Integration and Evaluation of Intra-Logistics Processes in Flexible Production Systems Based on OEE Metrics, with the Use of Computer Modelling and Simulation of AGVs


Abstract
:
1. Introduction
2. State-of-the-Art
2.1. Issues Related to FMS and AGV
- they do not require an operator’s service, which allows reducing the labour costs,
- increased work efficiency—it can work 24 h a day,
- high positioning precision—less material losses during transport,
- high security—the replacement of the operator reduces the number of accidents at work, safety systems reduce the risk of collision,
- flexibility of use—the ability to program the route according to the requirements of the process, easy route change and system expansion.
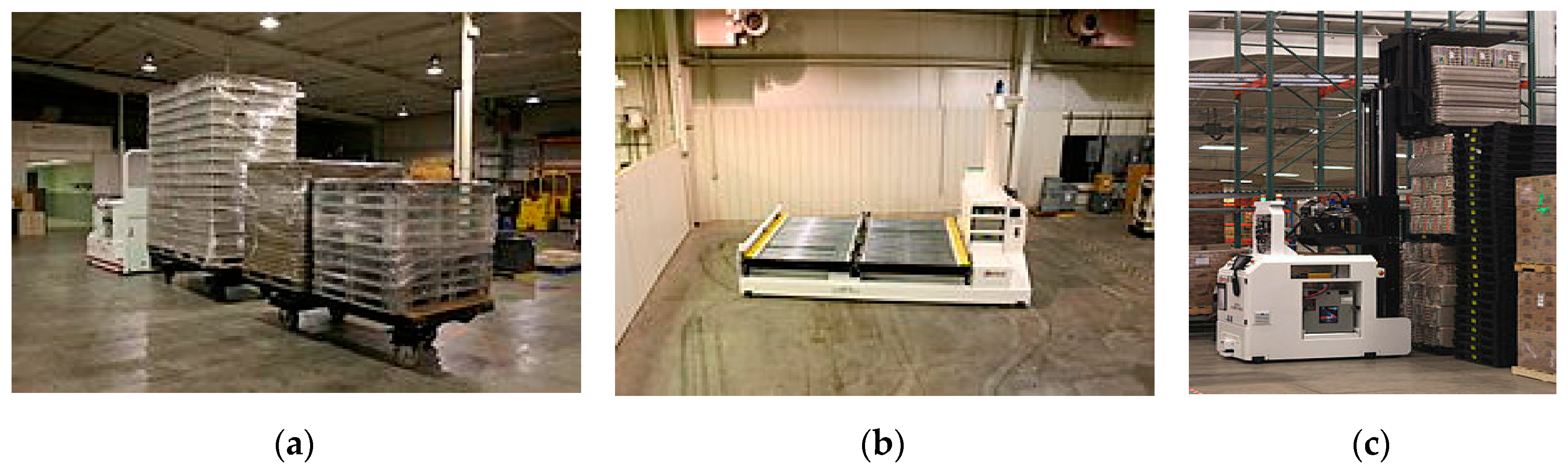
- weight and size,
- load capacity (from a few kgs to several tons),
- driving speed 1–2 m/s,
- drive power,
- navigation method, positioning accuracy,
- time of loading and unloading,
- battery capacity,
- working time, battery charging time.
- photo-optical—with a passive lead line,
- inductive—with an active lead line,
- without a lead line—autonomous navigation with different location methods: incremental, infrared, ultrasonic, laser, gyroscopic, satellite (GPS).
- All AGV vehicles move in the same direction, which practically excludes collisions,
- system control is simplified due to the lack of alternative routes.
- Small fault tolerance, in the event of failure of one vehicle, the others usually cannot pass it by,
- if the vehicle passes the given transfer point, it cannot turn back, but it must cross the entire loop once again to reach it again,
- vehicles hold each other, which may lead to blockages of the system (deadlock).
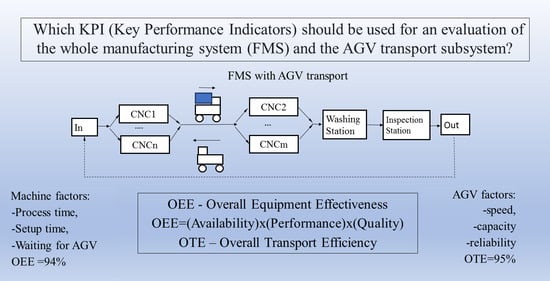
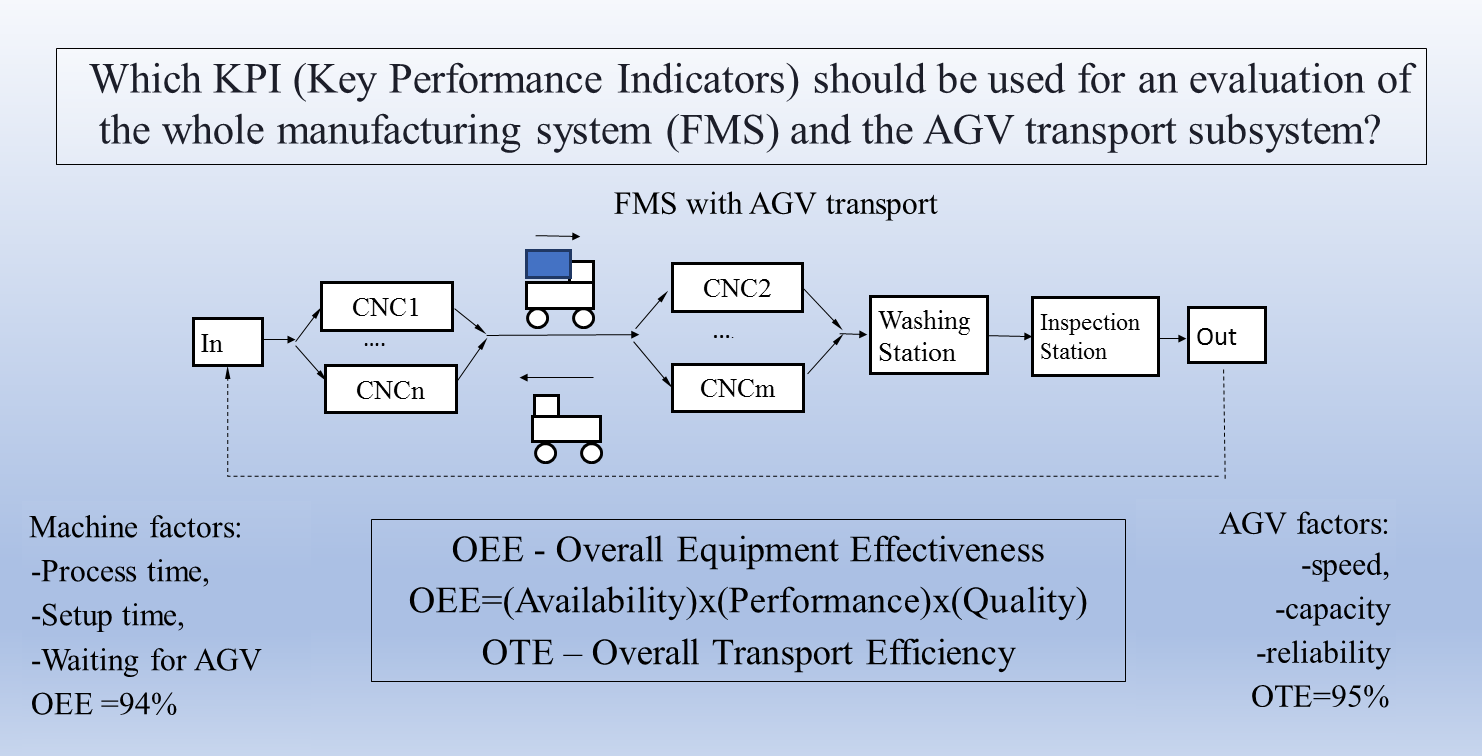
2.2. Evaluation of FMS and AGV
- Production throughput,
- time of the production process (Manufacturing Lead Time),
- average waiting time for transport,
- length of queues in storage buffers,
- work in progress (WIP),
- downtime of workstations,
- delayed execution of production orders,
- OEE—Overall Equipment Effectiveness,
- OTE—Overall Throughput Effectiveness.
- MTBF—Mean Time Between Failures,
- MTTR—Mean Time To Repair.
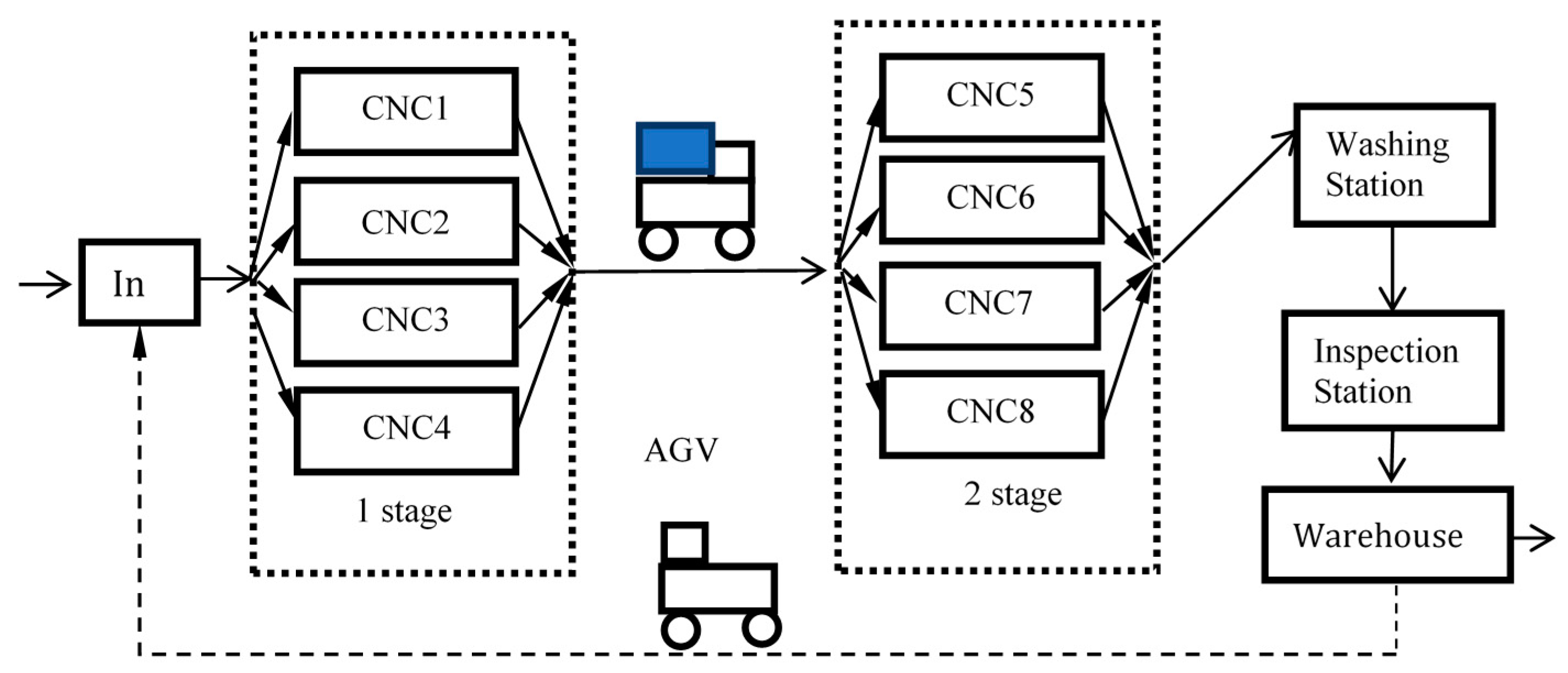
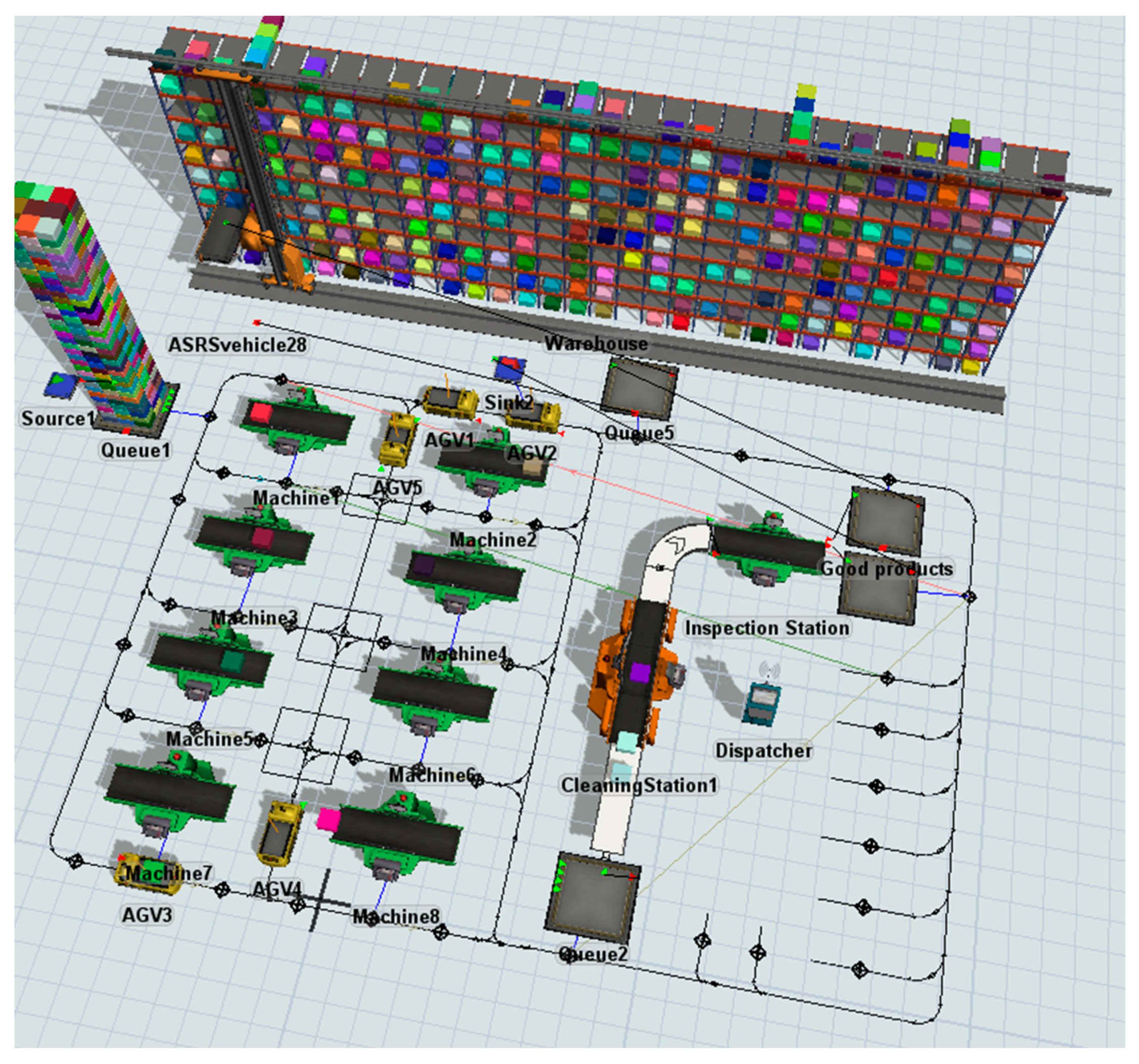
3. Description of the Problem—Materials and Methods
4. Results of the Simulation Experiments
Second Experiment
5. Discussion
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Rutner, S.M.; Langley, C.J. Logistics Value: Definition, Process and Measurement. Int. J. Logist. Manag. 2000, 11, 73–82. [Google Scholar] [CrossRef]
- Schuhmacher, J.; Baumung, W.; Hummel, V. An Intelligent Bin System for Decentrally Controlled Intralogistic Systems in Context of Industrie 4.0. Procedia Manuf. 2017, 9, 135–142. [Google Scholar] [CrossRef]
- Paszkiewicz, A.; Bolanowski, M.; Budzik, G.; Przeszłowski, Ł.; Oleksy, M. Process of Creating an Integrated Design and Manufacturing Environment as Part of the Structure of Industry 4.0. Processes 2020, 8, 1019. [Google Scholar] [CrossRef]
- Avelar-Sosa, L.; Alcaraz, J.L.G.; Maldonado-Macías, A.A.; Mejía-Muñoz, J. Application of structural equation modelling to analyse the impacts of logistics services on risk perception, agility and customer service level. Adv. Prod. Eng. Manag. 2018, 13, 179–192. [Google Scholar] [CrossRef] [Green Version]
- Berman, S.; Schechtman, E.; Edan, Y. Evaluation of automatic guided vehicle systems. Robot. Comput. Manuf. 2009, 25, 522–528. [Google Scholar] [CrossRef]
- De Ryck, M.; Versteyhe, M.; DeBrouwere, F. Automated guided vehicle systems, state-of-the-art control algorithms and techniques. J. Manuf. Syst. 2020, 54, 152–173. [Google Scholar] [CrossRef]
- Kampa, A.; Golda, G.; Paprocka, I. Discrete Event Simulation Method as a Tool for Improvement of Manufacturing Systems. Computers 2017, 6, 10. [Google Scholar] [CrossRef]
- Kampa, A.; Gołda, G. Modelling and simulation method for production process automation in steel casting foundry. Arch. Foundry Eng. 2018, 18, 47–52. [Google Scholar] [CrossRef]
- Barosz, P.; Golda, G.; Kampa, A. Efficiency Analysis of Manufacturing Line with Industrial Robots and Human Operators. Appl. Sci. 2020, 10, 2862. [Google Scholar] [CrossRef] [Green Version]
- Lambert, D.M.; Burduroglu, R. Measuring and Selling the Value of Logistics. Int. J. Logist. Manag. 2000, 11, 1–18. [Google Scholar] [CrossRef]
- Lynch, D.; Keller, S.; Ozment, J. The effects of logistics capabilities and strategy on firm performance. J. Bus. Logist. 2000, 21, 47–67. [Google Scholar]
- Griffis, S.E.; Cooper, M.; Goldsby, T.J.; Closs, D.J. Performance Measurement: Measure Selection Based upon Firm Goals and Information Reporting Needs. J. Bus. Logist. 2004, 25, 95–118. [Google Scholar] [CrossRef]
- Fugate, B.S.; Mentzer, J.T.; Stank, T.P. Logistics Performance: Efficiency, Effectiveness, and Differentiation. J. Bus. Logist. 2010, 31, 43–62. [Google Scholar] [CrossRef]
- Lambert, D.M.; Pohlen, T.L. Supply Chain Metrics. Int. J. Logist. Manag. 2001, 12, 1–19. [Google Scholar] [CrossRef]
- Muthiah, K.M.; Huang, S.H. A review of literature on manufacturing systems productivity measurement and improvement. Int. J. Ind. Syst. Eng. 2006, 1, 461. [Google Scholar] [CrossRef] [Green Version]
- Roda, I.; Macchi, M. Factory-level performance evaluation of buffered multi-state production systems. J. Manuf. Syst. 2019, 50, 226–235. [Google Scholar] [CrossRef]
- Andersson, C.; Bellgran, M. On the complexity of using performance measures: Enhancing sustained production improvement capability by combining OEE and productivity. J. Manuf. Syst. 2015, 35, 144–154. [Google Scholar] [CrossRef]
- Muñoz-Villamizar, A.; Santos, J.; Montoya-Torres, J.R.; Jaca, C. Using OEE to evaluate the effectiveness of urban freight transportation systems: A case study. Int. J. Prod. Econ. 2018, 197, 232–242. [Google Scholar] [CrossRef]
- Dalmolen, S.; Moonen, H.; Iankoulova, I.; Van Hillegersberg, J.; Simon, D.; Hans, M.; Iliana, I.; Jos, V.H. Transportation Performances Measures and Metrics: Overall Transportation Effectiveness (OTE): A Framework, Prototype and Case Study. Proc. Annu. Hawaii Int. Conf. Syst. Sci. 2013, 4186–4195. [Google Scholar] [CrossRef]
- McCalion, R. Is OEE relevant to lift truck fleet & warehouse operations? Eureka 2013. Available online: https://eurekapub.eu/fleet-management/2013/09/14/fleet-management (accessed on 26 September 2020).
- Hayes, J. AGV IIoT Monitoring: Lean Six Sigma Monitoring. RFID J. 2018. Available online: https://www.rfidjournal.com/agv-iiot-monitoring-lean-six-sigma-monitoring-2 (accessed on 27 September 2020).
- Palací-López, D.; Borràs-Ferrís, J.; Oliveria, L.T.D.S.D.; Ferrer-Riquelme, A.J. Multivariate Six Sigma: A Case Study in Industry 4.0. Process 2020, 8, 1119. [Google Scholar] [CrossRef]
- Golda, G.; Kampa, A.; Foit, K. Study of inter-operational breaks impact on materials flow in flexible manufacturing system. IOP Conf. Ser. Mater. Sci. Eng. 2018, 400, 022030. [Google Scholar] [CrossRef]
- Alzubi, E.; Atieh, A.M.; Abu Shgair, K.; Damiani, J.; Sunna, S.; Madi, A. Hybrid Integrations of Value Stream Mapping, Theory of Constraints and Simulation: Application to Wooden Furniture Industry. Process 2019, 7, 816. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Li, Y.; Ran, Y.; Zhang, G. Stochastic models for performance analysis of multistate flexible manufacturing cells. J. Manuf. Syst. 2020, 55, 94–108. [Google Scholar] [CrossRef]
- Hoshino, S.; Ota, J.; Shinozaki, A.; Hashimoto, H. Hybrid Design Methodology and Cost-Effectiveness Evaluation of AGV Transportation Systems. IEEE Trans. Autom. Sci. Eng. 2007, 4, 360–372. [Google Scholar] [CrossRef]
- Um, I.; Cheon, H.; Lee, H. The simulation design and analysis of a Flexible Manufacturing System with Automated Guided Vehicle System. J. Manuf. Syst. 2009, 28, 115–122. [Google Scholar] [CrossRef]
- Vis, I.F. Survey of research in the design and control of automated guided vehicle systems. Eur. J. Oper. Res. 2006, 170, 677–709. [Google Scholar] [CrossRef]
- Yan, R.; Dunnett, S.J.; Jackson, L. Novel methodology for optimising the design, operation and maintenance of a multi-AGV system. Reliab. Eng. Syst. Saf. 2018, 178, 130–139. [Google Scholar] [CrossRef]
- Florescu, A.; Barabas, S.A. Modeling and Simulation of a Flexible Manufacturing System—A Basic Component of Industry 4.0. Appl. Sci. 2020, 10, 8300. [Google Scholar] [CrossRef]
- Deroussi, L. Flexible Manufacturing Systems: Metaheuristics Logist; Wiley: Hoboken, NJ, USA, 2016; pp. 143–160. [Google Scholar] [CrossRef]
- Tolio, T. (Ed.) Design of Flexible Production Systems: Methodologies and Tools; Springer: Berlin, Germany, 2009. [Google Scholar] [CrossRef]
- Banks, J.; Nelson, B.L.; Carson, J.S.; Nicol, D.M. Discrete-Event System Simulation. Technometrics 1984, 26, 195. [Google Scholar] [CrossRef]
- Burduk, A. Stability Analysis of the Production System Using Simulation Models. In Process Simulation and Optimization in Sustainable Logistics and Manufacturing; Pawlewski, P., Greenwood, A., Eds.; Springer Science and Business Media LLC: Cham, Switzerland, 2014; pp. 69–83. [Google Scholar]
- Plaia, A.; Lombardo, A.; Nigro, G.L. Robust Design of Automated Guided Vehicles System in an FMS. In Advanced Manufacturing Systems and Technology; Kuljanic, E., Ed.; Springer: Vienna, Austria, 1996; pp. 259–266. [Google Scholar]
- A Vis, I.F.; De Koster, R.; Roodbergen, K.J.; Peeters, L.W.P. Determination of the number of automated guided vehicles required at a semi-automated container terminal. J. Oper. Res. Soc. 2001, 52, 409–417. [Google Scholar] [CrossRef]
- Qi, M.; Li, X.; Yan, X.; Zhang, C. On the evaluation of AGVS-based warehouse operation performance. Simul. Model. Pract. Theory 2018, 87, 379–394. [Google Scholar] [CrossRef]
- Automated Guided Vehicle. Wikipedia. Available online: https://en.wikipedia.org/wiki/Automated_guided_vehicle (accessed on 30 September 2020).
- Nieoczym, A.; Tarkowski, S. The modeling of the assembly line with a technological automated guided vehicle (AGV). LogForum 2011, 7, 35–42. [Google Scholar]
- Vivaldini, K.C.T.; Rocha, L.F.; Martarelli, N.J.; Becker, M.; Moreira, A.P. Integrated tasks assignment and routing for the estimation of the optimal number of AGVS. Int. J. Adv. Manuf. Technol. 2016, 82, 719–736. [Google Scholar] [CrossRef]
- Li, Z.; Wu, N.; Zhou, M. Deadlock Control of Automated Manufacturing Systems Based on Petri Nets—A Literature Review. IEEE Trans. Syst. Man. Cybern. Part C Appl. Rev. 2011, 42, 437–462. [Google Scholar] [CrossRef]
- Moorthy, R.L.; Hock-Guan, W.; Wing-Cheong, N.; Chung-Piaw, T. Cyclic deadlock prediction and avoidance for zone-controlled AGV system. Int. J. Prod. Econ. 2003, 83, 309–324. [Google Scholar] [CrossRef]
- Lv, Y.L.; Zhang, G.; Zhang, J.; Dong, Y.J. Integrated Scheduling of the Job and AGV for Flexible Manufacturing System. Appl. Mech. Mater. 2011, 80, 1335–1339. [Google Scholar] [CrossRef]
- Mousavi, M.; Yap, H.J.; Musa, S.N.; Tahriri, F.; Dawal, S.Z.M. Multi-objective AGV scheduling in an FMS using a hybrid of genetic algorithm and particle swarm optimization. PLoS ONE 2017, 12, e0169817. [Google Scholar] [CrossRef] [Green Version]
- Saidi-Mehrabad, M.; Dehnavi-Arani, S.; Evazabadian, F.; Mahmoodian, V. An Ant Colony Algorithm (ACA) for solving the new integrated model of job shop scheduling and conflict-free routing of AGVs. Comput. Ind. Eng. 2015, 86, 2–13. [Google Scholar] [CrossRef]
- Muthiah, K.M.N.; Huang, S.H. Overall throughput effectiveness (OTE) metric for factory-level performance monitoring and bottleneck detection. Int. J. Prod. Res. 2007, 45, 4753–4769. [Google Scholar] [CrossRef]
- Huang, S.H.; Dismukes, J.P.; Shi, J.; Su, Q.; Razzak, M.A.; Bodhale, R.; Robinson, D.E. Manufacturing productivity improvement using effectiveness metrics and simulation analysis. Int. J. Prod. Res. 2003, 41, 513–527. [Google Scholar] [CrossRef]
- Fazlollahtabar, H.; Saidi-Mehrabad, M. Autonomous Guided Vehicles; Springer Science and Business Media LLC: Cham, Switzerland, 2015; Volume 20. [Google Scholar]
- Yan, R.; Jackson, L.; Dunnett, S.J. Automated guided vehicle mission reliability modelling using a combined fault tree and Petri net approach. Int. J. Adv. Manuf. Technol. 2017, 92, 1825–1837. [Google Scholar] [CrossRef] [Green Version]
- OEE Benchmark Study. Available online: https://sageclarity.com/articles-oee-benchmark-study (accessed on 28 September 2020).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
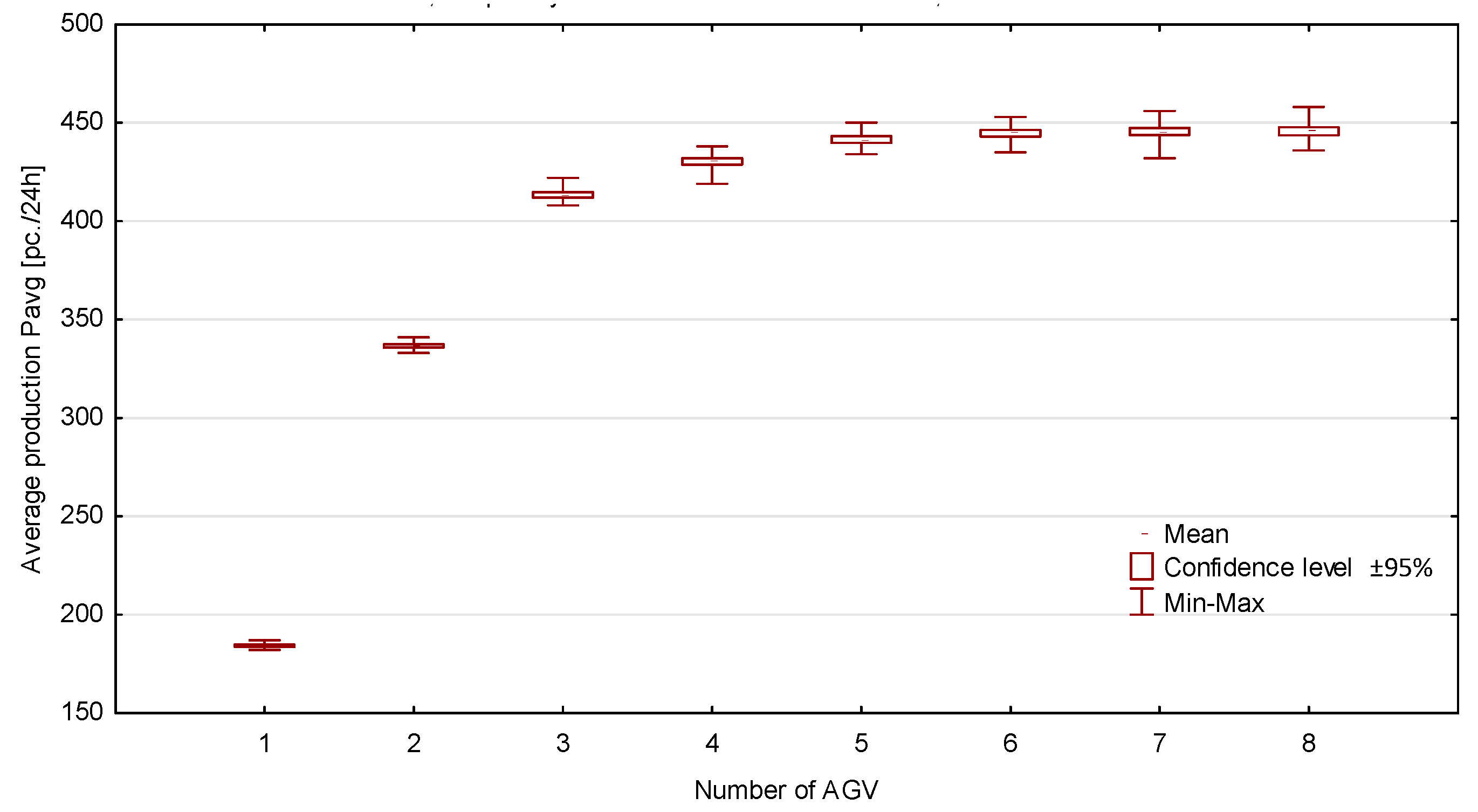
| Number of AGVs NAGV | Minimum Production Pmin [Pieces] | Lower Limit of 95% Confidence Interval [Pieces] | Average production Pavg [Pieces] | Upper Limit of 95% Confidence Interval [Pieces] | Maximum Production Pmax [Pieces] | Standard Deviation Σ |
|---|---|---|---|---|---|---|
| 0 | 548 | 559.0 | 561 | 563 | 573 | 6.3 |
| 1 | 182 | 183.66 | 184.7 | 184.87 | 187 | 1.62 |
| 2 | 333 | 335.97 | 336.7 | 337.43 | 341 | 1.95 |
| 3 | 408 | 412.1 | 413.4 | 414.7 | 422 | 3.6 |
| 4 | 419 | 428.6 | 430.3 | 432 | 438 | 4.5 |
| 5 | 434 | 439.8 | 441.5 | 443.3 | 450 | 4.7 |
| 6 | 435 | 443.0 | 444.7 | 446.4 | 453 | 4.6 |
| 7 | 432 | 443.8 | 445.6 | 447.4 | 456 | 4.9 |
| 8 | 436 | 443.6 | 445.7 | 447.8 | 458 | 5.6 |
| Time [Hours] | Minimum Production Pmin [pc.] | Lower Limit of 95% Confidence Interval [pc.] | Average Production Pavg [pc.] | Upper Limit of 95% Confidence Interval [pc.] | Maximum Production Pmax [pc.] | Standard Deviation σ | Average Throughput [pc./Hour] |
|---|---|---|---|---|---|---|---|
| 24 | 593 | 611 | 614.2 | 617.5 | 634 | 8.7 | 25.59 |
| 120 | 3094 | 3131.8 | 3139.9 | 3148.1 | 3188 | 21.8 | 26.17 |
| 500 | 13,061 | 13,116.7 | 13,128.3 | 13,139.9 | 13,188 | 31.1 | 26.26 |
| 1500 | 39,288 | 39,387 | 39,406 | 39,425 | 39,534 | 51 | 26.27 |
| Time [Hours] | Minimum Production Pmin [pc.] | Lower Limit of 95% Confidence Interval [pc.] | Average Production Pavg [pc.] | Upper Limit of 95% Confidence Interval [pc.] | Maximum Production Pmax [pc.] | Standard Deviation σ | Average Throughput [pc./Hour] |
|---|---|---|---|---|---|---|---|
| 24 | 549 | 607.3 | 613.2 | 618.3 | 634 | 14.8 | 25.55 |
| 120 | 2810 | 3091 | 3116 | 3141 | 3174 | 68 | 25.97 |
| 500 | 12,327 | 12,965 | 13,030 | 13,094 | 13,162 | 173 | 26.06 |
| 1500 | 38,402 | 39,044 | 39,151 | 39,258 | 39,463 | 287 | 26.10 |
| Time [Hours] | Plimit | Pavg1 | OFE1 | Pavg2 | OFE2 | Pavg3 | OFE3 |
|---|---|---|---|---|---|---|---|
| 24 | 652 | 444.7 | 0.68206 | 614.2 | 0.94203 | 613.2 | 0.94049 |
| 120 | 3260 | 2252.3 | 0.69089 | 3139.9 | 0.96316 | 3116 | 0.95583 |
| 500 | 13,583.33 | 9407.6 | 0.69258 | 13,128.3 | 0.96650 | 13,030 | 0.95926 |
| 1500 | 40,750 | 28,230.7 | 0.69278 | 39,406 | 0.96702 | 39,151 | 0.96076 |
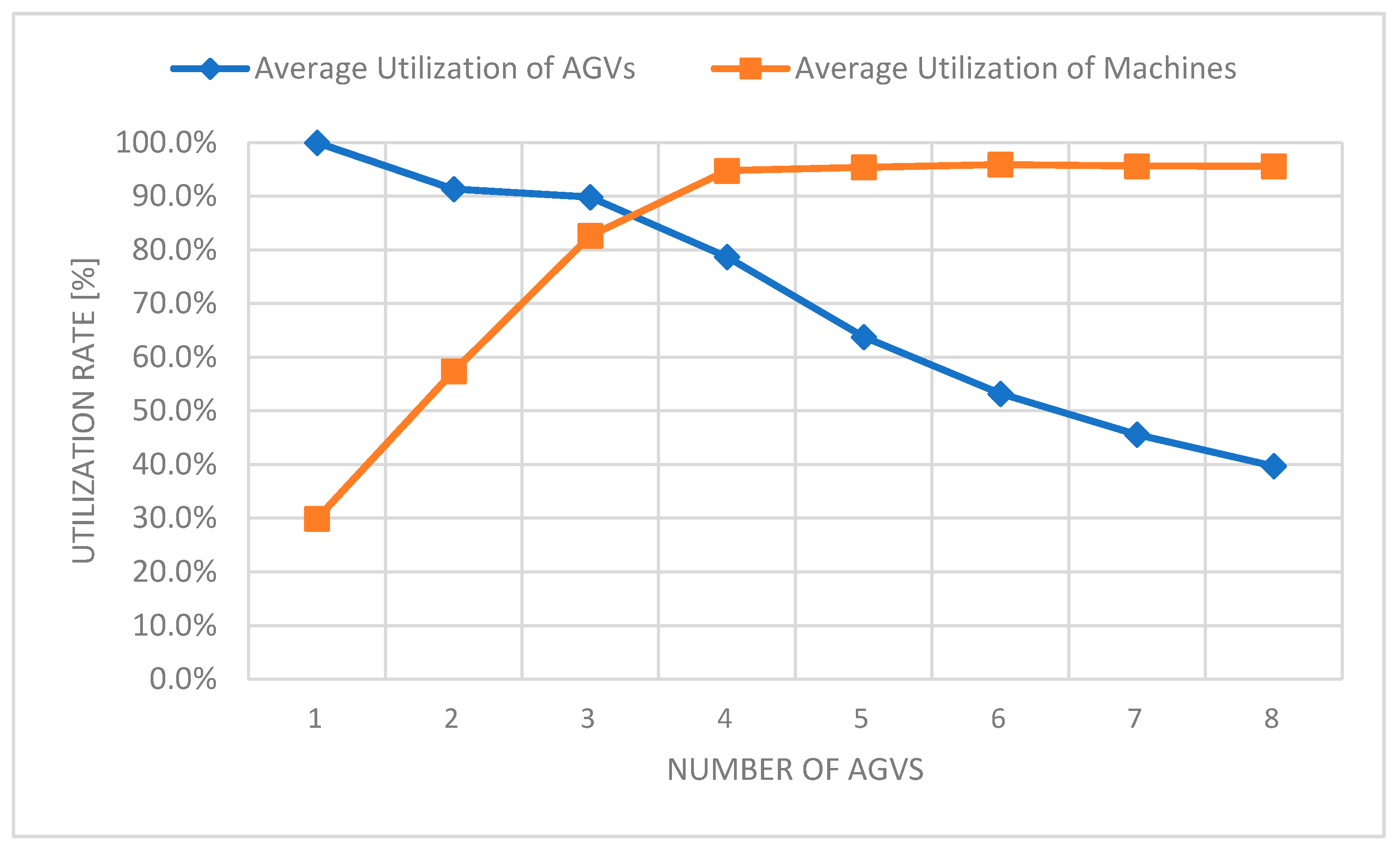
| Nr of AGVs Nagv | Plimit [Pc.] | AGVlimit (4 × Plimit/Nagv) [Pc.] | Pavg [pc.] | Finished Transport Operation [pc.] | Average Transport Oper./AGV [pc.] | OTE | OFE |
|---|---|---|---|---|---|---|---|
| 1 | 652 | 2608 | 186.7 | 781.9 | 781.9 | 0.29981 | 0.28635 |
| 2 | 652 | 1304 | 347.23 | 1428.2 | 714.1 | 0.54762 | 0.53256 |
| 3 | 652 | 869.3 | 516.7 | 2107.5 | 702.5 | 0.80812 | 0.79249 |
| 4 | 652 | 652.0 | 606.0 | 2461.4 | 615.4 | 0.94379 | 0.92945 |
| 5 | 652 | 521.6 | 614.0 | 2493.0 | 498.6 | 0.95590 | 0.94172 |
| 6 | 652 | 434.7 | 615.0 | 2497.0 | 416.2 | 0.95737 | 0.94325 |
| 7 | 652 | 372.6 | 614.0 | 2494.4 | 356.3 | 0.95637 | 0.94172 |
| 8 | 652 | 326.0 | 611.7 | 2484.5 | 310.6 | 0.95265 | 0.93819 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Foit, K.; Gołda, G.; Kampa, A. Integration and Evaluation of Intra-Logistics Processes in Flexible Production Systems Based on OEE Metrics, with the Use of Computer Modelling and Simulation of AGVs. Processes 2020, 8, 1648. https://doi.org/10.3390/pr8121648
Foit K, Gołda G, Kampa A. Integration and Evaluation of Intra-Logistics Processes in Flexible Production Systems Based on OEE Metrics, with the Use of Computer Modelling and Simulation of AGVs. Processes. 2020; 8(12):1648. https://doi.org/10.3390/pr8121648
Chicago/Turabian StyleFoit, Krzysztof, Grzegorz Gołda, and Adrian Kampa. 2020. "Integration and Evaluation of Intra-Logistics Processes in Flexible Production Systems Based on OEE Metrics, with the Use of Computer Modelling and Simulation of AGVs" Processes 8, no. 12: 1648. https://doi.org/10.3390/pr8121648
APA StyleFoit, K., Gołda, G., & Kampa, A. (2020). Integration and Evaluation of Intra-Logistics Processes in Flexible Production Systems Based on OEE Metrics, with the Use of Computer Modelling and Simulation of AGVs. Processes, 8(12), 1648. https://doi.org/10.3390/pr8121648