
Upgrading and Characterization of Glass Recovered from MSWI Bottom Ashes from Fluidized Bed Combustion


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
- Which quality can be achieved by different upgrading setups of glass fractions recovered from FB-IBA?
- Do the glass fractions after upgrading meet the requirements for recycling in the packaging glass industry?
- Can lead glass be successfully removed by upgrading?
2. Materials and Methods
2.1. Glass Fractions Used for Upgrading
2.2. Upgrading of the Glass Fractions
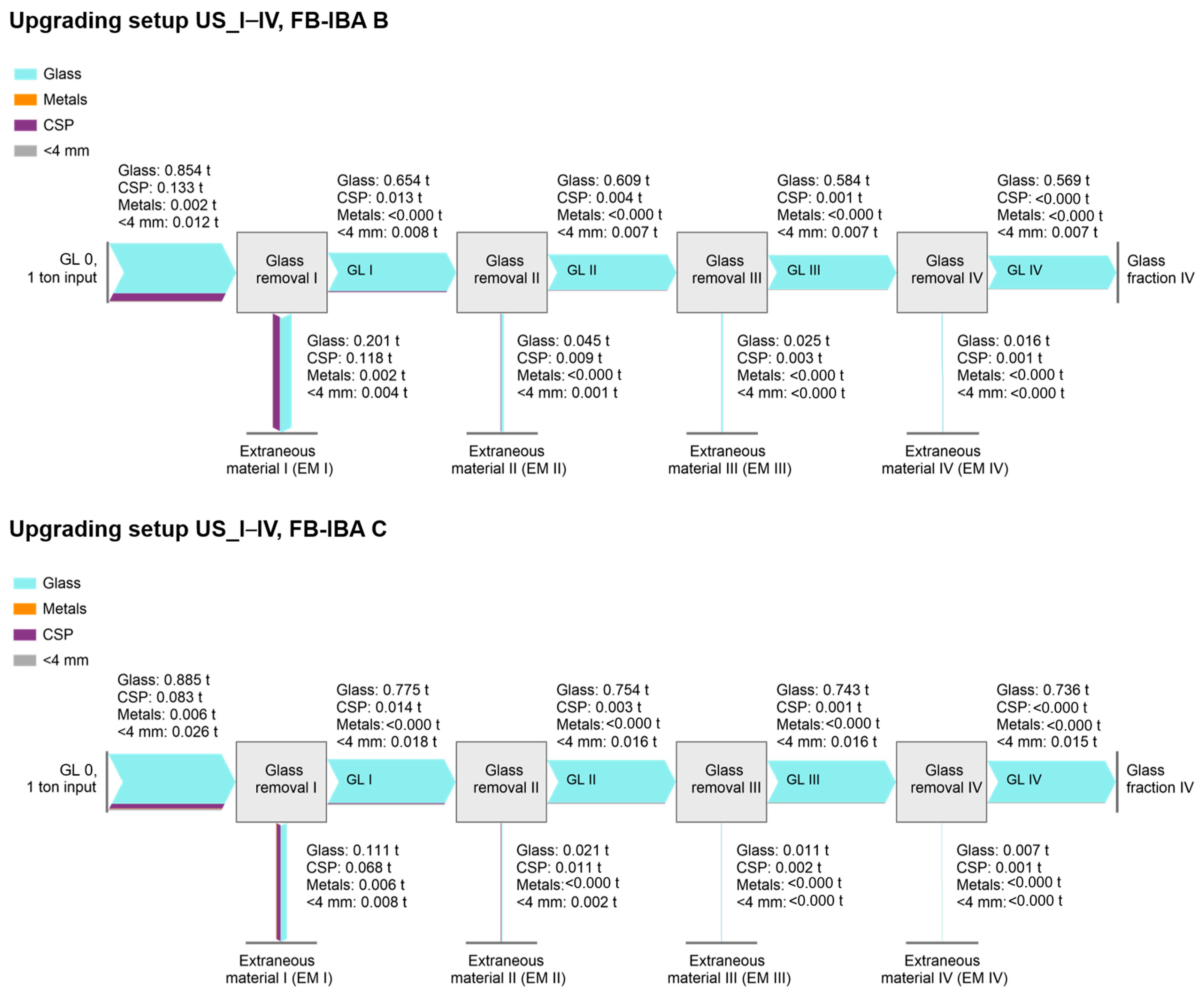
2.2.1. Upgrading Setup US_I–IV: Multi-Step Upgrading of Unsieved Glass Fractions
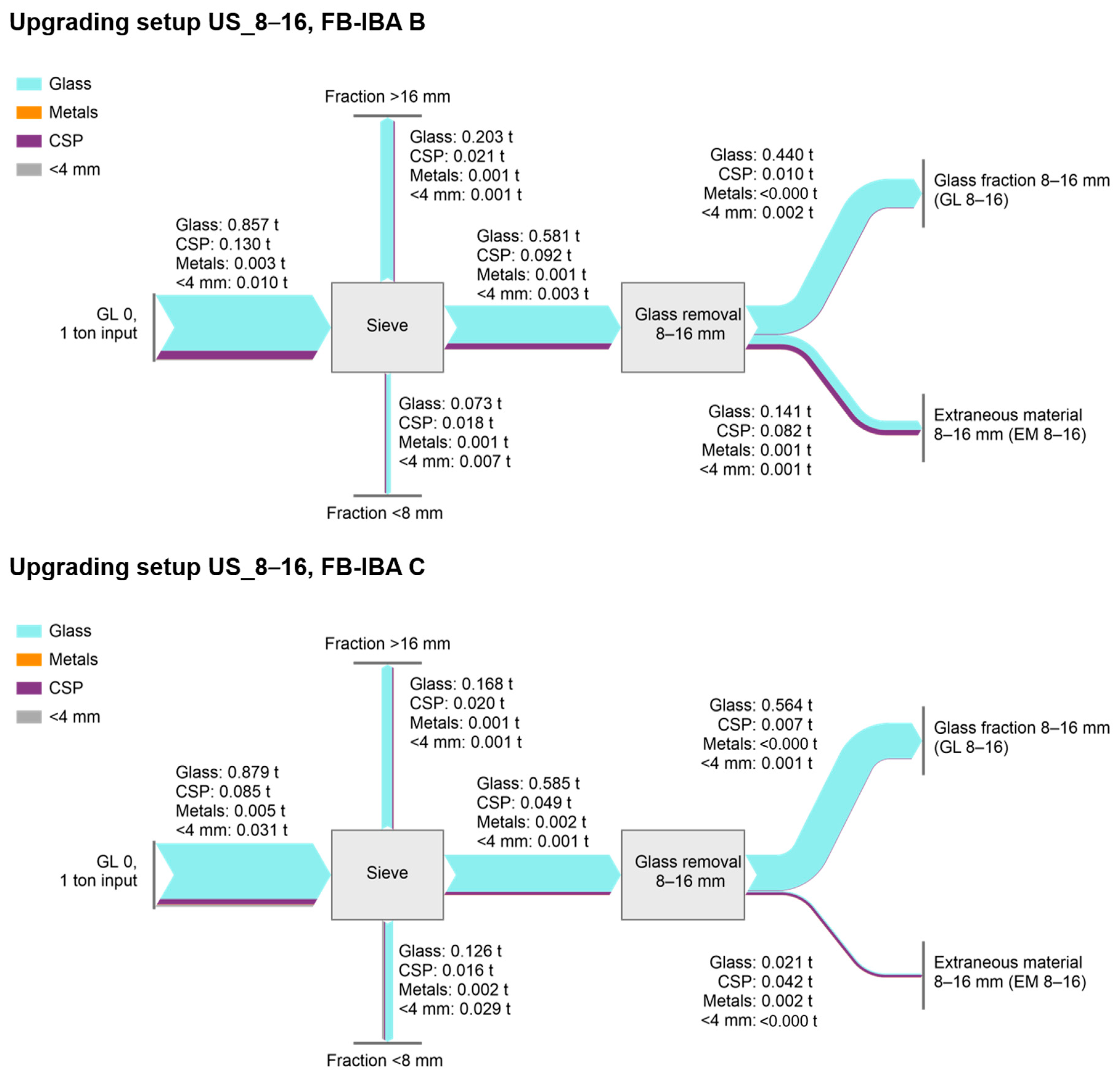
2.2.2. Upgrading Setup US_8–16: Single-Step Upgrading of Sieved Glass Fractions 8–16 mm
2.3. Fractions’ Compositions and Material Flows
2.3.1. Manual Sorting
2.3.2. Material Flow Analysis
2.4. Chemical Analysis of the Fractions
2.4.1. XRF and Cr(VI) Analysis
2.4.2. Determination of Lead Glass by UV-C Light
3. Results and Discussion
3.1. Material Flows of the Upgrading Setups
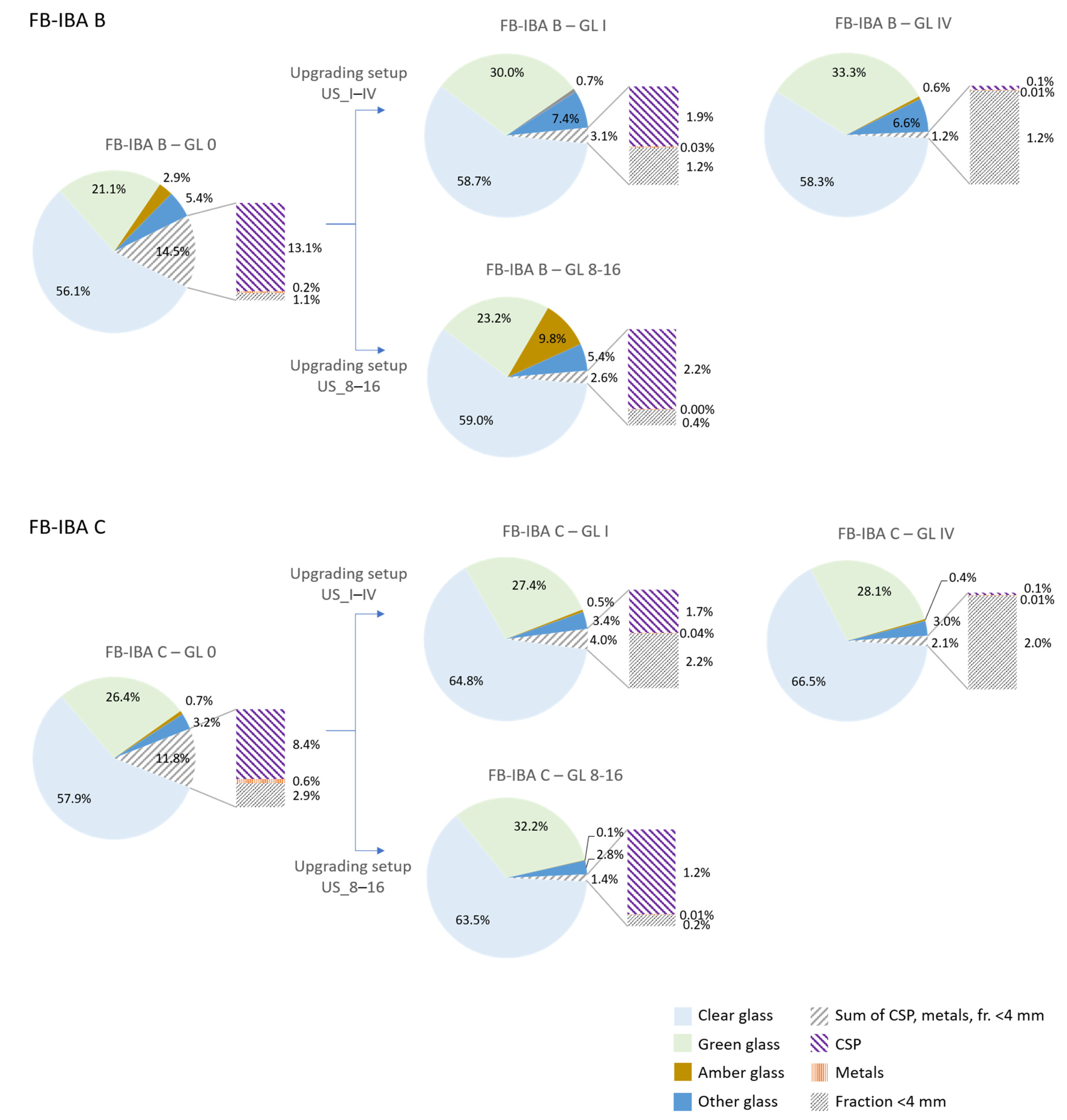
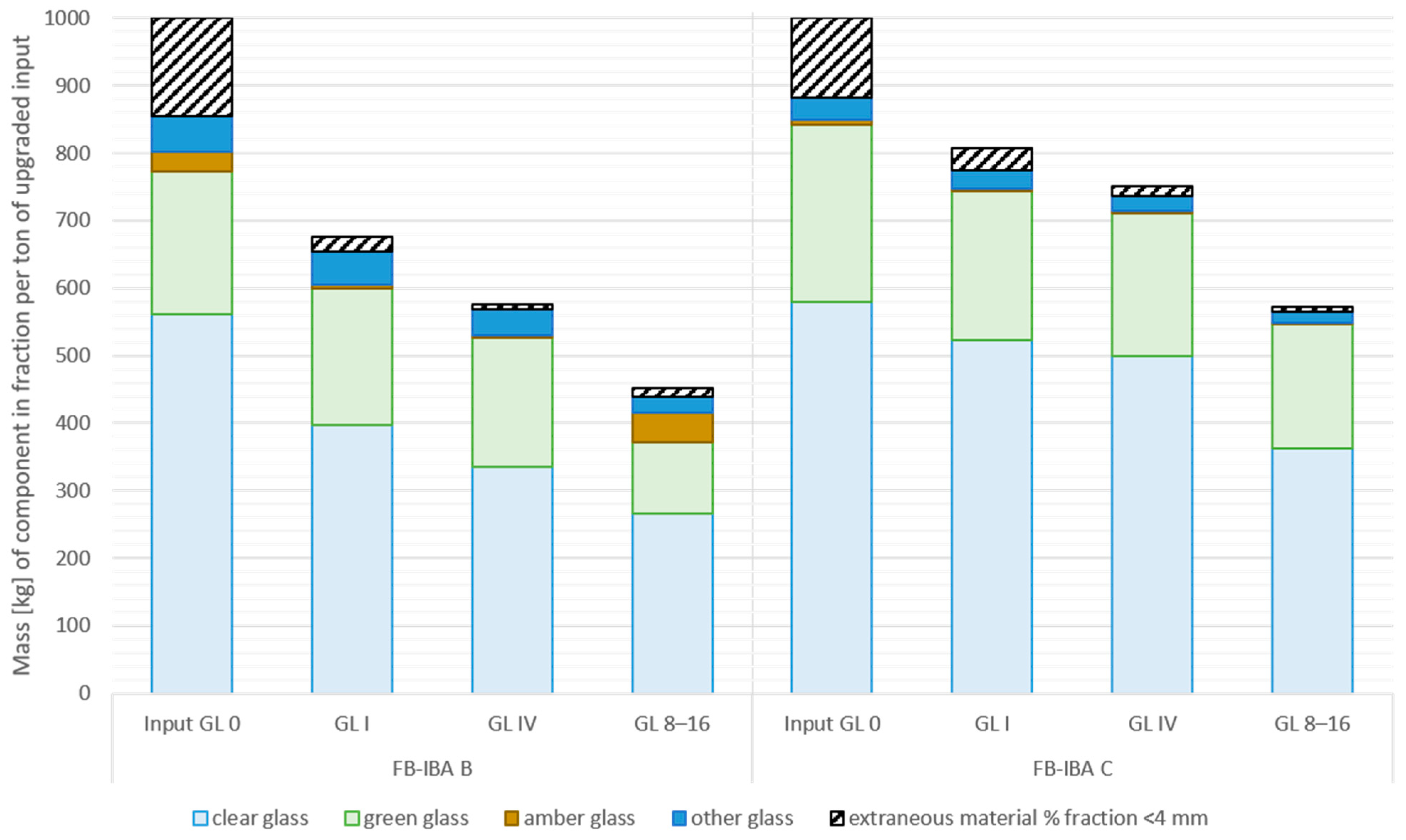
3.2. Compositions of the Glass Fractions
3.3. Results of Chemical Analysis of the Fractions
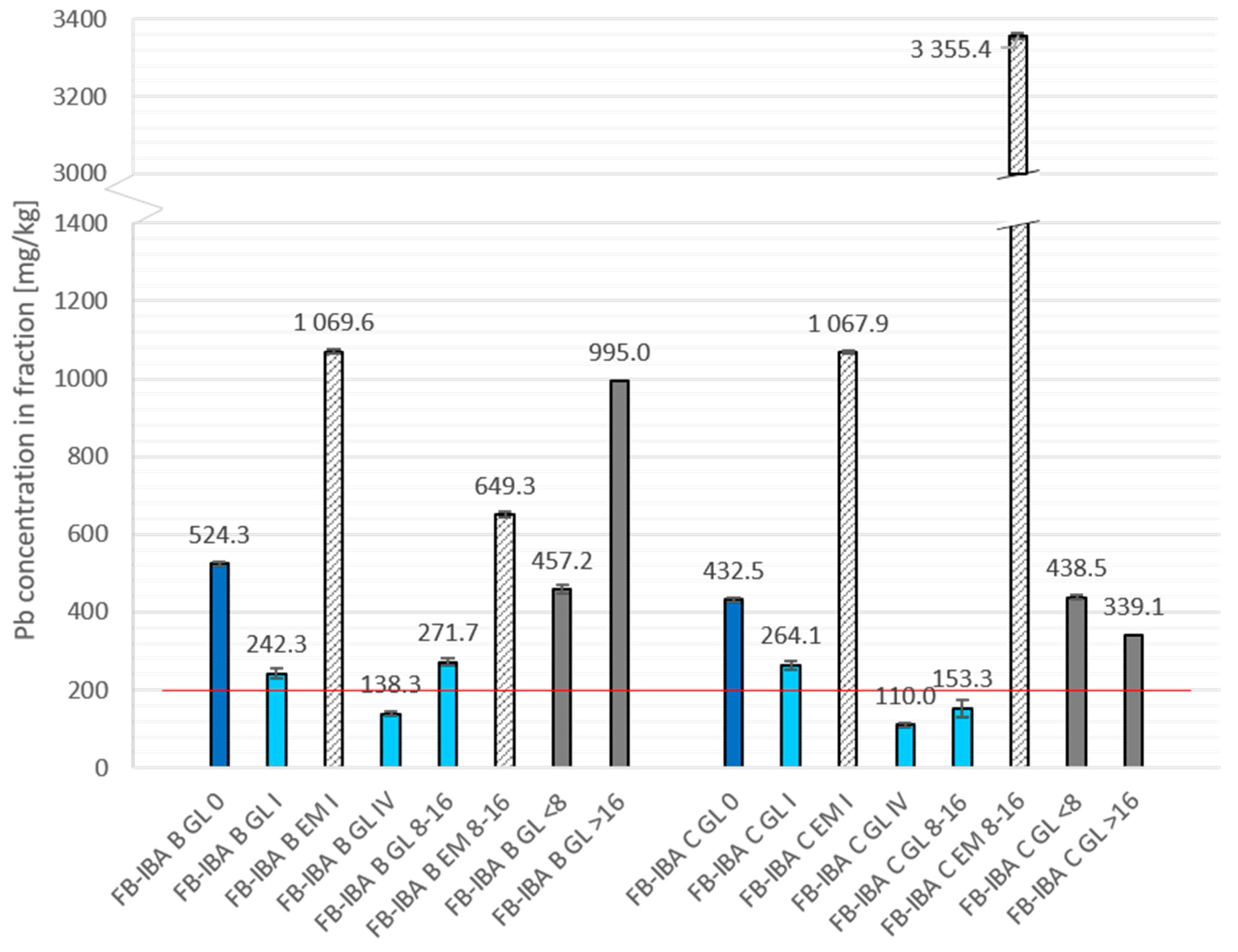
3.3.1. Results of XRF and Cr(VI) Analysis
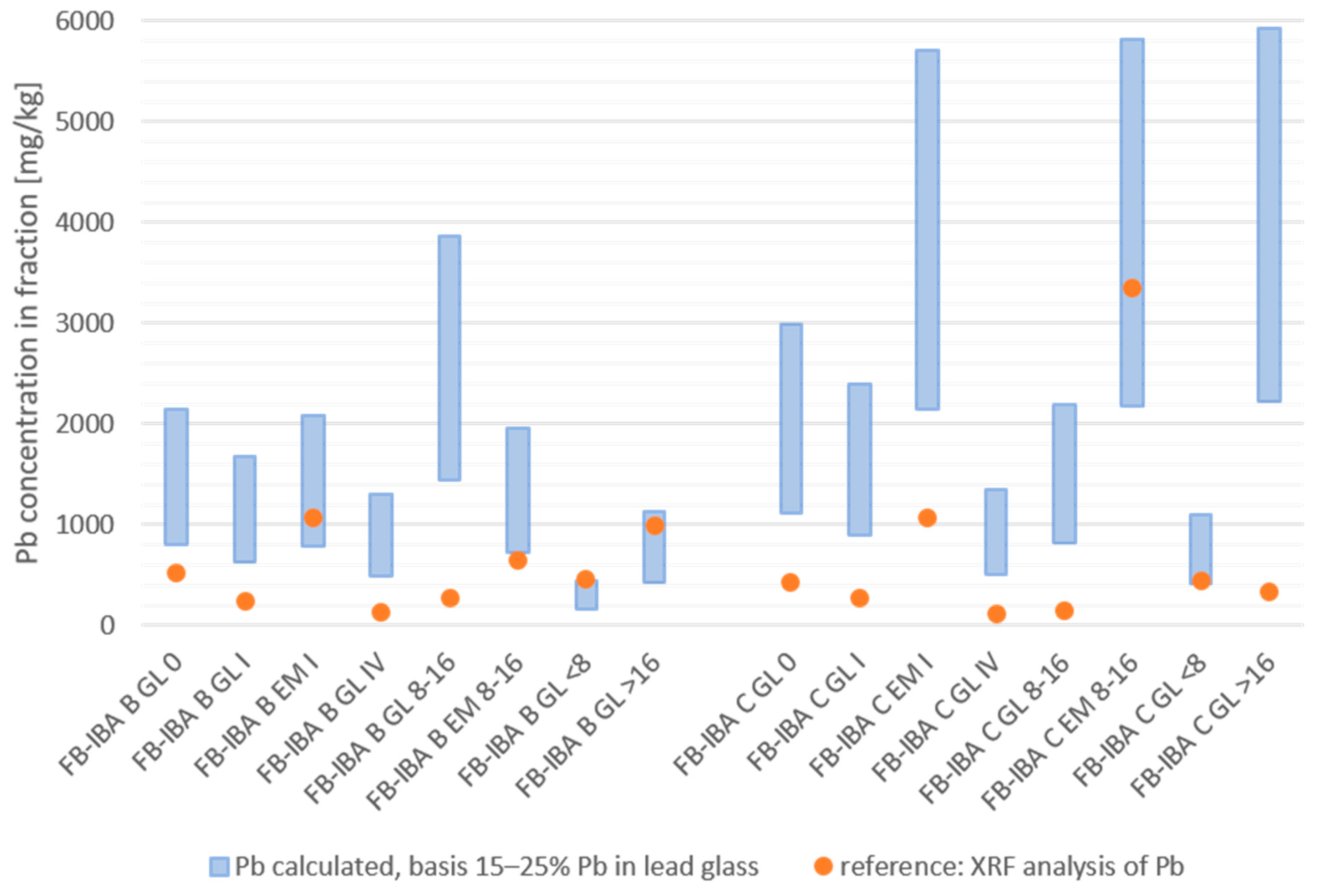
3.3.2. Results of Determination of Lead Glass by UV-C Light
3.4. Evaluation of the Upgrading Setups
3.5. Suitability of the Glass Fractions in the Packaging Glass Industry
3.6. Limitations
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CSP | Ceramic, stones, porcelain and other non-glass mineral-based extraneous material |
| EU | European Union |
| FB-IBA | Fluidized bed incineration bottom ash |
| IBA | Incineration bottom ash |
| ICP-OES | inductively coupled plasma optical emission spectrometry |
| MSW | Municipal solid waste |
| MSWI | Municipal solid waste incineration |
| UV | Ultraviolet |
| VIS | Visible (spectrum) |
| XRF | X-ray fluorescence |
References
- Scalet, B.M.; Garcia Munoz, M.; Sissa, A.Q.; Roudier, S.; Delgado Sancho, L. Best Available Techniques (BAT) Reference Document for The Manufacture of Glass: Industrial Emissions Directive 2010/75/EU Integrated Pollution Prevention and Control. EUR 25786 EN, Luxemburg. 2013. Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/GLS_Adopted_03_2012_0.pdf (accessed on 14 January 2022).
- Larsen, A.W.; Merrild, H.; Christensen, T.H. Recycling of glass: Accounting of greenhouse gases and global warming contributions. Waste Manag. Res. 2009, 27, 754–762. [Google Scholar] [CrossRef] [PubMed]
- Testa, M.; Malandrino, O.; Sessa, M.; Supino, S.; Sica, D. Long-Term Sustainability from the Perspective of Cullet Recycling in the Container Glass Industry: Evidence from Italy. Sustainability 2017, 9, 1752. [Google Scholar] [CrossRef]
- Dhir, R.K.; de Brito, J.; Ghataora, G.S.; Lye, C.Q. Sustainable Construction Materials: Glass Cullet; Woodhead Publishing: Duxford, UK, 2018; ISBN 978-0-08-100984-0. [Google Scholar]
- Dyer, T.D. Glass. In Handbook of Recycling; Elsevier: Amsterdam, The Netherlands, 2024; pp. 445–461. ISBN 9780323855143. [Google Scholar]
- Abdel Alim, D.; El-Haggar, S.M. Innovation in the Glass Industry: Upcycle of Glass Waste: Foam Glass. In Sustainability and Innovation; El-Haggar, S.M., Anderson, L., Eds.; American University in Cairo Press: Cairo, Egypt, 2016; pp. 171–228. ISBN 9789774166471. [Google Scholar]
- Arulrajah, A.; Disfani, M.M.; Maghoolpilehrood, F.; Horpibulsuk, S.; Udonchai, A.; Imteaz, M.; Du, Y.-J. Engineering and environmental properties of foamed recycled glass as a lightweight engineering material. J. Clean. Prod. 2015, 94, 369–375. [Google Scholar] [CrossRef]
- da Costa, F.P.; da Silva Morais, C.R.; Rodrigues, A.M. Sustainable glass-ceramic foams manufactured from waste glass bottles and bentonite. Ceram. Int. 2020, 46, 17957–17961. [Google Scholar] [CrossRef]
- Mohajerani, A.; Vajna, J.; Cheung, T.H.H.; Kurmus, H.; Arulrajah, A.; Horpibulsuk, S. Practical recycling applications of crushed waste glass in construction materials: A review. Constr. Build. Mater. 2017, 156, 443–467. [Google Scholar] [CrossRef]
- Kazmi, D.; Williams, D.J.; Serati, M. Waste glass in civil engineering applications—A review. Int. J. Appl. Ceram. Technol. 2020, 17, 529–554. [Google Scholar] [CrossRef]
- Dong, W.; Li, W.; Tao, Z. A comprehensive review on performance of cementitious and geopolymeric concretes with recycled waste glass as powder, sand or cullet. Resour. Conserv. Recycl. 2021, 172, 105664. [Google Scholar] [CrossRef]
- Jani, Y.; Hogland, W. Waste glass in the production of cement and concrete—A review. J. Environ. Chem. Eng. 2014, 2, 1767–1775. [Google Scholar] [CrossRef]
- Disfani, M.M.; Arulrajah, A.; Bo, M.W.; Sivakugan, N. Environmental risks of using recycled crushed glass in road applications. J. Clean. Prod. 2012, 20, 170–179. [Google Scholar] [CrossRef]
- Delbari, S.A.; Hof, L.A. Glass waste circular economy—Advancing to high-value glass sheets recovery using industry 4.0 and 5.0 technologies. J. Clean. Prod. 2024, 462, 142629. [Google Scholar] [CrossRef]
- Vinci, G.; D’Ascenzo, F.; Esposito, A.; Musarra, M.; Rapa, M.; Rocchi, A. A sustainable innovation in the Italian glass production: LCA and Eco-Care matrix evaluation. J. Clean. Prod. 2019, 223, 587–595. [Google Scholar] [CrossRef]
- Gallucci, T.; Lagioia, G.; Piccinno, P.; Lacalamita, A.; Pontrandolfo, A.; Paiano, A. Environmental performance scenarios in the production of hollow glass containers for food packaging: An LCA approach. Int. J. Life Cycle Assess. 2021, 26, 785–798. [Google Scholar] [CrossRef]
- Adekomaya, O.; Majozi, T. Mitigating environmental impact of waste glass materials: Review of the existing reclamation options and future outlook. Environ. Sci. Pollut. Res. Int. 2021, 28, 10488–10502. [Google Scholar] [CrossRef]
- Bundesverband Glasindustrie e.V.; BDE Bundesverband der Deutschen Entsorgungs-, Wasser- und Rohstoffwirtschaft e.V.; bvse-Bundesverband Sekundärrohstoffe und Entsorgung e.V. Leitlinie Qualitätsanforderungen an Glasscherben zum Einsatz in der Behälterglasindustrie: Standardblatt T 120 [Guideline Quality Requirements for Glass Cullet for the Use in the Packaging Glass Industry, 2014]. Available online: https://ec.europa.eu/eurostat/cache/metadata/en/cei_wm020_esmsip2.htm (accessed on 2 December 2024).
- Bristogianni, T.; Oikonomopoulou, F. Glass up-casting: A review on the current challenges in glass recycling and a novel approach for recycling “as-is” glass waste into volumetric glass components. Glass Struct. Eng. 2023, 8, 255–302. [Google Scholar] [CrossRef]
- Maier, G.; Gruna, R.; Längle, T.; Beyerer, J. A Survey of the State of the Art in Sensor-Based Sorting Technology and Research. IEEE Access 2024, 12, 6473–6493. [Google Scholar] [CrossRef]
- Gundupalli, S.P.; Hait, S.; Thakur, A. A review on automated sorting of source-separated municipal solid waste for recycling. Waste Manag. 2017, 60, 56–74. [Google Scholar] [CrossRef]
- Geueke, B.; Groh, K.; Muncke, J. Food packaging in the circular economy: Overview of chemical safety aspects for commonly used materials. J. Clean. Prod. 2018, 193, 491–505. [Google Scholar] [CrossRef]
- Barbato, P.M.; Olsson, E.; Rigamonti, L. Quality degradation in glass recycling: Substitutability model proposal. Waste Manag. 2024, 182, 124–131. [Google Scholar] [CrossRef]
- European Parliament and Council. Directive (EU) 2018/of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste, 14pp. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32018L0852 (accessed on 2 December 2024).
- Eurostat. Recycling Rate of Packaging Waste by Type of Packaging. 2023. Available online: https://ec.europa.eu/eurostat/cache/metadata/en/cei_wm020_esmsip2.htm (accessed on 2 December 2024).
- Close the Glass Loop. Container Glass Collection for Recycling in Europe. 2022. Available online: https://closetheglassloop.eu/wp-content/uploads/2023/06/CGL-Map-2022-Recycling-stats-scaled.jpg (accessed on 28 August 2024).
- Westbroek, C.D.; Bitting, J.; Craglia, M.; Azevedo, J.M.C.; Cullen, J.M. Global material flow analysis of glass: From raw materials to end of life. J. Ind. Ecol. 2021, 25, 333–343. [Google Scholar] [CrossRef]
- Butler, J.H.; Hooper, P.D. Glass Waste. In Waste; Elsevier: Amsterdam, The Netherlands, 2019; pp. 307–322. ISBN 9780128150603. [Google Scholar]
- Majdinasab, A.; Yuan, Q. Post-consumer cullet and potential engineering applications in North America. Resour. Conserv. Recycl. 2019, 147, 1–9. [Google Scholar] [CrossRef]
- Cimpan, C.; Maul, A.; Jansen, M.; Pretz, T.; Wenzel, H. Central sorting and recovery of MSW recyclable materials: A review of technological state-of-the-art, cases, practice and implications for materials recycling. J. Environ. Manag. 2015, 156, 181–199. [Google Scholar] [CrossRef] [PubMed]
- Dias, N.; Máximo, A.; Belo, N.; Carvalho, M.T. Packaging glass contained in the heavy residual fraction refused by Portuguese Mechanical and Biological Treatment plants. Resour. Conserv. Recycl. 2014, 85, 98–105. [Google Scholar] [CrossRef]
- Bourtsalas, A.C.T.; Themelis, N.J. Materials and energy recovery at six European MBT plants. Waste Manag. 2022, 141, 79–91. [Google Scholar] [CrossRef]
- Lipp, A.-M.; Lederer, J. The circular economy of packaging waste in Austria: An evaluation based on statistical entropy and material flow analysis. Resour. Conserv. Recycl. 2025, 217, 108193. [Google Scholar] [CrossRef]
- Pomberger, R.; Sarc, R.; Lorber, K.E. Dynamic visualisation of municipal waste management performance in the EU using Ternary Diagram method. Waste Manag. 2017, 61, 558–571. [Google Scholar] [CrossRef]
- Bayuseno, A.P.; Schmahl, W.W. Understanding the chemical and mineralogical properties of the inorganic portion of MSWI bottom ash. Waste Manag. 2010, 30, 1509–1520. [Google Scholar] [CrossRef]
- Eusden, J.; Eighmy, T.; Hockert, K.; Holland, E.; Marsella, K. Petrogenesis of municipal solid waste combustion bottom ash. Appl. Geochem. 1999, 14, 1073–1091. [Google Scholar]
- Blasenbauer, D.; Huber, F.; Mühl, J.; Fellner, J.; Lederer, J. Comparing the quantity and quality of glass, metals, and minerals present in waste incineration bottom ashes from a fluidized bed and a grate incinerator. Waste Manag. 2023, 161, 142–155. [Google Scholar] [CrossRef]
- Vateva, I.; Laner, D. Grain-Size Specific Characterisation and Resource Potentials of Municipal Solid Waste Incineration (MSWI) Bottom Ash: A German Case Study. Resources 2020, 9, 66. [Google Scholar] [CrossRef]
- Huber, F.; Blasenbauer, D.; Aschenbrenner, P.; Fellner, J. Complete determination of the material composition of municipal solid waste incineration bottom ash. Waste Manag. 2020, 102, 677–685. [Google Scholar] [CrossRef]
- Šyc, M.; Simon, F.G.; Hykš, J.; Braga, R.; Biganzoli, L.; Costa, G.; Funari, V.; Grosso, M. Metal recovery from incineration bottom ash: State-of-the-art and recent developments. J. Hazard. Mater. 2020, 393, 122433. [Google Scholar] [CrossRef]
- Del Valle-Zermeño, R.; Gómez-Manrique, J.; Giro-Paloma, J.; Formosa, J.; Chimenos, J.M. Material characterization of the MSWI bottom ash as a function of particle size. Effects of glass recycling over time. Sci. Total Environ. 2017, 581–582, 897–905. [Google Scholar] [CrossRef] [PubMed]
- Lederer, J.; Schuch, D. The contribution of waste and bottom ash treatment to the circular economy of metal packaging: A case study from Austria. Resour. Conserv. Recycl. 2024, 203, 107461. [Google Scholar] [CrossRef]
- van Caneghem, J.; de Coster, E.; Vandenbergh, K.; de Broyer, S.; Lambrix, N.; Weemaels, L. Closing the household metal packaging cycle through recovery of scrap from waste-to-energy bottom ash: The case study of Flanders. Resour. Conserv. Recycl. 2019, 144, 115–122. [Google Scholar] [CrossRef]
- Fletcher, C.A.; Dunk, R. Recovery and utilisation of municipal solid waste incineration bottom ash: Implications for European waste management strategy. Detritus 2023, 23, 43–57. [Google Scholar] [CrossRef]
- Blasenbauer, D.; Huber, F.; Lederer, J.; Quina, M.J.; Blanc-Biscarat, D.; Bogush, A.; Bontempi, E.; Blondeau, J.; Chimenos, J.M.; Dahlbo, H.; et al. Legal situation and current practice of waste incineration bottom ash utilisation in Europe. Waste Manag. 2020, 102, 868–883. [Google Scholar] [CrossRef]
- Makari, C. Optical Sorting for the Recovery of Glass from WIP Slags: Pilot Plant in Bratislava. In Waste Management; Thomé-Kozmiensky, K.J., Thiel, S., Eds.; TK-Verl. Thomé-Kozmiensky: Neuruppin, Germany, 2014; pp. 345–354. ISBN 978-3-944310-15-2. [Google Scholar]
- Mühl, J.; Skutan, S.; Stockinger, G.; Blasenbauer, D.; Lederer, J. Glass recovery and production of manufactured aggregate from MSWI bottom ashes from fluidized bed and grate incineration by means of enhanced treatment. Waste Manag. 2023, 168, 321–333. [Google Scholar] [CrossRef]
- Mühl, J.; Hofer, S.; Blasenbauer, D.; Lederer, J. Recovery of aluminum, magnetic ferrous metals and glass through enhanced industrial-scale treatment of different MSWI bottom ashes. Waste Manag. 2024, 190, 557–568. [Google Scholar] [CrossRef]
- Pfandl, K.; Küppers, B.; Scheiber, S.; Stockinger, G.; Holzer, J.; Pomberger, R.; Antrekowitsch, H.; Vollprecht, D. X-ray fluorescence sorting of non-ferrous metal fractions from municipal solid waste incineration bottom ash processing depending on particle surface properties. Waste Manag. Res. 2020, 38, 111–121. [Google Scholar] [CrossRef]
- Gerlach, R.W.; Nocerino, J.M. Guidance for Obtaining Representative Laboratory Analytical Subsamples from Particulate Laboratory Samples. 2003. Available online: https://clu-in.org/download/char/epa_subsampling_guidance.pdf (accessed on 14 December 2022).
- Peukert, D.; Xu, C.; Dowd, P. A Review of Sensor-Based Sorting in Mineral Processing: The Potential Benefits of Sensor Fusion. Minerals 2022, 12, 1364. [Google Scholar] [CrossRef]
- Wotruba, H.; Harbeck, H. Sensor-Based Sorting. Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Hoboken, NJ, USA, 2003; ISBN 9783527303854. [Google Scholar]
- Brunner, P.H.; Rechberger, H. Handbook of Material Flow Analysis: For Environmental, Resource, and Waste Engineers, 2nd ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA; London, UK; New York, NY, USA, 2017; ISBN 978-1-4987-2134-9. [Google Scholar]
- EN 13656:2002; Characterization of Waste—Microwave Assisted Digestion with Hydrofluoric (HF), Nitric (HNO3) and Hydrochloric (HCl) Acid Mixture for Subsequent Determination of Elements. European Committee for Standardization: Brussels, Belgium, 2022.
- DIN 38405-52:2020-11; German Standard Methods for the Examination of Water, Waste Water and Sludge—Anions (Group D)—Part 52: Photometric Determination of Dissolved Chromium(VI) in Water (D 52). Deutsches Institut für Normung e.V.: Berlin, Germany, 2020.
- Huber, R. Weiterentwicklung Optischer Sortiertechnik und Erweiterung der Einsatzmöglichkeiten in der Aufbereitung Primärer und Sekundärer Rohstoffe [Improvement of Optical Sorting Technology and Expansion of Possible Applications in the Processing of Primary and Secondary Raw Materials]. Ph.D. Thesis, Montanuniversität Leoben, Leoben, Austria, 2016. [Google Scholar]
- Huber, R.; Leitner, K. Method and Device for Detecting Lead-Containing Glass. Pieces. Patent No. EP20100709457 20100226, 26 February 2010. [Google Scholar]
- Viczek, S.A.; Aldrian, A.; Pomberger, R.; Sarc, R. Origins and carriers of Sb, As, Cd, Cl, Cr, Co, Pb, Hg, and Ni in mixed solid waste—A literature-based evaluation. Waste Manag. 2020, 103, 87–112. [Google Scholar] [CrossRef] [PubMed]
- Morgan, T.J.; George, A.; Boulamanti, A.K.; Álvarez, P.; Adanouj, I.; Dean, C.; Vassilev, S.V.; Baxter, D.; Andersen, L.K. Quantitative X-ray Fluorescence Analysis of Biomass (Switchgrass, Corn Stover, Eucalyptus, Beech, and Pine Wood) with a Typical Commercial Multi-Element Method on a WD-XRF Spectrometer. Energy Fuels 2015, 29, 1669–1685. [Google Scholar] [CrossRef]
- Götze, R.; Boldrin, A.; Scheutz, C.; Astrup, T.F. Physico-chemical characterisation of material fractions in household waste: Overview of data in literature. Waste Manag. 2016, 49, 3–14. [Google Scholar] [CrossRef] [PubMed]
- Turner, A. Heavy Metals in the Glass and Enamels of Consumer Container Bottles. Environ. Sci. Technol. 2019, 53, 8398–8404. [Google Scholar] [CrossRef]
- Mika, S.; Mühl, J.; Skutan, S.; Aschenbrenner, P.; Limbeck, A.; Lederer, J. Substance flows of heavy metals in industrial-scale municipal solid waste incineration bottom ash treatment: A case study from Austria. Waste Manag. 2025, 195, 240–252. [Google Scholar] [CrossRef]
- Chen, X.; Kroell, N.; Feil, A.; Greiff, K. Sensor-based sorting. In Handbook of Recycling; Elsevier: Amsterdam, The Netherlands, 2024; pp. 145–159. ISBN 9780323855143. [Google Scholar]
- Aldrian, A.; Pomberger, R.; Schipfer, C.; Gattermayer, K. Altglasrecycling—Anteil an Störstoffen im Altglas in Österreich. [Waste glass recycling—share of impurities in waste glass in Austria]. In POSTER-Konferenzband zur 14. Recy & DepoTech-Konferenz; Pomberger, R., Adam, J., Aldrian, A., Curtis, A., Friedrich, K., Kranzinger, L., Küppers, B.E., Eds.; Recy & DepoTech, Leoben, 07–09.11.2018; Abfallverwertungstechnik & Abfallwirtschaft Eigenverlag: Leoben, Austria, 2018; pp. 193–198. ISBN 978-3-200-05858-3. [Google Scholar]
- Beigl, P. Auswertung der Restmüllzusammensetzung in Österreich 2018/2019: Ergebnisbericht [Evaluation of the Residual Waste Composition in Austria 2018/2019, Wien]. 2020. Available online: https://www.bmk.gv.at/dam/jcr:c034808f-c67d-4eab-b2a3-30a6bcd6d0eb/Restmuell-Zusammensetzung-2018-19.pdf (accessed on 7 June 2022).
- Blengini, G.A.; Busto, M.; Fantoni, M.; Fino, D. Eco-efficient waste glass recycling: Integrated waste management and green product development through LCA. Waste Manag. 2012, 32, 1000–1008. [Google Scholar] [CrossRef] [PubMed]
- Humbert, S.; Rossi, V.; Margni, M.; Jolliet, O.; Loerincik, Y. Life cycle assessment of two baby food packaging alternatives: Glass jars vs. plastic pots. Int. J. Life Cycle Assess. 2009, 14, 95–106. [Google Scholar] [CrossRef]
- Deschamps, J.; Simon, B.; Tagnit-Hamou, A.; Amor, B. Is open-loop recycling the lowest preference in a circular economy? Answering through LCA of glass powder in concrete. J. Clean. Prod. 2018, 185, 14–22. [Google Scholar] [CrossRef]
- Haupt, M.; Kägi, T.; Hellweg, S. Modular life cycle assessment of municipal solid waste management. Waste Manag. 2018, 79, 815–827. [Google Scholar] [CrossRef]
- Meylan, G.; Ami, H.; Spoerri, A. Transitions of municipal solid waste management. Part II: Hybrid life cycle assessment of Swiss glass-packaging disposal. Resour. Conserv. Recycl. 2014, 86, 16–27. [Google Scholar] [CrossRef]
- Costa, G.; Polettini, A.; Pomi, R.; Spagnuolo, R. Enhanced Separation of Incinerator Bottom Ash: Composition and Environmental Behaviour of Separated Mineral and Weakly Magnetic Fractions. Waste Biomass Valorization 2020, 11, 7079–7095. [Google Scholar] [CrossRef]
- Beikmohammadi, M.; Yaghmaeian, K.; Nabizadeh, R.; Mahvi, A.H. Analysis of heavy metal, rare, precious, and metallic element content in bottom ash from municipal solid waste incineration in Tehran based on particle size. Sci. Rep. 2023, 13, 16044. [Google Scholar] [CrossRef] [PubMed]
- Bunge, R.; Bunge, K. Probenahme auf Altlasten: Minimal notwendige Probenmasse. Altlasten Spektrum 1999, 1999, 174–179. [Google Scholar]
- European Environment Agency. Many EU Member States Not on Track to Meet Recycling Targets for Municipal Waste and Packaging Waste: Briefing no. 28/2022. 2023. Available online: https://www.eea.europa.eu/publications/many-eu-member-states (accessed on 11 December 2024).
- Chimenos, J.; Segarra, M.; Fernández, M.; Espiell, F. Characterization of the bottom ash in municipal solid waste incinerator. J. Hazard. Mater. 1999, 64, 211–222. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mühl, J.; Mika, S.; Tischberger-Aldrian, A.; Lederer, J. Upgrading and Characterization of Glass Recovered from MSWI Bottom Ashes from Fluidized Bed Combustion. Recycling 2025, 10, 63. https://doi.org/10.3390/recycling10020063
Mühl J, Mika S, Tischberger-Aldrian A, Lederer J. Upgrading and Characterization of Glass Recovered from MSWI Bottom Ashes from Fluidized Bed Combustion. Recycling. 2025; 10(2):63. https://doi.org/10.3390/recycling10020063
Chicago/Turabian StyleMühl, Julia, Simon Mika, Alexia Tischberger-Aldrian, and Jakob Lederer. 2025. "Upgrading and Characterization of Glass Recovered from MSWI Bottom Ashes from Fluidized Bed Combustion" Recycling 10, no. 2: 63. https://doi.org/10.3390/recycling10020063
APA StyleMühl, J., Mika, S., Tischberger-Aldrian, A., & Lederer, J. (2025). Upgrading and Characterization of Glass Recovered from MSWI Bottom Ashes from Fluidized Bed Combustion. Recycling, 10(2), 63. https://doi.org/10.3390/recycling10020063