

Optimization of the Process of Chinese Hamster Ovary (CHO) Cell Fed-Batch Culture to Stabilize Monoclonal Antibody Production and Overall Quality: Effect of pH Control Strategies

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Cell line and Media
2.2. Fed-Batch Culture Conditions and pH Control Strategies
2.3. Clarification of Bioreactor Cell Cultures
2.4. Analytical Methods
3. Results and Discussion
3.1. Effects of Different CHO Cell Fed-Batch Cultures on EA5 Production and Product Quality in the 3 L Bioreactor
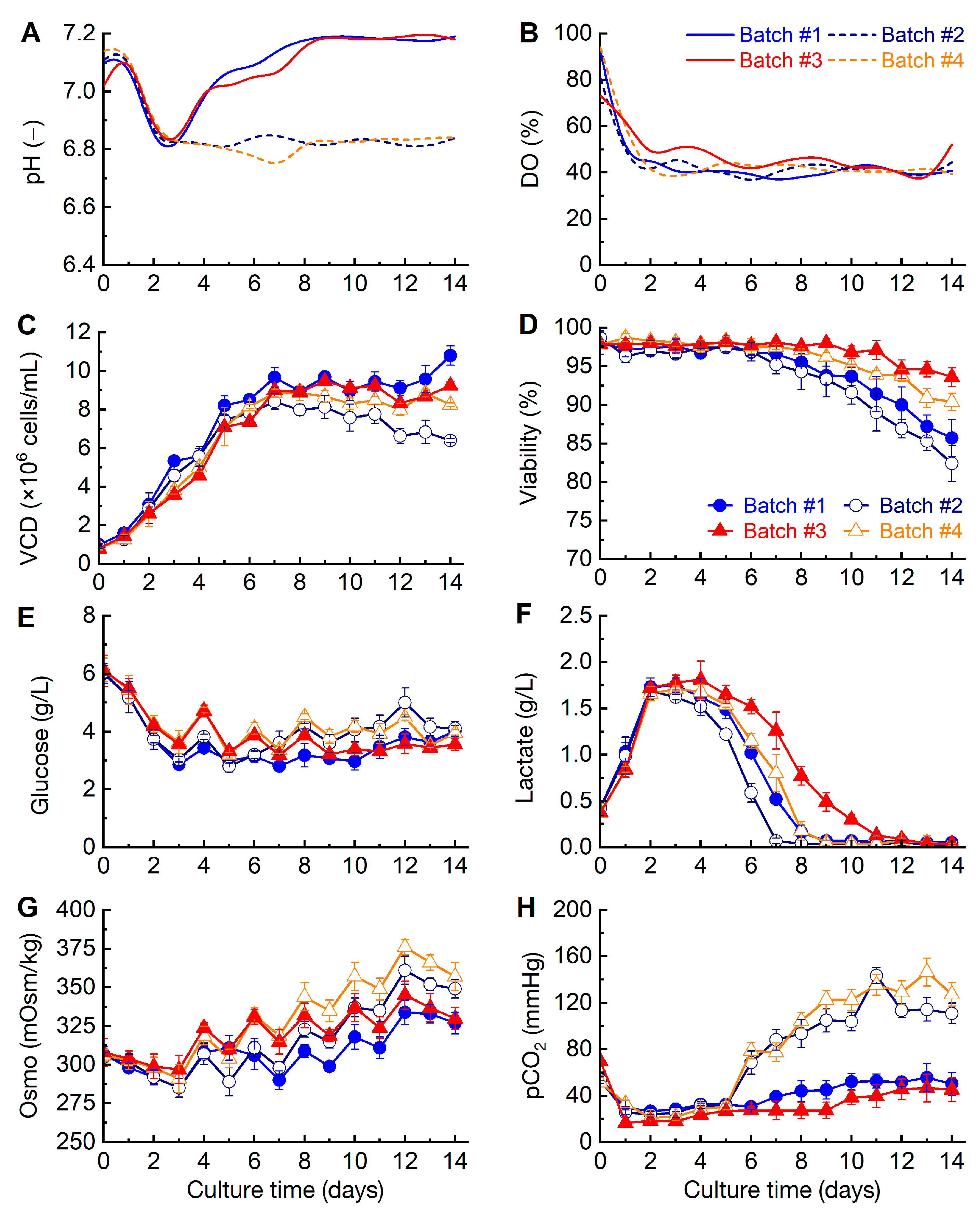
3.1.1. Changing Patterns of Process Parameters under Different CHO Cell Cultures
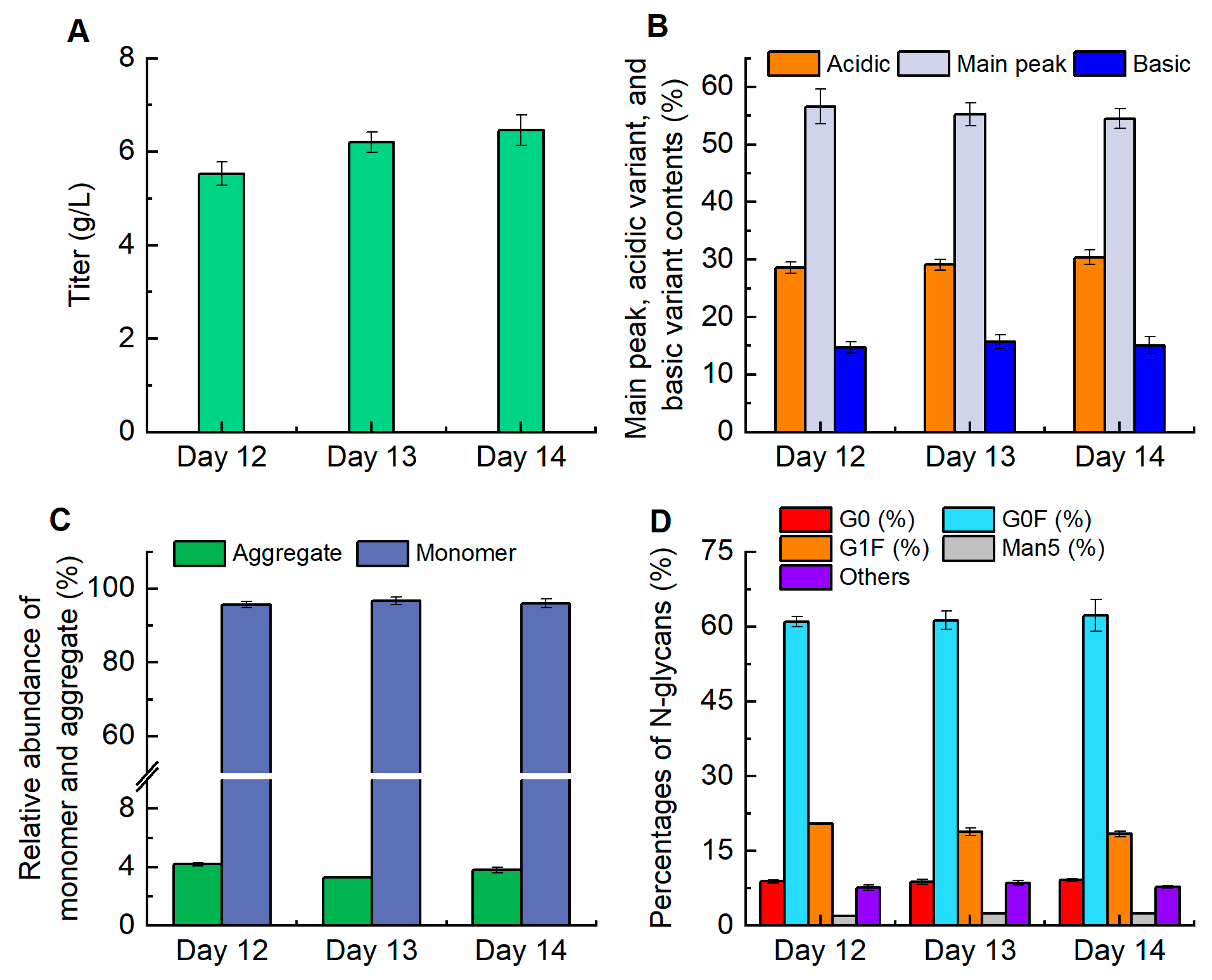
3.1.2. Product Quality Analysis under Different Fed-Batch Cultures
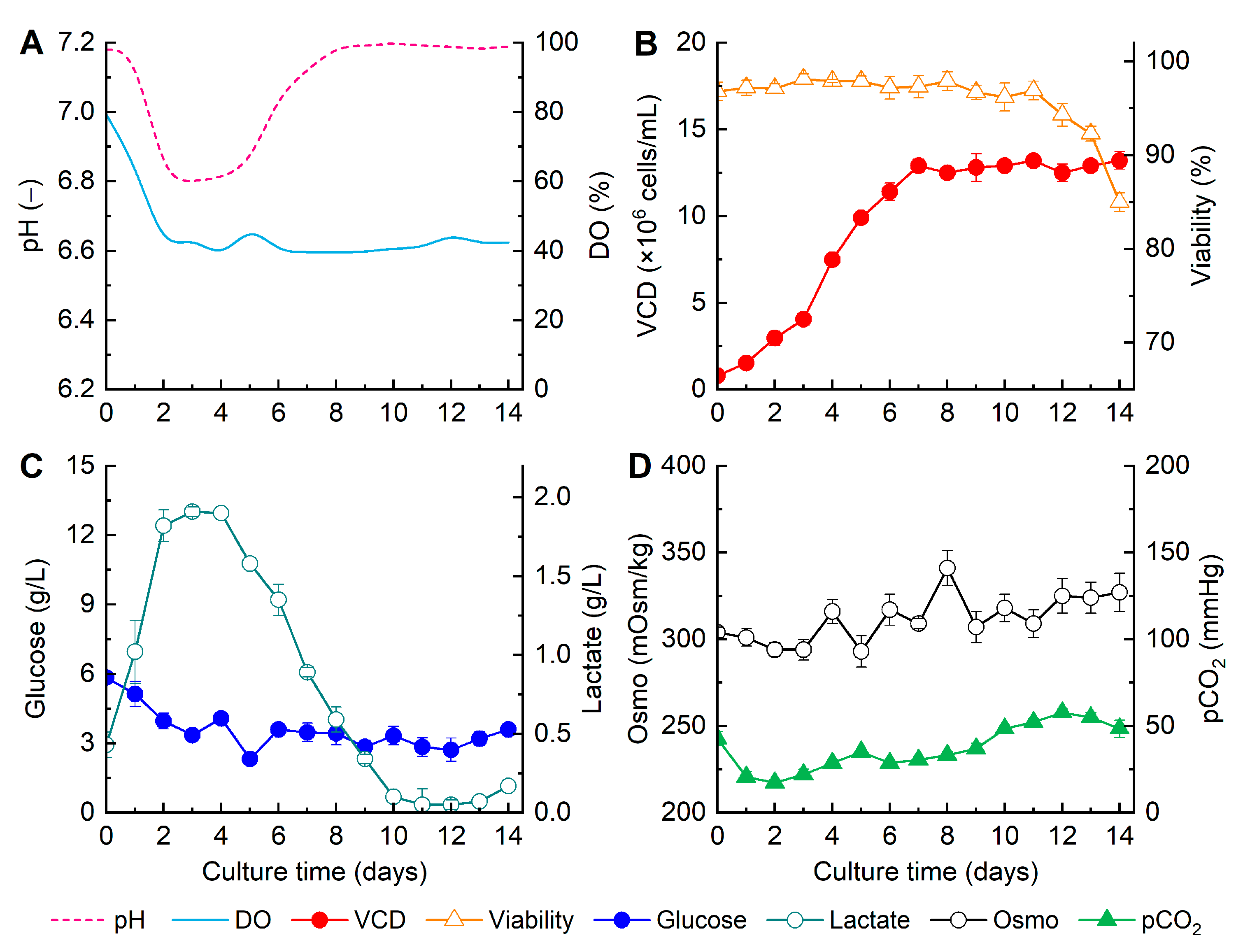
3.2. Effectiveness of Fed-Batch Culture for Stabilizing EA5 Production in the 15 L Bioreactor
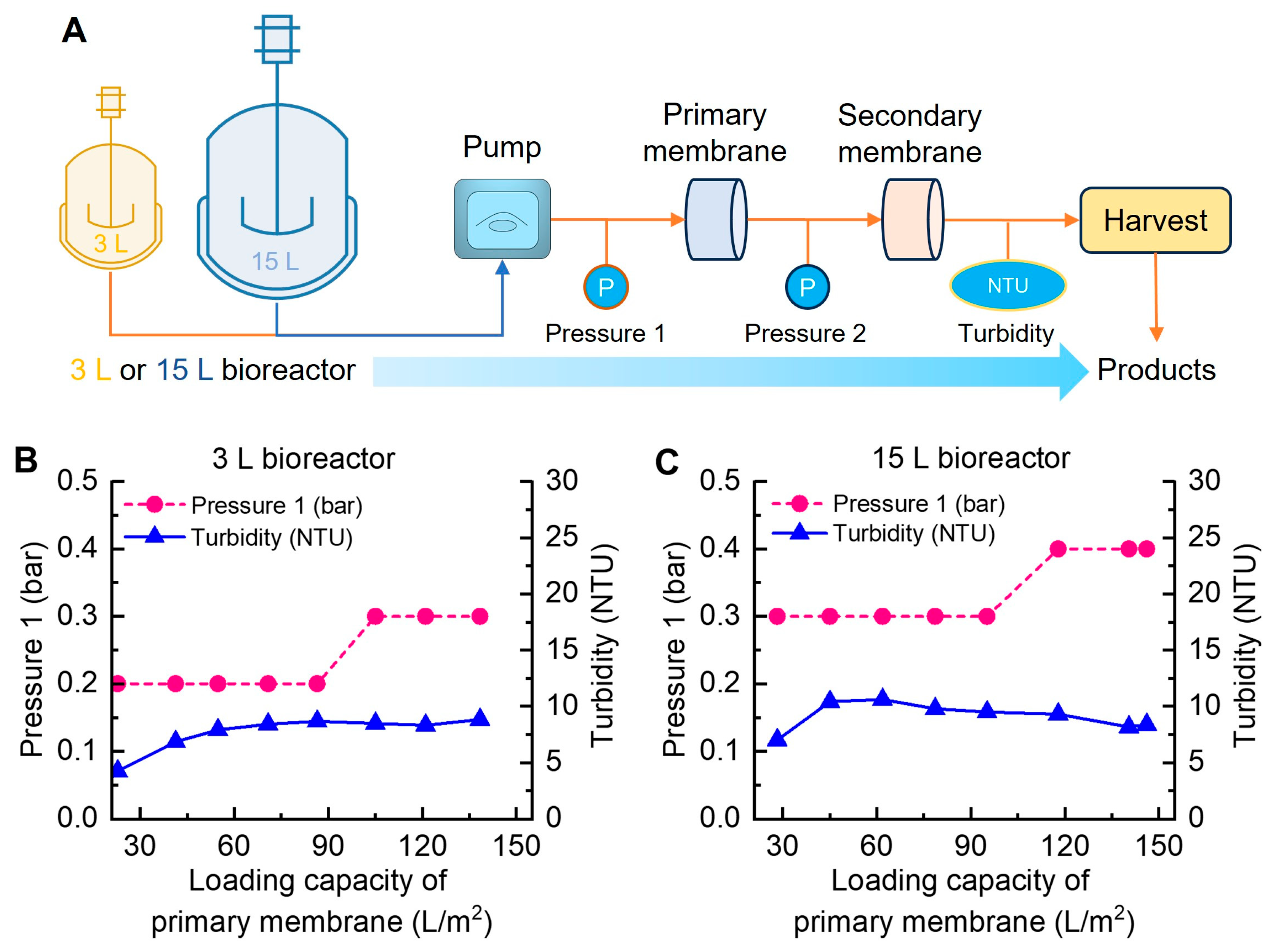
3.3. Performance of Clarification Process Based on CHO Cell Fed-Batch Culture for EA5 Production
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kunert, R.; Reinhart, D. Advances in recombinant antibody manufacturing. Appl. Microbiol. Biotechnol. 2016, 100, 3451–3461. [Google Scholar] [CrossRef] [PubMed]
- Dahodwala, H.; Lee, K.H. The fickle CHO: A review of the causes, implications, and potential alleviation of the CHO cell line instability problem. Curr. Opin. Biotechnol. 2019, 60, 128–137. [Google Scholar] [CrossRef] [PubMed]
- Shepard, H.M.; Phillips, G.L.; Thanos, C.D.; Feldmann, M. Developments in therapy with monoclonal antibodies and related proteins. Clin. Med. 2017, 17, 220–232. [Google Scholar] [CrossRef] [PubMed]
- Ecker, D.M.; Jones, S.D.; Levine, H.L. The therapeutic monoclonal antibody market. mAbs 2015, 7, 9–14. [Google Scholar] [CrossRef] [PubMed]
- Alejandra, W.-P.; Miriam Irene, J.-P.; Fabio Antonio, G.-S.; Patricia, R.-G.R.; Elizabeth, T.-A.; Aleman-Aguilar, J.P.; Rebeca, G.-V. Production of monoclonal antibodies for therapeutic purposes: A review. Int. Immunopharmacol. 2023, 120, 110376. [Google Scholar] [CrossRef]
- Kaplon, H.; Muralidharan, M.; Schneider, Z.; Reichert, J.M. Antibodies to watch in 2020. mAbs 2020, 12, 1703531. [Google Scholar] [CrossRef] [PubMed]
- Lu, R.-M.; Hwang, Y.-C.; Liu, I.J.; Lee, C.-C.; Tsai, H.-Z.; Li, H.-J.; Wu, H.-C. Development of therapeutic antibodies for the treatment of diseases. J. Biomed. Sci. 2020, 27, 1. [Google Scholar] [CrossRef] [PubMed]
- Kotidis, P.; Donini, R.; Arnsdorf, J.; Hansen, A.H.; Voldborg, B.G.R.; Chiang, A.W.T.; Haslam, S.M.; Betenbaugh, M.; Jimenez del Val, I.; Lewis, N.E.; et al. CHOGlycoNET: Comprehensive glycosylation reaction network for CHO cells. Metab. Eng. 2023, 76, 87–96. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.-H.; Shan, L.-L.; Liang, F.; Du, C.-Y.; Li, J.-J. Strategies and considerations for improving recombinant antibody production and quality in Chinese Hamster Ovary Cells. Front. Bioeng. Biotechnol. 2022, 10, 856049. [Google Scholar] [CrossRef]
- Xu, W.-J.; Lin, Y.; Mi, C.-L.; Pang, J.-Y.; Wang, T.-Y. Progress in fed-batch culture for recombinant protein production in CHO cells. Appl. Microbiol. Biotechnol. 2023, 107, 1063–1075. [Google Scholar] [CrossRef]
- Ha, T.K.; Kim, D.; Kim, C.L.; Grav, L.M.; Lee, G.M. Factors affecting the quality of therapeutic proteins in recombinant Chinese hamster ovary cell culture. Biotechnol. Adv. 2022, 54, 107831. [Google Scholar] [CrossRef] [PubMed]
- Ritacco, F.V.; Wu, Y.; Khetan, A. Cell culture media for recombinant protein expression in Chinese hamster ovary (CHO) cells: History, key components, and optimization strategies. Biotechnol. Prog. 2018, 34, 1407–1426. [Google Scholar] [CrossRef]
- Pérez-Rodriguez, S.; Ramírez-Lira, M.d.J.; Trujillo-Roldán, M.A.; Valdez-Cruz, N.A. Nutrient supplementation strategy improves cell concentration and longevity, monoclonal antibody production and lactate metabolism of Chinese hamster ovary cells. Bioengineered 2020, 11, 463–471. [Google Scholar] [CrossRef]
- Alhuthali, S.; Kotidis, P.; Kontoravdi, C. Osmolality effects on CHO cell growth, cell volume, antibody productivity and glycosylation. Int. J. Mol. Sci. 2021, 22, 3290. [Google Scholar] [CrossRef]
- Yoon, S.K.; Choi, S.L.; Song, J.Y.; Lee, G.M. Effect of culture pH on erythropoietin production by Chinese hamster ovary cells grown in suspension at 32.5 and 37.0 °C. Biotechnol. Bioeng. 2005, 89, 345–356. [Google Scholar] [CrossRef]
- Moore, B.; Georgakis, C.; Antoniou, C.; Khattak, S. A two-phase approach optimizing productivity for a mAb-producing CHO cell culture process using dynamic response surface methodology models. Biochem. Eng. J. 2024, 201, 109137. [Google Scholar] [CrossRef]
- Liang, K.; Luo, H.; Li, Q. Enhancing and stabilizing monoclonal antibody production by Chinese hamster ovary (CHO) cells with optimized perfusion culture strategies. Front. Bioeng. Biotechnol. 2023, 11, 1112349. [Google Scholar] [CrossRef]
- Shirahata, H.; Diab, S.; Sugiyama, H.; Gerogiorgis, D.I. Dynamic modelling, simulation and economic evaluation of two CHO cell-based production modes towards developing biopharmaceutical manufacturing processes. Chem. Eng. Res. Des. 2019, 150, 218–233. [Google Scholar] [CrossRef]
- Berrios, J.; Altamirano, C.; Osses, N.; Gonzalez, R. Continuous CHO cell cultures with improved recombinant protein productivity by using mannose as carbon source: Metabolic analysis and scale-up simulation. Chem. Eng. Sci. 2011, 66, 2431–2439. [Google Scholar] [CrossRef]
- Tihanyi, B.; Nyitray, L. Recent advances in CHO cell line development for recombinant protein production. Drug Discov. Today Technol. 2020, 38, 25–34. [Google Scholar] [CrossRef]
- Maria, S.; Bonneau, L.; Fould, B.; Ferry, G.; Boutin, J.A.; Cabanne, C.; Santarelli, X.; Joucla, G. Perfusion process for CHO cell producing monoclonal antibody: Comparison of methods to determine optimum cell specific perfusion rate. Biochem. Eng. J. 2023, 191, 108779. [Google Scholar] [CrossRef]
- Schwarz, H.; Lee, K.; Castan, A.; Chotteau, V. Optimization of medium with perfusion microbioreactors for high density CHO cell cultures at very low renewal rate aided by design of experiments. Biotechnol. Bioeng. 2023, 120, 2523–2541. [Google Scholar] [CrossRef]
- Schellenberg, J.; Nagraik, T.; Wohlenberg, O.J.; Ruhl, S.; Bahnemann, J.; Scheper, T.; Solle, D. Stress-induced increase of monoclonal antibody production in CHO cells. Eng. Life Sci. 2022, 22, 427–436. [Google Scholar] [CrossRef]
- Luo, Y.; Kurian, V.; Song, L.; Wells, E.A.; Robinson, A.S.; Ogunnaike, B.A. Model-based control of titer and glycosylation in fed-batch mAb production: Modeling and control system development. AlChE J. 2023, 69, e18075. [Google Scholar] [CrossRef]
- Mahé, A.; Martiné, A.; Fagète, S.; Girod, P.-A. Exploring the limits of conventional small-scale CHO fed-batch for accelerated on demand monoclonal antibody production. Bioprocess Biosyst. Eng. 2022, 45, 297–307. [Google Scholar] [CrossRef]
- Hill, A.; DeZern, A.E.; Kinoshita, T.; Brodsky, R.A. Paroxysmal nocturnal haemoglobinuria. Nat. Rev. Dis. Primers 2017, 3, 17028. [Google Scholar] [CrossRef]
- Brodsky, R.A. How I treat paroxysmal nocturnal hemoglobinuria. Blood 2021, 137, 1304–1309. [Google Scholar] [CrossRef]
- Zheng, C.; Zhuang, C.; Chen, Y.; Fu, Q.; Qian, H.; Wang, Y.; Qin, J.; Wu, X.; Qi, N. Improved process robustness, product quality and biological efficacy of an anti-CD52 monoclonal antibody upon pH shift in Chinese hamster ovary cell perfusion culture. Process Biochem. 2018, 65, 123–129. [Google Scholar] [CrossRef]
- Pan, X.; Dalm, C.; Wijffels, R.H.; Martens, D.E. Metabolic characterization of a CHO cell size increase phase in fed-batch cultures. Appl. Microbiol. Biotechnol. 2017, 101, 8101–8113. [Google Scholar] [CrossRef]
- Huang, Y.-M.; Hu, W.; Rustandi, E.; Chang, K.; Yusuf-Makagiansar, H.; Ryll, T. Maximizing productivity of CHO cell-based fed-batch culture using chemically defined media conditions and typical manufacturing equipment. Biotechnol. Prog. 2010, 26, 1400–1410. [Google Scholar] [CrossRef]
- Handlogten, M.W.; Lee-O’Brien, A.; Roy, G.; Levitskaya, S.V.; Venkat, R.; Singh, S.; Ahuja, S. Intracellular response to process optimization and impact on productivity and product aggregates for a high-titer CHO cell process. Biotechnol. Bioeng. 2018, 115, 126–138. [Google Scholar] [CrossRef]
- van Beers, M.M.C.; Bardor, M. Minimizing immunogenicity of biopharmaceuticals by controlling critical quality attributes of proteins. Biotechnol. J. 2012, 7, 1473–1484. [Google Scholar] [CrossRef]
- Brunner, M.; Fricke, J.; Kroll, P.; Herwig, C. Investigation of the interactions of critical scale-up parameters (pH, pO2 and pCO2) on CHO batch performance and critical quality attributes. Bioprocess Biosyst. Eng. 2017, 40, 251–263. [Google Scholar] [CrossRef]
- Lee, J.C.; Kim, D.Y.; Oh, D.J.; Chang, H.N. Long-term operation of depth filter perfusion systems (DFPS) for monoclonal antibody production using recombinant CHO cells: Effect of temperature, pH, and dissolved oxygen. Biotechnol. Bioprocess Eng. 2008, 13, 401–409. [Google Scholar] [CrossRef]
- Shen, L.; Yan, X.; Nie, L.; Xu, W.; Miao, S.; Wang, H.; Poon, H.F.; Qu, H. Chemometric identification of canonical metabolites linking critical process parameters to monoclonal antibody production during bioprocess development. Chin. J. Chem. Eng. 2019, 27, 1171–1176. [Google Scholar] [CrossRef]
- MacDonald, M.A.; Nöbel, M.; Martínez, V.S.; Baker, K.; Shave, E.; Gray, P.P.; Mahler, S.; Munro, T.; Nielsen, L.K.; Marcellin, E. Engineering death resistance in CHO cells for improved perfusion culture. mAbs 2022, 14, 2083465. [Google Scholar] [CrossRef]
- Gagnon, M.; Hiller, G.; Luan, Y.-T.; Kittredge, A.; DeFelice, J.; Drapeau, D. High-End pH-controlled delivery of glucose effectively suppresses lactate accumulation in CHO Fed-batch cultures. Biotechnol. Bioeng. 2011, 108, 1328–1337. [Google Scholar] [CrossRef]
- Zhu, M.M.; Goyal, A.; Rank, D.L.; Gupta, S.K.; Boom, T.V.; Lee, S.S. Effects of elevated pCO2 and osmolality on growth of CHO cells and production of antibody-fusion protein B1: A case study. Biotechnol. Prog. 2005, 21, 70–77. [Google Scholar] [CrossRef]
- Brunner, M.; Doppler, P.; Klein, T.; Herwig, C.; Fricke, J. Elevated pCO2 affects the lactate metabolic shift in CHO cell culture processes. Eng. Life Sci. 2018, 18, 204–214. [Google Scholar] [CrossRef]
- Xu, T.; Zhang, J.; Wang, T.; Wang, X. Recombinant antibodies aggregation and overcoming strategies in CHO cells. Appl. Microbiol. Biotechnol. 2022, 106, 3913–3922. [Google Scholar] [CrossRef]
- Roberts, C.J. Protein aggregation and its impact on product quality. Curr. Opin. Biotechnol. 2014, 30, 211–217. [Google Scholar] [CrossRef]
- Khawli, L.A.; Goswami, S.; Hutchinson, R.; Kwong, Z.W.; Yang, J.; Wang, X.; Yao, Z.; Sreedhara, A.; Cano, T.; Tesar, D.B.; et al. Charge variants in IgG1. mAbs 2010, 2, 613–624. [Google Scholar] [CrossRef]
- Horvath, B.; Mun, M.; Laird, M.W. Characterization of a monoclonal antibody cell culture production process using a quality by design approach. Mol. Biotechnol. 2010, 45, 203–206. [Google Scholar] [CrossRef]
- Yu, M.; Brown, D.; Reed, C.; Chung, S.; Lutman, J.; Stefanich, E.; Wong, A.; Stephan, J.-P.; Bayer, R. Production, characterization and pharmacokinetic properties of antibodies with N-linked Mannose-5 glycans. mAbs 2012, 4, 475–487. [Google Scholar] [CrossRef]
- Gao, Y.; Ray, S.; Dai, S.; Ivanov, A.R.; Abu-Absi, N.R.; Lewis, A.M.; Huang, Z.; Xing, Z.; Borys, M.C.; Li, Z.J.; et al. Combined metabolomics and proteomics reveals hypoxia as a cause of lower productivity on scale-up to a 5000-liter CHO bioprocess. Biotechnol. J. 2016, 11, 1190–1200. [Google Scholar] [CrossRef]
- Metze, S.; Ruhl, S.; Greller, G.; Grimm, C.; Scholz, J. Monitoring online biomass with a capacitance sensor during scale-up of industrially relevant CHO cell culture fed-batch processes in single-use bioreactors. Bioprocess Biosyst. Eng. 2020, 43, 193–205. [Google Scholar] [CrossRef]
- Neves, C.P.G.; Coffman, J.L.; Farid, S.S. Evaluating end-to-end continuous antibody manufacture with column-free capture alternatives from economic, environmental, and robustness perspectives. Biotechnol. Prog. 2024, 40, e3427. [Google Scholar] [CrossRef]
- Rathore, A.S.; Kateja, N.; Agarwal, H. Continuous downstream processing for production of biotech therapeutics. In Continuous Biomanufacturing: Innovative Technologies and Methods; Subramanian, G., Ed.; Wiley: Weinheim, Germany, 2017; pp. 259–288. [Google Scholar]
- Banerjee, S.; Jesubalan, N.G.; Nikita, S.; Rathore, A.S. Multi-objective optimization of continuous CHO cell clarification using acoustic wave separation. Sep. Purif. Technol. 2024, 338, 126579. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, K.; Luo, H.; Li, Q. Optimization of the Process of Chinese Hamster Ovary (CHO) Cell Fed-Batch Culture to Stabilize Monoclonal Antibody Production and Overall Quality: Effect of pH Control Strategies. Fermentation 2024, 10, 352. https://doi.org/10.3390/fermentation10070352
Liang K, Luo H, Li Q. Optimization of the Process of Chinese Hamster Ovary (CHO) Cell Fed-Batch Culture to Stabilize Monoclonal Antibody Production and Overall Quality: Effect of pH Control Strategies. Fermentation. 2024; 10(7):352. https://doi.org/10.3390/fermentation10070352
Chicago/Turabian StyleLiang, Kexue, Hongzhen Luo, and Qi Li. 2024. "Optimization of the Process of Chinese Hamster Ovary (CHO) Cell Fed-Batch Culture to Stabilize Monoclonal Antibody Production and Overall Quality: Effect of pH Control Strategies" Fermentation 10, no. 7: 352. https://doi.org/10.3390/fermentation10070352
APA StyleLiang, K., Luo, H., & Li, Q. (2024). Optimization of the Process of Chinese Hamster Ovary (CHO) Cell Fed-Batch Culture to Stabilize Monoclonal Antibody Production and Overall Quality: Effect of pH Control Strategies. Fermentation, 10(7), 352. https://doi.org/10.3390/fermentation10070352