CO2 Utilization via Integration of an Industrial Post-Combustion Capture Process with a Urea Plant: Process Modelling and Sensitivity Analysis


Abstract
:1. Introduction
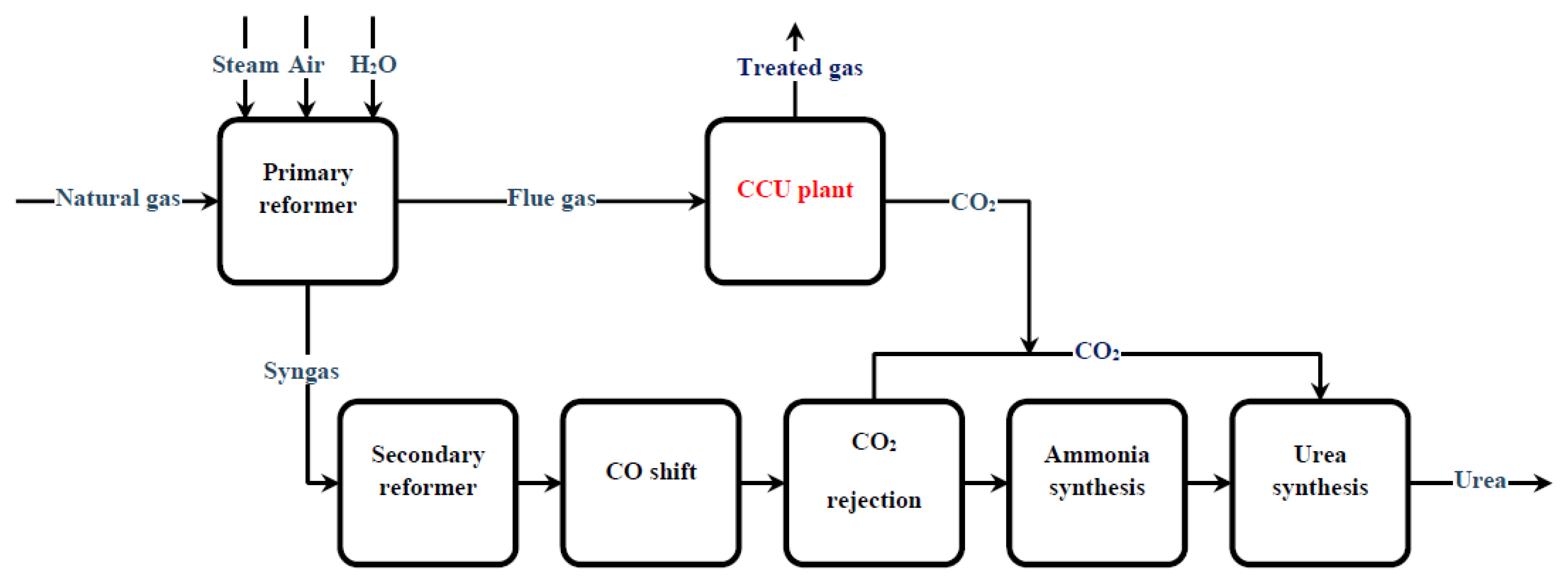
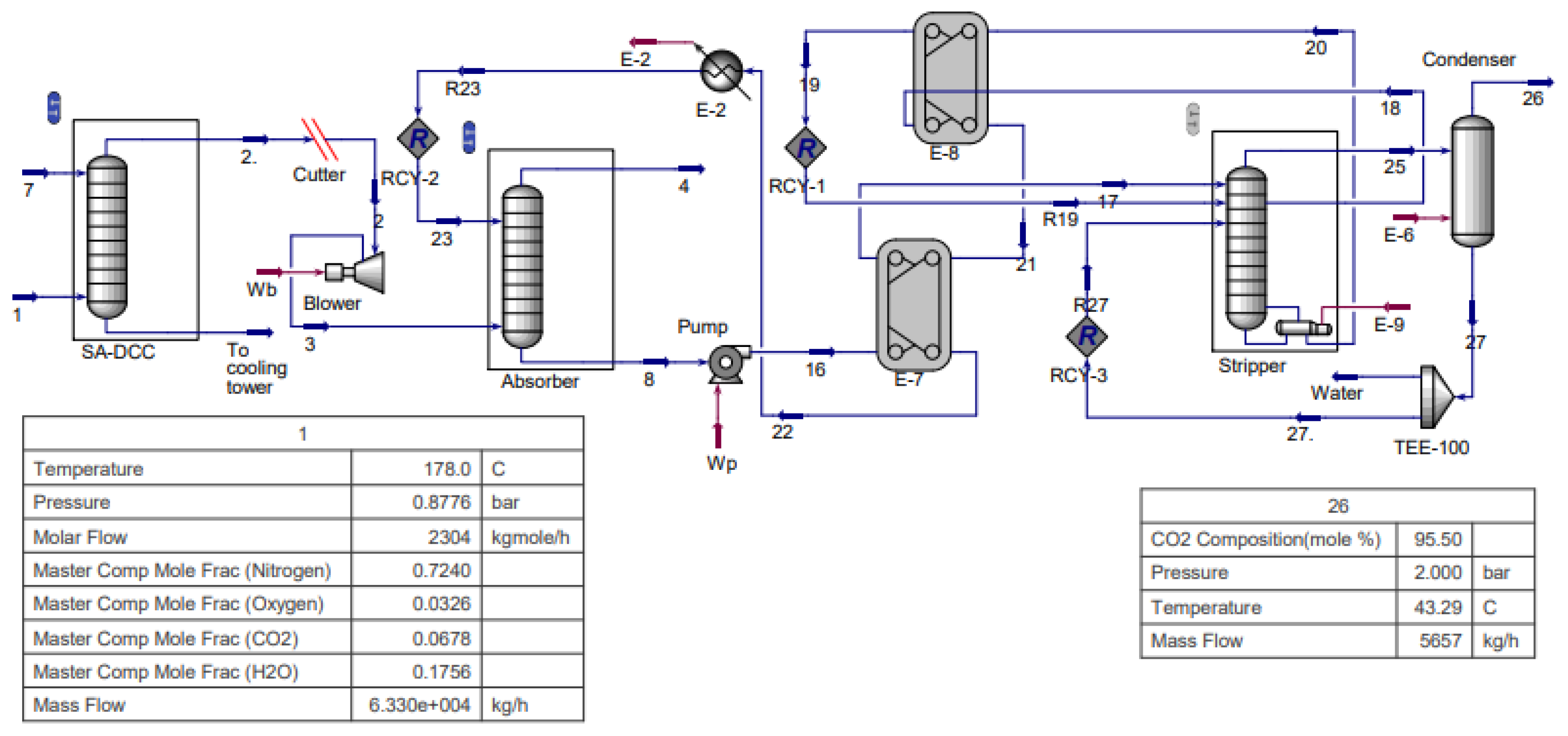
2. Case Study and Process Description
3. Simulation and Thermodynamic Framework
4. Results and Discussion
4.1. Model Validation
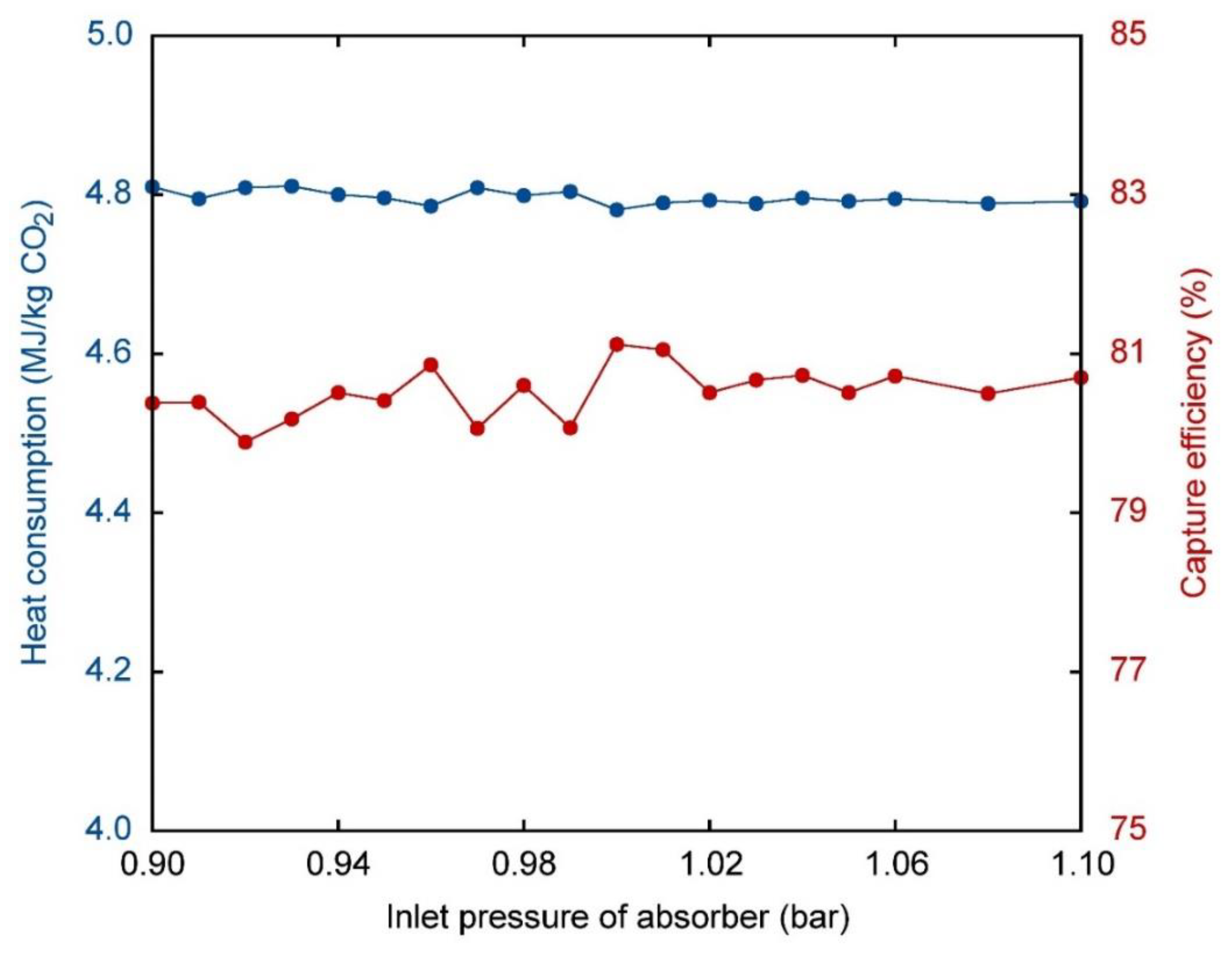
4.2. Sensitivity Analysis
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yap, J.Y.; Tan, J.; Foo, D.C.Y.; Tan, R.R.; Papadokonstantakis, S.; Badr, S. A graphical method for carbon dioxide emissions reduction in multi–product plants. Process Saf. Environ. Prot. 2020, 133, 51–63. [Google Scholar] [CrossRef]
- Griffin, P.W.; Hammond, G.P.; Norman, J.B. Industrial energy use and carbon emissions reduction in the chemicals sector: A UK perspective. Appl. Energy 2018, 227, 587–602. [Google Scholar] [CrossRef]
- Romeo, L.M.; Minguell, D.; Shirmohammadi, R.; Andrés, J.M. Comparative Analysis of the Efficiency Penalty in Power Plants of Different Amine-Based Solvents for CO2 Capture. Ind. Eng. Chem. Res. 2020, 59, 10082–10092. [Google Scholar] [CrossRef]
- Liang, Z.; Rongwong, W.; Liu, H.; Fu, K.; Gao, H.; Cao, F.; Zhang, R.; Sema, T.; Henni, A.; Sumon, K.; et al. Recent progress and new developments in post-combustion carbon-capture technology with amine based solvents. Int. J. Greenh. Gas Control 2015, 40, 26–54. [Google Scholar] [CrossRef] [Green Version]
- Barzagli, F.; Giorgi, C.; Mani, F.; Peruzzini, M. Reversible carbon dioxide capture by aqueous and non-aqueous amine-based absorbents: A comparative analysis carried out by 13C NMR spectroscopy. Appl. Energy 2018, 220, 208–219. [Google Scholar] [CrossRef]
- Singh, A.; Stéphenne, K. Shell Cansolv CO2 capture technology: Achievement from first commercial plant. Energy Procedia 2014, 63, 1678–1685. [Google Scholar] [CrossRef]
- Armpriester, A. WA Parish Post Combustion CO2 Capture and Sequestration Project Final Public Design Report; Petra Nova Parish Holdings: Washington, DC, USA, 2017.
- Petrakopoulou, F.; Tsatsaronis, G.; Morosuk, T. CO2 capture in a chemical looping combustion power plant evaluated with an advanced exergetic analysis. Environ. Prog. Sustain. Energy 2014, 33, 1017–1025. [Google Scholar] [CrossRef]
- Ravanchi, M.T.; Sahebdelfar, S. Carbon dioxide capture and utilization in petrochemical industry: Potentials and challenges. Appl. Petrochem. Res. 2014, 4, 63–77. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.; Xie, J.; Cai, W.; Davarpanah, A. Thermodynamic effects of cycling carbon dioxide injectivity in shale reservoirs. J. Pet. Sci. Eng. 2020, 195, 107717. Available online: https://doi.org/10.1016/j.petrol.2020.107717 (accessed on 13 August 2020).
- Middleton, R.S. A new optimization approach to energy network modeling: Anthropogenic CO2 capture coupled with enhanced oil recovery. Int. J. Energy Res. 2013, 37, 1794–1810. [Google Scholar] [CrossRef]
- Cuéllar-Franca, R.M.; Azapagic, A. Carbon capture, storage and utilisation technologies: A critical analysis and comparison of their life cycle environmental impacts. J. CO2 Utilization 2015, 9, 82–102. [Google Scholar] [CrossRef]
- Alper, E.; Yuksel Orhan, O. CO2 utilization: Developments in conversion processes. Petroleum 2017, 3, 109–126. [Google Scholar] [CrossRef]
- Pouladi, B.; Nabipoor Hassankiadeh, M.; Behroozshad, F. Dynamic simulation and optimization of an industrial-scale absorption tower for CO2 capturing from ethane gas. Energy Rep. 2016, 2, 54–61. [Google Scholar] [CrossRef] [Green Version]
- Husebye, J.; Brunsvold, A.L.; Roussanaly, S.; Zhang, X. Techno Economic Evaluation of Amine based CO2 Capture: Impact of CO2 Concentration and Steam Supply. Energy Procedia 2012, 23, 381–390. [Google Scholar] [CrossRef] [Green Version]
- Moioli, S.; Pellegrini, L.A. Regeneration section of CO2 capture plant by MEA scrubbing with a rate-based model. Chem. Eng. Trans. 2013, 32, 1849–1854. [Google Scholar]
- Dubois, L.; Thomas, D. Comparison of various configurations of the absorption-regeneration process using different solvents for the post-combustion CO2 capture applied to cement plant flue gases. Int. J. Greenh. Gas Control 2018, 69, 20–35. [Google Scholar] [CrossRef]
- Gervasi, J.; Dubois, L.; Thomas, D. Simulation of the post-combustion CO2 capture with Aspen HysysTM software: Study of different configurations of an absorption-regeneration process for the application to cement flue gases. Energy Procedia 2014, 63, 1018–1028. [Google Scholar] [CrossRef] [Green Version]
- Xue, B.; Yu, Y.; Chen, J.; Luo, X.; Wang, M. A comparative study of MEA and DEA for post-combustion CO2 capture with different process configurations. Int. J. Coal Sci. Technol. 2017, 4, 15–24. [Google Scholar] [CrossRef] [Green Version]
- Øi, L.E. Aspen HYSYS simulation of CO2 removal by amine absorption from a gas based power plant. In Proceedings of the 48th Scandinavian Conference on Simulation and Modeling (SIMS 2007), Göteborg, Sweden, 30–31 October 2007; pp. 73–81. [Google Scholar]
- Adeosun, A.; Abu-Zahra, M.R. Evaluation of amine-blend solvent systems for CO2 post-combustion capture applications. Energy Procedia 2013, 37, 211–218. [Google Scholar] [CrossRef] [Green Version]
- Li, K.; Cousins, A.; Yu, H.; Feron, P.; Tade, M.; Luo, W.; Chen, J. Systematic study of aqueous monoethanolamine-based CO2 capture process: Model development and process improvement. Energy Sci. Eng. 2016, 4, 23–39. [Google Scholar] [CrossRef] [Green Version]
- Morales-Mora, M.; Pretelìn-Vergara, C.; Martínez-Delgadillo, S.; Iuga, C.; Nolasco-Hipolito, C. Environmental assessment of a combined heat and power plant configuration proposal with post-combustion CO2 capture for the Mexican oil and gas industry. Clean Technol. Environ. Policy 2019, 21, 213–226. [Google Scholar] [CrossRef]
- Zhao, X.; Smith, K.H.; Simioni, M.A.; Tao, W.; Kentish, S.E.; Fei, W.; Stevens, G.W. Comparison of several packings for CO2 chemical absorption in a packed column. Int. J. Greenh. Gas Control 2011, 5, 1163–1169. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, C.-C. Thermodynamic modeling for CO2 absorption in aqueous MDEA solution with electrolyte NRTL model. Ind. Eng. Chem. Res. 2011, 50, 163–175. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, H.; Chen, C.-C.; Plaza, J.M.; Dugas, R.; Rochelle, G.T. Rate-Based Process Modeling Study of CO2 Capture with Aqueous Monoethanolamine Solution. Ind. Eng. Chem. Res. 2009, 48, 9233–9246. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operation Year | Country | Source of Flue Gas | Capacity (TCO2/D) |
|---|---|---|---|
| 1999 | Malaysia | Natural gas | 210 |
| 2006 | India | Natural gas | 450 |
| 2006 | India | Natural gas | 450 |
| 2009 | India | Natural gas | 450 |
| 2009 | Bahrain | Natural gas | 450 |
| 2010 | UAE | Natural gas | 400 |
| 2010 | Vietnam | Natural gas | 240 |
| 2011 | Pakistan | Natural gas | 340 |
| 2012 | India | Natural gas | 450 |
| 2013 | Iran | Natural gas | 132 |
| Substance | Mole Fraction |
|---|---|
| N2 | 0.724 |
| CO2 | 0.0678 |
| O2 | 0.0326 |
| H2O | 0.1756 |
| Stream No. | Mass Flow Rate (kg/h) | Temperature | Pressure |
|---|---|---|---|
| (°C) | (bar) | ||
| 1 | 63,297 | 178 | 0.8776 |
| 2 | 59,571 | 42 | 0.8621 |
| 3 | 59,629 | 47 | 0.9007 |
| 4 | 53,968 | 43 | 0.8776 |
| 5 | 272,256 | 56 | 2.5 |
| 6 | 272,256 | 40 | 2 |
| 7 | 115,500 | 42 | 2.5 |
| 8 | 121,275 | 51.7 | 1.4 |
| 9 | 119,053 | 51.7 | 2.4 |
| 10 | 119,053 | 42 | 2.2 |
| 17 | 122,483 | 87 | 4.4 |
| 18 | 121,372 | 90 | 3.8 |
| 19 | 121,372 | 116 | 3.6 |
| 20 | 115,612 | 126 | 2.35 |
| 21 | 115,612 | 100 | 2.15 |
| 22 | 115,612 | 70 | 1.95 |
| 23 | 115,612 | 48 | 1.75 |
| 24 | 57.47 | 60 | 2.2 |
| 25 | 6366 | 86 | 2.2 |
| 26 | 5604 | 43 | 2 |
| 27 | 762 | 43 | 2 |
| Column | Packed Sections | Packed Diameter (m) | Packed Height (m) | Packing Type, Material, and Dimension |
| DCC & Soda Ash | Soda Ash | 3.8 | 3 | Saddle, Ceramic, 3″ |
| DCC | 3.8 | 3 | Saddle, Ceramic, 3″ | |
| Absorber | Cooling | 3.5 | 2 | Pall, Plastic, 2″ |
| Washing | 3.5 | 2 | Pall, Plastic, 2″ | |
| Absorber 3rd | 3.5 | 3 | Pall, Plastic, 2″ | |
| Absorber 2nd | 3.5 | 3 | Pall, Plastic, 2″ | |
| Absorber 1st | 3.5 | 3 | Saddle, Ceramic, 3″ | |
| Stripper | Stripper 2nd | 2.4 | 3 | Pall, Ceramic, 2″ |
| Stripper 1st | 2.4 | 7 | Pall, Ceramic, 2″ | |
| Compression equipment | Pressure ratio | Adiabatic Efficiency | consumed power (kW) | ΔP (kPa) |
| Blower | 1.045 | 75 | 89.6 | 3.86 |
| Pump | 3.36 | 75 | 13.76 | 330 |
| Heat exchangers | Type | Hot inlet-outlet temperature (°C) | Cold inlet-outlet temperature (°C) | Base duty (kW) |
| E-1 | Intercooler | 52.6–40 | 20–25 | 4020 |
| E-2 | Cooler | 92.8–48 | 20–25 | 4279 |
| E-3 | Intercooler | 50.3–39 | 20–25 | 1100 |
| E-4 | Intercooler | 52–41.1 | 20–25 | 1200 |
| E-5 | Intercooler | 60.3–51.3 | 20–25 | 1000 |
| E-6 | Condenser | 94.1–43.3 | 20–25 | 780 |
| E-7 | Process Exchanger | 123.5–92.8 | 55–87 | 3680 |
| E-8 | Process Exchanger | 127.2–123.5 | 114.2–115.5 | 440 |
| E-9 | Heater (reboiler) | 153–133 | 45–127 | 7420 |
| Parameter | Actual Value | Values of Simulated Results | Error (%) |
|---|---|---|---|
| Heat consumption (kW) | 7800 | 7420 | 4.80 |
| Blower power (kW) | 94.2 | 89.6 | 4.80 |
| Pump (kW) | 14.43 | 13.76 | 4.60 |
| CO2 mass flow rate (kg/h) | 5604 | 5657 | 0.90 |
| CO2 composition (mol %) | 95.5 | 95.5 | 0 |
| Temperature of lean stream 20 | 126 | 127.2 | 0.95 |
| Pressure of lean stream 20 | 2.35 | 2.35 | 0 |
| MEA rate in lean amine (kmole/h) | 547.9 | 549.1 | 0.22 |
| CO2 rate in lean amine (kmole/h) | 93.5 | 93.7 | 0.21 |
| MEA content in lean amine (% mass) | 28.95 | 29 | 0.17 |
| CO2 content in lean amine (% mass) | 3.56 | 3.57 | 0.28 |
| Temperature of rich stream 8 | 52.5 | 54 | 2.86 |
| Temperature of rich stream 17 | 87 | 87 | 0 |
| Temperature of semi lean stream 19 | 116 | 115 | 0.86 |
| MEA content in Rich amine (% mass) | 27.6115 | 27.6 | 0.04 |
| CO2 content in Rich amine (% mass) | 7.9654 | 7.96 | 0.06 |
| MEA rate in rich amine (kmole/h) | 548.234 | 547.86 | 0.06 |
| CO2 rate in rich amine (kmole/h) | 219.5 | 219.27 | 0.10 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shirmohammadi, R.; Aslani, A.; Ghasempour, R.; Romeo, L.M. CO2 Utilization via Integration of an Industrial Post-Combustion Capture Process with a Urea Plant: Process Modelling and Sensitivity Analysis. Processes 2020, 8, 1144. https://doi.org/10.3390/pr8091144
Shirmohammadi R, Aslani A, Ghasempour R, Romeo LM. CO2 Utilization via Integration of an Industrial Post-Combustion Capture Process with a Urea Plant: Process Modelling and Sensitivity Analysis. Processes. 2020; 8(9):1144. https://doi.org/10.3390/pr8091144
Chicago/Turabian StyleShirmohammadi, Reza, Alireza Aslani, Roghayeh Ghasempour, and Luis M. Romeo. 2020. "CO2 Utilization via Integration of an Industrial Post-Combustion Capture Process with a Urea Plant: Process Modelling and Sensitivity Analysis" Processes 8, no. 9: 1144. https://doi.org/10.3390/pr8091144