1. Introduction
In modern manufacturing, lightweight materials are often used to reduce costs over the lifetimes of the products. For this reason, both the automotive industry and the aviation industry, amongst others, are increasingly using fiber reinforced polymers (FRPs). FRPs are manufactured by fusing together prefabricated sheets, which already include the fibers. Thus, FRPs tend to develop interlaminar defects, which occur when air or foreign materials, e.g., foils, are embedded between two layers. Although the thickness of the interlaminar defects is often only a fraction of the prefrabricated sheet thickness, they structurally weaken FRPs. For this reason, FRP components are either developed with a considerable safety margin or are tested non-destructively.
Three physical principles are mainly used to detect interlaminar defects of FRPs non-destructively. The most accurate is 3D X-ray computed tomography (3D-XCT), but there are several drawbacks to this method which have to be considered. 3D-XCT requires expensive equipment, and depending on the voxel size, requires considerable measurement and evaluation times. Another disadvantage is the very limited sample size and the use of ionizing radiation. The aviation industry predominantly uses ultrasonic testing (UT), where an ultrasonic probe scans the component in a grid-like manner. The drawbacks of this method are that UT is not contactless and the large signal acquisition time that results from scanning.
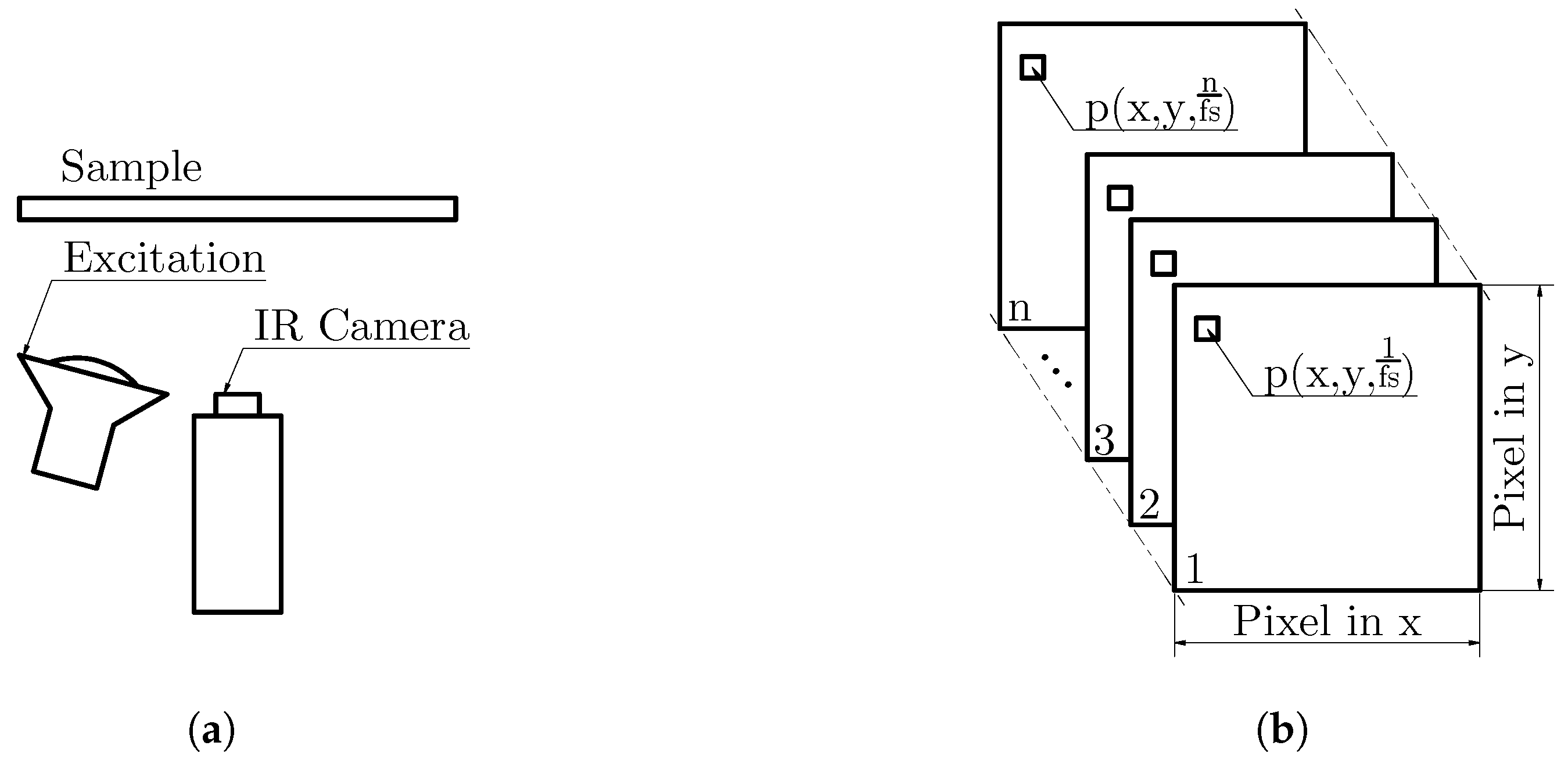
An emerging method is active thermography (AT). In AT, components are heated or cooled while the temperature change is observed by an infrared (IR) camera. Thus, the measured raw data can be viewed as an IR video. Modern megapixel IR cameras are able to record large surface areas quickly without contact and with relatively inexpensive equipment. Due to the short signal acquisition time, it is possible to use AT for in-line testing of injection molded components. However, the evaluation algorithm for such components quickly becomes a time bottleneck in real production environments. Ideally, the algorithm should segment the defective from non-defective areas and at the same time determine the depths of the defects within a reasonable computational time.
An AT measurement begins with the heating or cooling of a specimen relative to the ambient temperature to create a temperature gradient called excitation. For most applications only heating is used. Defects that inhibit or accelerate the local heat diffusion can be identified by analyzing the measured thermal sequence. However, the diffusion characteristics of the so-called "thermal waves" [
1] limit the depth resolution [
2]. Defects that lie deeper below the surface can only be detected with a lower spatial resolution. The different types of AT can be subdivided by the type of excitation; however, the fastest signal acquisition is achieved by so-called pulse thermography (PT). Here, the surface of a specimen is optically excited with a Dirac-delta-like heat pulse at time
, which is usually provided by high-powered flash lamps or lasers. This type of excitation is most suitable for in-line testing in an industrial environment where the signal acquisition time should be kept as short as possible. After the initial heat pulse, the cooling of the surface of the specimen is recorded with an IR camera until the steady-state, i.e., ambient temperature, is reached. Two measurement setups are used in PT: the transmission and reflection setups. In the transmission setup, the specimen is positioned between the IR camera and the excitation source. This means that both sides of a specimen need to be accessible in order to record a measurement, which is often not possible under industrial conditions. In the reflection setup, the excitation plane of the specimen is also the measurement plane. Therefore, only one side of the specimen needs to be accessible for the measurement. In this work PT is only investigated in the reflection setup.
There are a large number of post-processing algorithms for PT measurements in reflection. Most of these algorithms use the time-temperature sequences to gain insight into the material; i.e., they observe how the temperature of a pixel changes over time. Since there are thorough literature reviews [
3,
4], we only give a brief introduction to the most important algorithms.
One of the first algorithms developed was pulse phase thermography (PPT) [
5,
6]. In PPT, the 1D Fourier transform and then the signal phase are calculated from each time-temperature sequence of the thermal video. Defects can be identified by differences in the phase values. Usually only the image with the highest contrast is used for defect detection. It is possible to correlate the phase and frequency information with a defect depth using the blind-frequency method [
7,
8]. Another widely used evaluation algorithm for PT data is the principal component thermography [
9], wherein the measurement data are analyzed using the singular value decomposition. More recently, this approach was used for the analysis of long pulse thermography [
10,
11], wherein due to increased excitation time deeper defects can be imaged at the cost of a longer signal acquisition time.
Another method is the thermographic signal reconstruction (TSR) algorithm [
12,
13]. Here the time-dependent temperature values are plotted on a double-logarithmic scale. Each logarithmic time-temperature sequence is then approximated by a polynomial. TSR has triggered many other algorithms, such as improvements to the early time method [
14] and the RGB projection technique [
15]. In [
16] the absolute peak slope time method (APST) was presented. Here the time-temperature sequences are multiplied by
with
n being a constant between
and
. Then a non-linear fit is applied to these signals, based on a simplified mathematical model derived by [
17]. With this method it is possible to estimate the defect depth. A similar strategy was pursued in [
18], the reference free dynamic thermal tomography (DDT). In DDT, time-temperature sequences are multiplied by
with
n being between
and
. It is postulated that the “arg min” of these multiplied time-temperature sequences can be used directly to estimate a defect depth.
Another image reconstruction method was recently proposed by [
19], the virtual wave concept (VWC). Here, each time-temperature sequence is first mathematically transformed into a virtual ultrasonic wave. Ultrasonic reconstruction algorithms are then used to estimate defect depths [
20,
21].
All of these algorithms have their strengths and weaknesses. For certain samples, e.g., PPT can be used to visualize defects quickly. TSR is one of the most commonly used algorithms for estimating the effective thermal diffusivity of samples. Furthermore, the defect depths can also be roughly estimated with the RGB projection technique. On the other hand, more advanced methods such as the VWC can be used to produce detailed defect maps. In addition, VWC can deal with structured excitation [
22], enabling defect resolutions which cannot be achieved with PT. Algorithms such as PPT and TSR have short computing times, but have difficulties with more complex sample geometries, such as varying sample thicknesses. Algorithms suitable for such samples, e.g., APST and VWC, generally have longer computing times.
We propose an algorithm which can produce reasonably accurate defect depth maps, even for complex geometries, while keeping the computational cost low. This is done by reinterpreting the technique from [
18] with knowledge from TSR. In this way we can segment defective from non-defective (sound) areas and give an estimate of the defect depth.
This publication is structured as follows. First, a theoretical section is provided that explains the signal format and measurement acquisition, along with the differential equations which describe heat transfer in solids (heat equation). We also show numerical solutions of the heat equation, which form the basis of the TSR method. The second section describes our algorithm in detail and uses the simulation results from the previous section to link to the TSR method. In the last section, we validate our algorithm using real samples from a pre-production run where ground truths are provided by 3D-XCT scans. We also compare our results with those obtained using standard methods, such as TSR and PPT.
3. Modification of Thermograpic Signal Reconstruction Method
The basis of the proposed modification of TSR stems from the idea that there is more information contained in temperature–time sequences than merely
. The idea is to characterize a defect not indirectly by the effective thermal diffusivity, but by identifying a defective temperature field by the deviation from a sound temperature field using Equation (
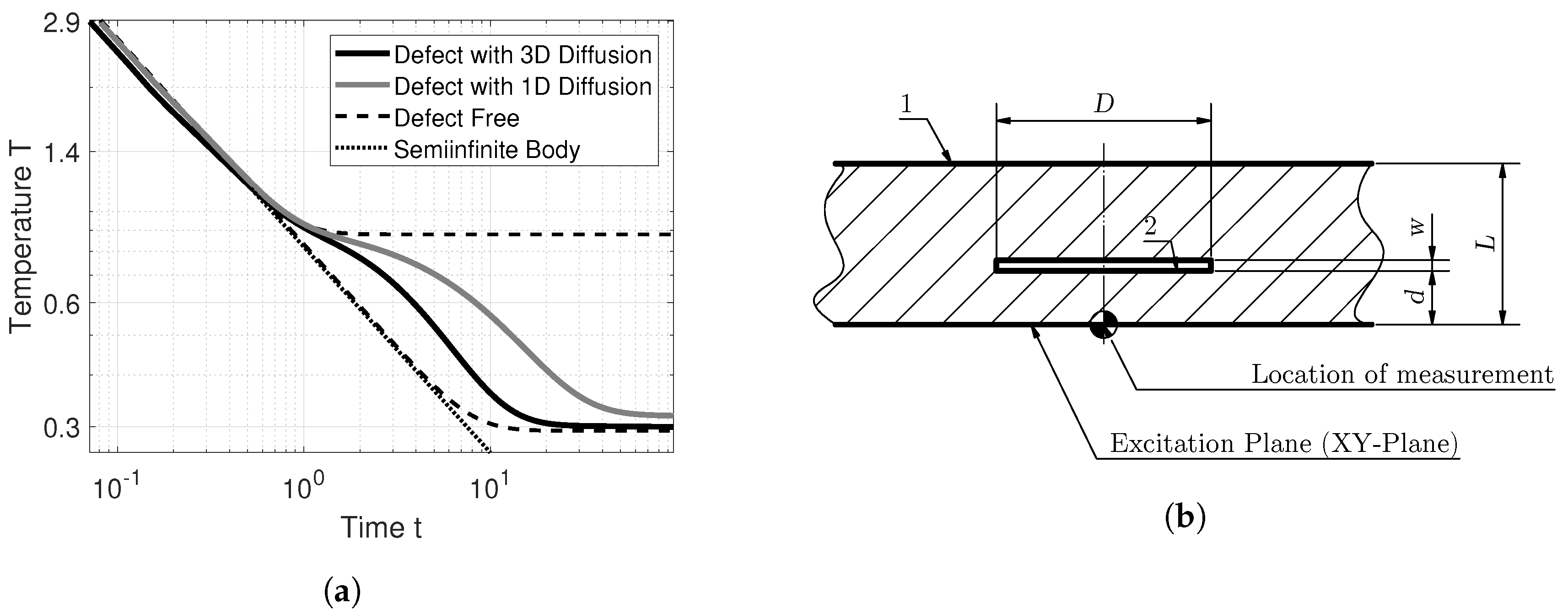
3). As an intermediate step, we multiply the temperature–time sequences from
Figure 2a with
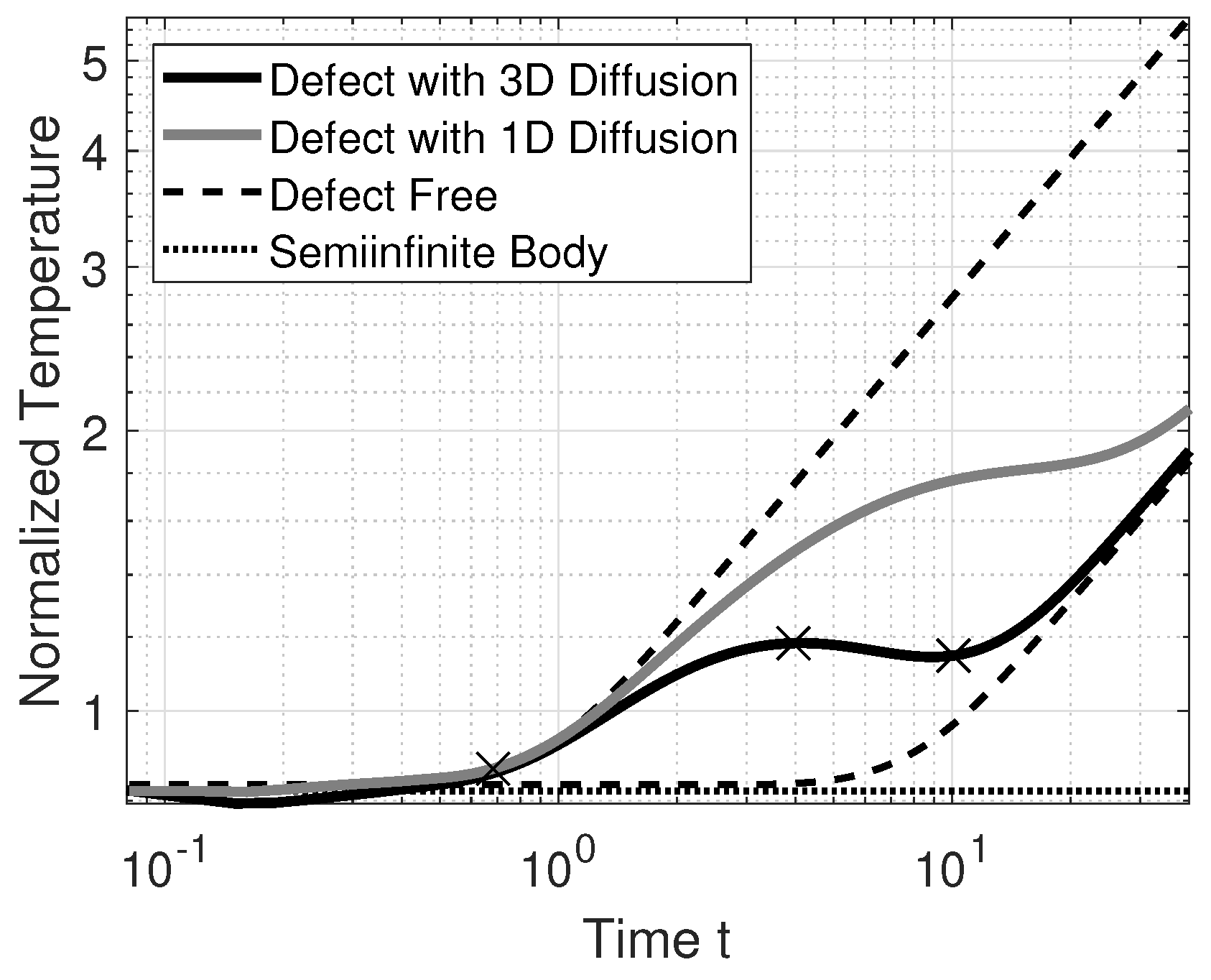
. The result is depicted in
Figure 3. Temperature–time sequences multiplied by
are herein referred to as “normalized temperatures.” A similar method was explored by [
16], although the underlying ideas are different.
Figure 3 shows that temperature sequences which are affected by defects can be characterized by three characteristic times, labeled in the plot with crosses. The first cross indicates the time at which a temperature profile caused by a defect deviates from the defect-free temperature profile. The second cross shows the time at which the largest difference between a defective and sound region temperature profile, in a total least squares sense, occurs. The last cross indicates the time at which the cooling effect caused by 3D heat diffusion vanishes. This cross only occurs if adiabatic boundary conditions apply. The second and third cross are extreme values of the normalized temperature. The first cross can be made to occur at an extreme value of the normalized temperature. For example, this can happen if the ambient temperature was badly estimated, which resulted in an erroneous
. However, we propose to let the time axis start at
instead of
, which has the added benefit of reducing oscillations in the TSR polynomial.
In contrast to [
18], where only the arg min of the normalized temperature is evaluated, our proposed method of labeling defects is based on an analysis of whether the three distinct times occur in a normalized temperature–time sequence. Therefore, this method can be used when the thickness
L of a sample varies locally. This also means that an FBH cannot be identified by this method, since it does not produce temperature–time sequences which would be typical for interlaminar defects. As the characteristic times are all located at extreme values of the normalized temperature, they can be found by curve sketching. If we fit a polynomial to the normalized temperature and derive it once, the real valued roots of this polynomial yield the characteristic times. Reducing the number of derivatives compared to TSR is desirable because derivation is an ill-posed operation.
3.1. Interpreting the Characteristic Times
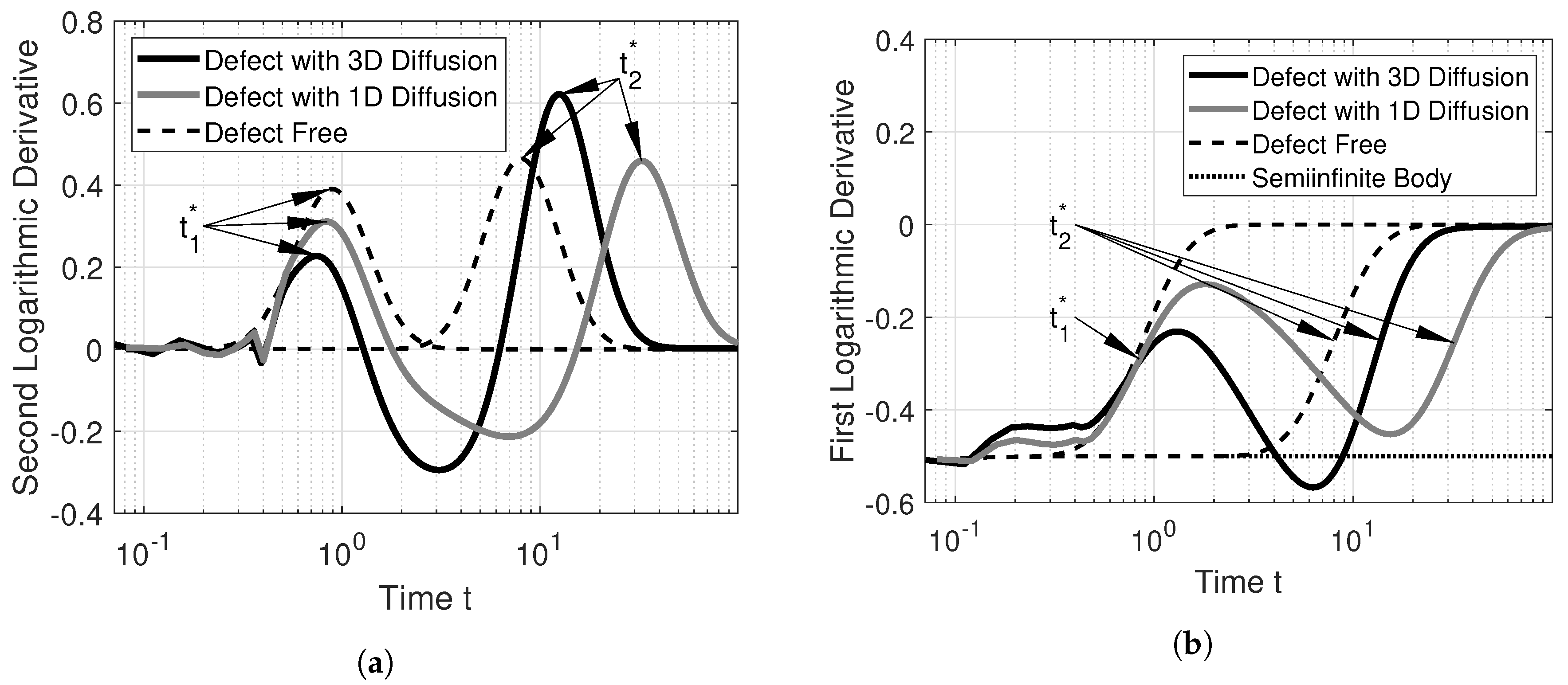
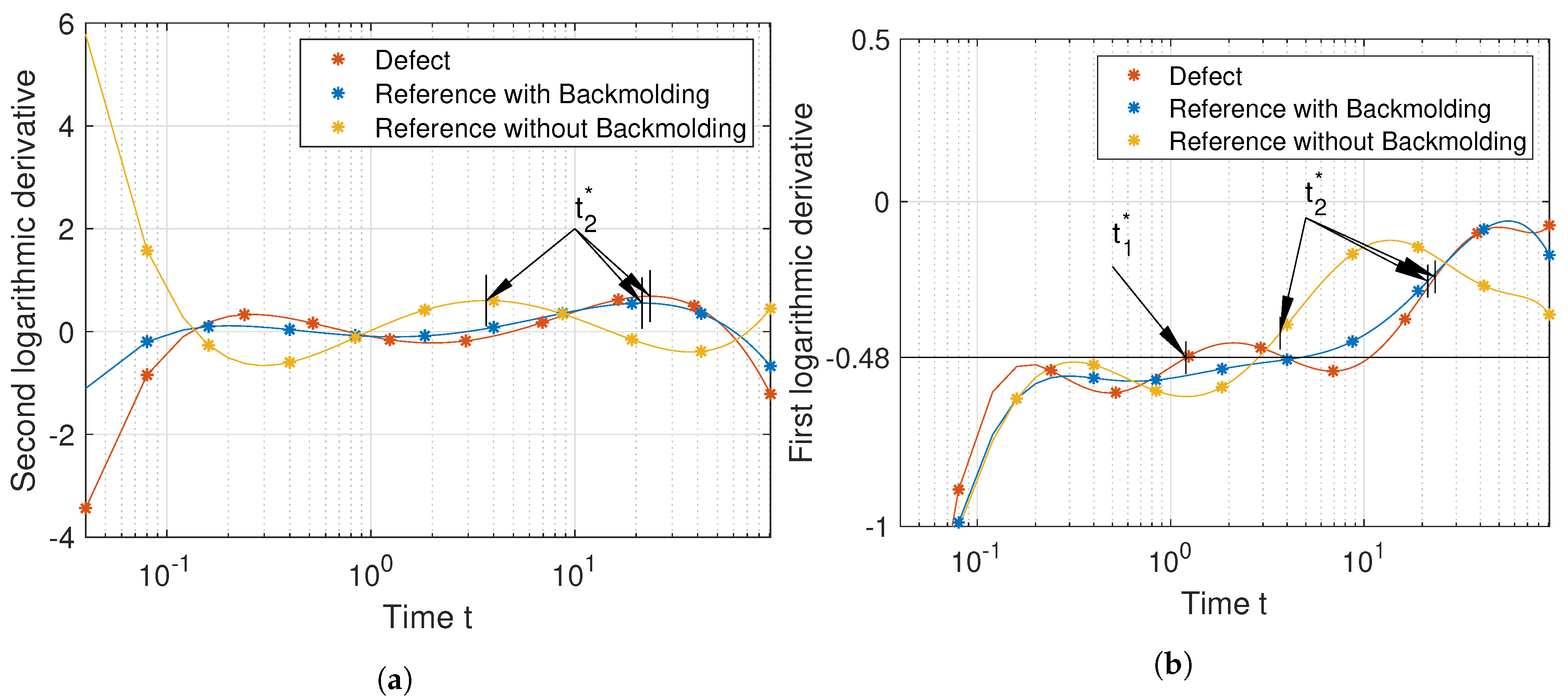
To interpret the meaning of the characteristic times at the crosses from
Figure 3, we calculate the logarithmic derivatives of its temperature–time profiles. The derivatives are calculated directly using the simulated data to remove any distortions which would be produced by first fitting the data with a polynomial. The second logarithmic derivative of the temperature–time sequences of
Figure 2a is depicted in
Figure 4a, while the first logarithmic derivative is depicted in
Figure 4b.
We already established that a temperature–time sequence which is typical for a defect behaves similarly to the temperature–time sequence of an adiabatic boundary, and should in principle show up in the second logarithmic derivative. Furthermore, the times at which peaks in the second logarithmic derivative occur,
and
, fulfill the equality from Equation (
5).
Looking at the second logarithmic derivatives,
Figure 4a, we see the first few values of the second logarithmic derivative of the defect with 3D diffusion and those with 1D diffusion fluctuate. This is caused by simulation errors. As the defect-free curves are calculated using an analytic expression, they do not suffer from these errors. We see that the second logarithmic derivative for the defect-free calculation looks remarkably similar to a Gaussian, which was also observed by [
13]. However, this does not apply to real temperature–time curves, as the defects with 3D diffusion and that with 1D diffusion show. The first peak at
is slightly earlier for 3D diffusion than for 1D diffusion. The peak itself is significantly dampened for the defect with 3D diffusion, which inhibits the detectability of interlaminar defects compared to FBHs.
Figure 4b shows the first logarithmic derivative. The
y-axis of this figure starts at
, which is caused by the term
in Equation (
3). We find the times
and
at approximately the half-rise times of the first logarithmic derivative. Multiplying the temperature–time sequences, for example, by
, does slide the first logarithmic derivative up by
. By sliding up the signals from
Figure 4b by
, we see that the defect with 3D diffusion intersects with the
x-axis two times, as indicated by the crosses in
Figure 3. We can also see that the same is not true for defects with 1D diffusion, which do not intersect with the
x-axis. Defects which behave according to the 1D heat diffusion cannot be detected by simply multiplying by
. The main problem is in finding a value
m by which the first logarithmic derivative should be slided up (or down), such that temperature–time sequences which indicate defects exhibit three zero crossings and such that the first zero crossing is near the half-rise time. For the experimental part we chose a constant of
, which was found experimentally.
3.2. Implementation of the Modification
Measurements are always subject to signal noise. Assuming that the standard deviation of the measurements is constant, after multiplying the temperature–time sequences by
the standard deviation for the measurement at time
is amplified by
. A better solution is to use the TSR polynomial from Equation (
4). It can be easily verified that the addition of the value
m to the polynomial coefficient
results in equivalent temperature–time sequences by direct multiplication with
. Our algorithm can therefore be summarized as follows:
Fit a polynomial of the form of Equation (
4) to the temperature–time sequence, but use
for the
x-axis for improved stability of the polynomial.
Add the value to the polynomial coefficient .
Calculate the first derivative of this polynomial.
Evaluate the real valued roots of this polynomial and discard roots caused by oscillation (i.e., real valued roots outside the measured time).
If three or more roots are found this indicates a defect, and location of the first root roughly indicates the defect depth according to Equation (
5).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}