1. Introduction
Injection molding is the process of producing parts composed of thermoplastic or thermosetting plastics. Plastics have the advantages of low density, stable chemical properties, high specific strength, good formability, easy coloring, low processing costs and a wide range of material sources, and they have been increasingly used in daily life and industrial production. In the automobile, aerospace, and other fields, replacing steel with plastic has become one of the main development directions of lightweight technology.
There are many plastic-forming methods, among which injection molding has become the most effective and widely used due to its advantages of high forming efficiency and a high degree of automation. Plastic injection molding (PIM) has the following advantages: (1) High pressure is applied during the molding process, which enables the molding of products with detailed features and complex geometries. (2) The actual molding speed is fast, the cycle time is short, the product consistency is good, and the cost is reduced. (3) It has strong scalability, and fillers can be added to enhance the mechanical properties of the product for application in special fields, and a variety of different types of plastics can be used at the same time to achieve multi-material injection molding. (4) The product requires only a small amount of trimming or no trimming at all. (5) With a high degree of automation, PIM is usually completed by an operator to control and manage injection molding machines and robots.
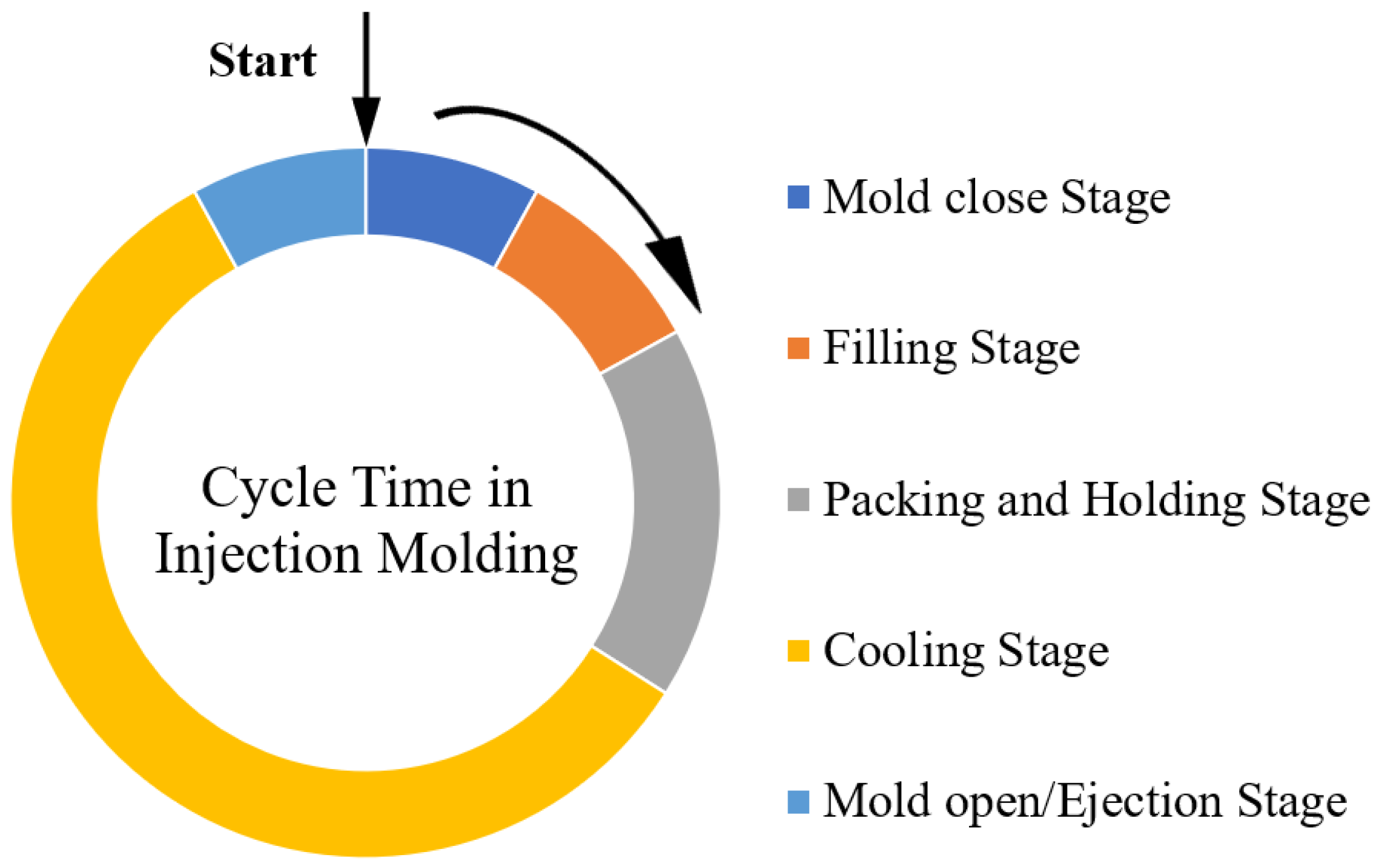
The injection molding process consists of five stages, as shown in
Figure 1: mold opening (ejection), mold closing, filling, packing, and cooling [
1]. Among the above stages, the cooling stage is the most important because it significantly affects the productivity and quality of the formed parts [
2,
3]. The cooling stage generally accounts for a majority of the injection molding cycle. In injection molding, short cycle times are important for high productivity. Proper cooling channel design can significantly reduce cooling time and increase the productivity of the injection molding process. PIM also requires high-quality products. From the perspective of dimensional accuracy and appearance, the main defects of PIM should be avoided as much as possible, including warpage, volume shrinkage, and weld lines [
4,
5]. An efficient cooling system that achieves uniform temperature distribution can minimize undesirable defects that affect the quality of the molded parts, such as hot spots, sink marks, differential shrinkage, thermal residual stress, and warpage.
The cooling system is an important part of the injection mold and has the function of adjusting the temperature of the mold. Mold temperature has an important impact on the quality and forming efficiency of injection-molded products [
6,
7]. As plastic melts flow, a mold temperature that is too low increases the shear force and internal stress, resulting in defects such as short shots and flow marks; on the contrary, a mold temperature that is too high results in defects such as short shots and flow marks. The plastic melt is prone to decomposition, leading to reduced precision and color changes in the final product. Additionally, uneven temperatures in the mold can cause cooling discrepancies between different parts of the product, resulting in temperature-induced stress, and secondary shrinkage of the product after demolding can have a large gap, resulting in warping and deformation. Products with an uneven wall thickness and complex shapes have a greater impact. Therefore, facing the development requirements of high-efficiency and high-quality injection molding, the optimization design technology of injection mold cooling systems has become the research mainstream of current injection mold design technology.
The importance of the cooling process in injection molding has attracted a great deal of attention from plastics engineers and researchers. Some researchers have focused on the analysis of cooling systems and how to optimize the layout of cooling channels in terms of their size and position by means of mathematical calculations and analytical methods. These practical methods are reported to be more convenient and faster than the finite difference method and finite element method (FEM). They require less work from the plastics designer than numerical and analog software. These methods can be applied to simple molded parts. Other methods use the 2D boundary element method and sensitive analysis combined with gradient optimization algorithms or hybrid optimizers to optimize cooling channel systems. More recently, the application of 3D CAE and 3D FEM computer-aided simulations has been widely used to study the thermal behavior of cooling systems and the configuration of conformal cooling channels. The results of these studies [
6,
8] have shown that shaped cooling channels have shorter cooling times and better temperature distribution than conventional cooling channels. Park and Pham [
9] introduced an optimization strategy and investigated certain types of shaped cooling layouts for automotive parts by applying analytical formulations. They used CAE flow simulations to validate the optimization results and to demonstrate the cooling effect of the shaped cooling channels.
To achieve a consistent temperature distribution, it is essential to align the cooling channels with the surface of the mold cavity. The utilization of this approach relies on advancements in solid freeform (SFF) manufacturing technology, allowing for precise and uniform cooling channel placement. A number of works have investigated the advantages of the conformal cooling system and how to optimize the conformal cooling channels in injection molds. The results report that the conformal cooling channels provide better temperature uniformity and better-molded part quality within the mold cavity compared to straight cooling channels. SFF or rapid prototyping technology offers the opportunity to create very complex cooling channels in the core and cavity, but this technology is still very expensive, especially for large molds. On the other hand, there is a limited range of metal powders available for additive technologies, such as 3D printing, selective laser sintering, electron beam melting, and laser-engineered net forming. This means that the choice of mold materials with the right thermal and mechanical properties for the manufacturing of conformal cooling channels by SFF is narrower than for conventional molds. The issues have prevented the widespread use of additive technologies in the manufacturing of large injection molds.
This paper aims to solve the persistent problem by introducing an optimized conformal cooling channel. The relationship between the cooling channel configuration and the average thermal behavior of the mold cavity cycle is investigated in depth. The layout of cooling channels for quite complex molded parts is optimized by combining simplified models, computer-aided 3D heat transfer analysis, and an effective optimization strategy. As a result, this approach will provide a more feasible and practical way to design optimal conformal cooling channels, reduce cooling time and improve the quality of molded parts with less work.
2. Conformal Cooling Channel
Conformal cooling channels are different from conventional cooling channels. In a conventional cooling channel, the free-form surface of the cavity is surrounded by straight channels. The cooling channels are at different distances from the cavity surface, resulting in uneven cooling. On the contrary, in a conformal cooling channel, the cooling channel is well matched to the cavity surface by maintaining an almost constant distance between the cooling channel and the cavity surface. Many conformal cooling channel layouts [
10,
11,
12,
13] have been proposed in previous research. The cooling channel provides better temperature distribution in molded parts than conventional cooling channels.
The main purpose of the design of the cooling channel is to keep the cooling channels inside the injection mold as close to the surface of the product as possible, so that the temperature distribution on the surface of the product is more uniform, eliminating heat collection areas, and ultimately resulting in more uniform cooling, shorter molding cycles, and higher molding quality of the part. With the rapid development of 3D printing technology and prototyping technology and the gradual reduction of manufacturing costs, the application of conformal cooling channel design technology has become increasingly mature and common. Conformal cooling channels are often used in the design of cooling systems for injection molded products with large curvature changes and uneven wall thickness distribution. The production of cooling channels mainly uses the following technologies. The first is direct metal laser sintering technology, which uses a laser to sinter metal powder layer by layer to form the cavity or core part of the mold. The second is thermal or pressure fusion technology, which uses heating or pressure to fuse two or more metal plates in a vacuum furnace. The third is laser 3D printing molding technology. Based on computer software layered discrete and CNC molding system, 3D printing and manufacturing of mold inserts are performed by using a high-energy laser beam and high-temperature fusion nozzles to process and manufacture templates with computer-simulated 3D models by stacking and bonding metal, and ceramic powder and special injection molding raw material. The purpose of traditional manufacturing industry is to shape the product through processing and manufacturing methods such as injection molds, lathes, and milling machines, and then to cut excess materials to manufacture injection molded parts. However, 3D printing technology can convert the three-dimensional design in the computer into a physical model, directly manufacture parts or molds, and save materials without removing scraps. It improves the utilization of materials and effectively shortens the product development cycle time.
Optimization of the injection mold cooling system is mainly reflected in the improvement of the numerical simulation technology of the injection mold cooling process and the layout optimization of the cooling channels.
Agrawal Kamal Kumar et al. [
14] proposed a method for the optimization of mold cooling systems based on hydrodynamic simulation. They concluded that the selection of cooling system arrangements mainly depends on the temperature reduction of the system, heat transfer rate, and ease of manufacturing and installation, and they verified the feasibility of the method by numerical simulation.
Choi et al. [
15] from Korea designed an automated optimization method for cooling channels. Using spectacle lenses as the research object and the surface temperature deviation value of the plastic part as the optimization index, the conformal cooling channels were designed and optimized by imitating the growth mechanism of plant roots. This method first decomposes the injection molded part into small areas according to the CVD algorithm and then connects the central part of heat to form the cooling channel module according to the binary branching law. The simulation results showed that the temperature deviation of the injection-molded product was successfully reduced by about 30% by using the evolutionary optimization design method, which improved uniformity of the mold temperature distribution and reduced volume shrinkage of the molded part.
Venkatesh et al. [
16] used a similar optimization method to simulate and evaluate the thermal performance of a single-cavity injection mold by considering the uniformity of mold temperature distribution and the cooling time of injection-molded products as optimization indexes, and the thermal performance of a single-cavity injection mold was simulated and evaluated by the thermodynamic coupling module of ANSYS R15.0 software. Venkatesh’s design method solves the shortcomings of the single-objective optimization method and achieves multi-objective optimization of the mold’s temperature distribution uniformity and cooling time, which has better practicality.
Based on COMSOL 5.0 simulation software, Wu et al. [
17] in the United States implemented topological optimization of the parameters of the three-dimensional model of the product according to thermodynamic theory and solved the cooling channels’ design parameters according to the derivative-free optimization solution method, and by solving the thermodynamic topological optimization problem, the structural distribution of the multi-phase lattice was optimized by optimizing the cell lattice distribution so that the injection mold can be lightweight and ensure its structural strength at the same time. Compared with other optimization methods for designing the channels, this method can improve the structural stability of the injection mold while ensuring the quality of the design for the cooling channels.
Jahan (USA) and Venkatesh (India) [
18] used the experimental design method to optimize the design parameters of the conformal cooling channels. The corresponding optimized design parameters of the conformal cooling channels were finally derived.
Dong-Gyu Ahn [
19] from the University of Chosun, Korea, designed and fabricated conformal cooling channels in a mold with a fan as the optimization object. The results showed that the cooling efficiency of the mold could be improved by up to 35% by designing a conformal cooling channel. In the same year, Xuan Phuong and H.S. Park [
20] of the University of Ulsan, Korea, used the conventional drilling and milling method to create a U-groove structure with an array of spacer plates to better match the surface profile and shape distribution of the molded part. The advantage of this method is that it is relatively simple, but there will be water leakage. The manufacturing cost is lower than 3D printing but higher than traditional cooling methods.
Ismet [
21] from the University of Leeds, United Kingdom, used selective laser sintering to produce a sample of a mold core and cavity containing a conformal cooling channel, showing that the design of conformal cooling channels in the mold improved both the molding quality and dimensional accuracy of the plastic part. Saifullah et al. [
22] in Australia used 3D software to model the plastic part and then simulated the injection molding process using ANSYS software. Then, the mold model was imported into Moldflow software for meshing, constructing the casting system and cooling system, and simulating the whole injection molding process. By comparing and analyzing defects such as volume shrinkage and warpage deformation, the optimal combination of injection molding process parameters is finally obtained. The simulation results show that the conformal cooling channel of an injection mold can greatly improve the molding quality of plastic parts.
Agazzi et al. [
23] of the University of Nantes, France, designed the shape and diameter of the conformal cooling channels by determining the surface temperature distribution of the cavity based on a conjugate gradient algorithm. For the local heat collection area of the cavity, the diameter of the cooling channels was increased or designed as a water tank for local cooling.
3. Analysis of the Cooling Mechanism of Injection Mold
3.1. Analysis of Temperature Field of Injection Mold
The injection molding process is a cyclic process, which means that the whole process of mold temperature field change also belongs to the cyclic change process. At the beginning of the cycle, the transient temperature of the mold cavity surface changes periodically according to the change in the production cycle. On the other hand, the average temperature of the mold cavity surface gradually rises, and the product quality at this stage is unstable. After completion of this stage, the stable working condition is satisfied so that the plastic parts can be produced at high quality. The transient temperature of the injection mold cavity surface maintains a cyclic state, but the average temperature is maintained at a constant value during each cycle.
In the plastic-forming process, the entire mold can be regarded as a heat exchange system. Most of the heat is carried to the gate of the mold-forming machine and is transferred to the cooling system by the high-temperature melt ejected from the injection molding parts, where the cooling medium takes away the heat. The remaining heat is transported to the environment using heat radiation and heat convection through the outer surface of the mold. Then, 90–95% of the heat is carried away by the melt by the cooling medium in the cooling channel. Heat transfer between the plastic melt and the mold occurs on the surface between the mold cavity and the core. Since the temperature of the plastic melt is relatively high at the initial stage of injection and the surface temperature of the mold is room temperature at the initial stage of injection, heat transfer at this stage is mainly carried out through heat. The ratio of heat conduction and heat transfer is small, and the heat transfer effect good enough such that it can be ignored at this stage. Mold heat transfer is divided into three parts: (1) After the melt body contacts the surface of the cavity, part of the heat is brought to the mold through heat conduction. (2) The coolant absorbs most of the heat from the cooling channel inside the mold and then removes the heat through convection heat exchange. (3) Heat dissipation occurs through direct contact between the outer surface of the mold and the surrounding air, and heat is carried out through the process of convective heat transfer and radiation heat transfer.
From the above analysis, according to the law of conservation of energy, the heat balance equation of the mold in stable working conditions is obtained as follows:
where
is the heat transfer between injection molded products,
is the convective heat exchange between the mold and the cooling system, and
is the convective heat exchange between the mold and the surrounding environment.
In
Figure 2, when the molten polymer is injected into a mold, its heat is dissipated by the cooling medium flowing through the mold’s channels and the environment surrounding the mold’s surface. The heat exchange between the cooling medium and the mold occurs mainly through convection, while the heat exchange between the mold and the environment happens through a combination of convection and radiation from the mold’s side surfaces. In addition, some heat is conducted into the injection molding machine.
To simplify the energy balance equation, we only consider the heat transfer between the mold, the cooling medium, and the plastic product through thermal conduction and convection, and we approximate the radiative heat transfer from the mold’s outer surface. This approximation is justified because the heat lost through radiation from the mold’s outer surface is negligible compared to the total heat, accounting for less than 5%. Thus, we assume that the heat exchange mainly occurs between the molten polymer and the cooling medium, and by neglecting the heat lost to the surrounding environment, we can simplify the energy balance equation.
where the heat flux from the molten plastic into the coolant can be calculated as [
24]:
where
is the specific heat of the part material,
is the melt temperature,
is the ejection temperature,
is the latent heat of the part material,
is the density of the part material,
is the thickness of the plastic part, and
x is the pitch between the centerline of the cooling channels, respectively.
The heat transfer between the mold and the coolant, occurring over a period
, can be quantified as the heat flux [
25],
where
d is the diameter of the cooling channel,
is the thermal conductivity of the mold steel,
is the shape factor of the cooling channel,
is the average temperature of the mold surface,
is the temperature of the coolant, and
a is the thermal diffusivity of the part material.
The impact of the cooling channel position on heat conduction is analyzed by incorporating the concept of shape factor [
26]:
where
y represents the radial distance from the center of the cooling channel to the surface of the mold. The heat transfer coefficient of the coolant is calculated by [
27]
where the Reynolds number is
where
is the coolant density,
u is the average flow velocity of the coolant in the pipe, and
and is the coolant viscosity.
3.2. Analysis of the Heat Exchange between the Mold and the Cooling System
The convective heat exchange process between the mold and the cooling system is achieved in two main ways: one is to carry away the heat through the continuous flow of coolant in the cooling channels, which is convective heat exchange; the other is through heat transfer by transferring part of the heat to the contact surfaces of the coolant and the temperature difference between the cooling channels; the convective heat exchange process is influenced by many factors, and its calculation formula is:
In this formula, is the average temperature of the cooling channel wall, is the temperature of the coolant, and h is the convective heat transfer coefficient, the size of which is mainly related to the flow state of the coolant in the cooling channels. This relationship is mainly reflected in the Reynolds number . In the actual production of injection molding, achieving an exuberant turbulent flow state with a Reynolds number (Re) greater than 10,000 is crucial to ensure that the convective heat transfer coefficient is within the desirable range.
Figure 3 depicts two distinct flow regimes in pipe flow, laminar and turbulent flow. Laminar flow is characterized by a Reynolds number (
Re) below 2300, while the transition state occurs between
Re values of 2300 and 4000, and turbulent flow is observed when
Re exceeds 4000. In laminar flow, where viscous forces dominate over inertial forces, velocity disturbances are attenuated by viscous forces, resulting in a stable flow field. Conversely, in turbulent flow, where inertial forces prevail over viscous forces, flow instability is increased, with small changes in velocity leading to the development and enhancement of irregular turbulent flow fields.
3.3. Heat Transfer Analysis of the Cooling Channel of the Injection Molding
3.3.1. Cooling Channel Heat Transfer Mathematical Model Establishment
During the cooling process of plastic parts, the coolant flow in the channel is three-dimensional but can be simplified to a one-dimensional steady-state flow process when analyzing heat transfer behavior. Therefore, it is not necessary to study the precise details of the coolant flow. In the modeling process, parameters such as coolant flow rate and pressure can be regarded as remaining constant along the length of the cooling channel but may vary with changes in the channel geometry or coolant properties.
Based on the analysis above, it is clear that convective heat transfer is responsible for heat transfer between the mold and cooling channels. The third boundary condition is applied in the boundary analysis model for cooling channels, which requires calculation of the convective heat transfer coefficient of the coolant. This coefficient is closely related to the flow conditions of the coolant. When the coolant flows uniformly into the channel with a Reynolds number greater than a critical value, the boundary layer inside the channels will gradually rise to a turbulent boundary layer and will subsequently flow into the center of the channels and become a fully turbulent zone.
At a uniform flow rate, when the coolant is forced into a circular tube with a Reynolds number (Re) surpassing the critical value, gradual development of a turbulent boundary layer occurs at the pipe’s boundary. This turbulent boundary layer then converges toward the center of the tube, eventually establishing a fully developed turbulence zone.
Consider that the coolant is located in channels of length
L flowing. The inner wall temperature
of the channels is kept constant. The inlet and outlet temperatures of the cooling channels are
and
, respectively, and the coolant flow rate is
v.
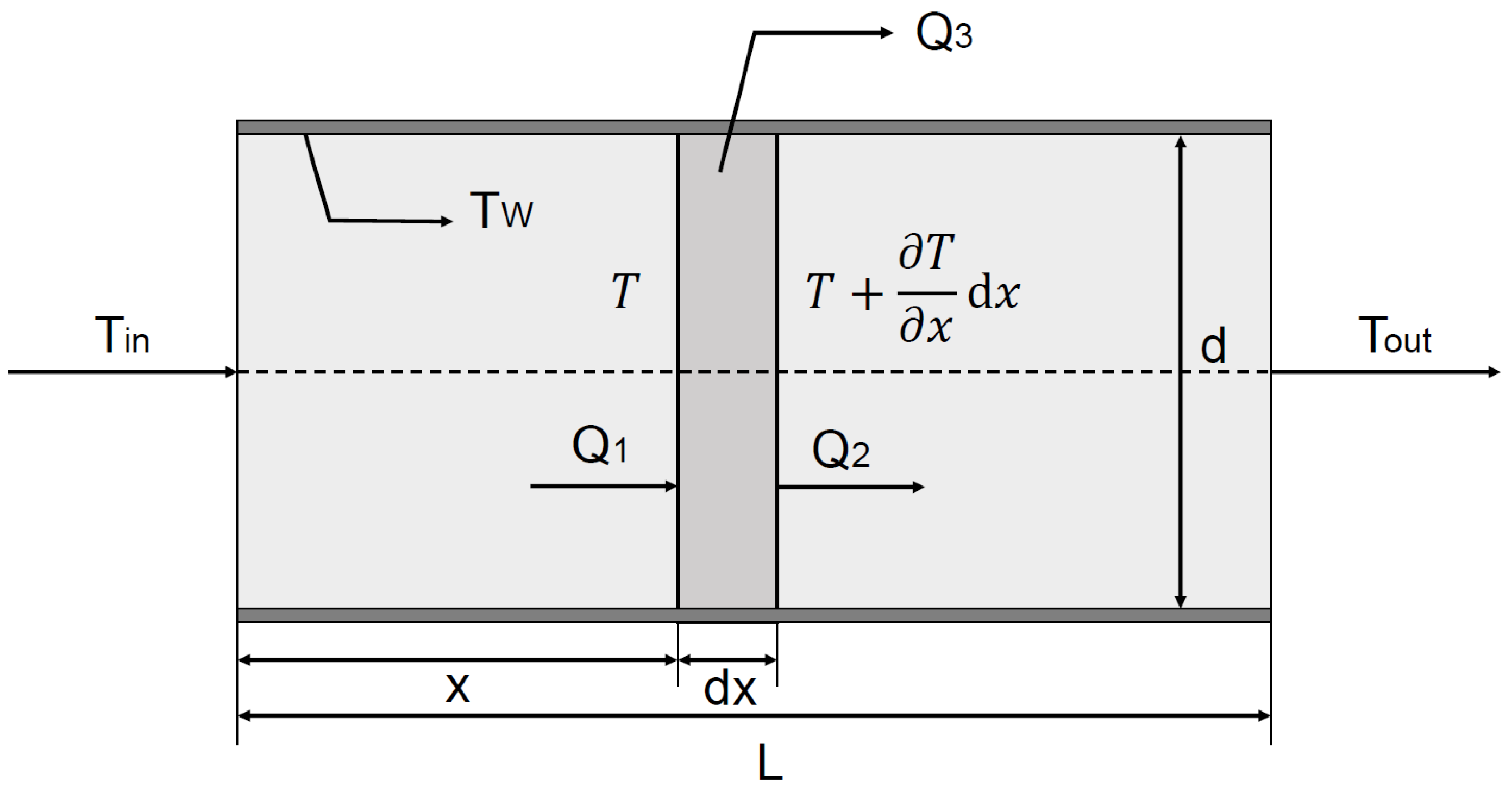
Figure 4 represents a schematic diagram of the heat balance of the coolant in a micro-element control body of length d
x. Assuming that the average temperature of the coolant at the cross-section from the inlet
x is
, the heat flow
obtained by the micro-element is:
where
is the coolant density,
c is the specific heat capacity,
A is the cross-sectional area of the channels, and
Similarly, the heat flow
out of the micro-element and the heat flow
from the inner wall of the channels to the micro-element can be obtained as:
where
h is the convective heat transfer coefficient that can be computed as:
where
is the viscosity of the cooling liquid when the wall temperature is
, and other parameters are determined by the average temperature of the coolant.
3.3.2. Calculation of Cooling Process
Calculating the cooling process in plastic injection molding comprises three essential aspects: determination of the cooling time for the plastic part within the mold, optimization of the flow rate of the coolant, and principled arrangement of the cooling channels. The cooling time of the plastic part refers to the time taken for the melt to fill the cavity and meet the requirements for demolding, which includes achieving full cure, required strength and stiffness, and preventing deformation or cracking during ejection. Among these factors, achieving a complete cure of the plastic part is a key criterion for successful molding.
(1) The temperature at the center of the maximum wall thickness of the plastic part is lower than the heat deflection temperature of the injection material;
(2) The average temperature in a cross-section of the plastic part is lower than the required ejection temperature of the plastic part;
(3) The temperature at the center layer of the thickest part of the plastic component must reach the solid melting point or the required percentage value of the crystallinity for crystalline plastics.
Assuming that the temperature at the center of the maximum wall thickness of the plastic part is lower than the heat deflection temperature of the injection material required for the cooling time, then there is [
28]:
where
is the thickness of the plastic part,
is the melting temperature of the plastic part,
W is the temperature of the mold cavity surface,
is the ejection temperature of the plastic part, and
is the heat diffusion rate of the plastic, defined as
. The cooling time of the plastic part is [
20]:
This is only suitable for finding the cooling time at a certain point on the plastic part.
5. Conclusions
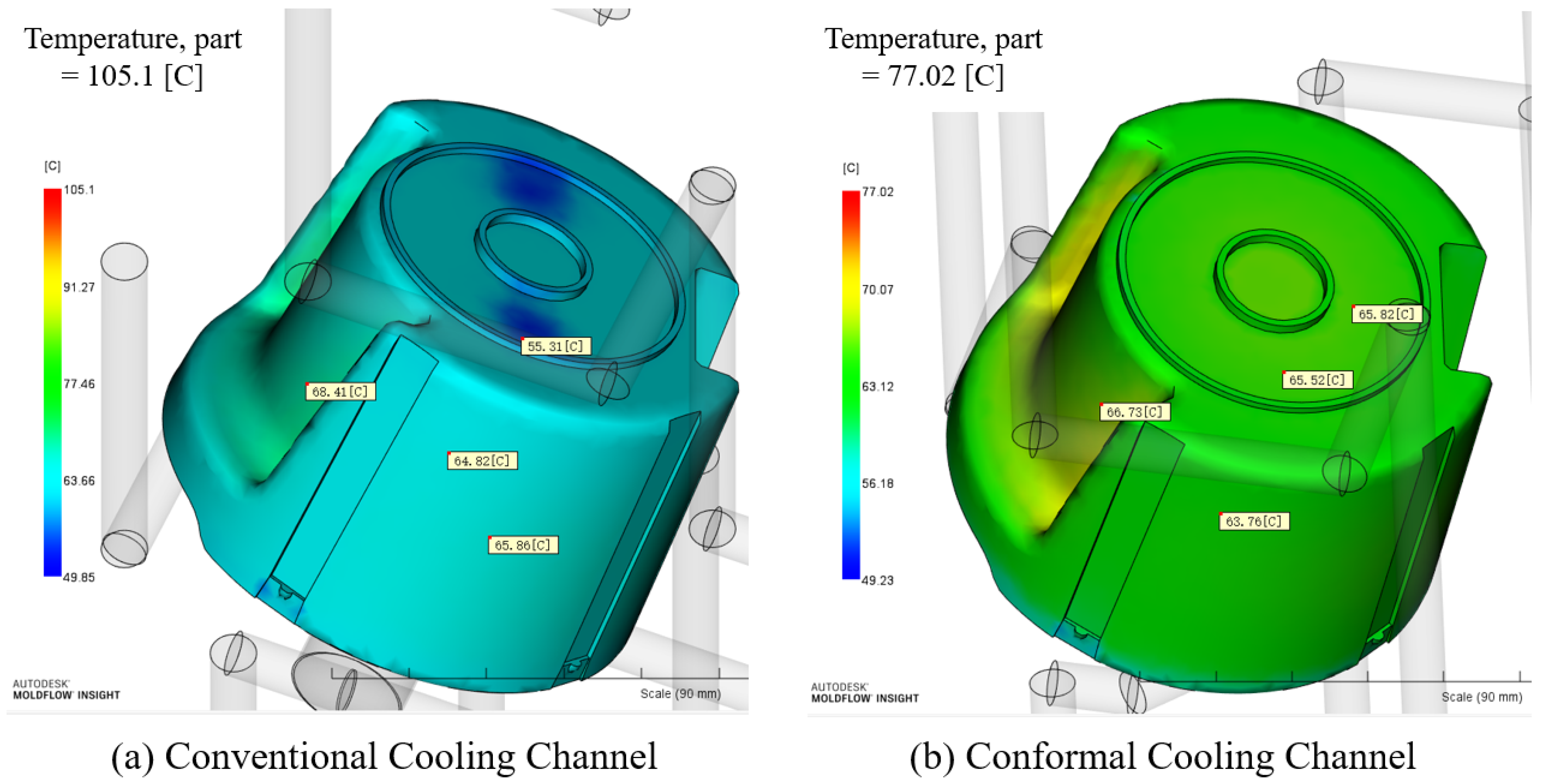
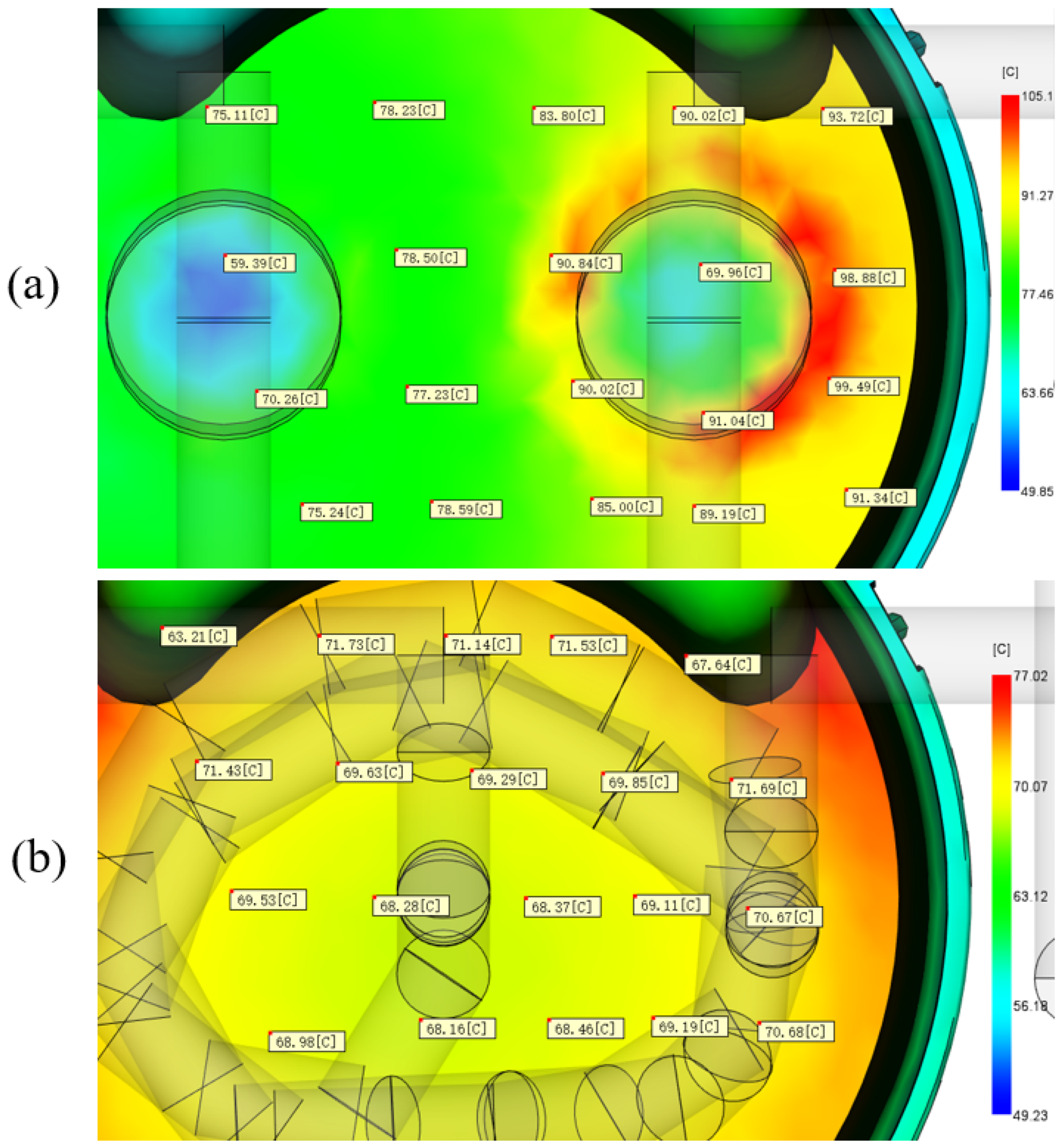
The cooling time of the mold using conventional cooling channels is 34.39 s, while the cooling time with conformal cooling channels is 24.19 s. Therefore, the cooling efficiency increased by 29.66%. This indicates that conformal cooling channels are beneficial for reducing cooling time and for increasing production efficiency. Conformal cooling channels can significantly reduce the cooling time, achieve uniform cooling and improve the quality of molded parts, especially for large-scale and complex-geometry products. Designing and optimizing conformal cooling channels for injection molding requires a complicated analysis process, optimization strategies, and appropriate computer-aided tools. This study proposes a method to optimize the cooling system to obtain the target mold temperature and to reduce the cooling time and non-uniformity of the molding temperature distribution, as well as to increase productivity. To improve computational efficiency, analytical and simulation-based methods are used successively. The relationship between the thermal behavior of the die and the cooling channel layout parameters has been carefully investigated. The feasibility of the analytical method is demonstrated by comparing the results of this method with DOE approximations. It can be concluded that the analytical method is suitable for optimizing conformal cooling channels with moderate accuracy. The design and optimization of the conformal cooling channels can bring numerous potential advantages to the injection molding process. New materials with better thermal conductivity and high-temperature resistance also need to be considered to further improve cooling efficiency. While simulation methods play an important role in the design of conformal cooling channels, experimental validation remains indispensable. Future research can be conducted to provide more experimental validations, to verify the simulation results and to provide practical industrial applications. In conclusion, more efficient and reliable conformal cooling channels will be widely applied in the injection molding process, leading to greater benefits in the production of plastic products.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}