
Processing Technologies for Crisis Response on the Example of COVID-19 Pandemic—Injection Molding and FFF Case Study




Abstract
:1. Introduction
2. State of the Art
2.1. Literature Review of FFF 3D Printing
- No need to design and make a tool, e.g., an injection mold—it allows you to save time and avoid high costs of expensive tools—especially important in small-lot production or in the case of a model consisting of several different elements, where traditional techniques would require the use of more than one mold or a complex supply chain [14].
- Personalized products are an example—production of models for a specific application, tailored to the user’s preferences, along with quick model optimization—especially in the sports industry or in industrial use in maintenance. 3D printing gives the possibility of producing spare parts for machines directly in the plant, which significantly contributes to reduction of production losses related to equipment stoppage, waiting for transport, etc. [15,16].
- The possibility of constructing complex, non-standard models with varying shapes and arrangement of planes/curves, as well as selected internal geometry (the object may have a full or openwork filling of a different arrangement), impossible or difficult to obtain with traditional techniques, as well as the possibility of changing the model or improving it at any time of production [14].
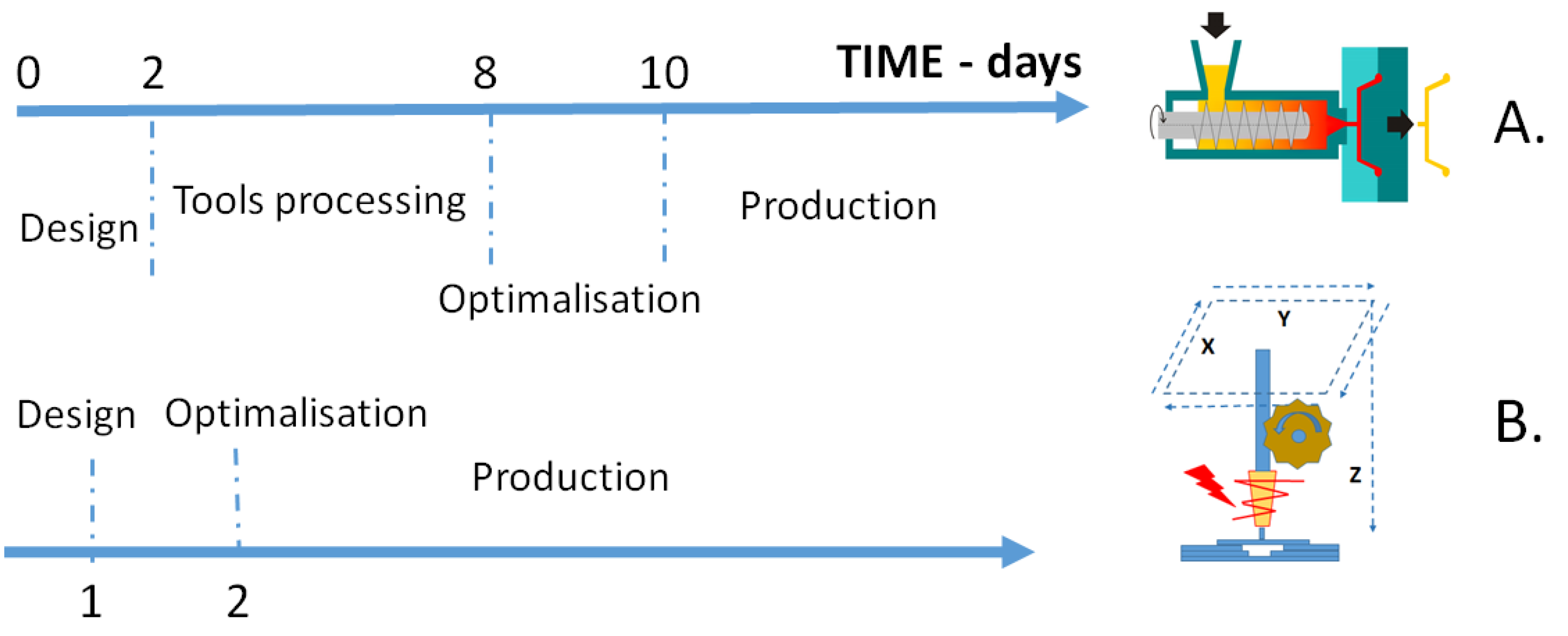
- Launching the production cycle immediately after the design stage, usually from a few hours to two days [17].
- Increased energy consumption per product unit mass—3D printing technologies require significant amounts of energy to apply a thin layer of material each time [19].
- Increased waste production related to factors resulting from the technology itself (unsuccessful prints, supports printing, post-processing); currently there is a significant problem of plastic waste production and the recycling thereof, which also applies to materials used for 3D printing. The popular PLA, which despite being considered ‘bio-friendly’, is not effectively recycled or composted as of today [20,21].
- Increased processing time per production unit increases the likelihood of a process fatal error [24].
- Lower mechanical strength, especially in the Z axis, resulting from, among others, poor layer-to-layer (interlayer) adhesion, the presence of air gap between the layers, and inter-layer distortion—many high-strength materials still do not meet this criterion [25]; fibre‑reinforced compositions were proposed as a solution for some of these issues; however, this method is still not perfect and causes problems related to the formation of voids between the layers, poor adhesion of fibres and matrix, and greater wear on the nozzle [26].
- The number of currently available materials for FFF printing is still limited, and each individual polymer has its own specificity of work, which can be problematic to control. Most of the thermoplastics on the market are dedicated to traditional processing techniques, such as injection/extrusion/blow molding, and the modification of plastics for FFF is still a niche topic explored mainly in the scientific community.
- For materials with high processing shrinkage, there is a need to heat the table or the entire printer chamber, which significantly increases the energy consumption per production unit [19].
- Noticeably lower visual quality of products, with the exception of systems with a very small nozzle diameter and parameters optimized for a specific printing material and product, which increases both the preparation time for printing and the printing process itself. Alternatively, the product requires additional post-processing [27].
2.2. Additive Techniques Compared to the Injection Molding Method
3. Materials and Methods
3.1. Materials and Methods for 3D Printing vs. Injection Molding Experiments
3.2. Simulation Model
4. Process Set-Up and Simulation Purpose
- (1)
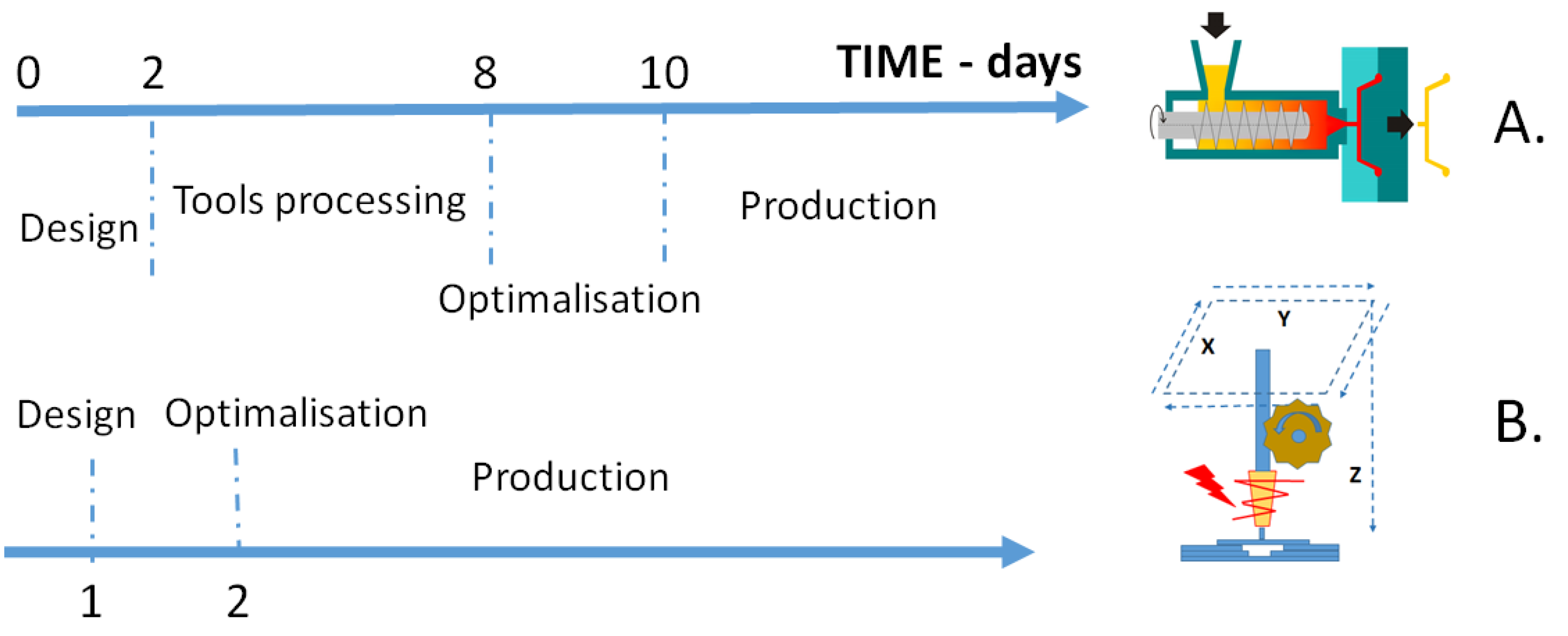
- Designing combined with computer simulation of the injection process—this stage may take up to several days depending on the complexity of the product. Despite the fact that it requires time, it is a much cheaper operation than direct injection tests after designing the tool and subsequent reworking of a wrongly designed tool. In the case of making a tool without simulations, this stage often ends with the production of a new tool, the actual geometry of which has been determined in technological trials.
- (2)
- Technological tests after making a tool, the critical elements of which have been verified in a computer simulation—this stage may be very short, in the order of hours or, in an unfavorable situation, up to several days. The optimization time was also included (possible tool or process correction).
- (3)
- Production start-up—from an hour to several hours, assuming that in all previous stages the most satisfactory results were achieved. In relation to the injected product, injection tools are elements of large mass, have a precise structure and require specialist knowledge in the area of designing and operating the apparatus. In the absence of the latter, the period from the decision to the launch of production may be, in extremely unfavorable cases, up to 40–60 days for complex details to be produced.
5. Discussion
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fawcett, S.E.; Waller, M.A. Supply chain game changers—mega, nano, and virtual trends—and forces that impede supply chain design (i.e., building a winning team). J. Bus. Logist. 2014, 35, 157–164. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- LeHong, H.; Fenn, J. Emerging Technologies Hype Cycle; Report; Gartner: Stamford, CT, USA, 2012. [Google Scholar]
- Baasiliere, P.; Shanler, M. Hype Cycle for 3D Printing; Report; Gartner: Stamford, CT, USA, 2015. [Google Scholar]
- Valentinčič, J.; Peroša, M.; Jerman, M.; Sabotin, I.; Lebar, A. Low Cost Printer for DLP Stereolithography. J. Mech. Eng. 2017, 63, 559–566. [Google Scholar] [CrossRef] [Green Version]
- Schmidleithner, C.; Kalaskar, D.M. Stereolithography. In 3D Printing; Cvetković, D., Ed.; IntechOpen: London, UK, 2018; pp. 1–22. [Google Scholar]
- Kataria, A.; Rosen, D.W. Building around inserts: Methods for fabricating complex devices in stereolithography. Rapid Prototyp. J. 2001, 7, 253–262. [Google Scholar] [CrossRef]
- Bártolo, P.J.; Gibson, I. History of Stereolithographic Processes; International Journal of Scientific and Research Publications; Centre for Rapid and Sustainable Product, Polytechnic Institute of Leiria: Leiria, Portugal, 2018; Volume 8, ISSN 2250-3153. [Google Scholar]
- Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. Selective laser sintering (SLS) 3D printing of medicines. Int. J. Pharm. 2017, 529, 285–293. [Google Scholar] [CrossRef] [Green Version]
- Upcraft, S.; Fletcher, R. The rapid prototyping technologies. Assem. Autom. 2003, 23, 318–330. [Google Scholar] [CrossRef]
- Novakova-Marcincinova, L.; Kuric, I. Basic and Advanced Materials for Fused Deposition Modeling Rapid Prototyping Technology. Manuf. Ind. Eng. 2012, 11, 24–27. [Google Scholar]
- Kalmanovich, G. “Curved-Layer” Laminated Object Manufacturing. In Proceedings of the 1996 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 1996. [Google Scholar]
- Vinodh, S.; Sundararaj, G.; Devadasan, S.R.; Kuttalingam, D.; Rajanayagam, D. Agility through rapid prototyping technology in a manufacturing environment using a 3D printer. J. Manuf. Technol. Manag. 2009, 20, 1023–1041. [Google Scholar] [CrossRef]
- A Third Industrial Revolution. The Economist, 21 April 2012.
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Rayna, T.; Striukova, L. From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technol. Forecast. Soc. Chang. 2016, 102, 214–224. [Google Scholar] [CrossRef] [Green Version]
- Yoon, H.-S.; Lee, J.-Y.; Kim, H.-S.; Kim, E.-S.; Shin, Y.-J.; Chu, W.-S.; Ahn, S.-H. A Comparison of Energy Consumption in Bulk Forming, Subtractive, and Additive Processes: Review and Case Study. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 261–279. [Google Scholar] [CrossRef]
- Sanchez, F.A.C.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Dobrosielska, M.; Przekop, R.E.; Sztorch, B.; Brząkalski, D.; Zgłobicka, I.; Łępicka, M.; Dobosz, R.; Kurzydłowski, K.J. Biogenic Composite Filaments Based on Polylactide and Diatomaceous Earth for 3D Printing. Materials 2020, 13, 4632. [Google Scholar] [CrossRef] [PubMed]
- Franchetti, M.; Kress, C. An economic analysis comparing the cost feasibility of replacing injection molding processes with emerging additive manufacturing techniques. Int. J. Adv. Manuf. Technol. 2017, 88, 2573–2579. [Google Scholar] [CrossRef]
- Atzeni, E.; Salmi, A. Economics of additive manufacturing for end-usable metal parts. Int. J. Adv. Manuf. Technol. 2012, 62, 1147–1155. [Google Scholar] [CrossRef]
- Drizo, A.; Pegna, J. Environmental Impacts of Rapid Prototyping: An Overview of Research to Date. Rapid Prototyp. J. 2006, 12, 64–71. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Ngo, T.; Kashani, A.; Imbalzano, G.; Nguyen, K.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Boros, R.; Rajamani, P.K.; Kovács, J.G. Combination of 3D printing and injection molding: Overmolding and overprinting. Express Polym. Lett. 2019, 13, 889–897. [Google Scholar] [CrossRef]
- Gordon, J., Jr. Total Quality Process Control for Injection Molding; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Huamin, Z. Computer Modeling for Injection Molding: Simulation, Optimization, and Control; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Kent, R. Energy Menagement in Plastics Processing. Strategies, Targets, Techniques and Tools; Plastics Information Direct: London, UK, 2013. [Google Scholar]
- Jałbrzykowski, M. Wybrane Zagadnienia Procesu Wtryskiwania Biopolimerów do Zastosowań Technicznych na Przykładzie Polilaktydu (PLA); Wydawnictwo Polskiego Towarzystwa Inżynierii Rolniczej, Inżynieria Rolnicza: Kraków, Poland, 2019. [Google Scholar]
- Jałbrzykowski, M.; Obidziński, S. A comparison of the breaking strength of samples of parts made from pure and regrind polypropylene. J. Res. Appl. Agric. Eng. 2017, 62, 55–58. [Google Scholar]
- Rytka, C.; Lungershausen, J.; Kristiansen, P.M.; Neyer, A. 3D filling simulation of micro- and nanostructures in comparison to iso- and variothermal injection moulding trials. J. Micromech. Microeng. 2016, 26, 065018. [Google Scholar] [CrossRef]
- Martowibowo, S.Y.; Kaswadi, A. Optimization and Simulation of Plastic Injection Process using Genetic Algorithm and Moldflow. Chin. J. Mech. Eng. 2017, 30, 398–406. [Google Scholar] [CrossRef]
- Rosato, D.V.; Rosato, D.V.; Rosato, M.G. Injection Molding Handbook; Springer Science & Business Media LLC: New York, NY, USA, 2000. [Google Scholar]
- Jałbrzykowski, M.; Obidziński, S.; Minarowski, Ł. Wpływ wybranych parametrów procesu wtryskiwania na wytrzymałość na rozciąganie detali z polilaktydu starzonych w środowisku płynu Sorensena. Przemysł Chem. 2017, 96, 1869–1872. [Google Scholar] [CrossRef]
- Kitayama, S.; Onuki, R.; Yamazaki, K. Warpage reduction with variable pressure profile in plastic injection molding via sequential approximate optimization. Int. J. Adv. Manuf. Technol. 2014, 72, 827–838. [Google Scholar] [CrossRef]
- Sykutera, D.; Czyzewski, P.; Kosciuszko, A.; Szewczykowski, P.; Wajer, L.; Bielinski, M. Monitoring of the injection and holding phases by using a modular injection mold. J. Polym. Eng. 2018, 38, 63–71. [Google Scholar] [CrossRef]
- Pruitt, L.A.; Chakravartula, A.M. Mechanics of Biomaterials: Fundamental Principles for Implant Design; Cambridge University Press: Cambridge, UK, 2011. [Google Scholar]
- Hatta, N.M.; Azlan, M.Z.; Shayfull, Z.; Roselina, S.; Nasir, S.M. Analysis of The Shrinkage at The Thick Plate Part using Response Surface Methodology. In Proceedings of the 3rd Electronic and Green Materials International Conference (EGM), Aonang Krabi, Thailand, 30 April 2017; p. 020152. [Google Scholar]
- Giret, A. Sustainability in manufacturing operations scheduling: A state of the art review. J. Manuf. Syst. 2015, 37, 126–140. [Google Scholar] [CrossRef]
- Fisher, J.M. Handbook of Molded Part Shrinkage and Warpage; Plastic Design Library, William Andrew Inc.: Norwich, CT, USA, 2003. [Google Scholar]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Nobrega, J.M.; Gaspar-Cunha, A. Modeling of Plasticating Injection Molding—Experimental Assessment. Int. Polym. Process. 2014, 29, 558–569. [Google Scholar] [CrossRef]
- Diduch, C.; Dubay, R.; Li, W.G. Temperature control of injection molding. Part 1: Modeling and Identification. Polym. Eng. Sci. 2007, 44, 2308–2317. [Google Scholar] [CrossRef]
- Chil-Chyuan, K.; Wei-Hua, C.; Jia-Wei, Z.; Ysai, D.-A.; Cao, Y.-L.; Juang, B.-Y. A new method of manufacturing a rapid tooling with different cross-sectional cooling channels. Int. J. Adv. Manuf. Technol. 2017, 92, 3481–3487. [Google Scholar]
- Bilewicz, M.; Viana, J.C.; Dobrzanski, L.A. Development of microstructure affected by in-mould manipulation in polymer composites and nanocomposites. J. Achiev. Mater. Manuf. Eng. 2008, 31, 71–76. [Google Scholar]
- Eladl, A.; Mostafa, R.; Islam, A.; Loaldi, D.; Soltan, H.; Hansen, H.N.; Tosello, G. Effect of Process Parameters on Flow Length and Flash Formation in Injection Moulding of High Aspect Ratio Polymeric Micro Features. Micromachines 2018, 9, 58. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rosato, D.V.; Rosato, M.G. Injection Molding Handbook, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2000. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer height | 0.25 mm |
| Top layer height | 0.25 mm |
| Shells | 2 |
| Top and bottom layers number | 3 |
| Bottom layers number | 3 |
| Infill density | 5% |
| Infill pattern | Triangular |
| Printing speed | 60 mm/s |
| Idle speed | 80 mm/s |
| Extruder temp. | 240 °C |
| Bed temp. | 80 °C |
| Variable | Variable Symbol | 3D Printer | Single Socket Injection Molding | 3D Farm 200 pcs | Multiple Socket Injection Molding |
|---|---|---|---|---|---|
| Tool cost * | ct | 0 | 12,000 1 | 0 | 15,000 1 |
| Design cost * | cd | 250 1 | 450 1 | 250 1 | 1000 1 |
| Material type | - | PET | PA REC | PET | PA REC |
| Material cost [USD/kg] | cm | 16 | 3 | 16 | 3 |
| Output [g/h] | o | 15 2 | 5800 2 | 3000 2 | 23,200 2 |
| No. product units per 24 h | ud | 6 2 | 2142 2 | 1108 2 | 8566 2 |
| % defective product units | d | 7% 2 | 1% 2 | 7% 2 | 1% 2 |
| Effective product unit output per 24 h | oe | 5 2 | 2120 2 | 1030 2 | 8480 2 |
| Product unit mass [g] | mu | 65 2 | 65 2 | 65 2 | 65 2 |
| Cost per a unit * | cu | 1.04 | 0.195 | 1.04 | 0.195 |
| Machine power * [kW] | p | 0.3 | 19 | 60 | 28 |
| Energy consumption per 24 h [kWh] | ed | 2.16 | 182.4 | 576 | 268.8 |
| Energy consumption per unit [kWh] | eu | 0.39 | 0.09 | 0.52 | 0.03 |
| Cost of energy per unit * | ce | 0.0390 | 0.0085 | 0.0520 | 0.0031 |
| Total cost per unit * | cto | 2.1428 | 0.3974 | 2.1558 | 0.2563 |
| Fixed costs * | cf | 250 | 12,450 | 250 | 16,000 |
| Machinery costs * | cma | 1000 | 75,000 | 200,000 | 90,000 |
| Machinery costs per day of production * | cmd | 5.5 | 411.0 | 1095.9 | 493.2 |
| Machinery cost per pcs/day * | cmu | 1.064 | 0.194 | 1.064 | 0.058 |
| Work fraction | wf | 0.3 | 0.4 | 0.4 | 0.4 |
| Technique | FFF Theoretical 1 | FFF Experimental 2 | Injection Molding Theoretical 3 | Injection Molding 4 |
|---|---|---|---|---|
| Material | PET-G | PET-G | PA6-GF15 | PA6-GF15 |
| Tensile modulus [MPa] | 2020 | 1720 ± 84 | 5700 | 5070 ± 208 |
| Tensile strength [MPa] | 50 | 44 ± 6 | 130 | 112 ± 19 |
| Charpy impact strength | 8.1 | 4.3 ± 0.8 | 50 | 41 ± 4 |
| Flexural modulus [MPa] | 2050 | 1850 ± 95 | 5000 | 4260 ± 178 |
| Flexural strength [MPa] | 69 | 62 ± 8 | 180 | 152 ± 21 |
| Elongation at break [%] | 23 | 5.2 ± 1.1 | 1 | 1 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sztorch, B.; Brząkalski, D.; Jałbrzykowski, M.; Przekop, R.E. Processing Technologies for Crisis Response on the Example of COVID-19 Pandemic—Injection Molding and FFF Case Study. Processes 2021, 9, 791. https://doi.org/10.3390/pr9050791
Sztorch B, Brząkalski D, Jałbrzykowski M, Przekop RE. Processing Technologies for Crisis Response on the Example of COVID-19 Pandemic—Injection Molding and FFF Case Study. Processes. 2021; 9(5):791. https://doi.org/10.3390/pr9050791
Chicago/Turabian StyleSztorch, Bogna, Dariusz Brząkalski, Marek Jałbrzykowski, and Robert E. Przekop. 2021. "Processing Technologies for Crisis Response on the Example of COVID-19 Pandemic—Injection Molding and FFF Case Study" Processes 9, no. 5: 791. https://doi.org/10.3390/pr9050791
APA StyleSztorch, B., Brząkalski, D., Jałbrzykowski, M., & Przekop, R. E. (2021). Processing Technologies for Crisis Response on the Example of COVID-19 Pandemic—Injection Molding and FFF Case Study. Processes, 9(5), 791. https://doi.org/10.3390/pr9050791