
Characteristics and Anaerobic Co-Digestion of Press Water from Wood Fuel Preparation and Digested Sewage Sludge

 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Samples and Sampling Procedure
2.2. Dry Matter and Organic Dry Matter Concentration
2.3. pH-Value
2.4. Chemical Oxygen Demand
2.5. Elemental Composition
2.6. Anaerobic Digestion Experiments and Process Monitoring
3. Results and Discussion
3.1. Basic Characteristics of Wood Press Waters and Digested Sewage Sludge
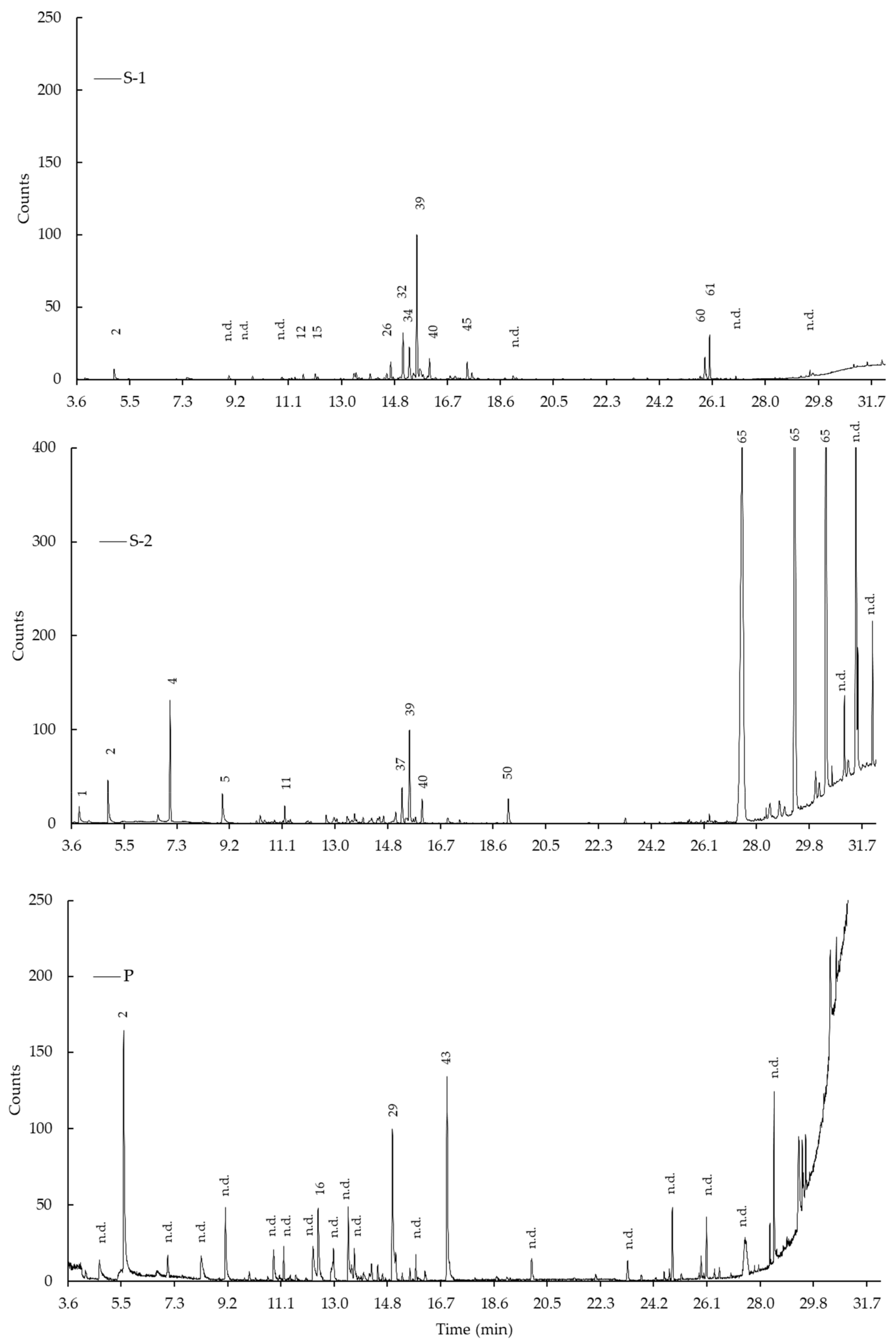
3.2. Elemental Composition and Chemical Compounds of Wood Press Waters
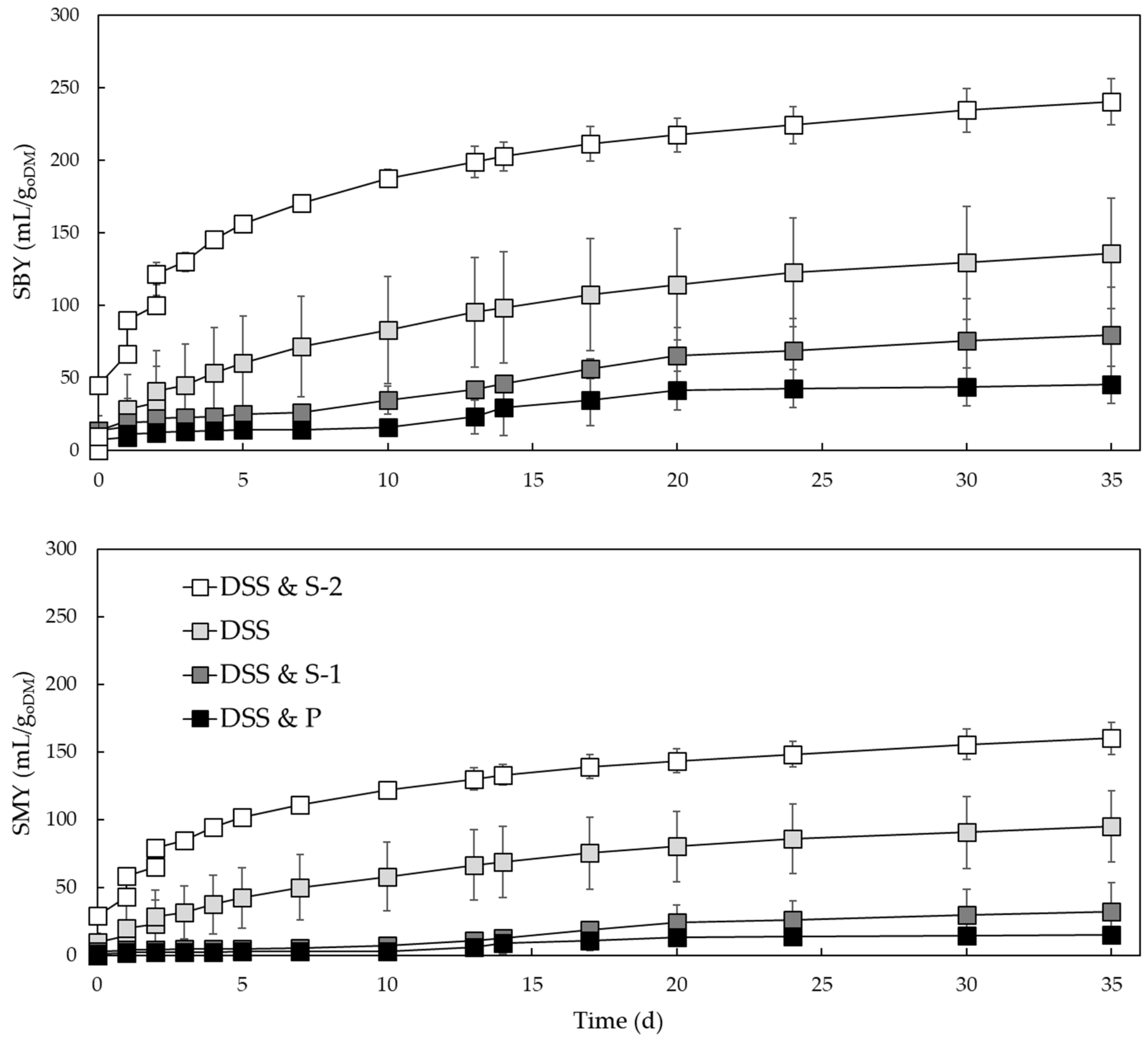
3.3. Anaerobic Digestion Experiments
3.4. Potential of Press Waters from Wood Fuel Processing in Anaerobic Digestion
- (1)
- The low DM concentration of the PW (between 0.4 and 3.2%) might be challenging due to large amounts of water that are delivered into the digester (heating demand). However, PW could be used in individual and lower dosages (in this study 1:1 was applied), or it could be used to increase the amount of water in the digester for dry substrates (mashing of the feedstock) while delivering organic compounds and nutrients. An aspect worth investigating could be the process of increasing DM concentration, e.g., through thickening processes.
- (2)
- The oDM concentration of the PW indicate suitable amounts of organic components for conversion into biogas through AD while also delivering inorganic components (ash) that could promote AD processes. The oDM concentration is similar to bio-waste materials such as the organic fraction of municipal solid waste [44]. Although the oDM concentration correlates with the content of C, the C (and H as well as N) concentration should be measured to also calculate the stoichiometric methane potentials in AD.
- (3)
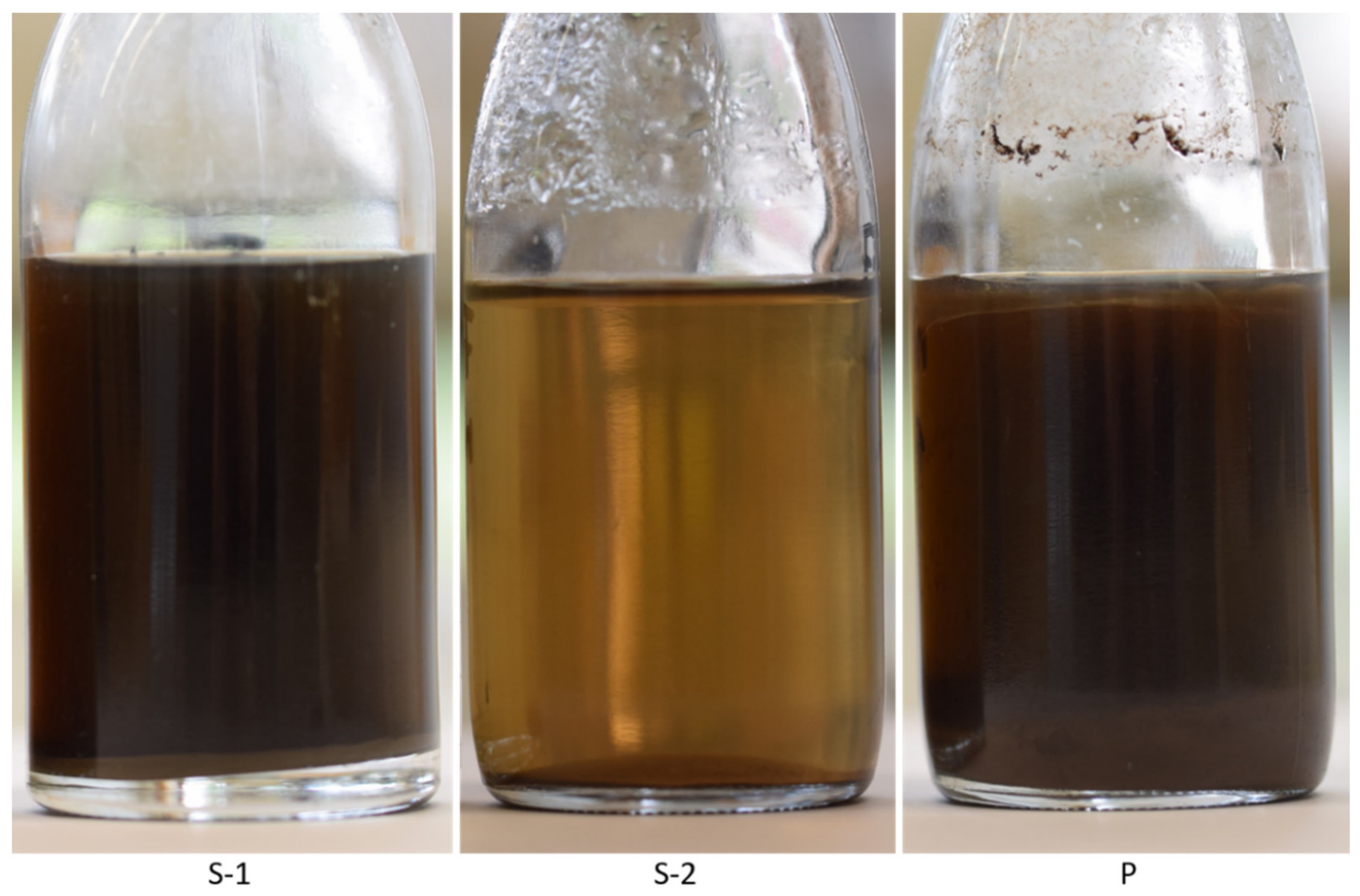
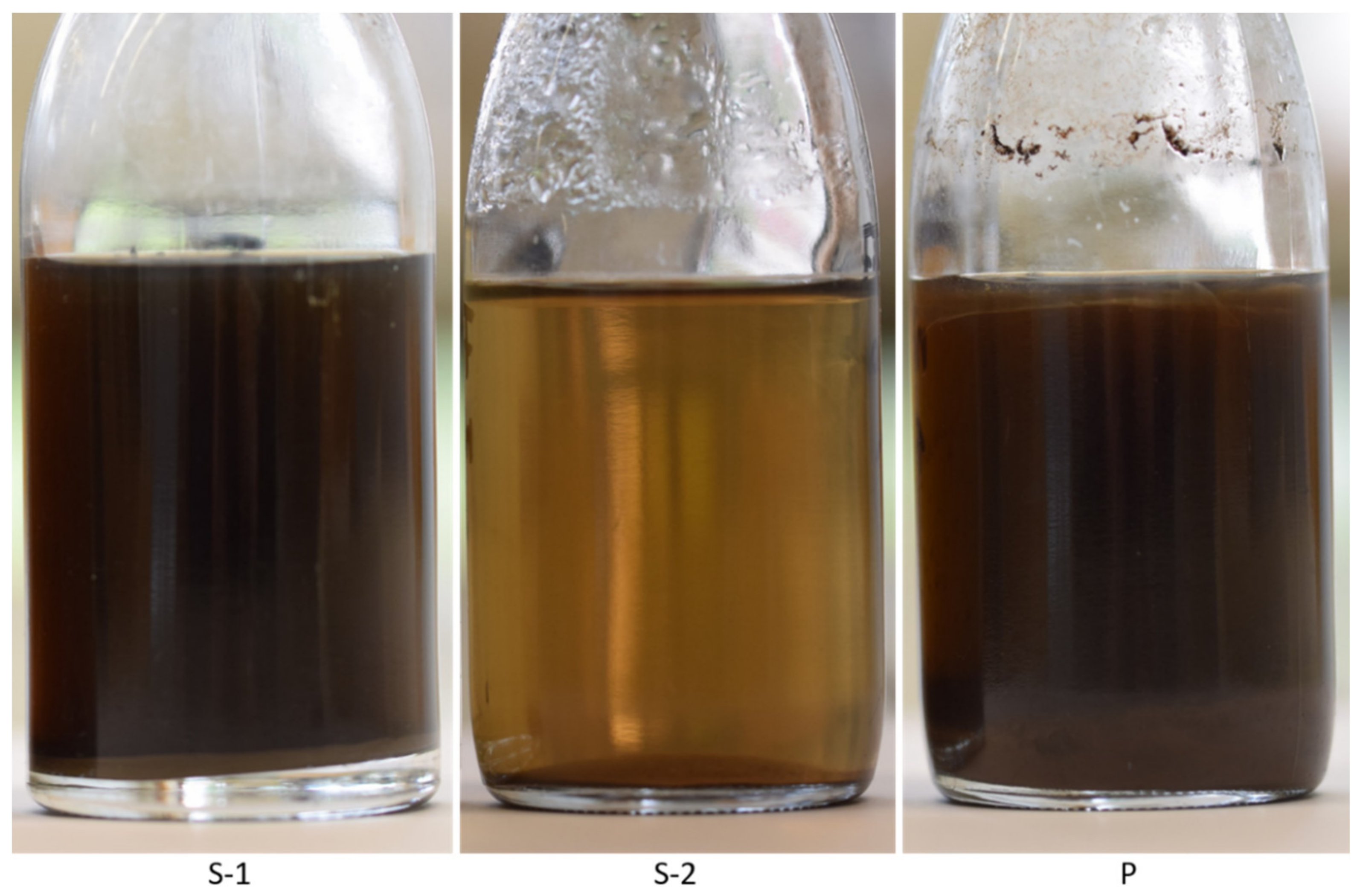
- The pH values from spruce-based PW were in the acidic milieu, while poplar-based PW were approx. pH-neutral. Thus, depending on the type and amount or dosage of PW into the digester, the pH values in AD could be adjusted.
- (4)
- The COD can also serve as an indicator for achievable energy yields in AD. The PW levels of COD proved that a suitable treatment is necessary to fulfill legal limits.
- (5)
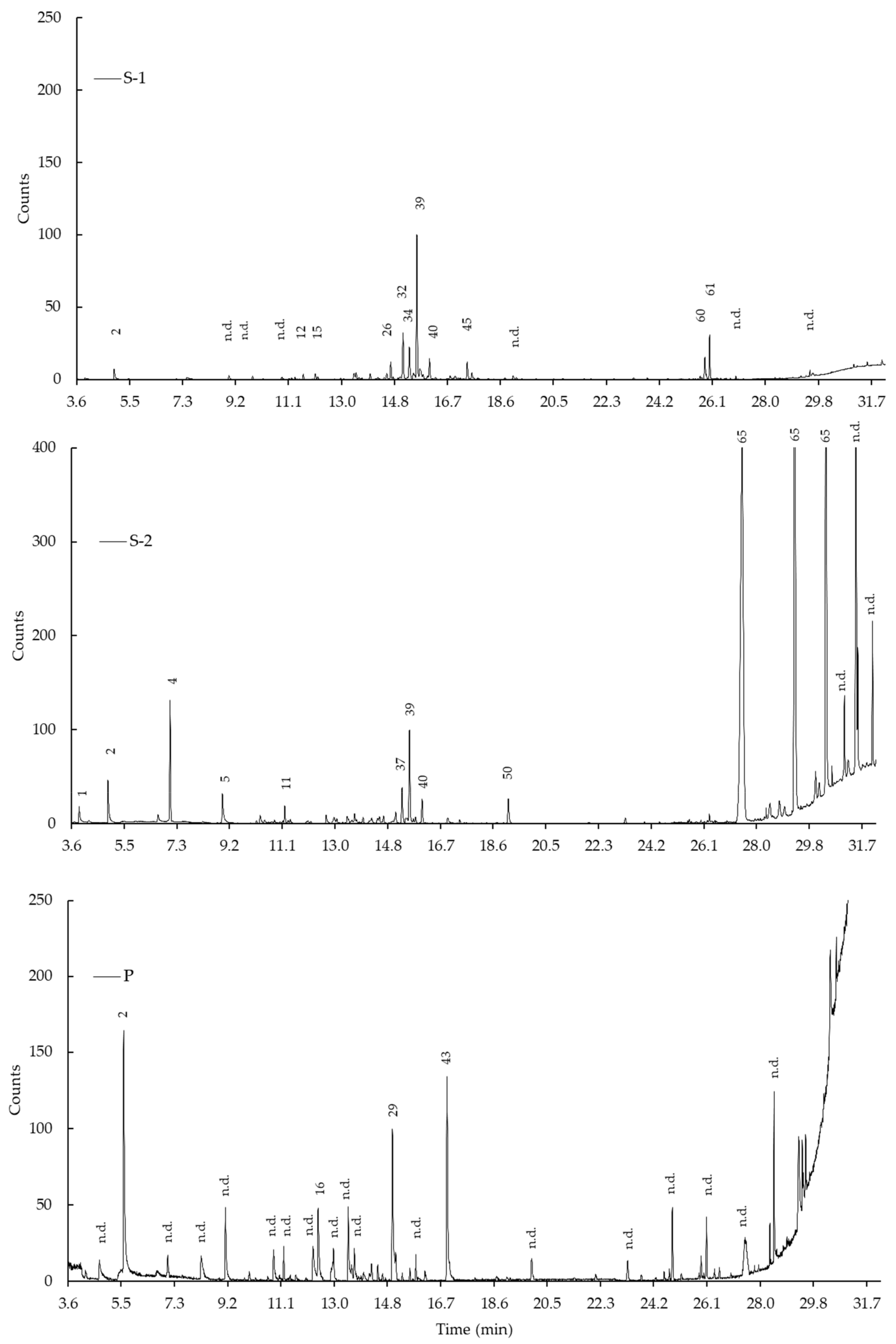
- The concentration of chemical elements as well as the detection of chemical compounds can be used to develop suitable substrate mixtures in AD. Depending on the presence and concentration of certain elements, their concentration can be inhibiting or promoting. In this study, an overall positive effect of the PW on AD processes was assumed. However, low ratios of oDMPW to oDMDSS (< 0.5) seem to be important for an efficient AD. In addition to analyses regarding the effect of the detected chemical compounds on AD, further research could focus on material use in the sense of a bio-economy. Therefore, extraction experiments and a quantitative analysis for evaluating the biorefinery potential of PW should be carried out.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AD | anaerobic digestion |
| DM | dry matter |
| DSS | digested sewage sludge |
| FM | fresh matter |
| M | moisture content |
| oDM | organic dry matter |
| SBY | specific biogas yield |
| SMY | specific methane yield |
| PW | press water(s) |
| w.b. | wet basis |
| ΔM | moisture content reduction |
References
- Arbeitsgruppe Erneuerbare Energien (AGEE). Zeitreihen zur Entwicklung der Erneuerbaren Energien in Deutschland: Unter Verwendung von Daten der Arbeitsgruppe Erneuerbare Energien-Statistik (AGEE-Stat.); Bundesministerium für Wirtschaft (BMWi): Berlin, Germany, 2021; Available online: https://www.erneuerbare-energien.de/EE/Redaktion/DE/Downloads/zeitreihen-zur-entwicklung-der-erneuerbaren-energien-in-deutschland-1990-2020.pdf (accessed on 25 December 2021).
- DIN EN ISO 17225-1:2021-10; Solid Biofuels-Fuel Specifications and Classes-Part. 1: General Requirements (ISO 17225-1:2021). Beuth Verlag GmbH: Berlin, Germany, 2021.
- Kaltschmitt, M.; Hartmann, H.; Hofbauer, H. Energie Aus Biomasse; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-662-47437-2. [Google Scholar]
- Schön, C.; Hartmann, H. Nutzer- und Brennstoffeinflüsse auf Feinstaubemissionen aus Kleinfeuerungsanlagen; Berichte aus dem TFZ No. 36; Technologie- und Förderzentrum im Kompetenzzentrum für Nachwachsende Rohstoffe (TFZ): Straubing, Germany, 2014; Available online: https://www.tfz.bayern.de/mam/cms08/festbrennstoffe/dateien/36_bericht.pdf (accessed on 30 December 2021).
- Quintero-Marquez, A.; Bernard, C.; Zoulalian, A.; Rogaume, Y. Improving the operation of an automatic wood chip boiler by optimizing CO emissions. Energy Fuels 2014, 28, 2152–2159. [Google Scholar] [CrossRef]
- Schön, C.; Kuptz, D.; Mack, R.; Zelinski, V.; Loewen, A.; Hartmann, H. Influence of wood chip quality on emission behaviour in small-scale wood chip boilers. Biomass Conv. Bioref. 2019, 9, 71–82. [Google Scholar] [CrossRef]
- Nord-Larsen, T.; Bergstedt, A.; Farver, O.; Heding, N. Drying of firewood—The effect of harvesting time, tree species and shelter of stacked wood. Biomass Bioenergy 2011, 35, 2993–2998. [Google Scholar] [CrossRef]
- Shen, G.; Xue, M.; Wei, S.; Chen, Y.; Zhao, Q.; Li, B.; Wu, H.; Tao, S. Influence of fuel moisture, charge size, feeding rate and air ventilation conditions on the emissions of PM, OC, EC, parent PAHs, and their derivatives from residential wood combustion. J. Environ. Sci. 2013, 25, 1808–1816. [Google Scholar] [CrossRef]
- Kuptz, D.; Hartmann, H. The effect of raw material and machine setting on chipping performance and fuel quality—A German case study. Int. J. For. Eng. 2015, 26, 60–70. [Google Scholar] [CrossRef]
- Döring, S. Pellets als Energieträger; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 978-3-642-01623-3. [Google Scholar]
- Stenström, S. Drying of biofuels from the forest - A review. Dry. Technol. 2017, 35, 1167–1181. [Google Scholar] [CrossRef]
- Yi, J.; Li, X.; He, J.; Duan, X. Drying efficiency and product quality of biomass drying: A review. Dry. Technol. 2020, 38, 2039–2054. [Google Scholar] [CrossRef]
- Li, H.; Chen, Q.; Zhang, X.; Finney, K.N.; Sharifi, V.N.; Swithenbank, J. Evaluation of a biomass drying process using waste heat from process industries: A case study. Appl. Therm. Eng. 2012, 35, 71–80. [Google Scholar] [CrossRef]
- Kuptz, D.; Schreiber, K.; Schulmeyer, F.; Lesche, S.; Zeng, T.; Ahrens, F.; Zelinski, V.; Schön, C.; Pollex, A.; Borchert, H.; et al. Evaluation of combined screening and drying steps for the improvement of the fuel quality of forest residue wood chips—Results from six case studies. Biomass Conv. Bioref. 2019, 9, 83–98. [Google Scholar] [CrossRef]
- Jirjis, R. Storage and drying of wood fuel. Biomass Bioenergy 1995, 9, 181–190. [Google Scholar] [CrossRef]
- Hofmann, N.; Mendel, T.; Schulmeyer, F.; Kuptz, D.; Borchert, H.; Hartmann, H. Drying effects and dry matter losses during seasonal storage of spruce wood chips under practical conditions. Biomass Bioenergy 2018, 111, 196–205. [Google Scholar] [CrossRef]
- Noll, M.; Jirjis, R. Microbial communities in large-scale wood piles and their effects on wood quality and the environment. Appl. Microbiol. Biotechnol. 2012, 95, 551–563. [Google Scholar] [CrossRef] [PubMed]
- Hofmann, N.; Mendel, T.; Kuptz, D.; Schulmeyer, F.; Borchert, H.; Hartmann, H. Lagerung von Holzhackschnitzeln: Trockenmasseverluste, Änderungen der Brennstoffqualität und Kosten; Berichte aus dem TFZ No. 55; Technologie- und Förderzentrum im Kompetenzzentrum für Nachwachsende Rohstoffe (TFZ): Straubing, Germany, 2017; Available online: https://www.tfz.bayern.de/mam/cms08/festbrennstoffe/dateien/tfz_bericht_55_lagerung_hackschnitzel_ges.pdf (accessed on 22 December 2021).
- Barontini, M.; Scarfone, A.; Spinelli, R.; Gallucci, F.; Santangelo, E.; Acampora, A.; Jirjis, R.; Civitarese, V.; Pari, L. Storage dynamics and fuel quality of poplar chips. Biomass Bioenergy 2014, 62, 17–25. [Google Scholar] [CrossRef]
- Ferrero, F.; Malow, M.; Noll, M. Temperature and gas evolution during large scale outside storage of wood chips. Eur. J. Wood Prod. 2011, 69, 587–595. [Google Scholar] [CrossRef]
- Koppejan, J.; Lönnermark, A.; Persson, H.; Larsson, I.; Blomqvist, P.; Arshadi, M.; Valencia-Reyes, E.; Melin, S.; Howes, P.; Wheeler, P.; et al. Health and safety aspects of solid biomass storage, transportation and feeding. IEA Bioenergy: Paris, France, 2013. [Google Scholar]
- Whittaker, C.; Yates, N.E.; Powers, S.J.; Misselbrook, T.; Shield, I. Dry matter losses and greenhouse gas emissions from outside storage of short rotation coppice willow chip. Bioenergy Res. 2016, 9, 288–302. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hofmann, N.; Borchert, H. Influence of fuel quality and storage conditions on oxygen consumption in two different wood chip assortments–Determination of the storage-stable moisture content. Fuel 2022, 309, 122196. [Google Scholar] [CrossRef]
- Erber, G.; Kanzian, C.; Stampfer, K. Modelling natural drying of European beech (Fagus sylvatica L.) logs for energy based on meteorological data. Scand. J. For. Res 2016, 31, 294–301. [Google Scholar] [CrossRef]
- Filbakk, T.; Høibø, O.; Nurmi, J. Modelling natural drying efficiency in covered and uncovered piles of whole broadleaf trees for energy use. Biomass Bioenergy 2011, 35, 454–463. [Google Scholar] [CrossRef]
- Liu, Z.; Haygreen, J.G. Drying rates of wood chips during compression drying. Wood Fiber Sci. 1985, 2, 214–227. [Google Scholar]
- Yoshida, T.; Sasaki, H.; Takano, T.; Sawabe, O. Dewatering of high-moisture wood chips by roller compression method. Biomass Bioenergy 2010, 34, 1053–1058. [Google Scholar] [CrossRef]
- Laurila, J.; Havimo, M.; Lauhanen, R. Compression drying of energy wood. Fuel Processing Technol. 2014, 124, 286–289. [Google Scholar] [CrossRef]
- Stahl, M.; Bentz, M. High-pressure treatment of wood-combination of mechanical and thermal drying in the "I/D Process". Chem. Eng. Technol. 2004, 27, 1216–1221. [Google Scholar] [CrossRef]
- Frodeson, S.; Berghel, J.; Ståhl, M.; Granström, K.; Romlin, C.; Thelander, A. The potential for a pellet plant to become a biorefinery. Processes 2019, 7, 233. [Google Scholar] [CrossRef] [Green Version]
- Ciesielski, S.; Adu, E.O.; Mozejko-Ciesielska, J.; Pokoj, T.; Wilke, A. Wood juice valorization through production of poly(3-hydroxybutyrate- co -3-hydroxyvalerate) using Bacillus sp. G8_19. ACS Sustain. Chem. Eng. 2021, 9, 16870–16873. [Google Scholar] [CrossRef]
- Wilke, A.; Jochum, J.; Turad, S. EBIPREP–Effiziente Nutzung von Biomasse zur schadstoffarmen Erzeugung erneuerbarer Energie und biotechnologischer Wertstoffe. Chem. Ing. Tech. 2020, 92, 1262. [Google Scholar] [CrossRef]
- Bohnert Technik GmbH. Pressen statt Föhnen: Die Hackschnitzelquetsche: Effiziente mechanische Trocknung im industriellen Dauerbetrieb: Innovativ, wirtschaftlich, robust. Available online: http://www.hackschnitzelquetsche.de/index.html (accessed on 29 December 2021).
- Kompetenz-und Informationszentrum Wald und Holz (KIWUH) bei der Fachagentur Nachwachsende Rohstoffe e V. Basisdaten Wald und Holz 2019; Kompetenz-und Informationszentrum Wald und Holz (KIWUH) bei der Fachagentur Nachwachsende Rohstoffe e V: Gülzow, Germany, 2019; Available online: https://www.fnr.de/fileadmin/Projekte/2019/Mediathek/Basisdaten_KIWUH_web_2te_Auflage_Okt_mio.pdf (accessed on 30 December 2021).
- DIN EN ISO 18134-2:2017-05; Solid Biofuels-Determination of Moisture Content-Oven Dry Method-Part 2: Total Moisture-Simplified Method (ISO 18134-2:2017). Beuth Verlag GmbH: Berlin, Germany, 2017.
- DIN EN ISO 21656:2021-06; Solid recovered fuels-Determination of ash content (ISO 21656:2021). Beuth Verlag GmbH: Berlin, Germany, 2021.
- DIN 19268:2021-10; pH-Measurement of Aqueous Solutions with pH Measuring Chains with pH Glass Electrodes and Evaluation of Measurement Uncertainty. Beuth Verlag GmbH: Berlin, Germany, 2021.
- DIN ISO 15705:2003-01; Water Quality-Determination of the Chemical Oxygen Demand Index (ST-COD)-Small-Scale Sealed Tube Method (ISO 15705:2002). Beuth Verlag GmbH: Berlin, Germany, 2003.
- German Waste Water Ordinance-Verordnung über Anforderungen an das Einleiten von Abwasser in Gewässer (Abwasserverordnung-AbwV): AbwV; Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit: Berlin, Germany, 1997.
- DIN 22022-2:2001-02; Solid Fuels-Determination of Contents of Trace Elements-Part 2: ICP-OES. Beuth Verlag GmbH: Berlin, Germany, 2001.
- DIN 22022-6:2001-12; Testing of Solid Fuels-Determination of Trace Elements-Part 6: Evaluation and Declaration of Results. Beuth Verlag GmbH: Berlin, Germany, 2001.
- DIN EN ISO 11885:2009-09; Water Quality-Determination of Selected Elements by Inductively Coupled Plasma Optical Emission Spectrometry (ICP-OES) (ISO 11885:2007). Beuth Verlag GmbH: Berlin, Germany, 2009.
- VDI 4630; Fermentation of Organic Materials: Characterisation of the Substrate, Sampling, Collection of Material Data, Fermentation Test. Beuth Verlag GmbH: Berlin, Germany, 2016.
- Sailer, G.; Eichermüller, J.; Poetsch, J.; Paczkowski, S.; Pelz, S.; Oechsner, H.; Müller, J. Optimizing anaerobic digestion of organic fraction of municipal solid waste (OFMSW) by using biomass ashes as additives. Waste Manag. 2020, 109, 136–148. [Google Scholar] [CrossRef] [PubMed]
- Dietz, E.; Kuptz, D.; Blum, U.; Schulmeyer, F.; Borchert, H.; Hartmann, H. Qualität von Holzhackschnitzeln in Bayern: Gehalte ausgewählter Elemente, Heizwert und Aschegehalt; Berichte aus dem TFZ No. 46; Technologie- und Förderzentrum im Kompetenzzentrum für Nachwachsende Rohstoffe (TFZ): Straubing, Germany, 2016; Available online: https://www.tfz.bayern.de/mam/cms08/service/dateien/tfz_bericht_46_holzhackschnitzel.pdf (accessed on 22 December 2021).
- Sailer, G.; Silberhorn, M.; Eichermüller, J.; Poetsch, J.; Pelz, S.; Oechsner, H.; Müller, J. Influence of digester temperature on methane yield of organic fraction of municipal solid waste (OFMSW). Appl. Sci. 2021, 11, 2907. [Google Scholar] [CrossRef]
- Szaja, A.; Montusiewicz, A.; Lebiocka, M.; Bis, M. A combined anaerobic digestion system for energetic brewery spent grain application in co-digestion with a sewage sludge. Waste Manag. 2021, 135, 448–456. [Google Scholar] [CrossRef]
- Jung, B.; Roffael, E. Über die Acidität einheimischer Holzarten. Eur. J. Wood Prod. 2002, 60, 154. [Google Scholar] [CrossRef]
- Werkelin, J.; Lindberg, D.; Boström, D.; Skrifvars, B.-J.; Hupa, M. Ash-forming elements in four Scandinavian wood species part 3: Combustion of five spruce samples. Biomass Bioenergy 2011, 35, 725–733. [Google Scholar] [CrossRef]
- Feldmeier, S.; Wopienka, E.; Schwarz, M.; Schön, C.; Pfeifer, C. Applicability of fuel indexes for small-scale biomass combustion technologies, Part 1: Slag formation. Energy Fuels 2019, 33, 10969–10977. [Google Scholar] [CrossRef]
- Feldmeier, S.; Wopienka, E.; Schwarz, M.; Schön, C.; Pfeifer, C. Applicability of fuel indexes for small-scale biomass combustion technologies, Part 2: TSP and NOx emissions. Energy Fuels 2019, 33, 11724–11730. [Google Scholar] [CrossRef]
- Sommersacher, P.; Brunner, T.; Obernberger, I. Fuel indexes: A novel method for the evaluation of relevant combustion properties of new biomass fuels. Energy Fuels 2012, 26, 380–390. [Google Scholar] [CrossRef]
- Bhatia, S.P.; Letizia, C.S.; Api, A.M. Fragrance material review on alpha-terpineol. Food Chem. Toxicol. 2008, 46 (Suppl. 11), S280–S285. [Google Scholar] [CrossRef]
- Hassan, S.B.; Gali-Muhtasib, H.; Göransson, H.; Larrson, R. Alpha terpineol: A potential anticancer agent which acts through suppressing NF-κB signalling. Anticancer Res. 2010, 30, 1911–1919. [Google Scholar] [PubMed]
- Kaura, T.; Sharmaa, P.; Guptac, G.K.; Ntie-Kangd, F.; Kumara, D. Treatment of tuberculosis by natural drugs: A review. Plant. Arch. 2019, 19, 2168–2176. [Google Scholar]
- Shu, H.; Chen, H.; Wang, X.; Hu, Y.; Yun, Y.; Zhong, Q.; Chen, W.; Chen, W. Antimicrobial activity and proposed action mechanism of 3-Carene against Brochothrix thermosphacta and Pseudomonas fluorescens. Molecules 2019, 24, 3246. [Google Scholar] [CrossRef] [Green Version]
- Martins, R.C.C.; Alegrio, L.V.; Castro, R.X.; Godoy, R.L.O. Constituents of the essential oil of Eugenia nitida Camb. (Myrtaceae). J. Essent. Oil Res 1999, 11, 724–726. [Google Scholar] [CrossRef]
- Ho, C.-L.; Liao, P.-C.; Wang, E.I.-C.; Su, Y.-C. Composition and antifungal activities of the leaf essential oil of Neolitsea parvigemma from Taiwan. Nat. Prod. Commun. 2011, 6, 1357–1360. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, J.; Choi, W.-S.; Kim, J.-W.; Lee, S.-S.; Park, M.-J. Anti-inflammatory effect of essential oils extracted from wood of four coniferous tree species. J. Korean Wood Sci. Technol. 2019, 47, 674–691. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
| Parameter | D 1 | D 2 | D 3 | D 4 | D 5 | D 6 | D 7 | D 8 | D 9 | D 10 | D 11 | D 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Inoculum type | DSS | DSS | DSS | DSS | DSS | DSS | DSS | DSS | DSS | DSS | DSS | DSS |
| Inoculum (mL) | 2000 | 2000 | 2000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Feedstock type | - | - | - | S-1 | S-1 | S-1 | P | P | P | S-2 | S-2 | S-2 |
| Feedstock (mL) | - | - | - | 1019 | 953 | 738 | 945 | 962 | 823 | 969 | 955 | 832 |
| Sample | DM (%m/mFM) | oDM (%m/mDM) | pH Value (-) | COD (mg/L) |
|---|---|---|---|---|
| DSS | 3.61 ± 0.05 | 61.58 ± 0.12 | n.d. | n.d. |
| S-1 | 2.29 ± 0.16 | 88.87 ± 0.26 | 4.6 | 31,350 |
| S-2 | 0.39 ± 0.01 | 86.71 ± 0.99 | 4.0 | 10,650 |
| P | 3.17 ± 0.01 | 87.90 ± 0.13 | 7.7 | 45,250 |
| Element | S-1 | S-2 | P |
|---|---|---|---|
| mg/L | |||
| Al | 9.091 ± 0.152 | 0.615 ± 0.023 | 2.362 ± 0.053 |
| Ca | 198.3 ± 1.34 | 79.02 ± 0.82 | 381.2 ± 4.22 |
| Fe | 128.0 ± 1.14 | 12.07 ± 0.12 | 16.24 ± 0.42 |
| K | 815.5 ± 10.55 | 222.0 ± 2.03 | 1510 ± 5.87 |
| Mg | 119.5 ± 0.75 | 22.42 ± 0.23 | 171.6 ± 0.86 |
| Mn | 113.2 ± 0.799 | 7.686 ± 0.079 | 3.497 ± 0.056 |
| Na | 14.70 ± 0.158 | 2.628 ± 0.228 | 107.8 ± 0.705 |
| As | 0.011 ± 0.003 | 0.007 ± 0.005 | n.d. |
| Cd | 0.020 ± 0.000 | 0.007 ± 0.004 | 0.036 ± 0.000 |
| Cr | 0.953 ± 0.013 | 0.029 ± 0.003 | 0.030 ± 0.002 |
| Cu | 0.525 ± 0.010 | n.d. | 1.237 ± 0.048 |
| Ni | 1.184 ± 0.012 | n.d. | 0.139 ± 0.002 |
| Pb | 0.010 ± 0.004 | n.d. | 0.113 ± 0.004 |
| V | 0.045 ± 0.007 | 0.004 ± 0.005 | n.d. |
| Zn | 25.96 ± 0.323 | 0.601 ± 0.013 | 8.767 ± 0.163 |
| Ba | 2.436 ± 0.016 | 0.679 ± 0.010 | 2.079 ± 0.034 |
| Sr | 0.832 ± 0.006 | 0.234 ± 0.005 | 1.062 ± 0.013 |
| B | 1.416 ± 0.013 | n.d. | 0.618 ± 0.009 |
| Mo | 0.518 ± 0.007 | 0.004 ± 0.004 | 0.038 ± 0.001 |
| Se | 0.123 ± 0.009 | 0.030 ± 0.006 | 0.049 ± 0.005 |
| Co | 0.143 ± 0.002 | 0.012 ± 0.001 | 0.031 ± 0.001 |
| Tl | 0.148 ± 0.001 | 0.030 ± 0.004 | n.d. |
| Be | 0.007 ± 0.000 | 0.005 ± 0.003 | 0.002 ± 0.000 |
| Peak No | Compound | S-1 | S-2 | P |
|---|---|---|---|---|
| 1 | Acetic acid | X | ||
| 2 | Silanediol, dimethyl- | X | X | X |
| 4 | Cyclotrisiloxane, hexamethyl- | X | ||
| 5 | Oxime-,methoxy-phenyl- | X | ||
| 11 | Cyclotetrasiloxane, octamethyl- | X | ||
| 12 | 3-carene | X | ||
| 15 | Cyclohexene, 4-methyl-1-(1-methylethyl)- or limonene | X | ||
| 16 | Benzaldehyde, 2-hydroxy- | X | ||
| 26 | (+)-2-bornanone/camphor | X | ||
| 29 | Acetic acid, phenylmethyl ester | X | ||
| 32 | Endo-borneol | X | ||
| 34 | 3-Cyclohexen-1-ol, 4-methyl-1-(1-methylethyl), (R)- | X | ||
| 37 | Tripen-4-ol | X | ||
| 39 | Alpha-terpineol | X | X | |
| 40 | Bicyclo [3.1.1] hept-3-en-2.-one, 4,6,6- trimethyl- | X | X | |
| 43 | Acetic acid, 2-phenylethyl ester/phenethyl acetate | X | ||
| 45 | Phenol, 2-nitro- | X | ||
| 50 | 2(3H)-furanone, dihydro-5-pentyl/gamma-nonalactone | X | ||
| 56 | Acetaldehyde, (3,3-dimethylcyclohexylidene)- | |||
| 60 | Tau-muurolol | X | ||
| 61 | Alpha-cadinol | X | ||
| 65 | Hexacosane, eicosane, methyl- or heneicosane | X |
| Parameter | D 1 | D 2 | D 3 | D 4 | D 5 | D 6 | D 7 | D 8 | D 9 | D 10 | D 11 | D 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Digester content | DSS | DSS | DSS | DSS&S-1 | DSS&S-1 | DSS&S-1 | DSS&P | DSS&P | DSS&P | DSS&S-2 | DSS&S-2 | DSS&S-2 |
| mDM, DSS (g) | 72.2 | 72.2 | 72.2 | 36.1 | 36.1 | 36.1 | 36.1 | 36.1 | 36.1 | 36.1 | 36.1 | 36.1 |
| mDM, Feedstock (g) | - | - | - | 23.3 | 21.8 | 16.9 | 30.0 | 30.5 | 26.1 | 3.8 | 3.7 | 3.2 |
| mDM, Digester (g) | 72.2 | 72.2 | 72.2 | 59.4 | 57.9 | 53.0 | 66.1 | 66.6 | 62.2 | 39.9 | 39.8 | 39.3 |
| moDM, DSS (g) | 44.5 | 44.5 | 44.5 | 22.2 | 22.2 | 22.2 | 22.2 | 22.2 | 22.2 | 22.2 | 22.2 | 22.2 |
| moDM, Feedstock (g) | - | - | - | 20.7 | 19.4 | 15.0 | 26.3 | 26.8 | 22.9 | 3.3 | 3.2 | 2.8 |
| moDM, Digester (g) | 44.5 | 44.5 | 44.5 | 42.9 | 41.6 | 37.2 | 48.5 | 49.0 | 45.1 | 25.5 | 25.4 | 25.0 |
| oDMFeedstock/ oDMDSS | - | - | - | 0.9 | 0.9 | 0.7 | 1.2 | 1.2 | 1.0 | 0.2 | 0.2 | 0.1 |
| Biogas (mL) | 4493 | 5215 | 8399 | 5433 | 2318 | 2116 | 1802 | 1718 | 2867 | 6542 | 5570 | 6159 |
| Methane (mL) | 3176 | 3666 | 5835 | 2660 | 678 | 687 | 551 | 570 | 988 | 4390 | 3667 | 4106 |
| Sample | SBY | SMY | ||||
|---|---|---|---|---|---|---|
| mL/goDM | mL/gDM | mL/gFM | mL/goDM | mL/gDM | mL/gFM | |
| DSS | 136 ± 38 | 84 ± 24 | 3.0 ± 0.8 | 95 ± 26 | 59 ± 16 | 2.1 ± 0.6 |
| S-1 | 7 ± 78 | 6 ± 69 | 0.1 ± 1.6 | −48 ± 53 | −42 ± 47 | −1.0 ± 1.1 |
| S-2 | 994 ± 145 | 862 ± 126 | 3.4 ± 0.5 | 628 ± 104 | 545 ± 90 | 2.1 ± 0.4 |
| P | −34 ± 19 | −30 ± 17 | −0.9 ± 0.5 | −55 ± 4 | −49 ± 4 | −1.5 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sailer, G.; Empl, F.; Kuptz, D.; Silberhorn, M.; Ludewig, D.; Lesche, S.; Pelz, S.; Müller, J. Characteristics and Anaerobic Co-Digestion of Press Water from Wood Fuel Preparation and Digested Sewage Sludge. Fermentation 2022, 8, 37. https://doi.org/10.3390/fermentation8010037
Sailer G, Empl F, Kuptz D, Silberhorn M, Ludewig D, Lesche S, Pelz S, Müller J. Characteristics and Anaerobic Co-Digestion of Press Water from Wood Fuel Preparation and Digested Sewage Sludge. Fermentation. 2022; 8(1):37. https://doi.org/10.3390/fermentation8010037
Chicago/Turabian StyleSailer, Gregor, Florian Empl, Daniel Kuptz, Martin Silberhorn, Darwin Ludewig, Simon Lesche, Stefan Pelz, and Joachim Müller. 2022. "Characteristics and Anaerobic Co-Digestion of Press Water from Wood Fuel Preparation and Digested Sewage Sludge" Fermentation 8, no. 1: 37. https://doi.org/10.3390/fermentation8010037
APA StyleSailer, G., Empl, F., Kuptz, D., Silberhorn, M., Ludewig, D., Lesche, S., Pelz, S., & Müller, J. (2022). Characteristics and Anaerobic Co-Digestion of Press Water from Wood Fuel Preparation and Digested Sewage Sludge. Fermentation, 8(1), 37. https://doi.org/10.3390/fermentation8010037