1. Introduction
In order to maximize the effectiveness of pulverized coal combustion, many studies have tried to introduce different inorganic compounds into the reaction. These catalysts have primarily comprised metal oxides [
1,
2,
3], and salts of alkaline metal, alkaline earth, rare-earth, and transition metals [
4,
5,
6,
7]. They usually take the form of pure chemical reagents. The catalytic mechanism of the additive effect on coal characteristics has been studied by many authors [
8,
9,
10,
11]. These additives help enhance the coal’s decomposition reaction, resulting in oxidative reactions of matter that is difficult to oxidize, and transforming the reaction to accelerate the release of volatile matter from coal. The mechanism is as follows: upon oxidative decomposition, these metal oxides produce numerous oxides that, as active oxygen carriers, increase the catalytic capacity of the coal combustion reaction; the higher temperature of the active oxygen creates an active center, the carbon around it burns faster, and the resistance on the surface of the coal particles is reduced due to the creation of holes by combustion and oxygen diffusion. This mechanism allows an intimate contact between oxygen and coal, consequently improving the coal’s combustion rate and lowering its ignition temperature. These studies have shown that the kindling point is decreased, and the combustion efficiency is increased, when the catalysts are added. Therefore, it is clear that the oxides of alkaline, alkaline earth, transition metal oxides, and salt have catalytic effects on the coal burning reaction.
Other studies have used industrial waste with high contents of these metal components to support the coal burning process [
12,
13,
14,
15]. Wang et al. [
15] assessed the effects of using industrial steel slag on the combustion efficiency and NOx emission rates of coal burning. Wang et al. [
14] also achieved a better coal combustion efficiency by introducing a combined promoter, comprising chemical reagents and waste from the steel industry. All industrial wastes containing high Na, Ca, Al, and Fe showed catalytic effects on the burning reaction of Jincheng anthracite (Cheng et al. [
12,
13]). Na-rich waste exhibited better catalytic effects on coal combustion than Fe-rich waste. However, Fe-rich waste exhibited better catalytic effects than Ca-rich waste. Among the industrial wastes, Al-rich waste demonstrated the worst catalytic effects.
Red mud, rich in Na, Fe, Ca, and Al or bauxite residue, is a hazardous waste generated via the Bayer approach to alumina production (Al
2O
3) from bauxite ore, which contains high levels of residual alkalinity and toxic heavy metals [
16,
17,
18]. Therefore, red mud is a hazardous waste of the alumina industry. Several studies have reported the re-use of red mud in other industries, such as for pigments [
19], fillers in polymer materials, etc. [
20,
21,
22]. Recently, there has been growing interest in using red mud as a raw material for building [
23,
24,
25]. In Vietnam, the mining of bauxite ore has been undertaken in recent years, and the management of red sludge is still a big problem that requires sustainable solutions. The Tanrai Alumina Processing plant, Lamdong, Vietnam is a big aluminum production plant with the capacity to produce 650,000 tons of alumina annually. The plant uses Bayer technology for alumina production. The volume of red mud generated in the alumina processing plant depends on the quality of the crude bauxite ore, and may be greater than the volume of alumina by 1–1.5-fold. The total reserves of bauxite ore in Vietnam have been estimated at about 5.5 billion tons, which can potentially produce 5.0 billion tons of red mud (about 90% of raw ore) [
26]. Therefore, just as in most countries with a bauxite industry, Vietnam is facing challenges regarding how to utilize this large amount of red mud waste and reduce its impact on the environment.
Recently, red mud has been evaluated for use as a potential oxygen carrier in the chemical-looping combustion (CLC) process [
27,
28,
29]. An increase in the reactivity of the bauxite waste was observed with the number of redox cycles, and the carrier showed high combustion efficiencies at all temperatures. The results indicate that this bauxite waste can represent a promising oxygen carrier for the iG-CLC of coal.
In our other study [
30], we used a mixture of pure Al
2O
3, Fe
2O
3, NaCl, and CaCl
2, with a ratio of Ca, Fe, Na, and Al similar to that in red mud, as a catalyst in the combustion of Vietnamese anthracite coal. The results showed that, with a 10% inclusion of the mixture by weight, the combustion performance was improved. Under the above condition, the ignition temperature of anthracite coal was decreased 17.5 °C, but the burnout efficiency was only increased by 0.53% compared with the raw anthracite coal. The use of a mixture similar to red mud has shown the potential of red mud for use as a combustion catalyst for coal.
In this paper, red mud was used as a catalyst, and its effect on the combustion efficiency of anthracite was examined. When using red mud as a promoting agent for the coal combustion process, many resources and much energy will be saved. This kind of industrial waste has very low costs, is effective, and is suitable for industrial-scale applications.
2. Results
2.1. Characteristics of Red Mud
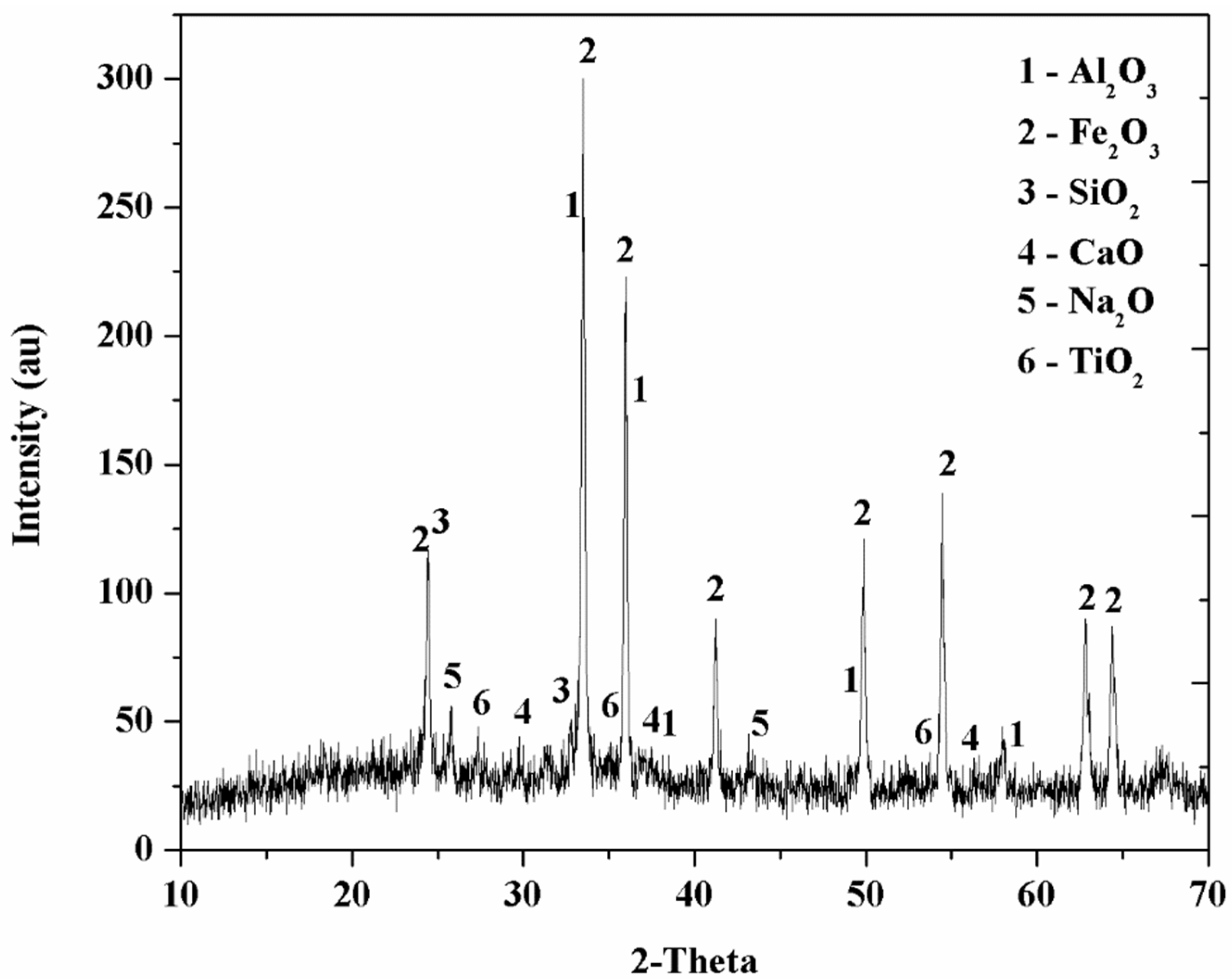
Red mud’s composition and properties depend on the bauxite ore composition and the processing technology. As regards its mineral composition, the XRD patterns suggest the presence of iron oxide in the form of hematite (Fe
2O
3), goethite (FeO(OH)), and clay minerals such as gibbsite (Al
2O
3.3H
2O) and feldspar (NaAlSi
3O
8); ilmenite (FeTiO
3), calcite (CaCO
3), and quartz (SiO
2) are also present, as shown in
Figure 1. The XRD patterns also show that most of the red mud’s components are in amorphous and microcrystalline states.
Table 1 summarizes the chemical composition of the material (16.71% Al
2O
3, 51.10% Fe
2O
3, 5.83% CaO, 5.32% Na
2O, 6.98% SiO
2, 3.64% TiO
2, and others). The results also show that red mud’s LOI is 9.36%. This may be explained by the presence of clay minerals, as shown in the XRD pattern.
The results show that the red mud industrial waste is rich in Fe, Al, Ca, and Na, similar to other wastes such as steel slag, aluminum slag, etc. [
17]. It could thus be used as a coal combustion catalyst.
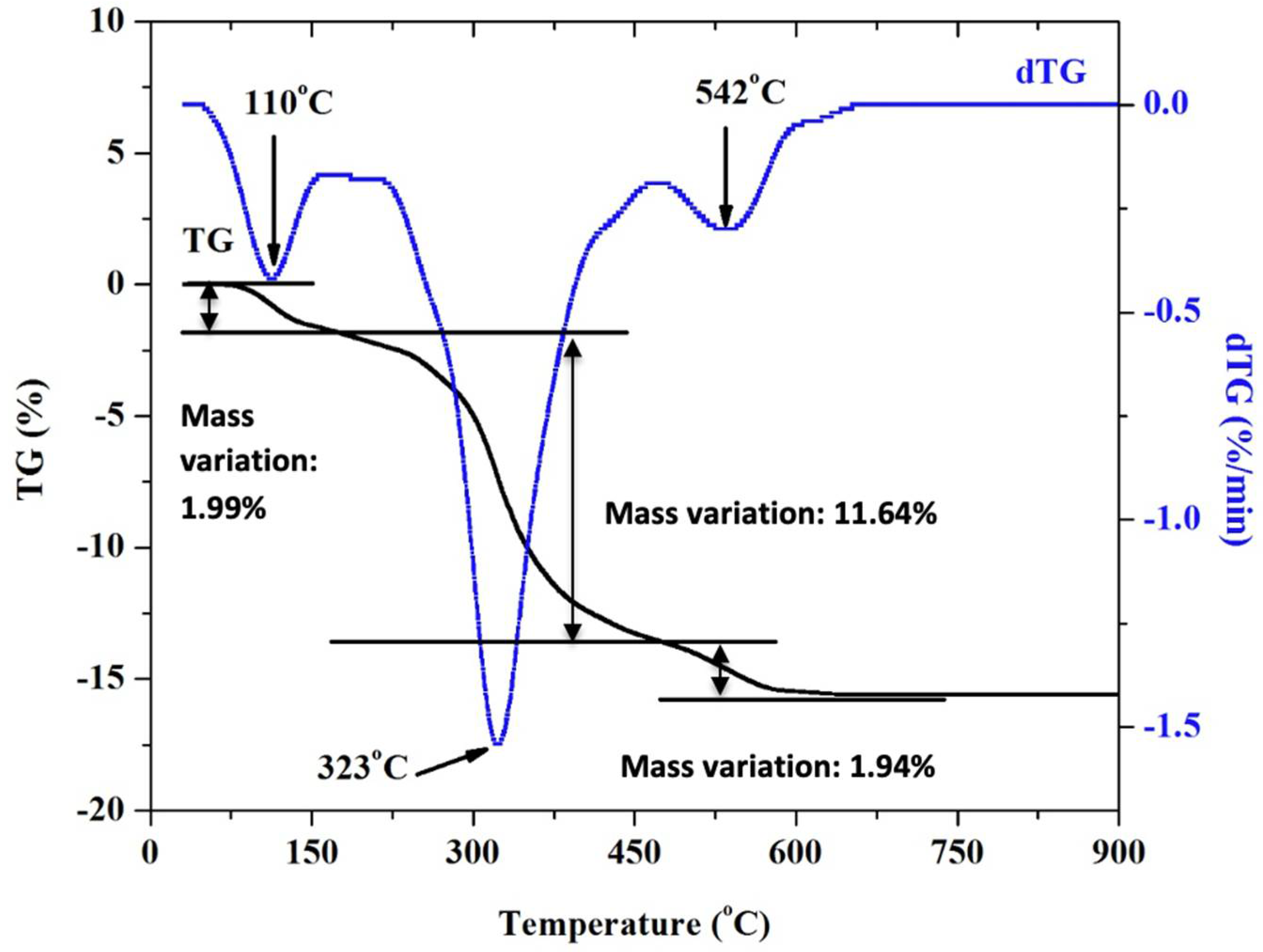
The catalytic capacity of red mud depends on its decomposition during the combustion of coal. The results of the thermal analysis of the red mud are shown in
Figure 2.
The results obtained show that red mud undergoes three thermal reactions at 110 °C, 323 °C, and 542 °C, as indicated by the DTG curve. We can see a peak associated with water evaporation at around 110 °C, due to the initial water content (a weight loss of about 1.99%). The decomposition reactions of gibbsite, goethite, ilmenite, and feldspar occur between 200 and 500 °C. They can be described as follows:
Above 500 °C, the decomposition of calcite takes place, as below:
The greatest weight loss of the red mud (11.64%) takes place under 500 °C, and weight losses of only 1.94% takes place between 500 and 900 °C, because the contents of gibbsite, goethite, and feldspar are relatively high, while the calcite content is fairly low (
Table 2). The results of XRD analysis for red mud after decomposition also show the formation of Fe
2O
3, Al
2O
3, SiO
2, CaO, Na
2O, and TiO
2 phases (
Figure 3).
In summary, the thermal analysis of red mud suggests it achieves thermal stability at high temperatures ranging from 500 to 900 °C. The oxides formed will act as catalytic centers for the combustion of coal.
2.2. Effect of Red Mud on Coal Combustion Characteristics
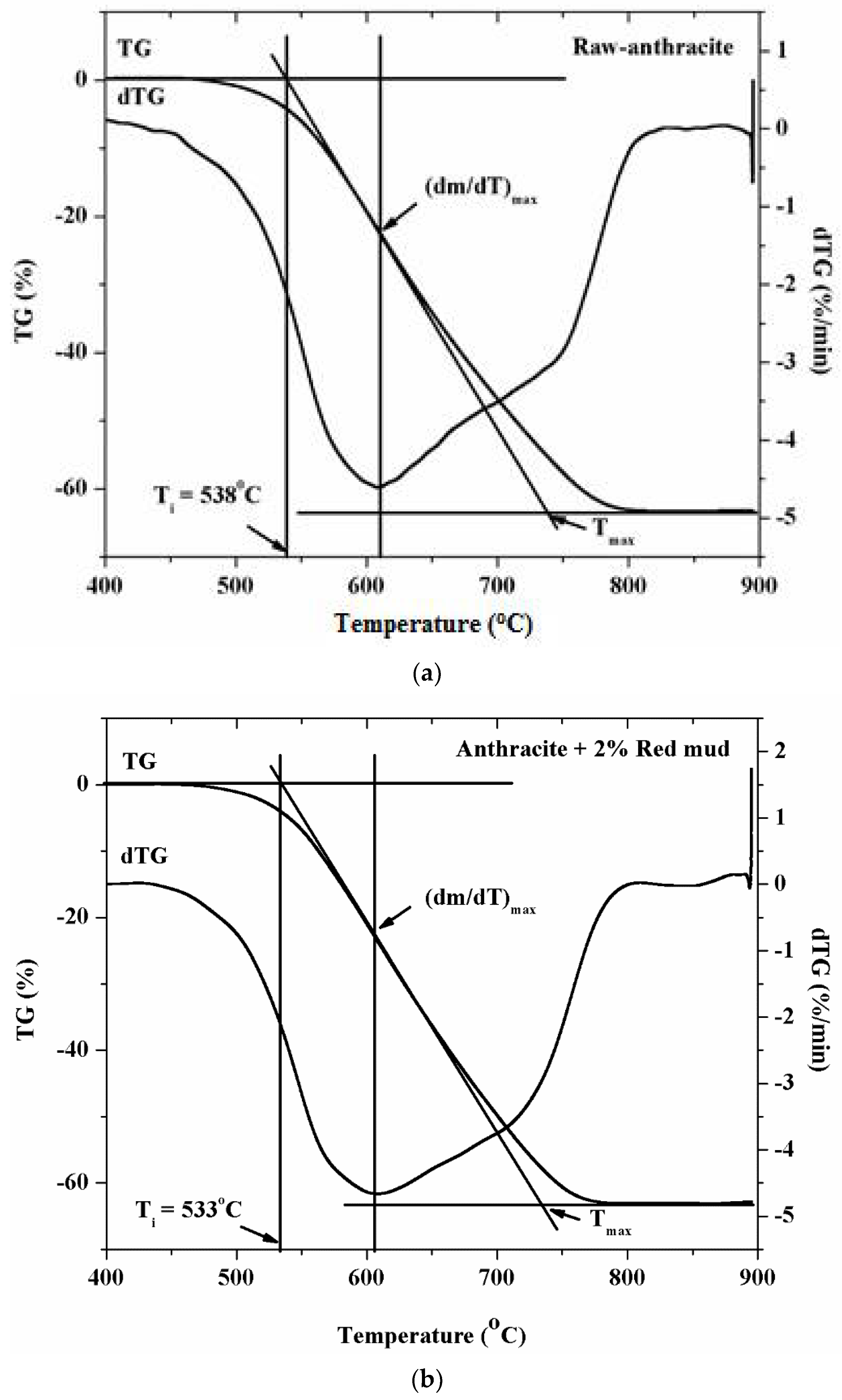
The TG-DTG results for anthracite with the highest addition of red mud are shown in
Figure 4. The results regarding the ignition temperature and burnout efficiency of coal combustion, derived from the TG-DTG, are obtained and shown in
Table 2. As
Table 2 shows, the
Ti of the raw anthracite sample is 538 °C. However, the
Ti of anthracite with 2%, 4%, or 6% of red mud is 533 °C, 531 °C, or 528 °C, respectively.
The results indicate that when red mud is introduced, the ignition temperature decreases by 5 °C, 7 °C, or 10 °C, depending on the weight content. The greater the amount of red mud added, the greater the reduction in ignition temperature.
As can be seen from
Table 2, the burnout efficiency increased 1.13%, 1.81%, and 2.59% with 2%, 4%, and 6% red mud, respectively. The red mud greatly increases anthracite’s burnout efficiency.
Here, the ignition temperature is reduced, but the burnout efficiency is greater than that achieved in our previous study (
Table 3) [
30]. Previously, we used pure Al
2O
3, Fe
2O
3, NaCl, and CaCl
2 mixed together to obtain a catalytic mixture similar to red mud. However, NaCl and CaCl
2 have low melting points. Therefore, during combustion, they will melt on the surface of coal particles and interfere with the coal’s combustion, causing the burnout efficiency to increase insignificantly. In contrast, after decomposition, red mud will form oxides that situate themselves on the surface of the coal particles, and which do not affect the combustion of coal grains, thus increasing the burnout efficiency of coal.
The results also show that red mud is as effective as other wastes, such as brine sludge, salt sludge (Na-rich), iron mud steel residue (Fe-rich), white lime mud, calcium carbide residue (Ca-rich), alumina residue, and aluminum slag (Al-rich) (
Table 3) [
12].
During the combustion of coal, red mud is decomposed into metal oxides Fe
2O
3, Al
2O
3, CaO, Na
2O, and TiO
2. These oxides act as active oxygen carriers enabling catalytic coal combustion. The catalytic mechanisms can be described as below [
8,
15]:
It can be seen that red mud acts as a carrier to accelerate the oxygen transfer rate, thus improving the combustion efficiency. This further indicates that red mud may have a non-negligible positive effect on pulverized coal’s combustion.
Table 4 shows the ash compositions of the samples after burning. The results show that, when using red mud, the contents of oxides Al
2O
3, Fe
2O
3, CaO, Na
2O, and TiO
2 increase, and the higher the red mud ratio, the greater the contents of these oxides. Meanwhile, the ratio of SiO
2 and K
2O decreased. Thus, having been decomposed into oxides, the red mud will remain in the ash after the combustion of coal. The ash’s weight will increase due to the presence of red mud, and the metal elements (Al, Na, Ti) present in the mud can affect the blast furnace.
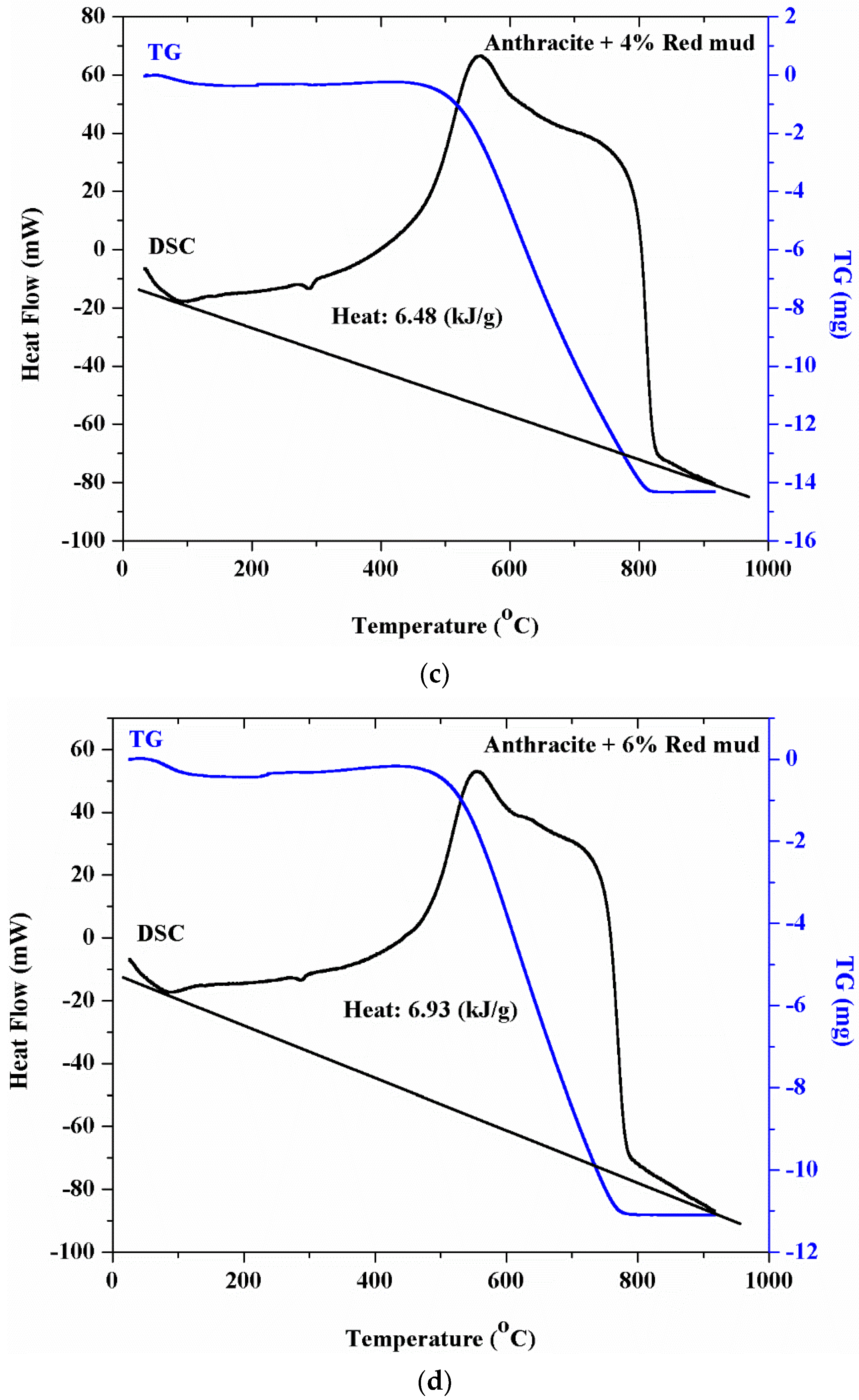
2.3. Catalytic Effect on the Amount of Heat Released
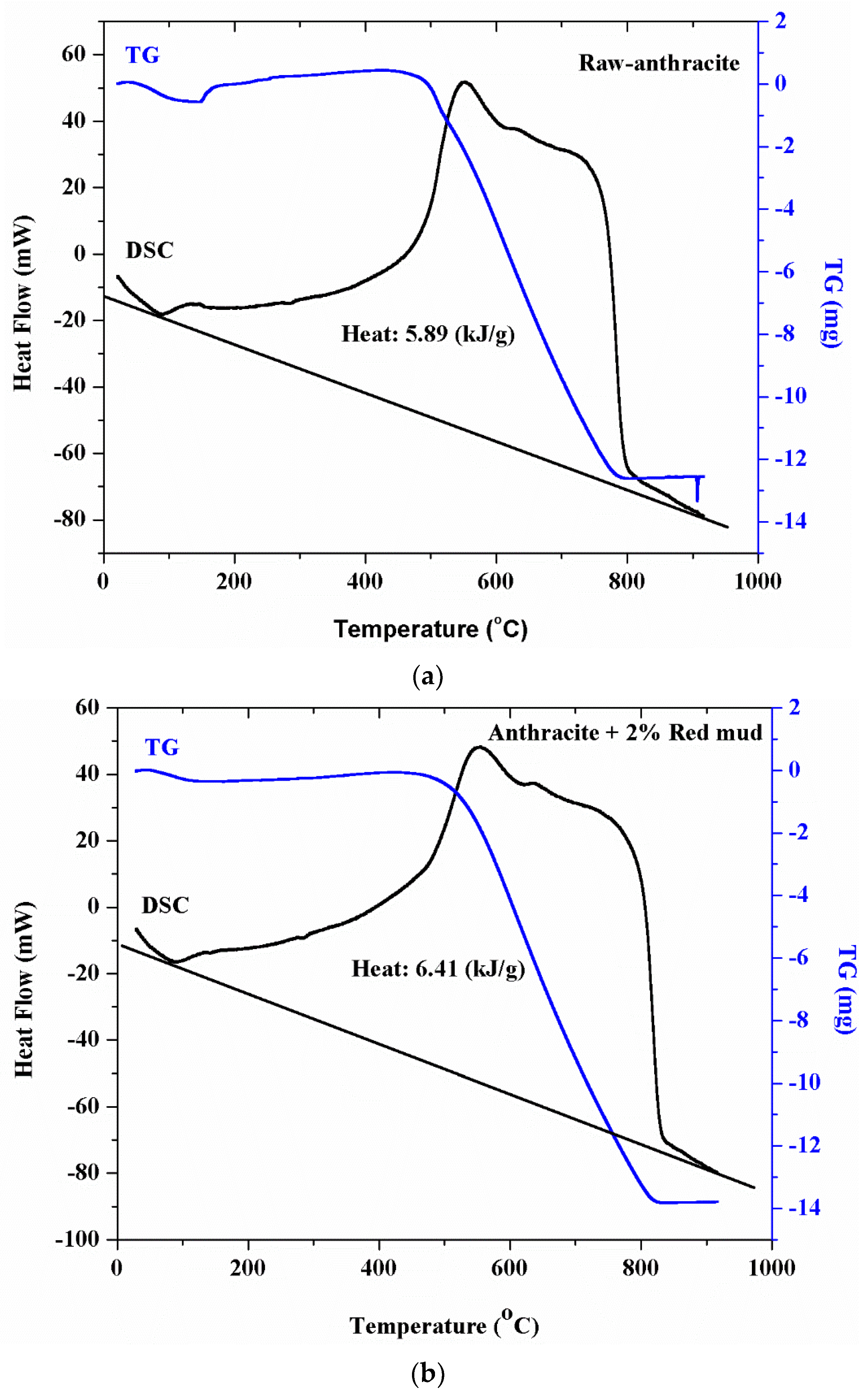
The DSC lines of anthracite are shown in
Figure 4, and the rate of heat released from burning pulverized coal is summarized in
Table 5.
Figure 5 shows that the combustion of coal takes place over two stages: the burning of the volatile and semi-coke combustion. The difference in the rate of heat release is more obvious in semi-coke combustion (temperatures above 400 °C).
The amount of heat generated from burning raw anthracite is 5.89 kJ/g. With the addition of red mud, the amount of heat generated from burning anthracite coal is increased to 6.41 kJ/g, 6.48 kJ/g, and 6.93 kJ/g with 2%, 4%, and 6% red mud, respectively. This confirms that the local hypoxia during pulverized coal combustion can be improved by adding red mud, thus increasing the amount of heat generated from burning pulverized coal.
The minerals present in the red mud decompose at temperatures over 400 °C to produce Fe2O3, Al2O3, Na2O, CaO, and TiO2 oxides. Therefore, the catalytic ability of red mud is strongest in the combustion stage of semi-coke.
3. Materials and Methods
3.1. Materials
This study employed anthracite. This coal was obtained from a company in Quang Ninh province, Vietnamese. The sample was anthracite coal class 4a, which is used in the Vietnamese power sector. The characteristics of the raw anthracite are shown in
Table 6.
The low content of volatile matter and high ignition temperature mean that the Vietnamese anthracite has poor ignition properties. The low contents of volatile matter and high ash content together contribute to the production of more coke particles from anthracite after volatilization, which are difficult to burn out (burnout efficiency about 90.54%). As such, the thermal performance of Vietnamese anthracite is poor. The combustion efficiency can be improved by using catalysts.
Red mud (RM) waste from the Tan Rai Bauxite Plant (Lam Dong province, Vietnamese) was dried for 24 h, then ground for 30 min with a ball miller; this was used as a catalyst to improve the combustion efficiency of anthracite coal.
3.2. Methods
The mineralogical content of red mud was assessed by X-ray diffraction spectroscopy (XRD). The chemical composition of red mud was determined by X-ray fluorescence spectrometry (XRF). The thermal decomposition process of the red mud was determined by thermogravimetry and derivative thermogravimetry (TG-DTG).
The combustion reactivity of pulverized coal was assessed via its ignition temperature and burnout efficiency.
The samples were prepared as follow: First, anthracite and red mud were ground and sieved into a powder form with particle sizes around 150–180 µm. Second, the coal powder was mixed with red mud to ratios of 2%, 4%, and 6% by weight. After that, water was added to the mixture to derive a slurry. Finally, the slurry was dried and ground to a powder of less than 74 µm particle size, and this was used for the combustion experiments. In addition, anthracite samples without red mud were prepared via the same process to ensure they had the same physical properties as the previous samples. Then, all samples were placed in sealed plastic bags for preservation.
The ignition temperatures of the samples were determined by thermogravimetry and derivative thermogravimetry (TG-DTG), as described in the following [
12]. Each sample (about 6 mg) was burned in a platinum crucible, in atmosphere, with a heating rate of 10 °C/min from room temperature to 900 °C, and under an air flow of 50 mL/min.
The burnout efficiency of fixed carbon in coal
Bc was calculated as follows [
12]:
where
M0 and
M1 are the weights of the raw sample and slag, respectively;
FC0 and
FC1 are the carbon content by weight (%) in the raw sample and the slag, respectively.
Another important parameter of the combustion reaction is the thermal efficiency; the greater the heat released, the higher the thermal efficiency. This parameter was measured by the differential scanning calorimetry (DSC) method. Each sample (about 10 mg) was burned in an Al2O3 crucible, in atmosphere, with a heating rate of 10 °C/min from room temperature to 900 °C, and under an air flow of 50 mL/min.
4. Conclusions
The mineralogical and chemical compositions of red mud were determined. The results show that the mineralogical composition of red mud comprises CaCO3, Fe2O3, FeO(OH), FeTiO3, and Al(OH)3, and it is rich in Na, Ca, Al, Fe, and Ti. The combustion of pulverized coal can be enhanced by adding red mud. When the content of red mud was 6% by weight, the combustion performance was improved. With the optimal addition, the ignition temperature of anthracite coal was decreased by 12 °C, the burnout efficiency was increased 2.59% compared with raw anthracite coal, and the released heat of the anthracite coal was increased to 5.89 kJ/g and 6.93 kJ/g. However, it should be noted that the conditions were different between the blast furnace and the laboratory. As such, the results cannot be directly applied to the combustion of pulverized coal in the blast furnace, but they do indicate that the combustion reactivity of pulverized coal can be improved by adding red mud.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}