
Integral Layout Optimization of Subsea Production Control System Considering Three-Dimensional Space Constraint

Abstract
:1. Introduction
2. Problem Statement and Mathematical Model
2.1. Problem Statement
- 1.
- All control signals can be successfully transmitted to the SCM.
- 2.
- Because a fixed number of SCMs are connected to the SDU, the type of SDU is defined according to the maximum number of SDUs connected to SCMs.
- 3.
- The possible positions of TDP are located on a circle with the FPSO as the center. The radius is the length of the umbilical on the XY plane, and denoted by R.
- 4.
- Only the part located on the seabed surface is considered.
2.2. Constraints
2.2.1. Connection Constraints
- 1.
- Each SCM must be connected to one SDU:
- 2.
- The number of SCMs connected to each SDU should be less than or equal to its maximum number of connections:where denotes the maximum number of SCMs that can be connected to the ith SDU.
- 3.
- All SCMs must be connected to the SDU:
- 1.
- There is at least one SDU connected to FPSO, so the number of SDUs connected to the FPSO should meet:
- 2.
- Each SDU can be connected to m facilities (SDU or FPSO) at most, implying:
- 3.
- The connecting way of FPSO and SDU can be regarded as a tree, where FPSO is the root of the tree. The constraint below should be obtained:
2.2.2. Terrain and Obstacle Constraints
2.2.3. Pipe Routes Constraint
2.2.4. Position Constraints
2.3. Objective Function
3. Optimization Algorithm
3.1. Adaptive Mutation Particle Swarm Algorithm
3.2. A-Star Algorithm
- 1.
- Store the start node into a list called Openlist and calculate ;
- 2.
- If Openlist is empty, the route does not exist—otherwise, continue;
- 3.
- Move the node with the smallest f value in the Openlist to the Closelist and call this node ;
- 4.
- If is the end node , retrace the parent node from to to obtain the route and output the route length—otherwise, continue;
- 5.
- Expand the eight neighboring nodes of and call them . Ignore the node in the Closelist and barrier set . For the remaining nodes , calculate ;
- 6.
- If is the smallest and the node is in the Openlist, then set as the parent of —otherwise, perform step 2. If is not in Openlist and Closelist, put it in Openlist and execute step 2.
4. Optimization Process
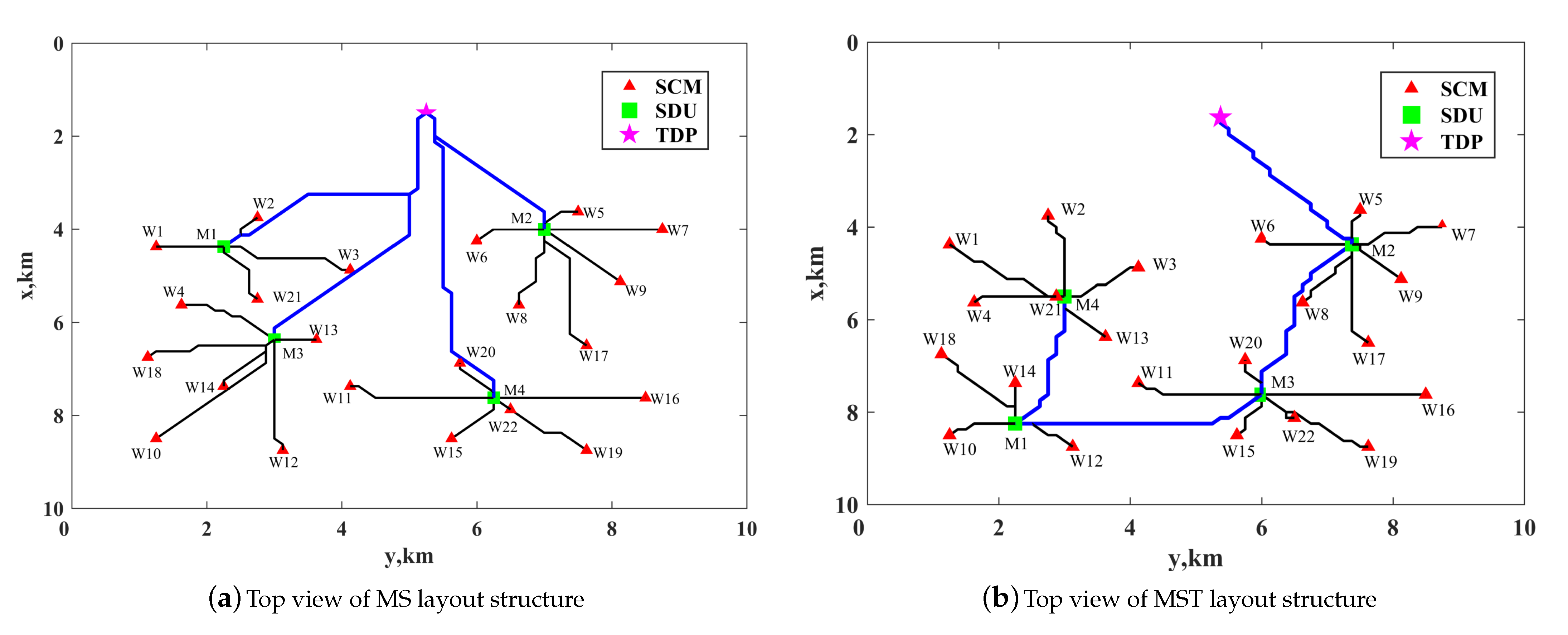
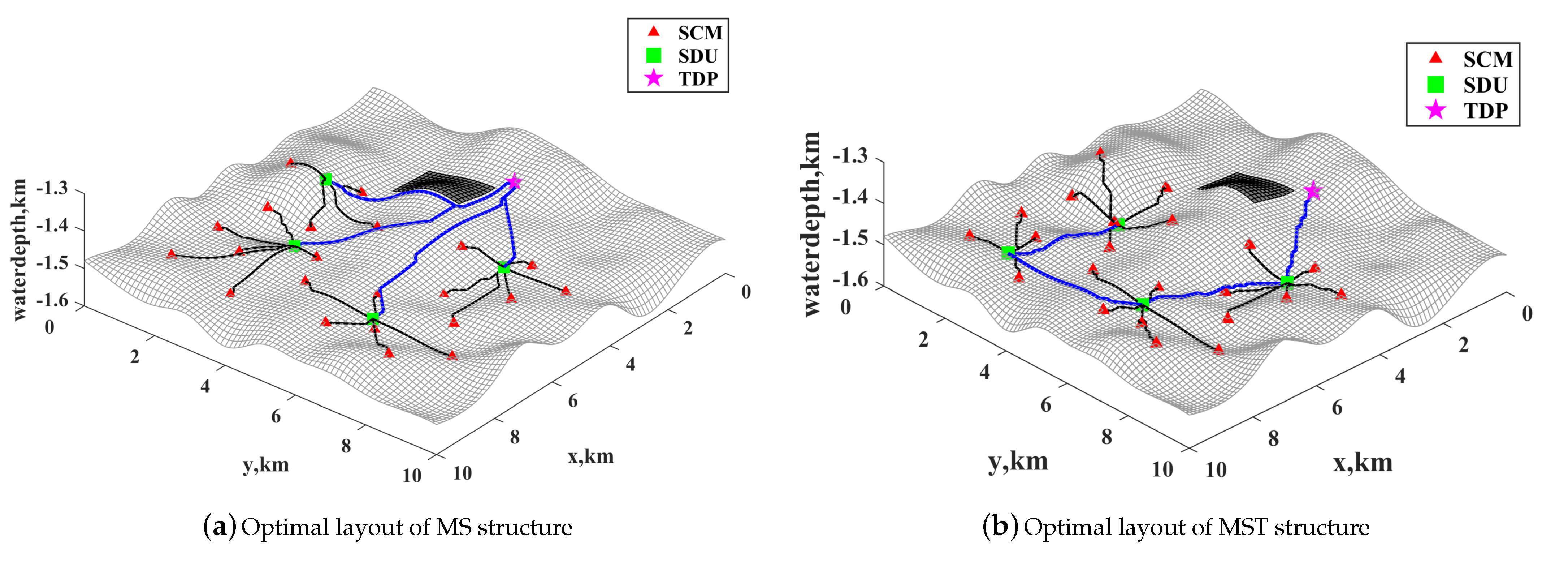
4.1. Optimization Process of the MS Layout Structure
4.2. Optimization Process of MST Layout Structure
5. Case Study and Discussion
5.1. Case Study
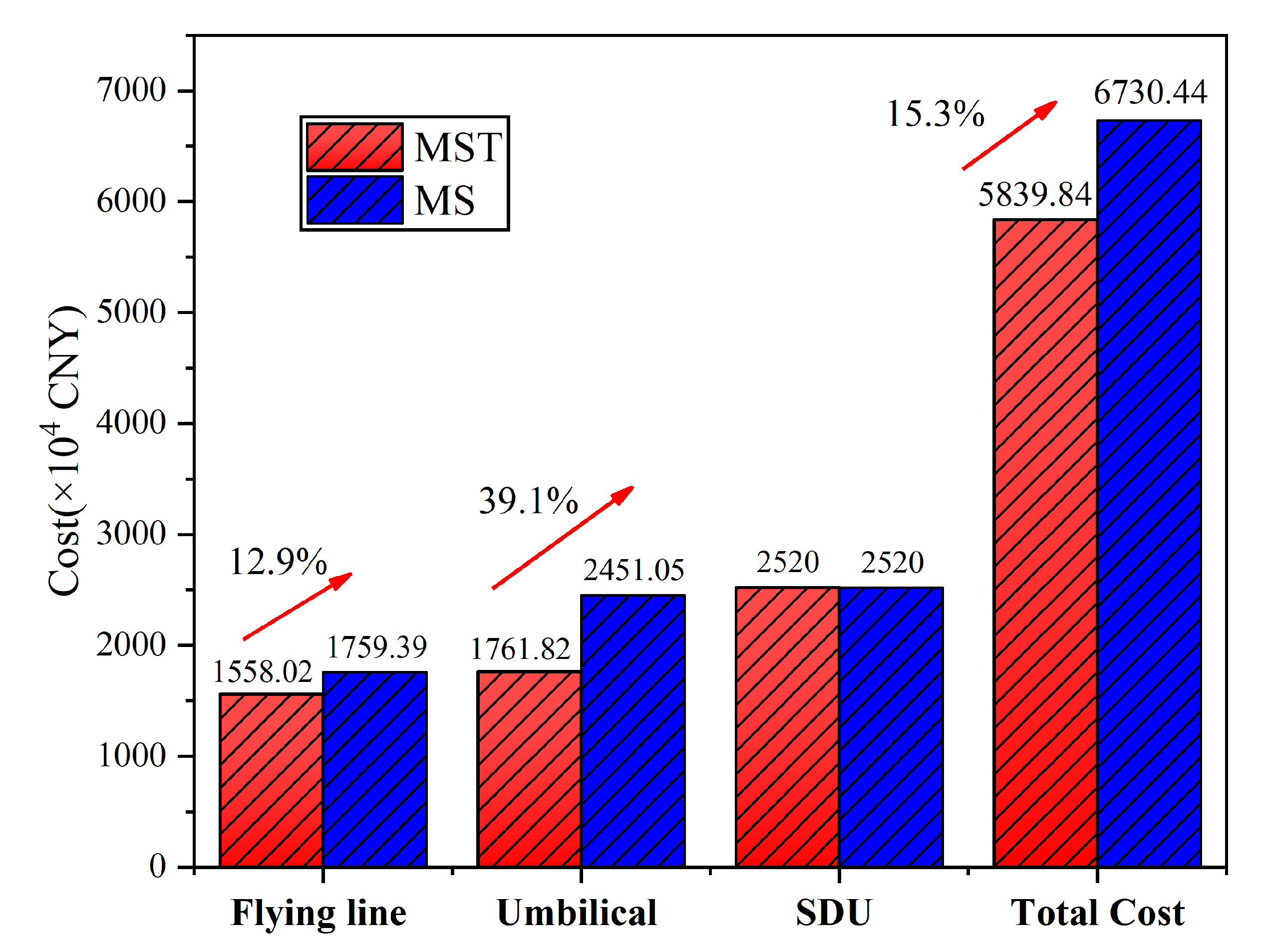
5.2. Discussion
5.2.1. Influence of Seabed Terrain
5.2.2. Optimization Algorithm
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| FPSO | Floating production storage and offloading |
| SDU | Subsea distribution unit |
| SCM | Subsea control module |
| PSO | Particle swarm algorithm |
| AMPSO | Adaptive mutation particle swarm algorithm |
| TDP | Touch down point |
| MS | Multi-layer star |
| MST | Multi-layer star-tree |
References
- Kaiser, M.J. World offshore energy loss statistics. Energy Policy 2007, 35, 3496–3525. [Google Scholar] [CrossRef]
- Herdeiro, M.; da Cunha, C.; Motta, B. Development of the Barracuda Furthermore, Caratinga Subsea Production System—An Overview. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 2005; pp. 1–12. [Google Scholar] [CrossRef]
- Longo, C.E.; Neto, S.; Paula, M.; Lopes, F.; Godinho, C. Albacora Leste field-subsea production system development. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 1–4 May 2006; pp. 916–930. [Google Scholar] [CrossRef]
- Lorenzatto, R.; Juiniti, R.; Gomes, J.; Martins, J. The Marlim Field Development: Strategies and Challenges. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 3–6 May 2004; pp. 1–9. [Google Scholar] [CrossRef]
- Buckley, K.; Uehara, R. Subsea Concept Alternatives for Brazilian Pre-Salt Fields. In Proceedings of the Offshore Technology Conference in Brasil, Rio de Janeiro, Brazil, 24–26 October 2017; pp. 11–24. [Google Scholar] [CrossRef]
- Duncan, T.; Braathen, B.I.; McCormack, N.; Stauble, M.; Campbell. One gulf reaching 50 billion boe and growing. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 30 April–3 May 2018; pp. 3584–3607. [CrossRef]
- Beltrao, R. Cost reduction in deep water production systems. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 1–4 May 1995; pp. 11–24. [Google Scholar] [CrossRef]
- Bai, Y.; Bai, Q. (Eds.) Overview of Subsea Engineering. In Subsea Engineering Handbook, 2nd ed.; Publishing House: Boston, MA, USA, 2019; pp. 3–22. [Google Scholar] [CrossRef]
- Zuo, X.; Yue, Y.; Duan, Y.; Guo, L. An Overview of Subsea Production Control System. Mar. Eng. Equip. Technol. 2016, 3, 58–66. [Google Scholar]
- Yasseri, S.F.; Bahai, H. Availability assessment of subsea distribution systems at the architectural level. Ocean Eng. 2018, 153, 399–411. [Google Scholar] [CrossRef]
- Cui, Z.; Lin, H.; Wu, Y.; Wang, Y.; Feng, X. Optimization of Pipeline Network Layout for Multiple Heat Sources Distributed Energy Systems Considering Reliability Evaluation. Processes 2021, 9, 1308. [Google Scholar] [CrossRef]
- Duan, Z.; Liao, Q.; Wu, M.; Zhang, H.; Liang, Y. Optimization of pipeline network structure of cbm fields considering three-dimensional geographical factors. In Proceedings of the 2016 11th International Pipeline Conference, Calgary, AB, Canada, 26–30 September 2016; pp. 1–12. [Google Scholar] [CrossRef]
- Zhang, H.; Liang, Y.; Zhang, W.; Wang, B.; Yan, X.; Liao, Q. A unified MILP model for topological structure of production well gathering pipeline network. J. Pet. Sci. Eng. 2017, 152, 284–293. [Google Scholar] [CrossRef]
- Zhang, H.; Liang, Y.; Ma, J.; Qian, C.; Yan, X. An MILP method for optimal offshore oilfield gathering system. Ocean Eng. 2017, 141, 25–34. [Google Scholar] [CrossRef]
- Wu, Y.; Xu, S.; Zhao, H.; Wang, Y.; Feng, X. Coupling Layout Optimization of Key Plant and Industrial Area. Processes 2020, 8, 185. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Wu, Y. A chemical industry area-wide layout design methodology for piping implementation. Chem. Eng. Res. Des. 2017, 118, 81–93. [Google Scholar] [CrossRef]
- Rodrigues, H.; Prata, B.; Bonates, T. Integrated optimization model for location and sizing of offshore platforms and location of oil wells. J. Pet. Sci. Eng. 2016, 145, 734–741. [Google Scholar] [CrossRef] [Green Version]
- Silva, L.; Guedes Soares, C. An integrated optimization of the floating and subsea layouts. Ocean Eng. 2019, 191, 106557. [Google Scholar] [CrossRef]
- Wang, Y.; Duan, M.; Xu, M.; Wang, D.; Feng, W. A mathematical model for subsea wells partition in the layout of cluster manifolds. Appl. Ocean Res. 2012, 36, 26–35. [Google Scholar] [CrossRef]
- Wang, Y.; Duan, M.; Feng, J.; Mao, D.; Xu, M.; Estefen, S.F. Modeling for the optimization of layout scenarios of cluster manifolds with pipeline end manifolds. Appl. Ocean Res. 2014, 46, 94–103. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.; Zhang, A.; Qiu, W.; Duan, M.; Wang, Q. A new optimization algorithm for the layout design of a subsea production system. Ocean Eng. 2021, 232, 109072. [Google Scholar] [CrossRef]
- Liu, H.; Gjersvik, T.B.; Faanes, A. Subsea field layout optimization (part II)–the location-allocation problem of manifolds. J. Pet. Sci. Eng. 2022, 208, 109273. [Google Scholar] [CrossRef]
- Ribeiro, R.; Baioco, J.S.; Pires, B.S.L. Optimal design of submarine pipeline routes by genetic algorithm with different constraint handling techniques. Adv. Eng. Softw. 2014, 76, 110–124. [Google Scholar] [CrossRef]
- Baioco, J.S.; Albrecht, C.H.; de Lima, B.S.L.P.; Jacob, B.P.; Rocha, D.M. Multi-Objective Optimization of Subsea Pipeline Routes in Shallow Waters. In Proceedings of the ASME 2017 36th International Conference on Offshore Mechanics and Arctic Engineering, Trondheim, Norway, 25–30 June 2017; pp. 11–15. [Google Scholar] [CrossRef]
- Kang, J.Y.; Lee, B.S. Optimisation of pipeline route in the presence of obstacles based on a least cost path algorithm and laplacian smoothing. Int. J. Nav. Archit. Ocean Eng. 2017, 9, 492–498. [Google Scholar] [CrossRef]
- Hong, C.; Estefen, S.F.; Lourenço, M.I.; Wang, Y. A nonlinear constrained optimization model for subsea pipe route selection on an undulating seabed with multiple obstacles. Ocean Eng. 2019, 186, 106088. [Google Scholar] [CrossRef]
- Zhang, H.; Liang, Y.; Ma, J.; Shen, Y.; Yan, X.; Yuan, M. An improved PSO method for optimal design of subsea oil pipelines. Ocean Eng. 2017, 141, 154–163. [Google Scholar] [CrossRef]
- Ruan, W.; Bai, Y.; Cheng, P. Static analysis of deepwater lazy-wave umbilical on elastic seabed. Ocean Eng. 2014, 91, 73–83. [Google Scholar] [CrossRef]
- Bai, Y.; Bai, Q. (Eds.) Subsea Umbilical Systems. In Subsea Engineering Handbook, 2nd ed.; Publishing House: Boston, MA, USA, 2019; pp. 837–862. [Google Scholar] [CrossRef]
- Yang, Z.; Yan, J.; Sævik, S.; Lu, Q.; Ye, N.; Chen, J.; Yue, Q. Integrated optimisation design of a dynamic umbilical based on an approximate model. Mar. Struct. 2021, 78, 102995. [Google Scholar] [CrossRef]
- Rentschler, M.U.; Adam, F.; Chainho, P. Design optimization of dynamic inter-array cable systems for floating offshore wind turbines. Renew. Sustain. Energy Rev. 2019, 111, 622–635. [Google Scholar] [CrossRef]
- Tan, Z.; Li, X.; Zhang, F. Design and research on suubsea production control system configuration. Autom. Petrochem. Ind. 2016, 52, 13–17. [Google Scholar]
- Nasri, N.; Mnasri, S.; Val, T. 3D node deployment strategies prediction in wireless sensors network. Int. J. Electron. 2020, 107, 808–838. [Google Scholar] [CrossRef]
- Mnasri, S.; Nasri, N.; Alrashidi, M.; van den Bossche, A.; Val, T. IoT networks 3D deployment using hybrid many-objective optimization algorithms. J. Heuristics 2020, 26, 663–709. [Google Scholar] [CrossRef]
- Kennedy, J.; Eberhart, R. Particle swarm optimization. In Proceedings of the ICNN’95-International Conference on Neural Networks, Perth, WA, Australia, 27 November–1 December 1995; Volume 4, pp. 1942–1948. [Google Scholar] [CrossRef]
- Yen, G.G.; Leong, W.F. A Multiobjective Particle Swarm Optimizer for Constrained Optimization. Int. J. Swarm. Intell. Res. 2011, 2, 1–23. [Google Scholar] [CrossRef]
- Li, D.; Guo, W.; Lerch, A.; Li, Y.; Wang, L.; Wu, Q. An adaptive particle swarm optimizer with decoupled exploration and exploitation for large scale optimization. Swarm Evol. Comput. 2021, 60, 100789. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Yang, H. Self-adaptive mutation differential evolution algorithm based on particle swarm optimization. Appl. Soft Comput. 2019, 81, 105496. [Google Scholar] [CrossRef]
- Liang, H.; Kang, F. Adaptive mutation particle swarm algorithm with dynamic nonlinear changed inertia weight. Optik 2016, 127, 8036–8042. [Google Scholar] [CrossRef]
- Yang, C.; Gu, L.; Gui, W. Particle Swarm Optimization Algorithm with Adaptive Mutation. Comput. Eng. 2008, 16, 188–190. [Google Scholar]
- Hart, P.E.; Nilsson, N.J.; Raphael, B. A Formal Basis for the Heuristic Determination of Minimum Cost Paths. IEEE Trans. Syst. Sci. Cybern. 1968, 4, 100–107. [Google Scholar] [CrossRef]
- Xiao, J.; Al-Muraikhi, A.; Qahtani, A.M. Automated route finding for production flowlines to minimize liquid inventory and pressure loss. In Proceedings of the SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 24–27 September 2006; pp. 1–7. [Google Scholar] [CrossRef]
- Ammar, A.; Bennaceur, H.; Châari, I.; Koubâa, A.; Alajlan, M. Relaxed Dijkstra and A* with Linear Complexity for Robot Path Planning Problems in Large-Scale Grid Environments. Soft Comput. 2016, 20, 4149–4171. [Google Scholar] [CrossRef]
- Rezaee, A.; Jasni, J. Parameter selection in particle swarm optimisation: A survey. J. Exp. Theor. Artif. Intell. 2013, 25, 527–542. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Application | Space | Advantage | Disadvantage |
|---|---|---|---|---|
| Cui et al. [11] | Pipe network layout | 2D | Layout for four types of pipe network considering pipe reliability | 3D terrain not considered; no integral optimization |
| Duan et al. [12] | Pipe network layout | 3D | Considered 3D terrain and layout for four types of pipe network | No integral optimization; no optimal solution obtained |
| Zhang et al. [13] | Layout of oil-gathering pipe network | 3D | Proposed unified MILP model and considered 3D terrain | No optimal solution was obtained |
| Zhang et al. [14] | Layout of subsea oil-gathering system | 3D | Proposed MILP model considering pressure loss in the pipe | No optimization of the pipeline route; no optimal solution obtained |
| Wang et al. [15] | Layout of industrial plants | 2D | Proposed a hybrid algorithm for coupling optimization | 3D terrain not considered |
| Silva et al. [18] | Layout of subsea oil-gathering system | 2D | Integral optimization of FPSO and subsea oil-gathering system | The pipe route was not optimized, which made the layout inaccurate |
| Wang et al. [21] | Layout of subsea oil-gathering system | 2D | Proposed an algorithm for integral optimization | 3D terrain not considered and inaccurate layout |
| Liu et al. [22] | Layout of subsea oil-gathering system | 2D | Established MINLP optimization model and simplified model | Due to simplified model, optimal layout could not be obtained |
| SCM Number | Coordinate (km) | SCM Number | Coordinate (km) |
|---|---|---|---|
| 1 | (4.375, 1.250, −1.444) | 12 | (8.750, 3.125, −1.506) |
| 2 | (3.750, 2.750, −1.490) | 13 | (6.375, 3.625, −1.502) |
| 3 | (4.875, 4.125, −1.475) | 14 | (7.375, 2.250, −1.494) |
| 4 | (5.625, 1.625, −1.485) | 15 | (8.500, 5.625, −1.494) |
| 5 | (3.625, 7.500, −1.504) | 16 | (7.625, 8.500, −1.513) |
| 6 | (4.250, 6.000, −1.481) | 17 | (6.500, 7.625, −1.514) |
| 7 | (4.000, 8.750, −1.506) | 18 | (6.750, 1.125, −1.503) |
| 8 | (5.625, 6.625, −1.520) | 19 | (8.750, 7.625, −1.487) |
| 9 | (5.125, 8.125, −1.496) | 20 | (6.875, 5.750, −1.498) |
| 10 | (8.500, 1.250, −1.488) | 21 | (5.500, 2.750, −1.499) |
| 11 | (7.375, 4.125, −1.499) | 22 | (5.500, 2.750, −1.499) |
| MAX SCM Number | Basic Cost (CNY ) | Additional Cost (CNY ) | Unit Price (CNY ) | Optimised Number | Total Cost (CNY ) |
|---|---|---|---|---|---|
| 4 | 300 | 60 | 540 | 1 | 2520 |
| 6 | 300 | 60 | 660 | 3 |
| Problem Dimensions | Iteration Step | SwarmSize | ||||
|---|---|---|---|---|---|---|
| 13 | 200 | 30 | 0.4 | 0.9 | 2 | 2 |
| 18 | 200 | 30 | 0.4 | 0.9 | 2 | 2 |
| TDP Position (km) | SDU Position (km) | SCM Number | Umbilical Length (km) | Flying Line Length (km) | Functional Pipe Cost (CNY ) |
|---|---|---|---|---|---|
| (1.500, 5.250, −1.472) | (4.375, 2.250, −1.453) | W1 | 5.0725 | 1.0007 | 4210.44 |
| W2 | 0.8334 | ||||
| W3 | 2.0843 | ||||
| W21 | 1.3336 | ||||
| (4.000, 7.000, −1.509) | W5 | 3.2253 | 0.7286 | ||
| W6 | 1.1039 | ||||
| W7 | 1.7500 | ||||
| W8 | 1.7804 | ||||
| W9 | 1.5913 | ||||
| W17 | 2.7590 | ||||
| (6.375, 3.000, −1.497) | W4 | 5.8079 | 1.6863 | ||
| W10 | 2.8502 | ||||
| W12 | 2.4270 | ||||
| W13 | 0.6250 | ||||
| W14 | 1.1307 | ||||
| W18 | 2.0307 | ||||
| (7.625, 6.250, −1.502) | W11 | 6.5397 | 2.2287 | ||
| W15 | 1.1339 | ||||
| W16 | 2.2501 | ||||
| W19 | 1.8413 | ||||
| W20 | 0.9571 | ||||
| W22 | 0.3536 |
| TDP Position (km) | SDU Position (km) | Connection Relation 1 | Flying Line Length (km) | Connection Relation 2 | Umbilical Length (km) | Functional Pipe Cost ( CNY) |
|---|---|---|---|---|---|---|
| (1.625, 5.375, −1.452) | (8.250, 2.250, −1.498) | M1-W10 | 1.1036 | M1-M3 | 4.0090 | 3319.84 |
| M1-W12 | 1.0821 | |||||
| M1-W14 | 0.8750 | |||||
| M1-W18 | 2.0392 | |||||
| (4.375, 7.375, −1.515) | M2-W5 | 0.8019 | M2-FPSO | 3.6522 | ||
| M2-W6 | 1.4273 | |||||
| M2-W7 | 1.5304 | |||||
| M2-W8 | 1.5607 | |||||
| M2-W9 | 1.1341 | |||||
| M2-W17 | 2.2286 | |||||
| (7.625, 6.000, −1.499) | M3-W11 | 1.9787 | M3-M2 | 3.8198 | ||
| M3-W15 | 1.0304 | |||||
| M3-W16 | 2.5001 | |||||
| M3-W19 | 2.0913 | |||||
| M3-W20 | 0.8536 | |||||
| M3-W22 | 0.7804 | |||||
| (5.500, 3.000, −1.504) | M4-W1 | 2.2186 | M4-M1 | 3.0609 | ||
| M4-W2 | 1.8538 | |||||
| M4-W3 | 1.3843 | |||||
| M4-W4 | 1.4274 | |||||
| M4-W13 | 1.1339 | |||||
| M4-W21 | 0.1250 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, Y.; Liu, Z.; Zuo, X. Integral Layout Optimization of Subsea Production Control System Considering Three-Dimensional Space Constraint. Processes 2021, 9, 1947. https://doi.org/10.3390/pr9111947
Yue Y, Liu Z, Zuo X. Integral Layout Optimization of Subsea Production Control System Considering Three-Dimensional Space Constraint. Processes. 2021; 9(11):1947. https://doi.org/10.3390/pr9111947
Chicago/Turabian StyleYue, Yuanlong, Zhixiang Liu, and Xin Zuo. 2021. "Integral Layout Optimization of Subsea Production Control System Considering Three-Dimensional Space Constraint" Processes 9, no. 11: 1947. https://doi.org/10.3390/pr9111947