
Optimization of Oil Extraction from Rice Bran with Mixed Solvent Using Response Surface Methodology
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Oil Extraction and Solvent Screening
2.3. Single Factor Experiment
2.4. Determination of RBO Properties
2.4.1. Physicochemical Indexes
2.4.2. Fatty Acid Composition and Content
2.4.3. Oryzanol Content
2.4.4. Total Sterol Content
2.5. The RSM Experimental Design
2.6. Statistical Analysis
3. Results
3.1. Single Factor Optimization Results of Extraction Process
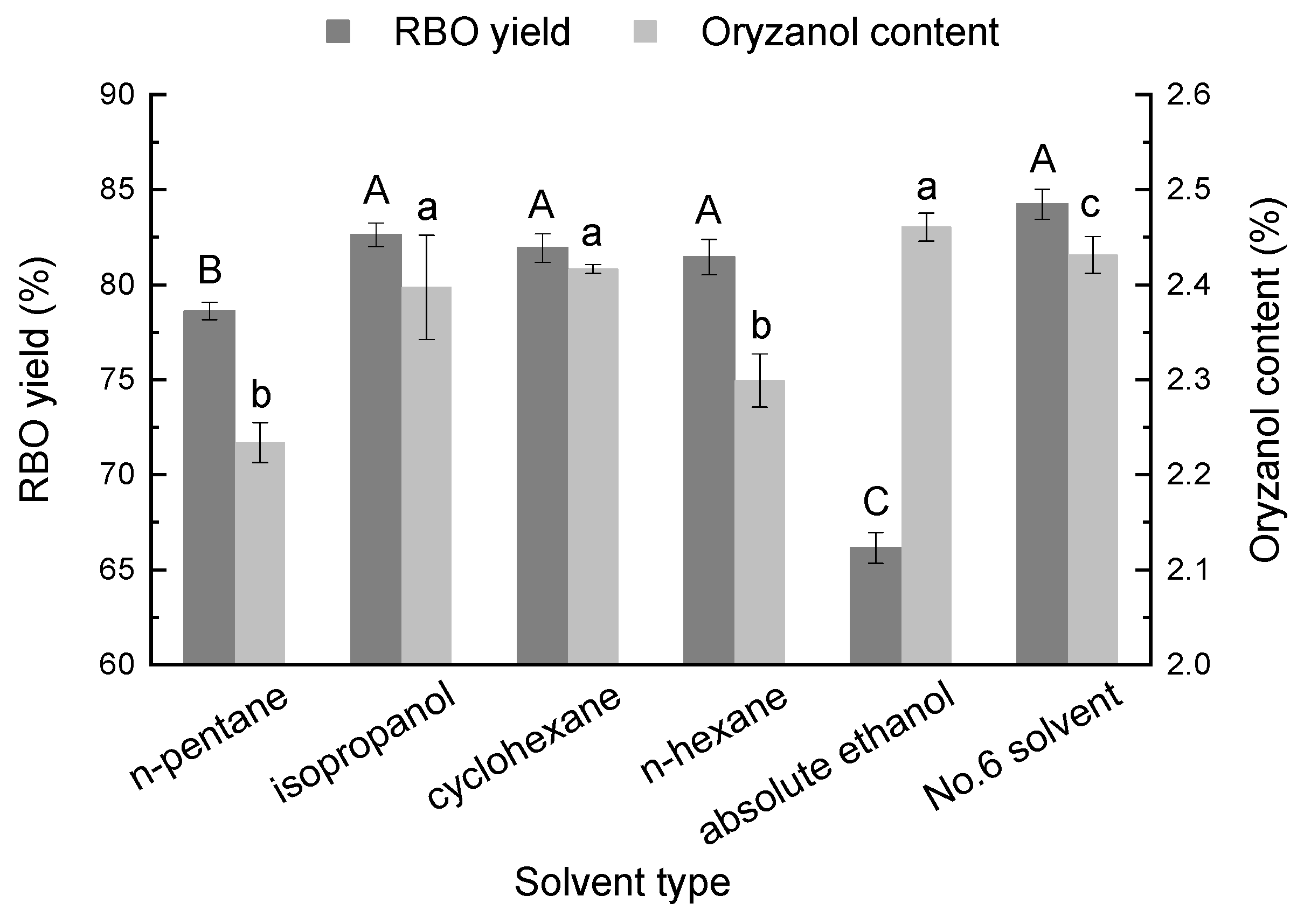
3.1.1. Effect of Solvent Type and Mixing Ratio on RBO Yield
3.1.2. Effect of Solid–Liquid Ratio on RBO Yield
3.1.3. Effect of Extraction Time on RBO Yield
3.1.4. Effect of Extraction Temperature on RBO Yield
3.1.5. Effect of Oscillation Speed on RBO Yield
3.2. Optimization of Extraction by RSM
3.2.1. The RSM Results of the Extraction Process
3.2.2. Optimization of the Extraction Conditions and Verification of the Model
3.3. Effect of Mixed Solvent on the Properties of RBO
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ling, B.; Lyng, J.G.; Wang, S. Effects of hot air-assisted radio frequency heating on enzyme inactivation, lipid stability and product quality of rice bran. LWT 2018, 91, 453–459. [Google Scholar] [CrossRef]
- Eswaraiah, C. Optimization of Process Parameters Using Response Surface Methodology for Enrichment of Rice Bran Oil. Sep. Sci. Technol. 2015, 50, 2147–2154. [Google Scholar] [CrossRef]
- Pandey, R.; Shrivastava, S.L. Comparative evaluation of rice bran oil obtained with two-step microwave assisted extraction and conventional solvent extraction. J. Food Eng. 2018, 218, 106–114. [Google Scholar] [CrossRef]
- Bessa, L.C.B.A.; Ferreira, M.C.; Rodrigues, C.E.C.; Batista, E.A.C.; Meirelles, A.J.A. Simulation and process design of continuous countercurrent ethanolic extraction of rice bran oil. J. Food Eng. 2017, 202, 99–113. [Google Scholar] [CrossRef]
- Yang, R.; Zhang, L.; Li, P.; Yu, L.; Mao, J.; Wang, X.; Zhang, Q. A review of chemical composition and nutritional properties of minor vegetable oils in China. Trends Food Sci. Technol. 2018, 74, 26–32. [Google Scholar] [CrossRef]
- Capellini, M.C.; Giacomini, V.; Cuevas, M.S.; Rodrigues, C.E.C. Corrigendum to “Rice bran oil extraction using alcoholic solvents: Physicochemical characterization of oil and protein fraction functionality” Ind. 2018. [Google Scholar] [CrossRef]
- Khoei, M.; Chekin, F. The ultrasound-assisted aqueous extraction of rice bran oil. Food Chem. 2016, 194, 503–507. [Google Scholar] [CrossRef]
- Novello, Z.; Scapinello, J.; Magro, J.D.; Zin, G.; Luccio, M.D.; Tres, M.V.; Oliveira, J.V. Extraction, chemical characterization and antioxidant activity of andiroba seeds oil obtained from pressurized n-butane. Ind. Crops Prod. 2015, 76, 697–701. [Google Scholar] [CrossRef]
- Navarro, S.L.B.; Capellini, M.C.; Aracava, K.K.; Rodrigues, C.E.C. Corn germ-bran oils extracted with alcoholic solvents: Extraction yield, oil composition and evaluation of protein solubility of defatted meal. Food Bioprod. Process. 2016, 100, 185–194. [Google Scholar] [CrossRef]
- Tir, R.; Dutta, P.C.; Badjah-Hadj-Ahmed, A.Y. Effect of the extraction solvent polarity on the sesame seeds oil composition. Eur. J. Lipid Sci. Technol. 2012, 114, 1427–1438. [Google Scholar] [CrossRef]
- Dagostin, J.L.A.; Carpiné, D.; Corazza, M.L. Extraction of soybean oil using ethanol and mixtures with alkyl esters (biodiesel) as co-solvent: Kinetics and thermodynamics. Ind. Crops Prod. 2015, 74, 69–75. [Google Scholar] [CrossRef]
- Hongrui, L.I.; Hai, G.U.O.; Liqin, Z.H.U.; Yonggen, S. Optimization of Extraction Technology for Rice Bran Oil. Agric. Biotechnol. 2013, 2, 52–57. [Google Scholar]
- Kim, J.; Godber, J.S. Comparison of rice bran oil and wax yields. A systematic approach to wax ester analysis. Int. J. Food Sci. Technol. 2014, 49, 410–415. [Google Scholar] [CrossRef]
- Comerlatto, A.; Voll, F.A.; Daga, A.L.; Fontana, É. Mass transfer in soybean oil extraction using ethanol/isopropyl alcohol mixtures. Int. J. Heat Mass Transf. 2021, 165, 120630. [Google Scholar] [CrossRef]
- Seth, S.; Agrawal, Y.C.; Ghosh, P.K.; Jayas, D.S.; Singh, B.P.N. Oil extraction rates of soya bean using isopropyl alcohol as solvent. Biosyst. Eng. 2007, 97, 209–217. [Google Scholar] [CrossRef]
- Fraterrigo Garofalo, S.; Demichelis, F.; Mancini, G.; Tommasi, T.; Fino, D. Conventional and ultrasound-assisted extraction of rice bran oil with isopropanol as solvent. Sustain. Chem. Pharm. 2022, 29, 100741. [Google Scholar] [CrossRef]
- Sivagnanam, S.P.; Yin, S.; Choi, J.H.; Park, Y.B.; Woo, H.C.; Chun, B.S. Biological Properties of Fucoxanthin in Oil Recovered from Two Brown Seaweeds Using Supercritical CO2 Extraction. Mar. Drugs 2015, 13, 3422–3442. [Google Scholar] [CrossRef]
- Kamimura, J.A.A.M.; Aracava, K.K.; Rodrigues, C.E.C. Experimental data and modeling of rice bran oil extraction kinetics using ethanol as solvent. Sep. Sci. Technol. 2017, 52, 1921–1928. [Google Scholar] [CrossRef]
- Zhang, Q.-A.; Zhang, Z.-Q.; Yue, X.-F.; Fan, X.-H.; Li, T.; Chen, S.-F. Response surface optimization of ultrasound-assisted oil extraction from autoclaved almond powder. Food Chem. 2009, 116, 513–518. [Google Scholar] [CrossRef]
- Wang, H.; Geng, H.; Chen, J.; Wang, X.; Li, D.; Wang, T.; Yu, D.; Wang, L. Three phase partitioning for simultaneous extraction of oil, protein and polysaccharide from rice bran. Innov. Food Sci. Emerg. Technol. 2020, 65, 102447. [Google Scholar] [CrossRef]
- Go, A.W.; Pham, T.Y.N.; Truong, C.T.; Quijote, K.L.; Angkawijaya, A.E.; Agapay, R.C.; Gunarto, C.; Ju, Y.-H.; Santoso, S.P. Improved solvent economy and rate of rice bran lipid extraction using hydrolyzed rice bran with hexane as solvent. Biomass Bioenergy 2020, 142, 105773. [Google Scholar] [CrossRef]
- Juchen, P.T.; Araujo, M.N.; Hamerski, F.; Corazza, M.L.; Voll, F.A.P. Extraction of parboiled rice bran oil with supercritical CO2 and ethanol as co-solvent: Kinetics and characterization. Ind. Crops Prod. 2019, 139, 111506. [Google Scholar] [CrossRef]
- Azevedo, A.Q.P.L.; Juchen, P.T.; Hamerski, F.; Ramos, L.P.; Santos, A.F.; Corazza, M.L. Corn germ oil extraction with compressed propane compared with Soxhlet extraction. Braz. J. Chem. Eng. 2022, 39, 803–813. [Google Scholar] [CrossRef]
- Kostić, M.D.; Joković, N.M.; Stamenković, O.S.; Rajković, K.M.; Milić, P.S.; Veljković, V.B. The kinetics and thermodynamics of hempseed oil extraction by n-hexane. Ind. Crops Prod. 2014, 52, 679–686. [Google Scholar] [CrossRef]
- Tian, Y.; Xu, Z.; Zheng, B.; Lo, Y.M. Optimization of ultrasonic-assisted extraction of pomegranate (Punica granatum L.) seed oil. Ultrason. Sonochem. 2013, 20, 202–208. [Google Scholar] [CrossRef]
- Amarasinghe, B.; Kumarasiri, M.P.M.; Gangodavilage, N.C. Effect of method of stabilization on aqueous extraction of rice bran oil. Food Bioprod. Process. 2009, 87, 108–114. [Google Scholar] [CrossRef]
- Toda, T.A.; Sawada, M.M.; Rodrigues, C.E.C. Kinetics of soybean oil extraction using ethanol as solvent: Experimental data and modeling. Food Bioprod. Process. 2016, 98, 1–10. [Google Scholar] [CrossRef]
- Baümler, E.R.; Crapiste, G.H.; Carelli, A.A. Solvent extraction: Kinetic study of major and minor compounds. J. Am. Oil Chem. Soc. 2010, 87, 1489–1495. [Google Scholar] [CrossRef]
- Benito-Román, O.; Varona, S.; Sanz, M.T.; Beltrán, S. Valorization of rice bran: Modified supercritical CO2 extraction of bioactive compounds. J. Ind. Eng. Chem. 2019, 80, 273–282. [Google Scholar] [CrossRef]
- Pinto, T.I.; Coelho, J.A.; Pires, B.I.; Neng, N.R.; Nogueira, J.M.; Bordado, J.C.; Sardinha, J.P. Supercritical carbon dioxide extraction, antioxidant activity, and fatty acid composition of bran oil from rice varieties cultivated in Portugal. Separations 2021, 8, 115. [Google Scholar] [CrossRef]
- Herawati, N.; Gaffar, M.A.F.; Wahyudin, E. Microwave-Assisted Extraction and Identification of γ-Oryzanol from Rice Bran (Oryza sativa L. cv ciliwung). Pharmacogn. J. 2021, 13, 1242–1247. [Google Scholar]
- Spigno, G.; Tramelli, L.; De Faveri, D.M. Effects of extraction time, temperature and solvent on concentration and antioxidant activity of grape marc phenolics. J. Food Eng. 2007, 81, 200–208. [Google Scholar] [CrossRef]
- Kong, W.; Baeyens, J.; Qin, P.; Zhang, H.; Tan, T. Towards an energy-friendly and cleaner solvent-extraction of vegetable oil. J. Environ. Manag. 2018, 217, 196–206. [Google Scholar] [CrossRef] [PubMed]
- Jia, F.; Li, H.; Gao, L. Optimize conditions for extracting crude oil from Alliums cepa L. var. agrogatum Don using response surface methodology. IERI Procedia 2013, 5, 304–311. [Google Scholar] [CrossRef] [Green Version]
- Phan, V.M.; Junyusen, T.; Liplap, P.; Junyusen, P. Effects of ultrasonication and thermal cooking pretreatments on the extractability and quality of cold press extracted rice bran oil. J. Food Process Eng. 2019, 42, e12975. [Google Scholar] [CrossRef]
- Xu, D.; Hao, J.; Wang, Z.; Liang, D.; Wang, J.; Ma, Y.; Zhang, M. Physicochemical properties, fatty acid compositions, bioactive compounds, antioxidant activity and thermal behavior of rice bran oil obtained with aqueous enzymatic extraction. LWT 2021, 149, 111817. [Google Scholar] [CrossRef]
- Hu, B.; Li, Y.; Song, J.; Li, H.; Zhou, Q.; Li, C.; Zhang, Z.; Liu, Y.; Liu, A.; Zhang, Q. Oil extraction from tiger nut (Cyperus esculentus L.) using the combination of microwave-ultrasonic assisted aqueous enzymatic method-design, optimization and quality evaluation. J. Chromatogr. A 2020, 1627, 461380. [Google Scholar] [CrossRef]
- Mingyai, S.; Kettawan, A.; Srikaeo, K.; Singanusong, R. Physicochemical and antioxidant properties of rice bran oils produced from colored rice using different extraction methods. J. Oleo Sci. 2017, 66, 565–572. [Google Scholar] [CrossRef] [Green Version]
- Liu, R.; Liu, R.; Shi, L.; Zhang, Z.; Zhang, T.; Lu, M.; Chang, M.; Jin, Q.; Wang, X. Effect of refining process on physicochemical parameters, chemical compositions and in vitro antioxidant activities of rice bran oil. LWT 2019, 109, 26–32. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Solid–Liquid Ratio (A) | Extraction Time (min) (B) | Temperature (°C) (C) | RBO Yield (%) | |||
|---|---|---|---|---|---|---|---|
| Coded Value | Actual Value | Coded Value | Actual Value | Coded Value | Actual Value | ||
| 1 | 0 | 5:1 | 1.68 | 18.41 | 0 | 40 | 83.9 |
| 2 | 0 | 5:1 | 0 | 10 | 0 | 40 | 84.2 |
| 3 | −1 | 4:1 | −1 | 5 | 1 | 50 | 79.4 |
| 4 | −1.68 | 3.32:1 | 0 | 10 | 0 | 40 | 73.2 |
| 5 | −1 | 4:1 | −1 | 5 | −1 | 30 | 73.8 |
| 6 | 0 | 5:1 | 0 | 10 | 0 | 40 | 84.1 |
| 7 | 1 | 6:1 | 1 | 15 | −1 | 30 | 82.2 |
| 8 | 1 | 6:1 | −1 | 5 | 1 | 50 | 85.2 |
| 9 | 0 | 5:1 | 0 | 10 | −1.68 | 23.18 | 76.5 |
| 10 | 0 | 5:1 | 0 | 10 | 0 | 40 | 83.5 |
| 11 | −1 | 4:1 | 1 | 15 | −1 | 30 | 78.7 |
| 12 | 1 | 6:1 | −1 | 5 | −1 | 30 | 80.7 |
| 13 | 0 | 5:1 | −1.68 | 1.59 | 1 | 40 | 80.3 |
| 14 | 0 | 5:1 | 0 | 10 | 1.68 | 56.82 | 84.2 |
| 15 | −1 | 4:1 | 1 | 15 | 1 | 50 | 80.7 |
| 16 | 0 | 5:1 | 0 | 10 | 0 | 40 | 84.6 |
| 17 | 0 | 5:1 | 0 | 10 | 0 | 40 | 83.2 |
| 18 | 1.68 | 6.68:1 | 0 | 10 | 0 | 40 | 84.0 |
| 19 | 0 | 5:1 | 0 | 10 | 0 | 40 | 83.7 |
| 20 | 1 | 6:1 | 1 | 15 | 1 | 50 | 85.7 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 248.58 | 9 | 27.62 | 57.86 | <0.0001 | significant |
| A | 113.73 | 1 | 113.73 | 238.24 | <0.0001 | |
| B | 14.64 | 1 | 14.64 | 30.66 | 0.0001 | |
| C | 59.08 | 1 | 59.08 | 123.77 | <0.0001 | |
| AB | 2.17 | 1 | 2.17 | 4.55 | 0.0586 | |
| AC | 0.023 | 1 | 0.023 | 0.048 | 0.8303 | |
| BC | 2.45 | 1 | 2.45 | 5.14 | 0.0468 | |
| A2 | 42.69 | 1 | 42.69 | 89.42 | <0.0001 | |
| B2 | 3.70 | 1 | 3.70 | 7.75 | 0.0193 | |
| C2 | 17.80 | 1 | 17.80 | 37.28 | 0.0001 | |
| Residual | 4.77 | 10 | 0.48 | |||
| Lack of fit | 3.60 | 5 | 0.72 | 3.06 | 0.122 4 | not significant |
| Pure error | 1.18 | 5 | 0.24 | |||
| Cor Total | 253.35 | 19 |
| Solvent Type | RBO Yield/% | Oryzanol Content/% |
|---|---|---|
| Mixed solvent | 85.8 ± 0.0 a | 2.5 ± 0.0 a |
| Isopropanol | 78.6 ± 0.3 c | 2.5 ± 0.0 ab |
| Cyclohexane | 81.1 ± 0.2 b | 2.4 ± 0.0 b |
| Parameters | Mixed Solvent | n-Hexane | Solvent No. 6 |
|---|---|---|---|
| Moisture and volatiles (%) | 7.2 ± 0.0 b | 3.1 ± 0.0 c | 18.9 ± 0.6 a |
| Acid value (mg/g) | 13.74 ± 0.21 b | 13.13 ± 4.47 b | 15.57 ± 0.12 a |
| Peroxide value (mmol/kg) | 8.52 ± 0.35 b | 8.63 ± 0.29 b | 9.92 ± 0.21 a |
| Iodine value (g/100 g) | 106.73 ± 0.52 a | 106.51 ± 0.82 a | 105.41 ± 0.66 a |
| L* | 25.66 ± 0.42 b | 28.92 ± 0.32 a | 28.97 ± 0.10 a |
| a* | 3.35 ± 0.10 a | 2.86 ± 0.02 b | 2.44 ± 0.04 c |
| b* | 9.85 ± 0.32 c | 15.51 ± 0.24 a | 14.49 ± 0.01 b |
| ΔE* | 67.12 ± 0.44 a | 64.46 ± 0.28 b | 64.24 ± 0.10 b |
| Oryzanol content (%) | 2.7 ± 0.1 a | 2.5 ± 0.1 b | 2.1 ± 0.1 c |
| Total sterol content (%) | 5.1 ± 0.1 a | 5.1 ± 0.2 a | 5.0 ± 0.3 b |
| Fatty Acids | Contents of Fatty Acid (%) | ||
|---|---|---|---|
| Mixed Solvent | n-Hexane | Solvent No. 6 | |
| Myristic acid (C14:0) | 0.3 ± 0.0 b | 0.3 ± 0.0 a | 0.3 ± 0.0 b |
| Palmitic acid (C16:0) | 19.9 ± 0.3 a | 19.7 ± 0.2 a | 19.8 ± 0.0 a |
| Palmitoleic acid (C16:1) | 0.2 ± 0.0 a | 0.2 ± 0.0 b | 0.2 ± 0.0 b |
| Margaric acid (C17:0) | 0.0 ± 0.0 c | 0.1 ± 0.0 a | 0.0 ± 0.0 b |
| Stearic acid (C18:0) | 2.1 ± 0.1 a | 2.2 ± 0.0 a | 2.1 ± 0.0 a |
| Oleic acid (C18:1) | 33.7 ± 0.0 ab | 33.9 ± 0.3 a | 33.4 ± 0.1 b |
| Linoleic acid (C18:2) | 38.7 ± 0.1 a | 38.6 ± 0.3 a | 38.7 ± 0.1 a |
| Linolenic acid (C18:3) | 2.1 ± 0.1 a | 2.1 ± 0.1 a | 12.0 ± 0.0 a |
| Arachidic acid (C20:0) | 0.7 ± 0.0 c | 0.8 ± 0.0 b | 0.9 ± 0.0 a |
| Arachidonic acid (C20:1) | 0.7 ± 0.0 b | 0.7 ± 0.0 ab | 0.7 ± 0.0 a |
| Heneicosanoic acid (C21:0) | 0.1 ± 0.0 a | 0.1 ± 0.0 b | 0.1 ± 0.0 a |
| Behenic acid (C22:0) | 0.4 ± 0.0 b | 0.5 ± 0.0 a | 0.4 ± 0.0 b |
| Erucic acid (C22:1) | 0.1 ± 0.0 a | ND | 0.1 ± 0.0 a |
| Lignoceric acid (C24:0) | 1.1 ± 0.0 b | 1.0 ± 0.0 c | 1.3 ± 0.0 a |
| Saturated fatty acids (SFA) | 24.6 ± 0.1 a | 24.6 ± 0.2 a | 24.9 ± 0.1 a |
| Monounsaturated fatty acids (MUFA) | 34.7 ± 0.0 a | 34.7 ± 0.3 a | 34.4 ± 0.1 a |
| Polyunsaturated fatty acids (PUFA) | 40.7 ± 0.1 a | 40.7 ± 0.3 a | 40.7 ± 0.1 a |
| Total unsaturated fatty acids (UFA) | 75.4 ± 0.1 a | 75.4 ± 0.2 a | 75.1 ± 0.1 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Li, S.; Zhang, M.; Yang, H.; Li, G.; Ren, X.; Liang, S. Optimization of Oil Extraction from Rice Bran with Mixed Solvent Using Response Surface Methodology. Foods 2022, 11, 3849. https://doi.org/10.3390/foods11233849
Wang Z, Li S, Zhang M, Yang H, Li G, Ren X, Liang S. Optimization of Oil Extraction from Rice Bran with Mixed Solvent Using Response Surface Methodology. Foods. 2022; 11(23):3849. https://doi.org/10.3390/foods11233849
Chicago/Turabian StyleWang, Zhenhua, Shuzhen Li, Min Zhang, Huanyue Yang, Gang Li, Xin Ren, and Shan Liang. 2022. "Optimization of Oil Extraction from Rice Bran with Mixed Solvent Using Response Surface Methodology" Foods 11, no. 23: 3849. https://doi.org/10.3390/foods11233849
APA StyleWang, Z., Li, S., Zhang, M., Yang, H., Li, G., Ren, X., & Liang, S. (2022). Optimization of Oil Extraction from Rice Bran with Mixed Solvent Using Response Surface Methodology. Foods, 11(23), 3849. https://doi.org/10.3390/foods11233849