
Modeling of Technological Processes for a Rectification Plant in Second-Generation Bioethanol Production

 ,
, 
 ,
, 
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baeyens, J.; Kang, Q.; Appels, L.; Dewil, R.; Lv, Y.; Tan, T. Challenges and opportunities in improving the production of bio-ethanol. Prog. Energy Combust. Sci. 2015, 47, 60–88. [Google Scholar] [CrossRef]
- Bušic, A.; Marđetko, N.; Kundas, S.; Morzak, G.; Belskaya, H.; Santek, M.I.; Komes, S.; Novak, S.; Santek, B. Bioethanol production from renewable raw materials and its separation and purification: A review. Food Technol. Biotechnol. 2018, 56, 289–311. [Google Scholar] [CrossRef] [PubMed]
- Nunes, L.J.R.; Raposo, M.A.M.; Meireles, C.I.R.; Gomes, C.J.P.; Ribeiro, N.M.C.A. Control of invasive forest species through the creation of a value chain: Acacia dealbata biomass recovery. Environments 2020, 7, 39. [Google Scholar] [CrossRef]
- Zhang, Z.; Lis, M. Modeling green energy development based on sustainable economic growth in China. Sustainability 2020, 12, 1368. [Google Scholar] [CrossRef] [Green Version]
- OECD-FAO Agricultural Outlook 2019–2028. Available online: https://doi.org/10.1787/agr_outlook-2019-en (accessed on 12 May 2021).
- Ganesan, R.; Manigandan, S.; Samuel, M.S.; Shanmuganathan, R.; Brindhadevi, K.; Chi, N.T.L.; Duc, P.A.; Pugazhendhi, A. A review on prospective production of biofuel from microalgae. Biotechnol. Rep. 2020, 27, e00509. [Google Scholar] [CrossRef] [PubMed]
- Müller-Langer, F.; Majer, S.; O’Keeffe, S. Benchmarking biofuels–a comparison of technical, economic and environmental indicators. Energy Sustain. Soc. 2014, 4, 20. [Google Scholar] [CrossRef] [Green Version]
- Costa, M.; Piazzullo, D. Biofuel powering of internal combustion engines: Production routes, effect on performance and CFD modeling of combustion. Front. Mech. Eng. 2018, 4, 9. [Google Scholar] [CrossRef]
- Renewable Energy Market Update: Outlook for 2020 and 2021. Available online: https://doi.org/10.1787/afbc8c1d-en (accessed on 12 May 2021).
- Renewables 2019: Analysis and Forecast to 2024. Available online: https://doi.org/10.1787/b3911209-en (accessed on 12 May 2021).
- Bajpai, P. Developments in bioethanol. In Green Energy and Technology; Springer: Cham, Switzerland, 2021. [Google Scholar] [CrossRef]
- Shulipa, Y.O.; Chernysh, Y.Y.; Plyatsuk, L.D.; Fukui, M. Ontological tools in anaerobic fermentation technologies: Bioinformation database applications. J. Eng. Sci. 2020, 7, H1–H8. [Google Scholar] [CrossRef]
- Boyarchuk, V.; Ftoma, O.; Boyarchuk, O. Economic and energy efficiency of production of winter rape, winter wheat, corn, sugar beet and biofuels based on them. Agrar. Econ. 2012, 5, 105–116. [Google Scholar]
- Karpov, S.A.; Kapustin, V.M.; Starkov, A.K. Automotive Fuels with Bioethanol; Kolos: Moscow, Russia, 2007. [Google Scholar]
- Sushkova, V.I.; Ustyuzhaninova, L.V.; Berezina, O.V.; Yarotskiy, S.V. Methods for preparing plant materials for bioconversion into feed products and bioethanol. Chem. Plant Raw Mater. 2016, 1, 93–119. [Google Scholar]
- Mikulski, D.; Kłosowski, G. Integration of first- and second-generation bioethanol production from beet molasses and distillery stillage after dilute sulfuric acid pretreatment. Bioenergy Res. 2021, 2021, 293. [Google Scholar] [CrossRef]
- Gabriel, K.J.; El-Halwagi, M.M. Modeling and optimization of a bioethanol production facility. Clean Technol. Environ. Policy 2013, 15, 931–944. [Google Scholar] [CrossRef] [Green Version]
- Dias, M.O.S.; Junqueira, T.L.; Cavalett, O.; Cunha, M.P.; Jesus, C.D.F.; Rossel, C.E.V.; Filho, R.M.; Bonomi, A. Integrated versus stand-alone second generation ethanol production from sugarcane bagasse and trash. Bioresour. Technol. 2012, 103, 152–161. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Bari, I.; Viola, E.; Barisano, D.; Cardinale, M.; Nanna, F.; Zimbardi, F.; Cardinale, G.; Braccio, G. Ethanol production at flask and pilot scale from concentrated slurries of steam-exploded aspen. Ind. Eng. Chem. Res. 2002, 41, 1745–1753. [Google Scholar] [CrossRef]
- Gregg, D.J.; Boussaid, A.; Saddler, J.N. Techno-economic evaluations of a generic wood-to-ethanol process: Effect of increased cellulose yields and enzyme recycle. Bioresour. Technol. 1998, 63, 7–12. [Google Scholar] [CrossRef]
- Matkovskiy, P.E.; Yarullin, R.S.; Startseva, G.P.; Sedov, I.V. Bioethanol: Technologies for obtaining from renewable plant raw materials and application fields. Altern. Energy Ecol. 2010, 6, 95–105. [Google Scholar]
- Vona, C.; Kiuru, L.; Dixon-Declève, S. Setting a Fuel Quality Standard for Fuel Ethanol Tender 18/2004; International Fuel Quality Center: Houston, TX, USA, 2004. [Google Scholar]
- Rutz, D.; Janssen, R. Overview and Recommendations on Biofuel Standards for Transport in the EU; WIP Renewable Energies: München, Gemany, 2006. [Google Scholar]
- Janacova, D.; Charvatova, H.; Kolomaznik, K.; Vasek, V.; Mokrejs, P.; Drga, R. Computer simulation of bound component washing to minimize processing costs. Acta Montan. Slovaca 2011, 16, 39–46. [Google Scholar]
- UNIFAC. Available online: https://en.wikipedia.org/wiki/UNIFAC (accessed on 14 May 2021).
- Song, Z.; Zhou, T.; Qi, Z.; Sundmacher, K. Extending the UNIFAC model for ionic liquid–solute systems by combining experimental and computational databases. Aiche J. 2020, 66, e16821. [Google Scholar] [CrossRef]
- Abrams, D.S.; Prausnitz, J.M. Statistical thermodynamic of liquid mixtures: A new expression for the excess Gibbs energy of partly or completely miscible systems. Aiche J. 1975, 21, 116–128. [Google Scholar] [CrossRef]
- Mejía-Barajas, J.A.; Alvarez-Navarrete, M.; Saavedra-Molina, A.; Campos-García, J.; Valenzuela-Vázquez, U.; Amaya-Delgado, L.; Arellano-Plaza, M. Second-Generation Bioethanol Production through a Simultaneous Saccharification-Fermentation Process Using Kluyveromyces Marxianus Thermotolerant Yeast. In Special Topics in Renewable Energy Systems; Yüksel, E., Gök, A., Eyvaz, M., Eds.; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef] [Green Version]
- Branco, R.H.R.; Serafim, L.S.; Xavier, A.M.R.B. Second generation bioethanol production: On the use of pulp and paper industry wastes as feedstock. Fermentation 2018, 5, 4. [Google Scholar] [CrossRef] [Green Version]
- Dey, P.; Pal, P.; Kevin, J.D.; Das, D.B. Lignocellulosic bioethanol production: Prospects of emerging membrane technologies to improve the process—A critical review. Rev. Chem. Eng. 2020, 36, 333–367. [Google Scholar] [CrossRef] [Green Version]
- Furlan, F.F.; Costa, C.B.B.; de Castro Fonseca, G.; de Pelegrini Soares, R.; Secchi, A.R.; da Cruz, A.J.G.; de Campos Giordano, R. Assessing the production of first and second generation bioethanol from sugarcane through the integration of global optimization and process detailed modeling. Comput. Chem. Eng. 2012, 43, 1–9. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Raw material | Cereal straw |
| Performance by raw materials, tons/year | 270,000 |
| Final product | bioethanol |
| The initial temperature of the brew, °C | 22 |
| Performance by product, tons/year | 50,000 |
| Composition of the initial product | % mass |
| Water | 94.19 |
| Bioethanol | 5.01 |
| Methanol | 0.15 |
| Acetaldehyde | 0.04 |
| Acetic acid | 0.06 |
| Isopropanol | 0.11 |
| Isobutanol | 0.07 |
| Dimethyl ester | 0.09 |
| Furfural | 0.05 |
| Acetone | 0.13 |
| Glycerol | 0.05 |
| Formic acid | 0.05 |
| Composition of the final product | % mass |
| Bioethanol | 96.0 |
| Water | 1.4 |
| Impurities | 2.6 |
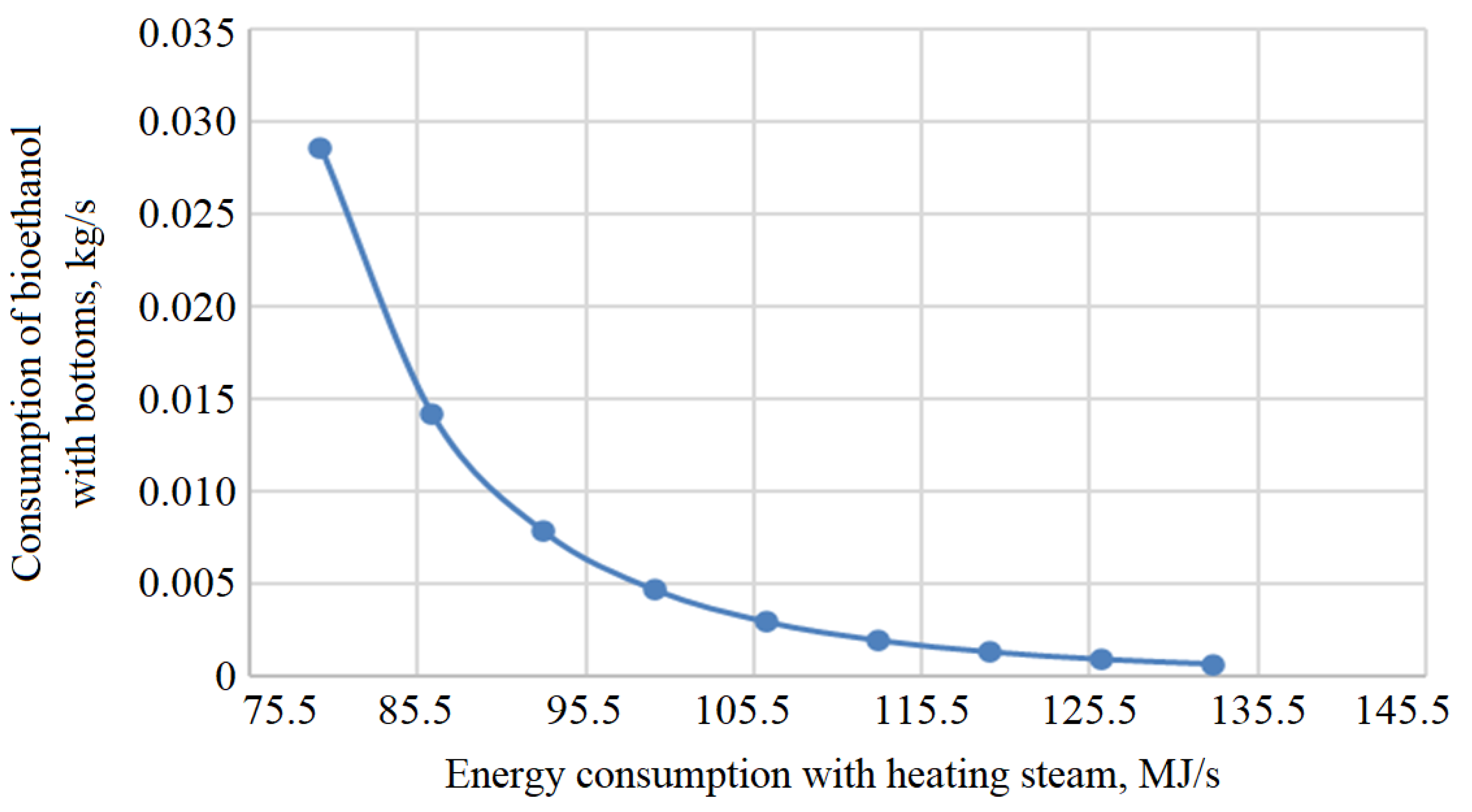
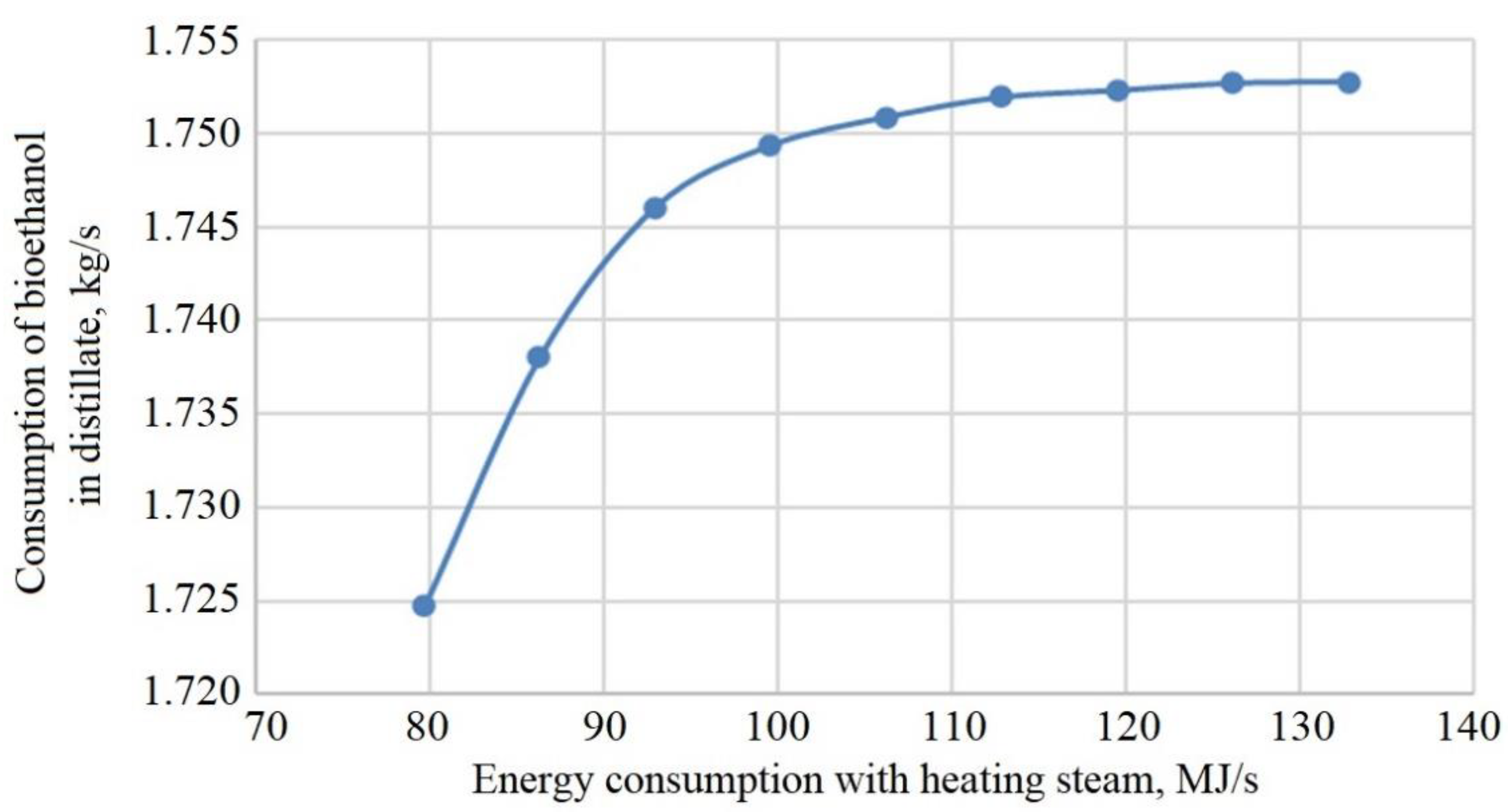
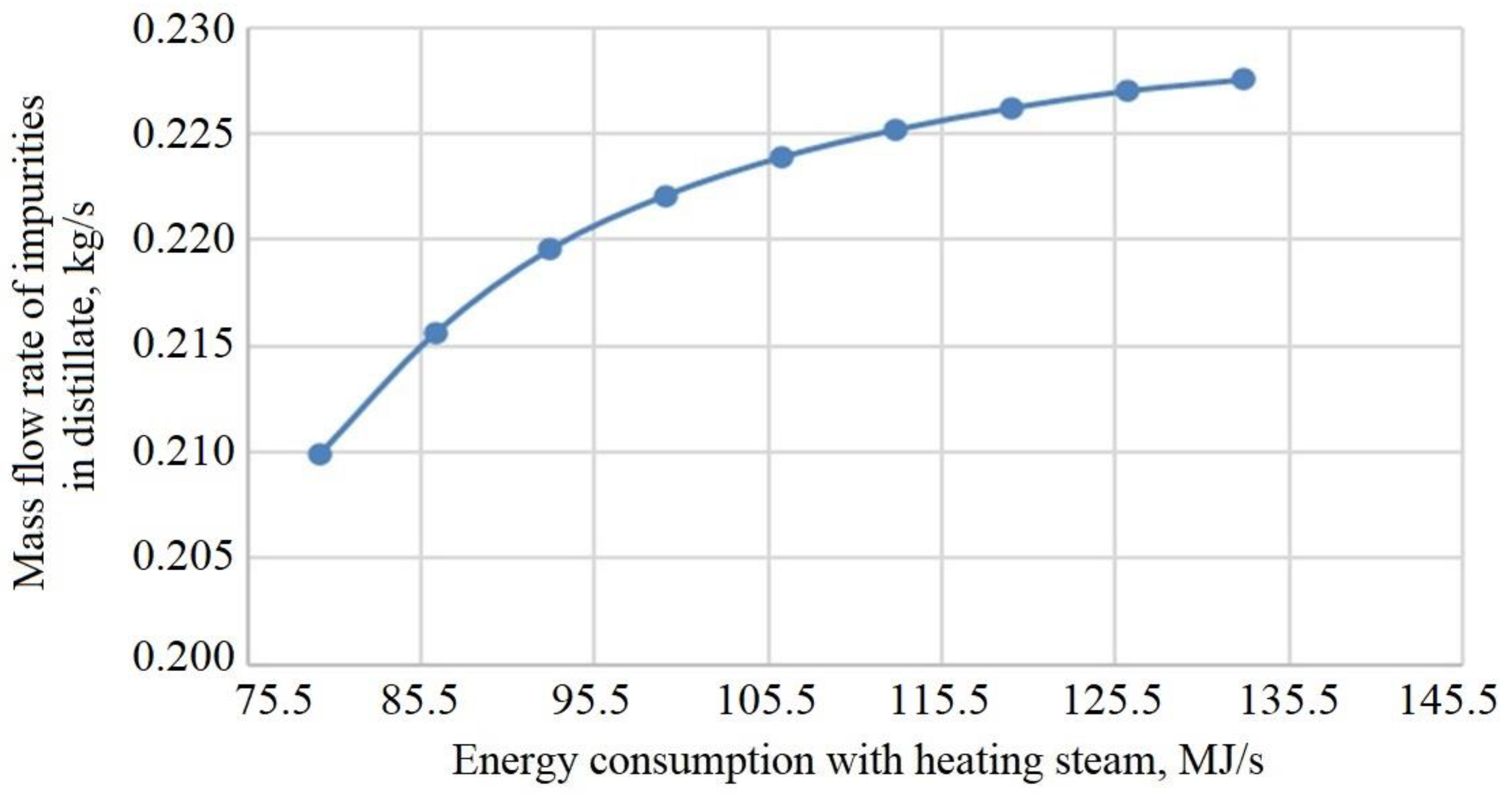
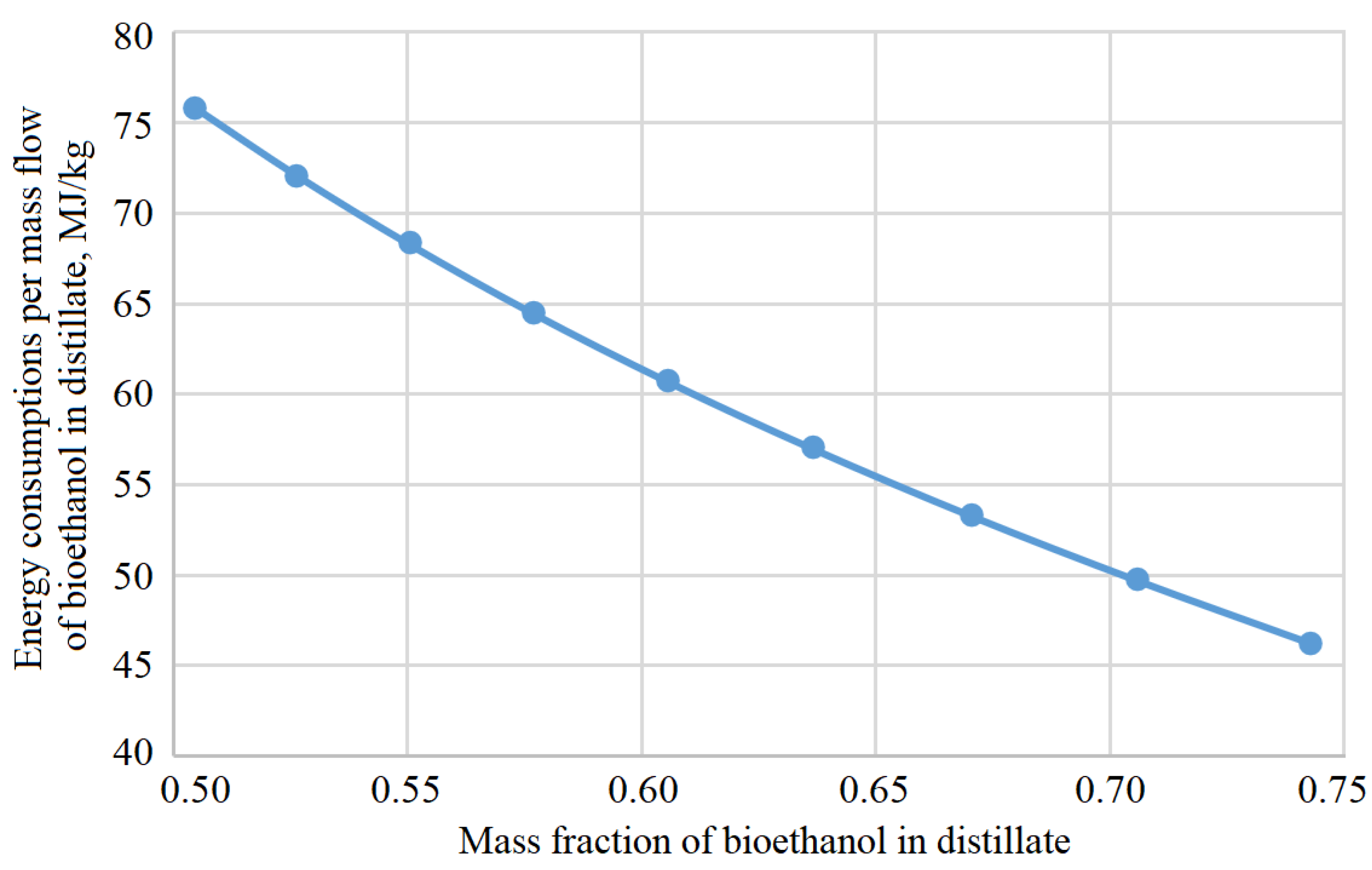
| Mass Flow Rate of Steam, kg/s | Mass Fraction of Bioethanol in Distillate | Mass Fraction of Bioethanol in Bottoms | Mass Flow Rate of Bioethanol with Bottoms, kg/s | Mass Fraction of Impurities in Distillate | Mass Flow Rate of Impurities with Distillate, kg/s | Energy Consump., MJ/s | Temp. of Bottoms, °C | Temp. of Distillate, °C | Mass Flow of Bioethanol in Distillate, kg/s |
|---|---|---|---|---|---|---|---|---|---|
| 6.0 | 0.743 | 7.39 × 10−4 | 0.0286 | 0.090 | 0.210 | 79.7 | 99.87 | 75.56 | 1.725 |
| 6.5 | 0.706 | 3.63 × 10−4 | 0.0142 | 0.088 | 0.216 | 86.3 | 99.93 | 76.22 | 1.738 |
| 7.0 | 0.671 | 1.99 × 10−4 | 0.0078 | 0.084 | 0.220 | 93.0 | 99.96 | 76.83 | 1.746 |
| 7.5 | 0.637 | 1.18 × 10−4 | 0.0047 | 0.081 | 0.222 | 99.6 | 99.98 | 77.40 | 1.749 |
| 8.0 | 0.606 | 7.38 × 10−5 | 0.0029 | 0.077 | 0.224 | 106.2 | 99.98 | 77.92 | 1.751 |
| 8.5 | 0.577 | 4.83 × 10−5 | 0.0020 | 0.074 | 0.225 | 112.9 | 99.98 | 78.39 | 1.752 |
| 9.0 | 0.551 | 3.28 × 10−5 | 0.0013 | 0.071 | 0.226 | 119.5 | 99.99 | 78.82 | 1.752 |
| 9.5 | 0.527 | 2.29 × 10−5 | 0.0009 | 0.068 | 0.227 | 126.2 | 99.99 | 79.21 | 1.753 |
| 10.0 | 0.505 | 1.63 × 10−5 | 0.0007 | 0.066 | 0.228 | 132.8 | 99.99 | 79.57 | 1.753 |
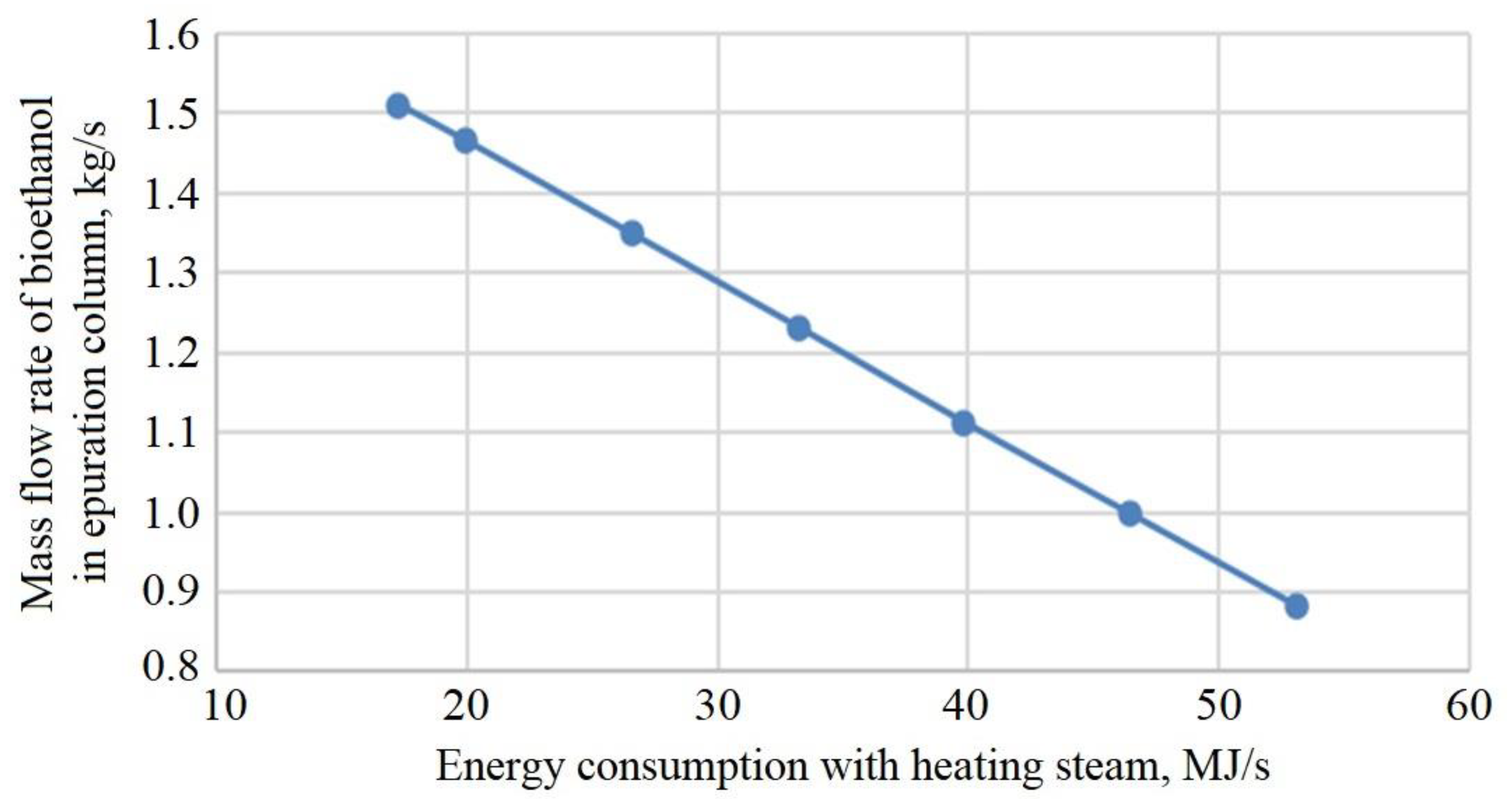
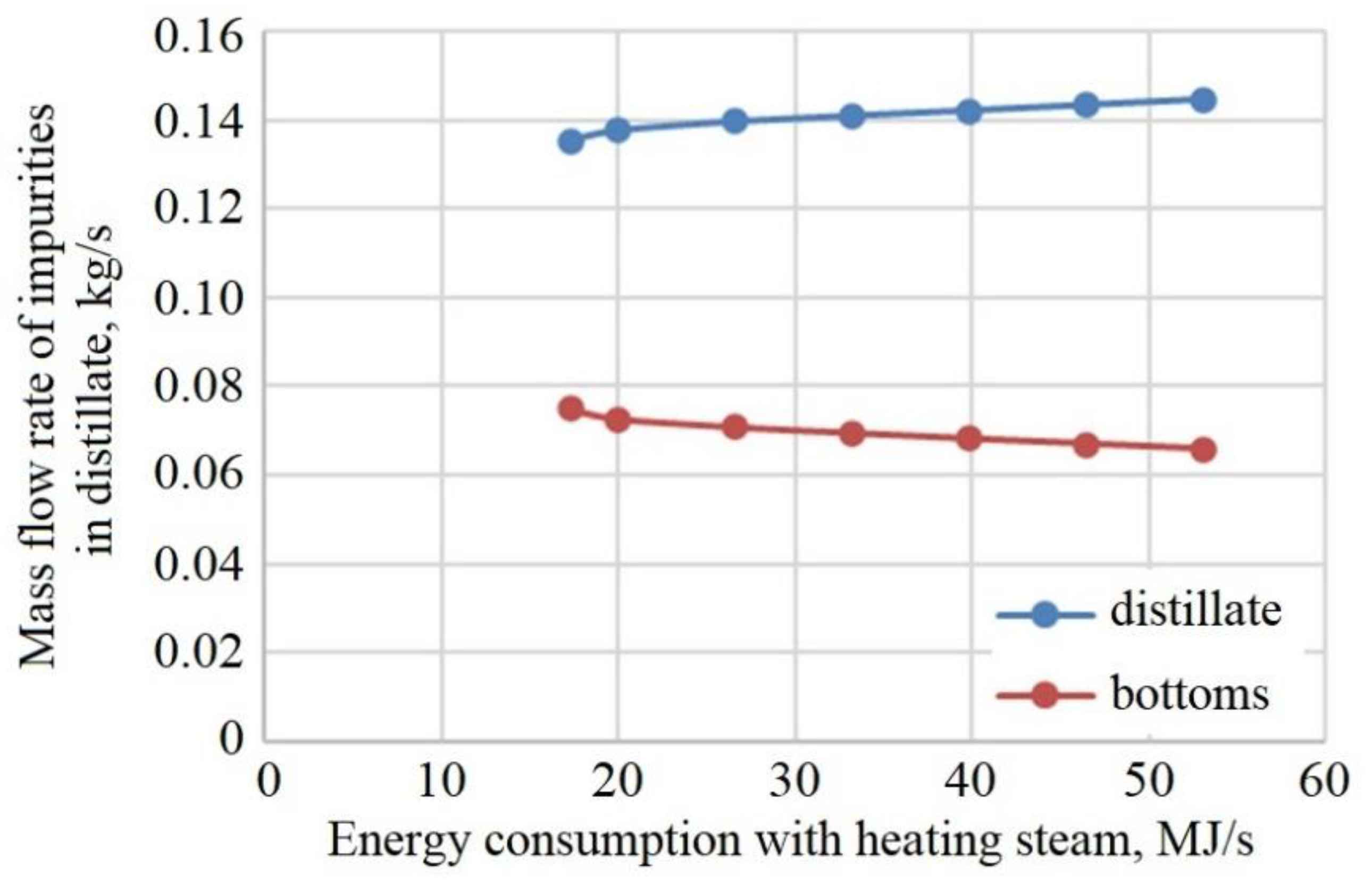
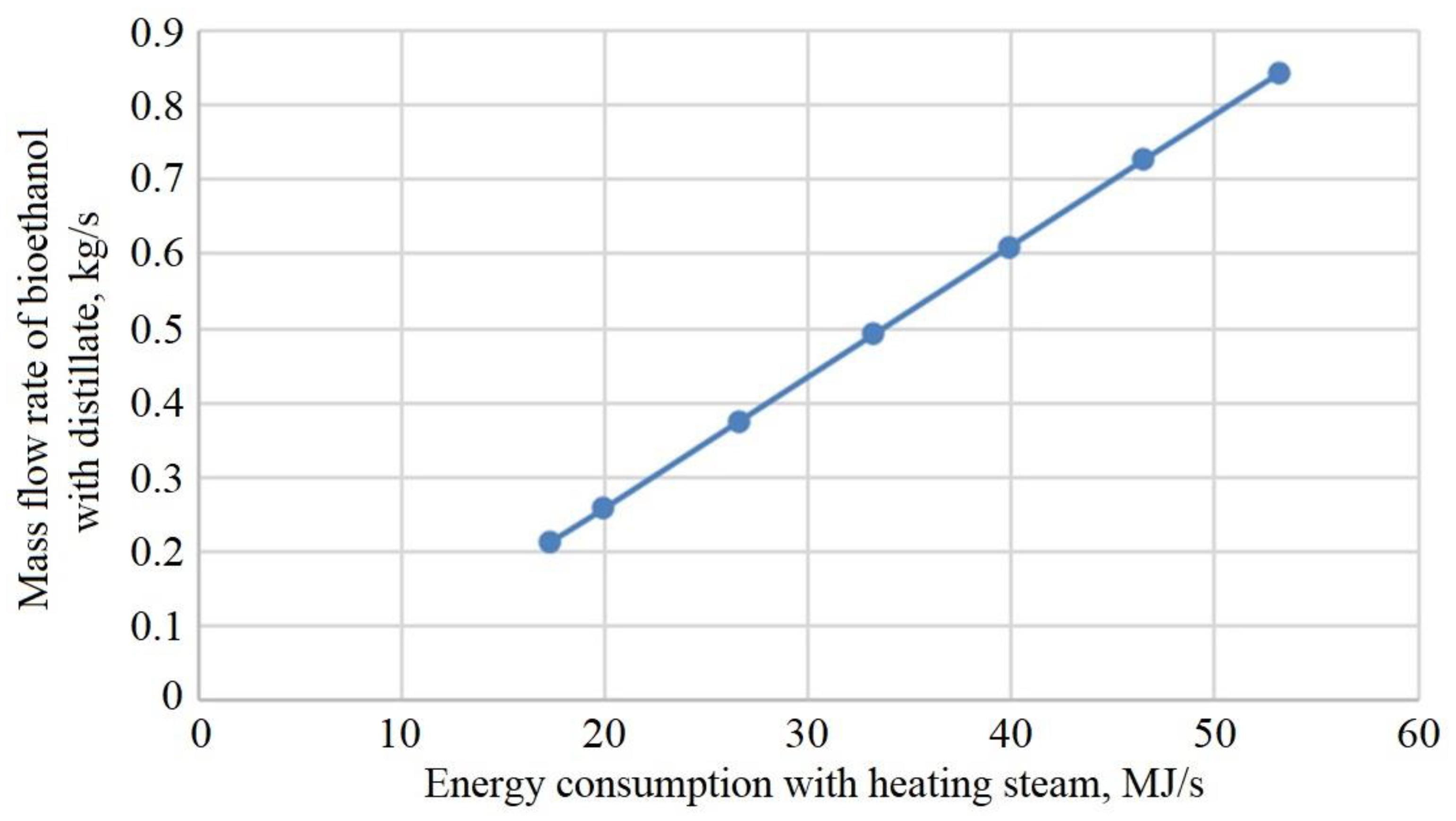
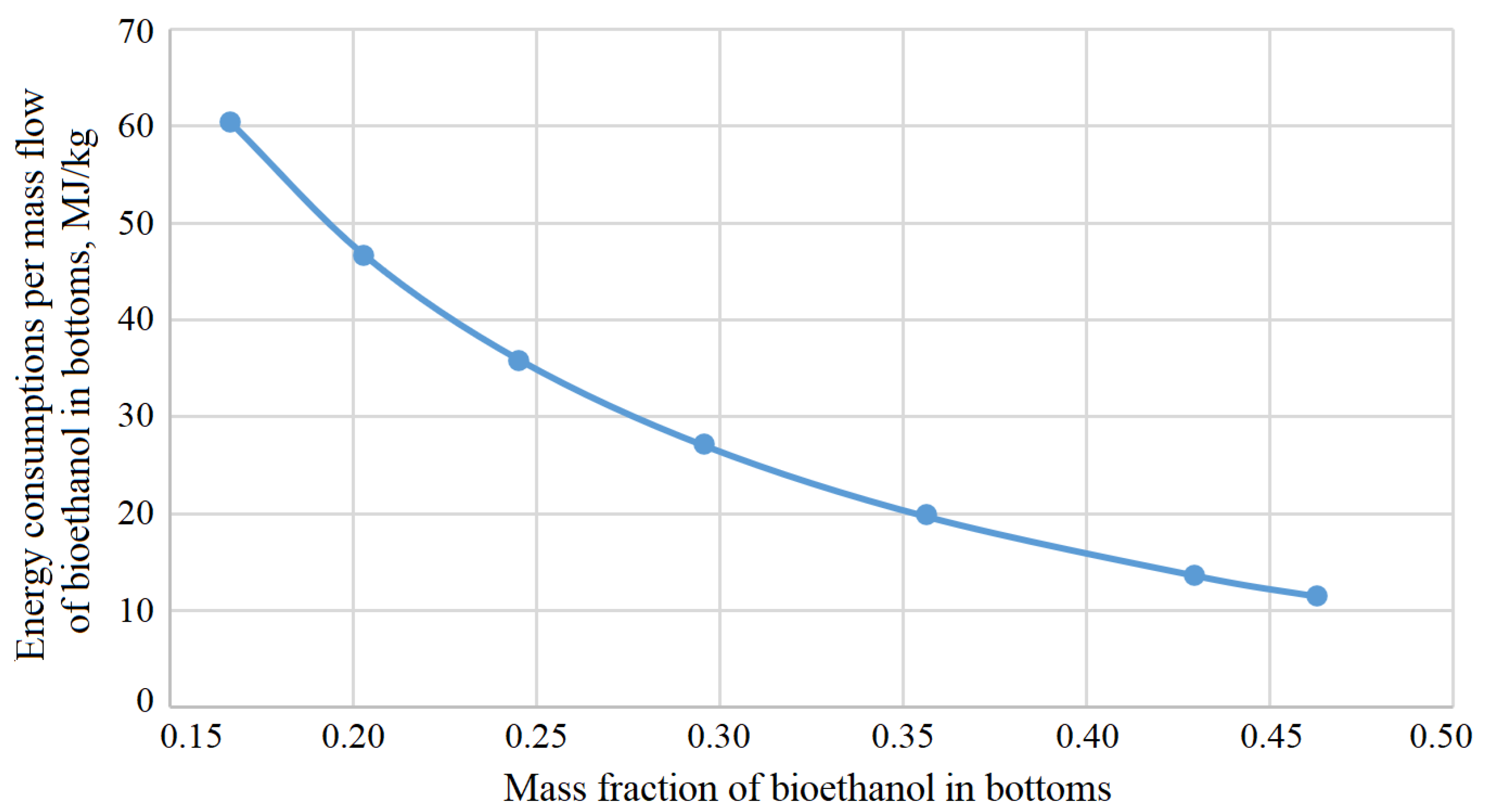
| Mass Flow Rate of Steam, kg/s | Energy Consumption, MJ/s | Mass Fraction of Ethanol in Distillate | Mass Flow Rate of Ethanol from Distillate, kg/s | Mass Flow Rate of Impurities with Distillate, kg/s | Mass Fraction of Bioethanol in Bottoms | Mass Fraction of Impurities in Bottoms | Mass Flow Rate of Ethanol with Bottoms, kg/s | Mass Flow Rate of Impurities with Bottoms, kg/s |
|---|---|---|---|---|---|---|---|---|
| 1.3 | 17.263 | 0.591 | 0.214 | 0.375 | 0.463 | 0.0229 | 1.510 | 0.0749 |
| 1.5 | 19.919 | 0.630 | 0.259 | 0.334 | 0.430 | 0.0213 | 1.466 | 0.0727 |
| 2.0 | 26.559 | 0.700 | 0.376 | 0.260 | 0.357 | 0.0187 | 1.349 | 0.0708 |
| 2.5 | 33.199 | 0.745 | 0.493 | 0.213 | 0.296 | 0.0167 | 1.232 | 0.0694 |
| 3.0 | 39.838 | 0.775 | 0.610 | 0.180 | 0.246 | 0.0150 | 1.113 | 0.0681 |
| 3.5 | 46.478 | 0.797 | 0.727 | 0.157 | 0.203 | 0.0137 | 0.998 | 0.0670 |
| 4.0 | 53.118 | 0.814 | 0.843 | 0.139 | 0.167 | 0.0125 | 0.883 | 0.0658 |
| Energy Consumption for Heating, MJ/s | Mass Fraction of Ethanol in Distillate | Mass Fraction of Ethanol in Bottoms | Mass Flow Rate of Ethanol with Bottoms, kg/s | Mass Fraction of Impurities in Bottoms | Mass Fraction of Impurities in Distillate | Mass Flow Rate of Final Product, kg/s |
|---|---|---|---|---|---|---|
| 4.00 | 0.9693 | 0.0639 | 0.1077 | 0.02141 | 0.02681 | 1.447 |
| 4.02 | 0.9694 | 0.0607 | 0.1016 | 0.02152 | 0.02671 | 1.453 |
| 4.04 | 0.9695 | 0.0565 | 0.0942 | 0.02159 | 0.02657 | 1.461 |
| 4.06 | 0.9696 | 0.0526 | 0.0873 | 0.02171 | 0.02644 | 1.468 |
| 4.07 | 0.9697 | 0.0513 | 0.0850 | 0.02173 | 0.02640 | 1.470 |
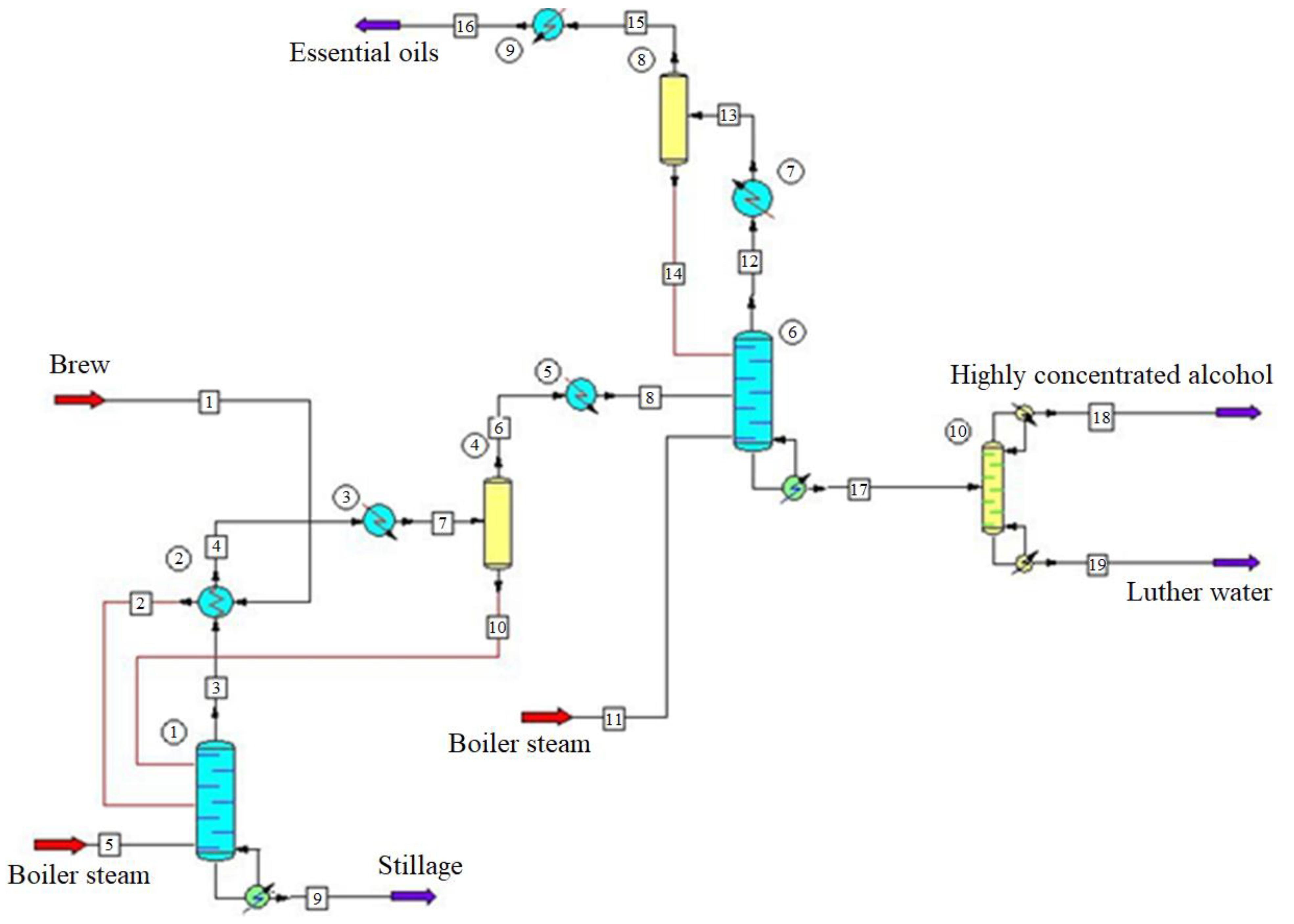
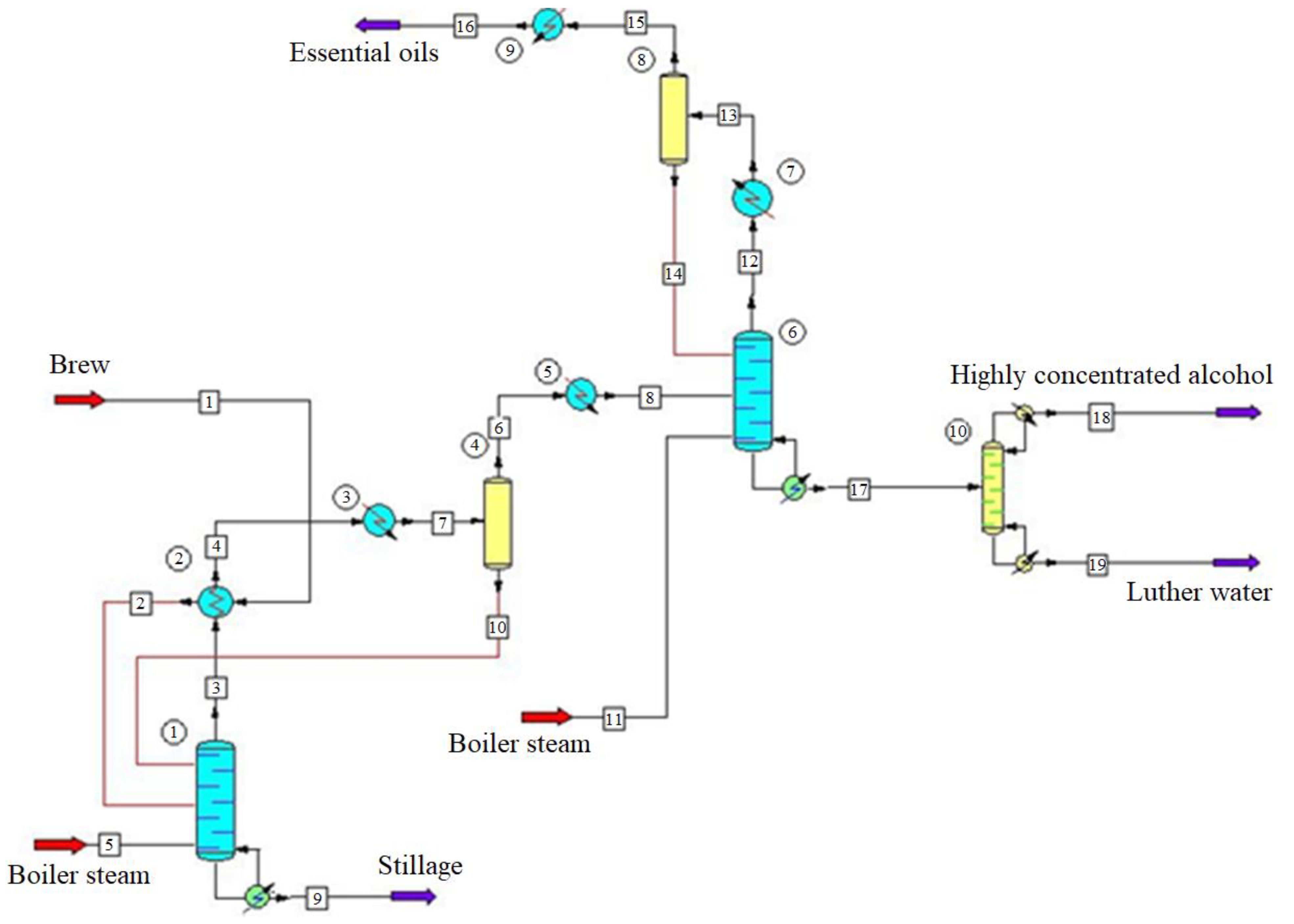
| Component | Luther Water (Flow 19, Figure 1) | Bioethanol (Flow 18, Figure 1) |
|---|---|---|
| Water | 91.65 | 0.40 |
| Bioethanol | 6.20 | 96.92 |
| Methanol | 8.58 × 10−7 | 0.17 |
| Acetaldehyde | 0.00 | 9.39 × 10−21 |
| Acetic acid | 0.08 | 1.54 × 10−10 |
| Isopropanol | 6.51 × 10−6 | 2.51 |
| Isobutanol | 1.46 | 1.52 × 10−5 |
| Dimethyl ester | 0.00 | - |
| Furfural | 0.60 | 3.60 × 10−13 |
| Acetone | 3.56 × 10−20 | 6.59 × 10−10 |
| Glycerin | 0.00 | - |
| Formic acid | 8.51 × 10−7 | 8.39 × 10−9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liaposhchenko, O.; Marenok, V.; Skydanenko, M.; Pavlenko, I.; Ochowiak, M.; Mižáková, J.; Piteľ, J.; Storozhenko, V.; Smyrnov, V.; Shmatenko, V. Modeling of Technological Processes for a Rectification Plant in Second-Generation Bioethanol Production. Processes 2021, 9, 944. https://doi.org/10.3390/pr9060944
Liaposhchenko O, Marenok V, Skydanenko M, Pavlenko I, Ochowiak M, Mižáková J, Piteľ J, Storozhenko V, Smyrnov V, Shmatenko V. Modeling of Technological Processes for a Rectification Plant in Second-Generation Bioethanol Production. Processes. 2021; 9(6):944. https://doi.org/10.3390/pr9060944
Chicago/Turabian StyleLiaposhchenko, Oleksandr, Vitalii Marenok, Maksym Skydanenko, Ivan Pavlenko, Marek Ochowiak, Jana Mižáková, Ján Piteľ, Vitalii Storozhenko, Vasyl Smyrnov, and Viacheslav Shmatenko. 2021. "Modeling of Technological Processes for a Rectification Plant in Second-Generation Bioethanol Production" Processes 9, no. 6: 944. https://doi.org/10.3390/pr9060944
APA StyleLiaposhchenko, O., Marenok, V., Skydanenko, M., Pavlenko, I., Ochowiak, M., Mižáková, J., Piteľ, J., Storozhenko, V., Smyrnov, V., & Shmatenko, V. (2021). Modeling of Technological Processes for a Rectification Plant in Second-Generation Bioethanol Production. Processes, 9(6), 944. https://doi.org/10.3390/pr9060944