1. Introduction
The issues of pasteurization and sterilization are of great importance for the food, pharmaceutical and other public health-related industries, and extended shelf-life for food products is highly requested. Many food products are exported not just to other countries, but to other continents, meaning that it is crucial that the microorganisms on the surface of such products are destroyed. It should be noted that there has recently been a boom in the consumption of fresh food products with the highest possible content of vitamins and minerals. However, fresh food products pose a threat to human health when not processed properly. For example, listeriosis, an infectious disease, is caused by listeria, a bacterium that can be found on poorly processed meat, milk products, vegetables and fruit. Among other issues that it causes, this bacterium also often survives on products even after proper pasteurization.
Thus, the task of developing innovative pasteurization techniques that can ensure high efficiency without damaging the food product itself and jeopardizing its health properties is highly relevant. For instance, thermal sterilization, or pasteurization, is the most popular and efficient method for microorganism inactivation. At the same time, thermal processing causes changes to the product taste, its vitamin content, appearance and nutritional properties.
At present, it can be stated with confidence that only low-temperature (or so-called “cold”) pasteurization of food products can ensure their safe storage without changing their quality. Non-thermal sterilization techniques have been developed for many years. For example, electronic pasteurization, which treats food via irradiation with charged particles, is one such development. According to the authors of this technique, the final product complies with all sanitary and hygienic standards and requirements, and the process itself has no effect on the structure of the treated material [
1].
However, despite meeting user safety requirements, this technique has a serious disadvantage: the complicated and expensive design of the equipment and the safety issues due to the high pressure. When processed volumes are low, the burden is relatively small. However, these issues become much more noticeable when we consider the overall volumes of food products to be processed [
2].
In fact, similar techniques are not frequently used due to their high capital expenditure, high operation expenses, low efficiency of microorganism proliferation suppression and lack of safety. It therefore becomes evident that new non-thermal sterilization techniques need to be developed to meet market demand.
The pasteurization technique in a carbon dioxide atmosphere is very promising with regard to the abovementioned issues. Over the past few years, numerous works on various techniques for microorganism inactivation in a CO
2 atmosphere have been published. This technique is currently used for the pasteurization of liquid food products with sterilization efficiency of about 70–90% [
3,
4,
5,
6]. However, it is quite challenging to apply the technique to solid products because of the impossibility of homogeneous treatment. Experts in the food industry state that wide-ranging industrial applications of CO
2 for this purpose will start in the near future. However, there is no such equipment with sufficient efficiency and productivity in today’s market. The technique is free from all of the above-mentioned disadvantages that are inherent to both thermal and non-thermal techniques; it has high efficiency and does not modify the vitamin content, taste, appearance and nutritive properties of food products. This is due to the fact that carbon dioxide not only has anti-bacterial properties, but is also non-toxic for humans, and is even contained in some food products. The important advantages of CO
2 include its non-flammability, low toxicity and chemical inertness. It is also relatively cheap and readily commercially available.
The potential of carbon dioxide applications for extraction has been well-studied [
7,
8,
9,
10]. Studies of the effect of ultrasound (US) on extraction processes have shown that the penetrating power of carbon dioxide increased under the effect of US both in the subcritical and supercritical states. This can not only intensify extraction processes, but also any other processes that typically occur in liquid carbon dioxide. These properties of carbon dioxide form the basis for the developed technique and equipment. As the penetrating power of carbon dioxide is increased by US, it can pass through the cell membranes of pathogenic flora and, more importantly, pass inside spores, where carbonic acid is produced, thus decreasing the pH value of the intracellular environment (low efficiency in classical pasteurization techniques is often due to the impossibility of destroying germs). Furthermore, some microbial cell content can be removed via the perforation of cell membranes by US.
It is essential to note that, in these systems, the cavitation processes that result from the effect of US in supercritical carbon dioxide (SC-CO
2) led to significant reaction acceleration, decreased viscosity and, at the same time, increased diffusive power, which makes it possible to shorten the duration of contact. Nevertheless, carbon dioxide is a gas under normal conditions, and this factor complicates the process, as the cavitation and pulsation process is practically impossible in this phase [
11]. The solution to this issue is the pressurization of the medium to the supercritical state, or close to it, using high-pressure pumps. After processing, the majority of carbon dioxide is removed, as it is in the liquid phase (it can be re-used in the process). The gas remains in low concentrations and can be collected via various methods at the manufacturer’s discretion [
12].
2. Materials and Methods
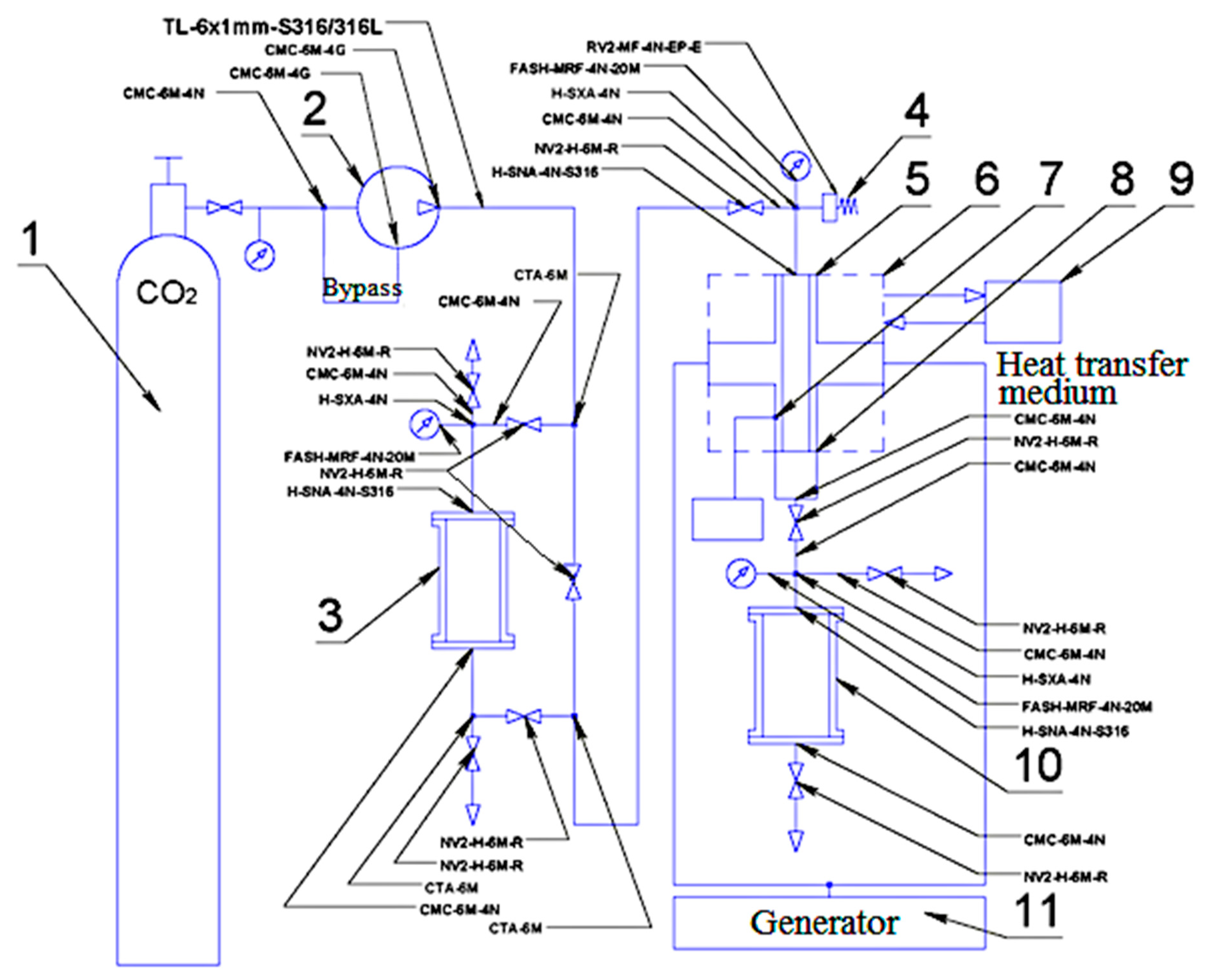
We have designed, produced and assembled an experimental unit to study the feasibility of cold pasteurization in an ultrasonic field. The setup included a cross-shaped reactor with built-in ultrasonic transducers. The scheme of the setup is shown in
Figure 1.
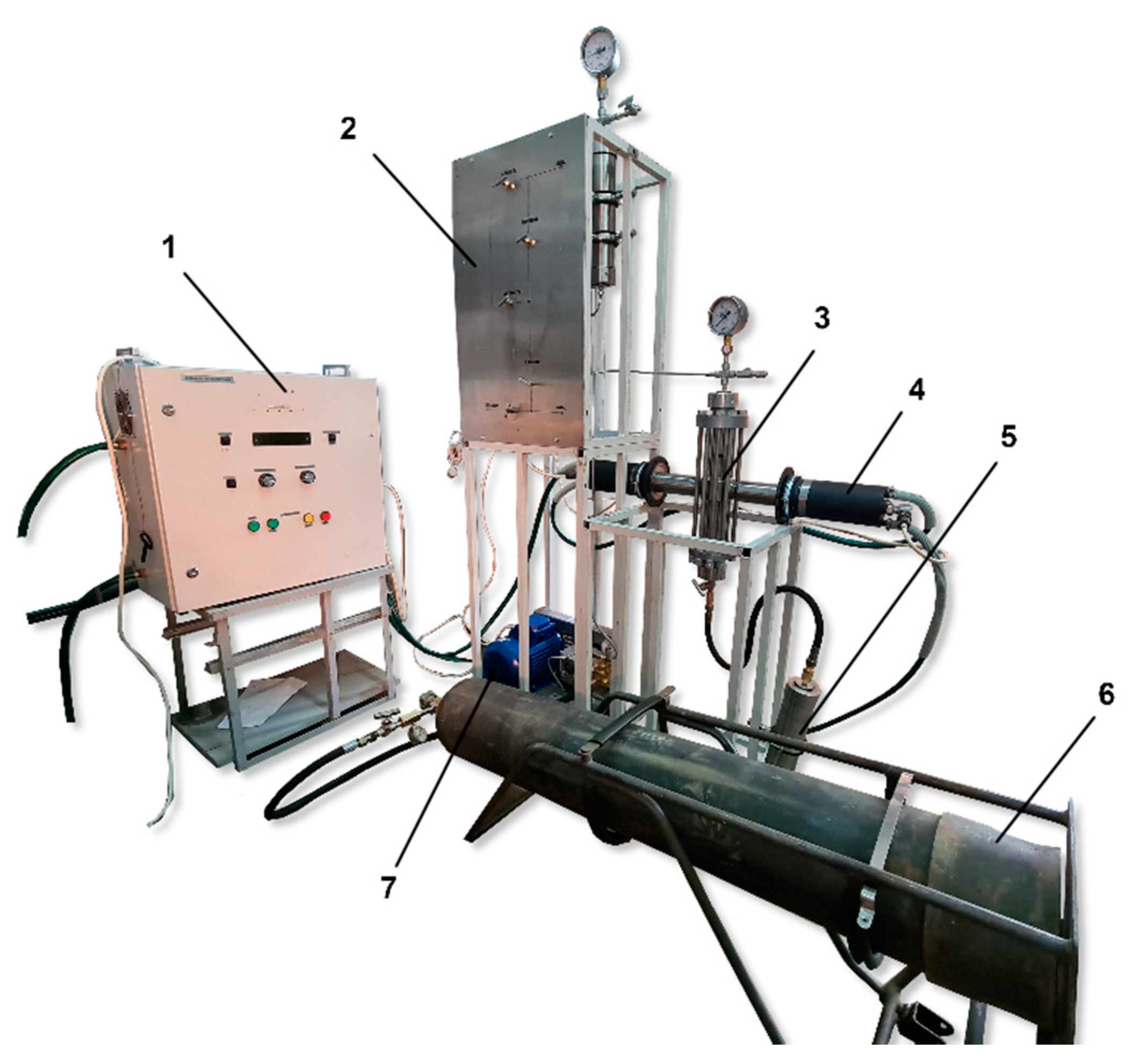
The experimental setup includes four main elements: a frame with a control panel and the piping, a reactor frame that is rigidly attached to the first frame (making it possible to reliably fasten all of the structural elements and simultaneously isolate the control panel from reactor vibrations), a generator table and a swing for a cylinder with food-grade carbon dioxide. The pump was installed on the floor, under the control panel, but fully isolated from it. The obtained experimental unit is shown in
Figure 2. The heating and cooling system consists of a portable manual heat convector that is sufficient for smooth heating and cooling, while the contactless heat transfer has no influence on the US parameters.
The unit operates as follows: The product under study is placed into the cross-shaped reactor (3), and the reactor is then sealed. Taps are opened on the gas cylinder (6) and the control panel (2), and gas flows from the cylinder to the internal space until the pressures inside the cylinder and reactor equalize. The pump (7) then raises the pressure to the required level, and the line from the control panel to the reactor is closed. Afterwards, the tap on the cylinder is closed as well. If necessary, the generator (1) is turned on, and an ultrasonic field is formed by the transducers (4) inside the active part of the reactor, thus processing the material in the inner space. After being processed, the liquefied gas is poured from the reactor into the discharge tank (5) and evaporates slowly through the vent on the control panel. When the pressure in the inner space becomes equal to the atmospheric pressure, the reactor lid is unscrewed, and the processed product is taken out for subsequent analysis.
It was decided that the TS10W generator would be used to power the transducers. This generator has adjustable signal frequency (these values can be used to determine the operating frequency of the reactor’s main section) and adjustable power to be fed to the transformers.
As indicated on the certificate, the generator has the following specifications:
| Operating frequency range, kHz | 22.0 to 24.0 |
| Frequency step, Hz | 20 |
| Output voltage, V | 420 to 720 |
| Max. output power, kW | 10 |
| Max. bias current, A | 10 |
| Power supply (no. of phases, V/frequency, Hz) | 3 × 380/50, 60 |
| Consumed power, kW | max. 12 |
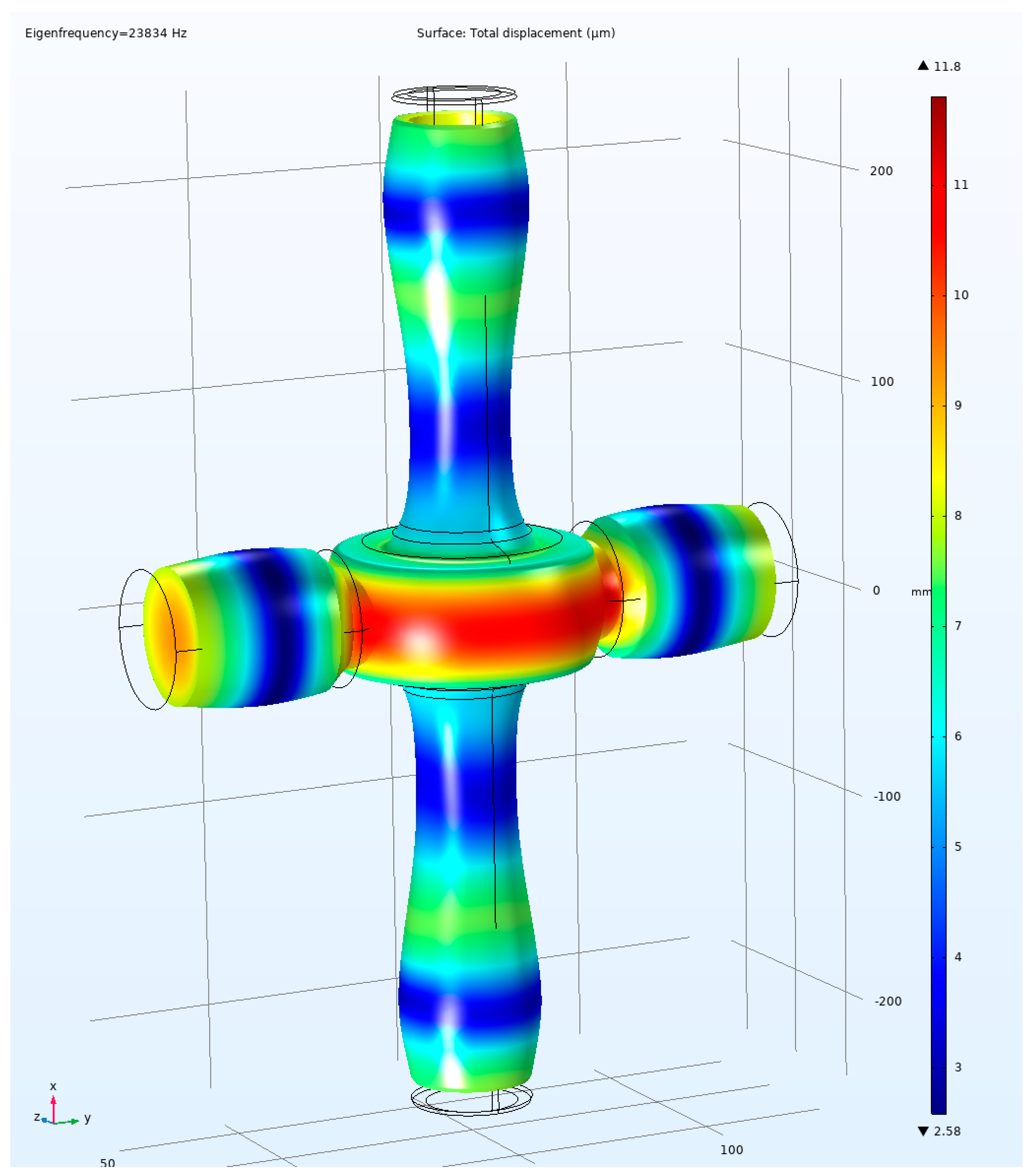
The reactor is a solid ultrasonic tool in the form of a hollow cylinder that bears, via welding around the central section, a device for transferring and transforming the longitudinal oscillations of the transducers into the transversal oscillations of the ultrasonic tool. Both ends of the transformer have built-in magnetostrictive transducers to transform high-frequency electric impulses into mechanical oscillations. The dimensions and geometrical parameters of the reactor are not arbitrary. To calculate the optimum values, a model of the system-oscillation behavior had been built in advance using FEM (systems of differential equations with two or three spatial variables) in COMSOL Multiphysics software. The modeled system consisted of the active part of the emitting system, the transformer and the reactor itself. A visualization of the displacement zones during the oscillations of the system is shown in
Figure 3. The model enabled us to obtain the operating frequency of the system.
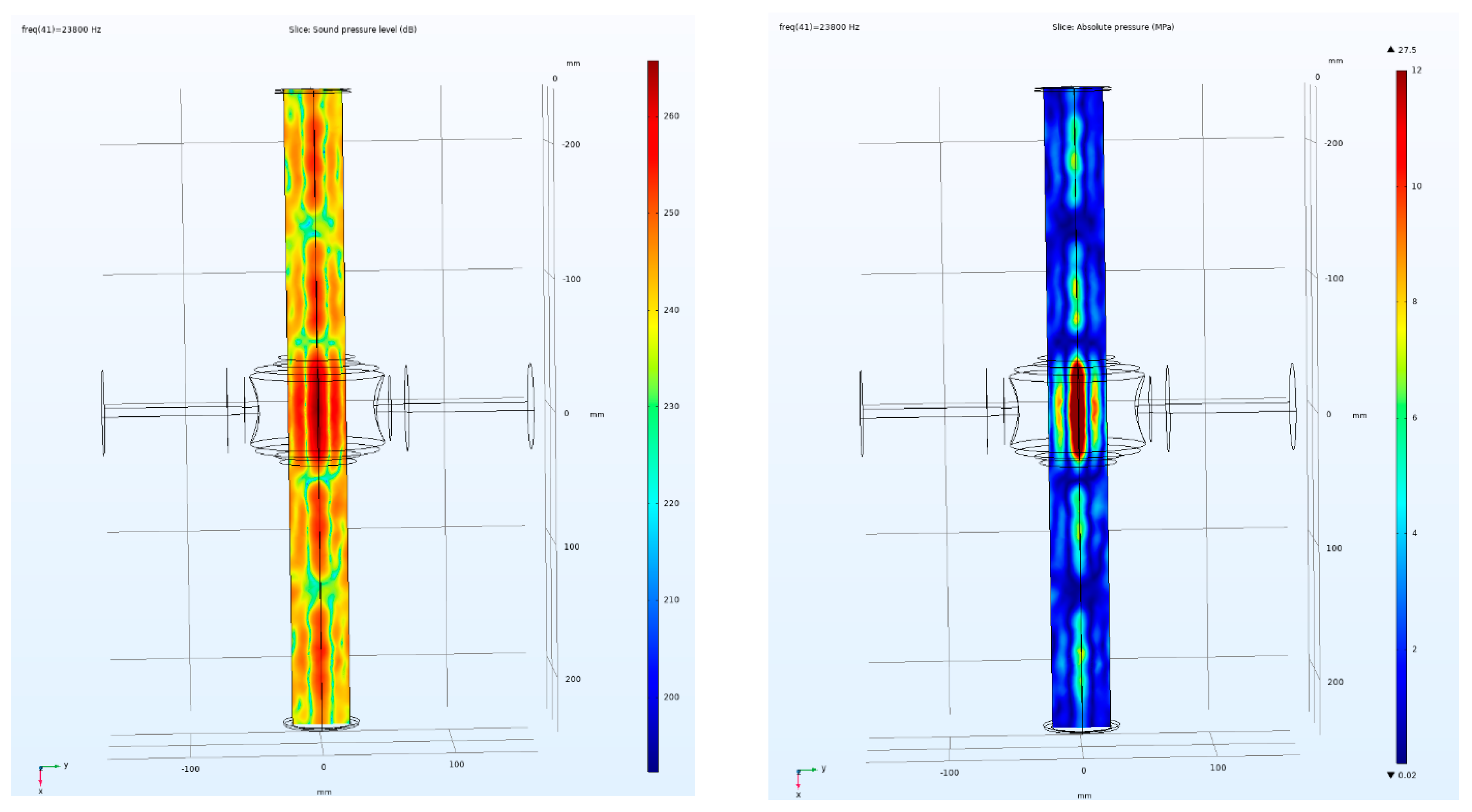
Based on the obtained data, a conclusion was made that, when taking into account the material, the optimal shape of the reactor is a cylinder with an internal diameter of 44 mm and an outer diameter of 58 mm. The maximum displacement of 12 µm was observed in the transformer zone. After determining the geometry of the reactor, a model of acoustic pressure distribution inside the reactor was built to assess the uniformity of the acoustic-wave distribution across the processed medium. The overall pressure distribution within the system was separately simulated. The model of pressure distribution during ultrasonic processing was built to avoid the formation of zones with pressures that are excessively higher than the average value. The calculation results are shown in
Figure 4.
It can be seen that acoustic waves were distributed evenly enough throughout the system, while the high-pressure zones were distributed across the whole volume.
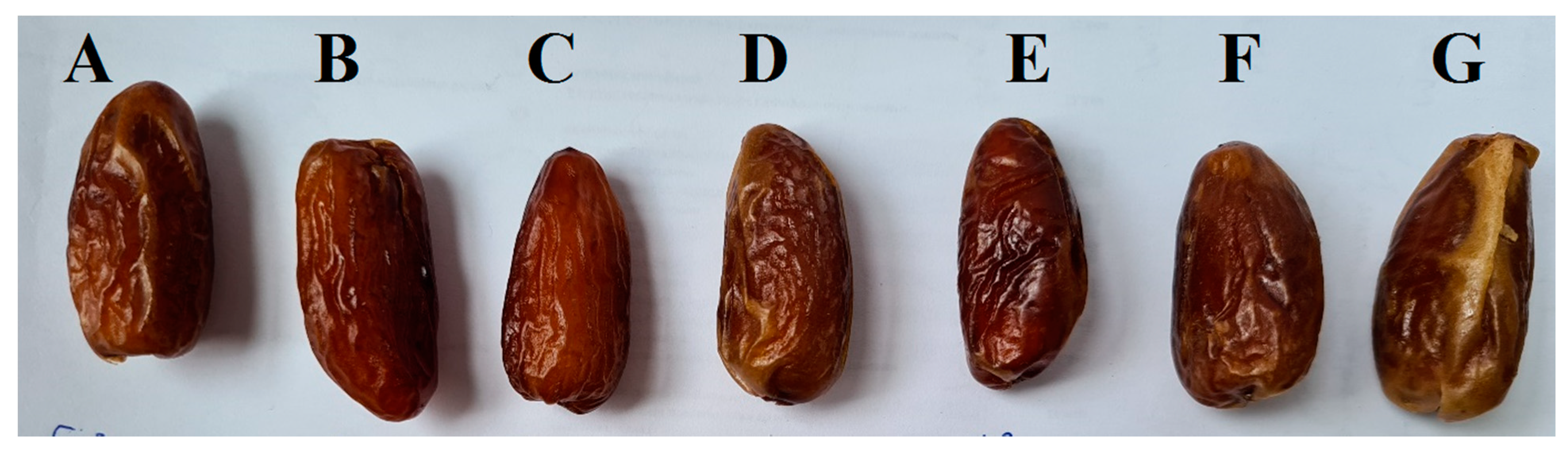
Dates dried with bone were selected for the pasteurization studies as they have a peel that is soft but strong and elastic, and it is a fruit that can withstand compression. Furthermore, it is difficult for carbon dioxide to penetrate their internal hollow areas because of their dense structure.
Several cylinders of food-grade carbon dioxide were purchased from Centrgaz, LLC.
The experiments were carried out in four main stages: The study of process feasibility and the determination of the maximum and optimal pressure conditions; the study of the effect of US on the process (determination of maximum possible amplitudes and selection of optimal values for further tests); the selection of the optimum processing time for the maximum power; the microbiological analysis of microorganism mortality rate on the processed product surface.
In the first experiment, the potential destruction of the product was studied at a range of pressures without ultrasonic treatment while the reactor was filled with medium for 1 min. The pressure was set close to the critical value (8 MPa) and then increased in each subsequent test to 12 MPa and 15 MPa. First of all, the aim of this experiment was to collect data on whether this process is feasible under harsher conditions. The criteria for a successful experimental result were the integrity of the structure as well as the appearance and taste of the dates. It is important to note that pressure was relieved slowly in all cases as a sharp pressure drop could cause secondary effects such as collapse and shock cooling, which may destroy the surface of the processed product and distort the final results.
The second experiment consisted of product processing in the ultrasonic field at a minimum pressure of 8 MPa, while the power consumed by the generator was approximately 0.8, 1.2 and 1.7 kW. Thus, the aims of the experiment were to answer the question of whether it is possible to process the product using high-frequency oscillations without damaging the material’s surface and to determine the optimal unit parameters for subsequent studies. The processing time was increased from 1 to 5 min. The success criteria were similar to those in the first experiment (structure, appearance and taste). At this stage, we also checked for time-related changes (the samples were placed in a refrigerator for several days), and the products were examined under a digital microscope (Scalar M-1) with 100× magnification.
The aim of the third experiment was to determine the dependency of the processes on time. The experiment was conducted at the maximum consumed power, as determined in the previous tests, but with shorter processing times of 1 and 3 min.
The final stage of experiments was microbiological analyses to determine the microorganism mortality rate on the product surface after processing in the ultrasonic field in SC-CO2. The values obtained in the first two experiments were taken as the technical parameters for the unit. The cultures of Escherichia coli (colon bacterium), Saccharomyces cerevisiae (yeast), Aspergillus spp. (mold), grown and provided by the Faculty of Biology of Lomonosov MSU, were used for the study, as all of those cultures are included in the list of the sanitary and epidemiological standards in force within the territory of the Russian Federation (SanPiN 2.3.2.560-96 Hygienic requirements to quality and safety of food stock and food products). As it is hard to study the colon bacterium and yeast at the same time (these cultures may interfere with each other in the same inoculating medium), the experiment was divided into two stages., The product was preliminarily contaminated with the colon bacterium in the first stage and with yeast and mold in the second stage. The initial sample (with no preliminary inoculation of microorganisms on the surface and with no ultrasonic processing) was prepared along with the control sample. Inoculation was performed using water that had been treated in a heater, via soaking over 30 min, after which the fruit was dried again to prevent excessive moisture from entering the reactor. After processing in the reactor, the product was placed into the water that had been treated in the heater and was then taken out. The remaining liquid became the medium for culture growth in the microbiological laboratory and subsequent bacteria counts. The inoculation and bacteria-counting process in the water medium was performed in accordance with ISO 8199:2018 Water quality–General requirements and guidance for microbiological examinations by culture.
The counting was carried out by the Koch plate method, which consists in growing and determining the number of bacterial colonies in a mixture of a nutrient medium and test samples in ratios multiples of 10 (1 to 10, 1 to 100, 1 to 1000, etc.). For analysis using a sampler (manufactured by “Eppendorf Russia” LTD, Moscow, Russia), 0.1 mL of liquid was taken from the control sample, which was mixed in clean Eppendorf tubes (manufactured by “Eppendorf Russia” LTD, Moscow, Russia) with 0.9 mL of the previously prepared culture medium. After vigorous stirring, 0.1 mL of the resulting solution was again taken with a clean sampler tip and mixed again with 0.9 mL of the medium. Thus, the concentration was diluted in the following order. The actions were repeated up to five dilutions. To obtain more accurate data, repeatability was carried out at least three times (three samples from one sample for each dilution).
After mixing, the resulting solutions were placed on Petri dishes (manufactured by “APEX Group” LTD, Moscow, Russia, GOST 25336-82) and poured with warm dextrose-tryptosis agar medium (medium temperature approximately 44 °C) (manufactured by Oxoid LTD, Cheshire, UK), after which the samples, petrous at room temperature, were left in a thermostat at 37 °C for two days.
Colonies formed on the plates were counted without the use of additional instruments by usual counting. Each colony refers to a colony-forming cell that was present in the sample, thus obtaining the initial concentration of bacteria. When calculating, it should be borne in mind that the number of bacteria is multiplied by the order of dilution. Thus, the concentration is converted to tank/mL units. If the number of colonies is less than 10 or more than 300, then the result is considered unreliable, and the next or previous dilution is considered.
3. Results
3.1. Experiment on Product Preservation under High-Pressure Conditions
After processing at 8 MPa without US, the result was positive. The dates withstood the loads inside the chamber. It is worth noting that the dates became a little yellower (it did not worsen their appearance, however). Although the taste was less flavorful, no difference was noticed in a repeated experiment with an observer unaware of the experiment. A small amount of the extract started to accumulate in the discharge tank. A photograph of the extract is shown in
Figure 5. The weight of the product at the beginning of the experiment was 93.714 g. After processing, the weight increased slightly to 93.718 g (which is around the measurement error). The processing temperature varied from 20 to 27 °C in accordance with the processing stage (e.g., during pressure release, the temperature drops due to carbon dioxide phase change). However, after several hours of holding time, the weight dropped again to 93.653, which indicated weight loss due to carbon dioxide leaving the hollows. At the same time, a specific hiss was heard for some time.
The next phase of processing was performed under conditions that were similar to those of the previous phase, but at the pressure of 12 MPa. The result was positive. The dates withstood the pressure of 12 MPa, and the yellow traces were practically the same as when processed at 8 MPa. The taste remained the same as in the previous experiment. The weight of the dates also increased slightly from 83.800 to 83.844 g, and later decreased to 83.800 g (over approximately 20 min). The processing temperature varied from 18.5 to 33 °C.
The final process of the first experiment stage was performed under conditions similar to the previous ones, but at a pressure of 15 MPa. The result was also positive. The dates withstood the pressure of 15 MPa as well. All the characteristics of the samples were similar to those in the 8 MPa and 12 MPa experiments. The processing temperature varied from 14 to 33 °C.
The results of the experiment showed that the product could withstand pressure with a margin that was sufficient for additional processes. Based on the previously obtained data, we decided to use the minimum pressure (8 MPa) for further experiments as the processing method implied a natural pressure increase; over 1 min of ultrasonic processing at a power of approximately 1 kW, the temperature increases by approximately 4 °C, and thus the pressure increases by 1 MPa.
3.2. Experiment to Determine the Maximum US Power to Maintain Product Integrity
A further series of experiments was conducted using US. It was decided to use an initial ultrasonic processing time of 5 min. The first experiment was conducted at 800 W. The result was positive. Similarly, in tests at 8, 12 and 15 MPa with no US, taste and appearance were slightly different to those of unprocessed dates; the taste was less flavorful, and the peel was slightly exfoliated. Product weight slightly increased from 105.610 to 105.635 g. The processing temperature varied from 22 to 32.6 °C.
The next experiment was conducted under similar conditions, with a supplied power of 1.2 kW. The result was also positive. The product weight slightly decreased compared to the weight before the experiment; from 69.890 down to 69.854 g. The processing temperature varied from 23 to 39 °C. This effect may be attributed to higher levels of carbon dioxide penetration because of faster evaporation and slightly higher extraction. The peel exfoliated slightly more than at 800 W. The extract discharge after processing at 8 MPa with a supplied power of 1.2 kW is shown in
Figure 6.
The final experiment was conducted under similar conditions, with 1.7 kW of power. The experiment result was negative. Even at 8 MPa, a power setting of 1.7 kW was too high. At such loads, the date peel came off almost completely, which could be seen by the bright yellow traces and bubbles on the surface. Part of the product burst under the load, and cracks formed in the weakest places (mainly in the narrowest part). Furthermore, with such parameters, the pressure increased along with the temperature in a short time (over 5 min, the pressure increased from 8 to 13 MPa, and the temperature from 32.70 to 47.34 °C), which complicated the process due to requirements for powerful active cooling. The product weight decreased from 81.843 to 81.791 g, which was evidence of much larger extraction than in previous experiments. The process temperature varied from 13 to 47.3 °C (such a large difference was due to the combination of the pressure increase in the beginning and its subsequent release). The taste of the dates became obviously less flavored and less sweet. Based on the obtained data, it could be concluded that parameters used for dates over 5 min are the best compromise to guarantee food safety and quality.
To reveal any time-dependent changes, all processed materials were left in a refrigerator at +5 °C for three days. The samples were then compared to the initial sample, which was also kept in the refrigerator. The results are shown in
Figure 7.
Moreover, all of the samples were examined under the microscope. However, none of them had obvious peel damage that may have been caused by cavitation and pulsation. The visible spots formed under the upper layer without damaging it. The results are shown in
Figure 8 and
Figure 9.
By summarizing the data obtained in all the previous experiments, we can conclude that the dates withstood simultaneous processing with US and SC-CO2 under pressure for a time that was sufficient for treatment and without significant loss of quality, taste and weight. It is reasonable to use the lowest pressure and temperature at the phase transition point (8 MPa, 30–32 °C), since a part of the energy of the transformers converts into heat and the system heats up, which increases the internal pressure at the same time (isochoric process). The optimum power supplied to the transformers is 1.2 kW, as 1.7 kW of power damages the appearance, and the product no longer meets the requirements.
3.3. Experiment to Determine Processing Time Using the Maximum US Power Preserving Product Integrity
In this experiment, the dates were processed at the maximum US power (1.7 kW), but for times of 1 and 3 min. The results of the experiment were positive for the one-minute experiment. The appearance of the dates remained practically unchanged, and the taste was less flavored than that of the unprocessed sample. The product weight increased by fractions of a gram; from 102.155 to 102.182. At three minutes, the results were negative. Despite the absence of cracks and breaks, which occurred after five minutes, clear exfoliation of the upper part of the peel, which would subsequently lead to cracks, could be seen in this experiment. Thus, the product processed under these conditions did not comply with the requirements. The product weight increased from 84.763 to 84.785 g. The taste became less flavorful than that in the previous experiment. The results are shown in
Figure 10.
Thus, a conclusion can be made that decreases in the processing time can decrease the impact of high-power US on date surfaces, and a power of around 1.7 kW can be considered the maximum point at which no damage is observed at a minimum processing time.
3.4. Microbiological Study of the Reactor Medium
Based on the data obtained, the medium power value (1.2 kW) and the minimum and maximum time (1 and 5 min) were used for the microbiological study. To ensure experiment accuracy, the power of 1.7 kW and the minimum holding time (1 min) were used in one experiment as the maximum point of the unit operating characteristics at which the tests still can be run.
4. Discussion
Based on the above data, it can be concluded that the ultrasonic field significantly increased the microorganism mortality rate on the surface of a processed product. This was due to the mechanical effect on cells, together with the high-pressure, which formed unfavorable conditions for survival. However, it should be noted that insufficient processing time at low US power may worsen the situation. For example, at 1.2 kW power and one minute of processing time, mold spores and yeast experienced an even more favorable environment than in the simple blowdown with carbon dioxide. This effect can be explained by the less intense US, which did not damage cells but homogenized the environment and intensified the processes in the reactor.
As shown in the experimental data, product processing under high-pressure carbon dioxide is an efficient decontamination technique. Maximum and relatively fast results may be obtained in the ultrasonic field, provided that the correct technical parameters are set. This technique has a number of advantages, including its safety, as even high pressure cannot lead to serious consequences; the working medium is food-grade carbon dioxide, most of which is recycled, and the remaining part can be collected using affordable methods. This technology has high potential considering the fast-growing need for food-production facilities.
The experiments have discovered two ways of increasing the microorganism mortality rate: significant extensions in the processing time (on the mass-production scale, time extension is irrelevant since some preparation steps may be many times longer than the process itself) and increasing the supplied power in accordance with the maximum possible power, which is determined experimentally for each product. The optimal pressure for the process may be considered as the transition point, since the system heats up when applying high-frequency oscillations due to the conversion of mechanical energy into heat.



 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}