The second screw configuration with three kneading zone in combination with temperature provides more energy, leading to an increase in CBZ incorporation into the molten polymer and, hence, enhancing the drug release. Formulations (F6 and F8) processed with high temperature and three mixing zones provided a superior amorphous dispersion over the other formulation. This is in agreement with the DOE result. This showed that processing parameters affect the quality of the extruded product.
After evaluating the data, the used DOE software can also be used to test the model used in the study. The model used in this study (2-level factorial design) was statistically significant (the model
p-value was 0.0027). This ensures that this model can be used to determine the significant factors and to find the optimal formulation by using the minimum number of experimental runs [
29]. Unlike 3-level full factorial design, central composite design, and Box-Behnken design, there is no need to use a central point for any parameter in case of present model [
29,
30,
31]. Central point is needed when large numbers of experimental runs are required [
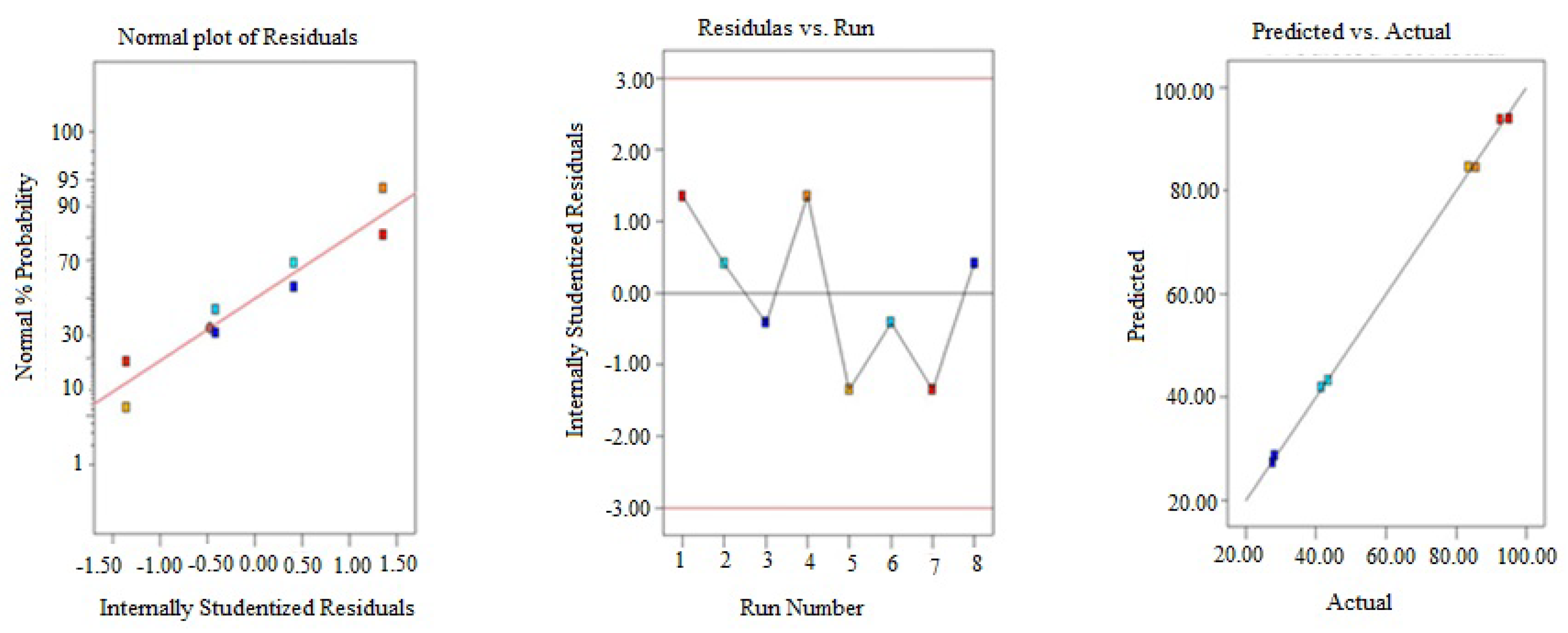
30]. Hence, 2-level factorial design can be used for the optimization, without utilizing central point, using the minimum number of experimental runs. Furthermore, DOE is capable of diagnosing the ANOVA data and confirming these assumptions. In this study, three different diagnostic methods were used to verify the model, normal plot, residuals (ei) versus run, and predicted versus actual methods. As only two measured responses were studied in this work, the statistical plots, like Pareto charts, surface plots, and contour plots, were not studied in this work. Normal plot is a way to determine whether the error terms are normally distributed; the more liner they are, the more normally distributed they are. The second methods were used to check the normality, and data distribution was the residuals (ei) versus run.
Figure 7 showed that all data were randomly scattered with no trend. This validated the design and the model used and indicated that there was no need for central point runs. The last method was used to see if this model is best for formulation optimization or not. Predicted versus actual indicated that this model has a high prediction percentage, with low error percentages.
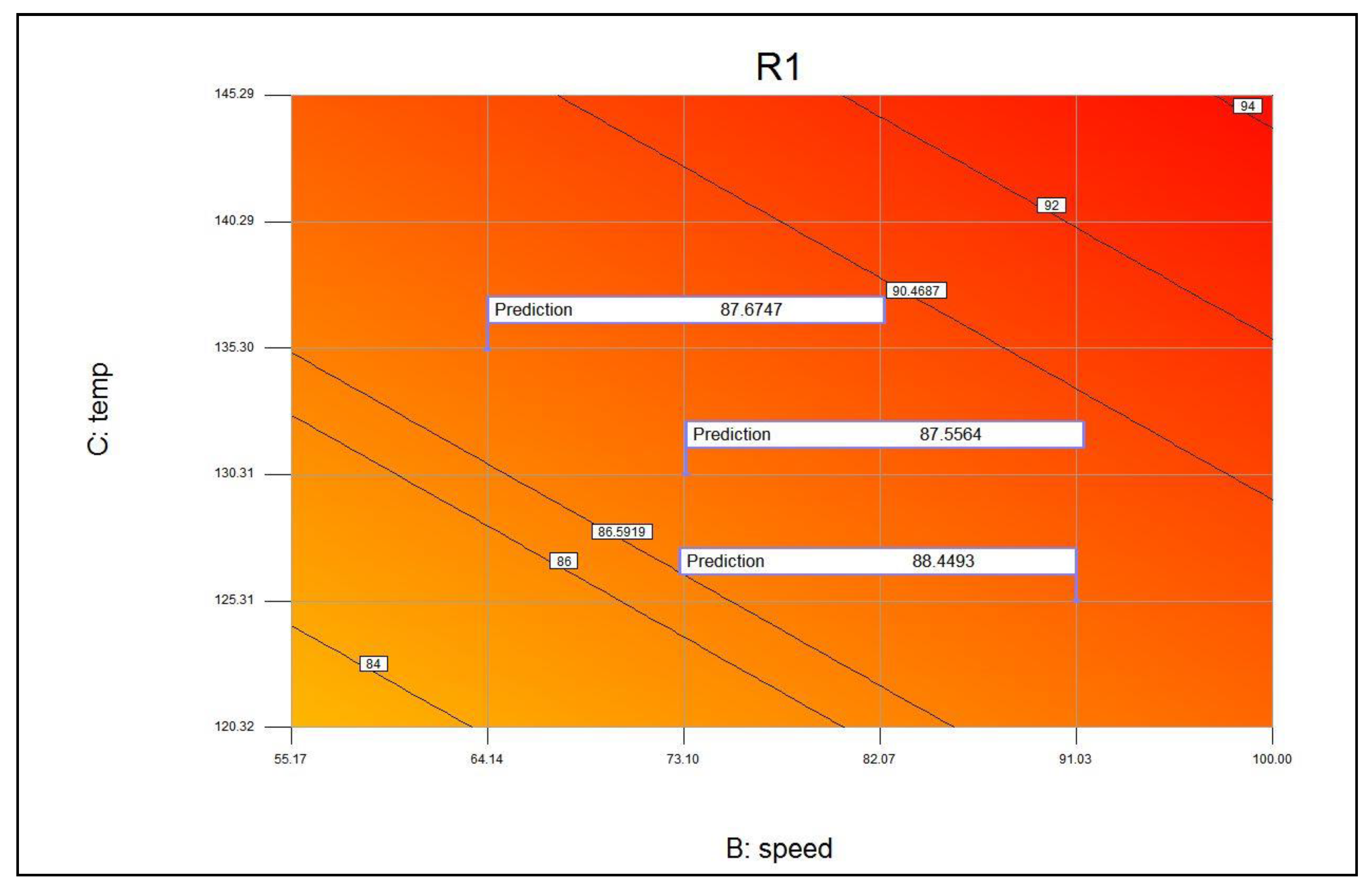
After that, a design space was generated to select the optimum formulation. The optimum formulation in this study is the one with the highest drug release at 30 min. DOE showed that the second screw configuration (with three mixing zones) was able to produce a superior solid dispersion. The materials extruded are heated mainly by the heat generated due to the shearing force of the rotating screw and the heat conducted from the heated barrel. Furthermore, the lowest possible temperature was selected, to avoid any chance of converting the CBZ polymorphs form. Screw speed did not show any significant effect, for the design space was open to use any screw speed within the tested range (55–100 RPM). The best advantage of using DOE software is the ability to select the required criteria for each parameter, to build a design space. The used DOE software is capable of suggesting the design space and predict the response for each suggested run (
Figure 8).
After selecting the criteria for each parameter, DOE software suggests the final equation as follows:
Subsequent to validating and finding the optimal formulation, three different runs were selected (
Table 5). After comparing the predicted value with actual value of the formulations, the forecast error was used to determine the percentage error of these formulations. The forecast error for F9, F10, and F11 was 3.16, 2.99, and 0.36, respectively. This showed that this model successfully predicted and enhanced the formulation with less percentage error. All formulations were able to reach the main goal of this study, which is solubility enhancement of CBZ.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}