
Calibration Dependencies and Accuracy Assessment of a Silicone Rubber 3D Printer


Abstract
:1. Introduction
1.1. Silicone Rubber 3D Printing
1.2. Accuracy and Geometric Limitation Assessment
1.3. Research Objectives
2. Materials and Methods
2.1. Printer and Materials
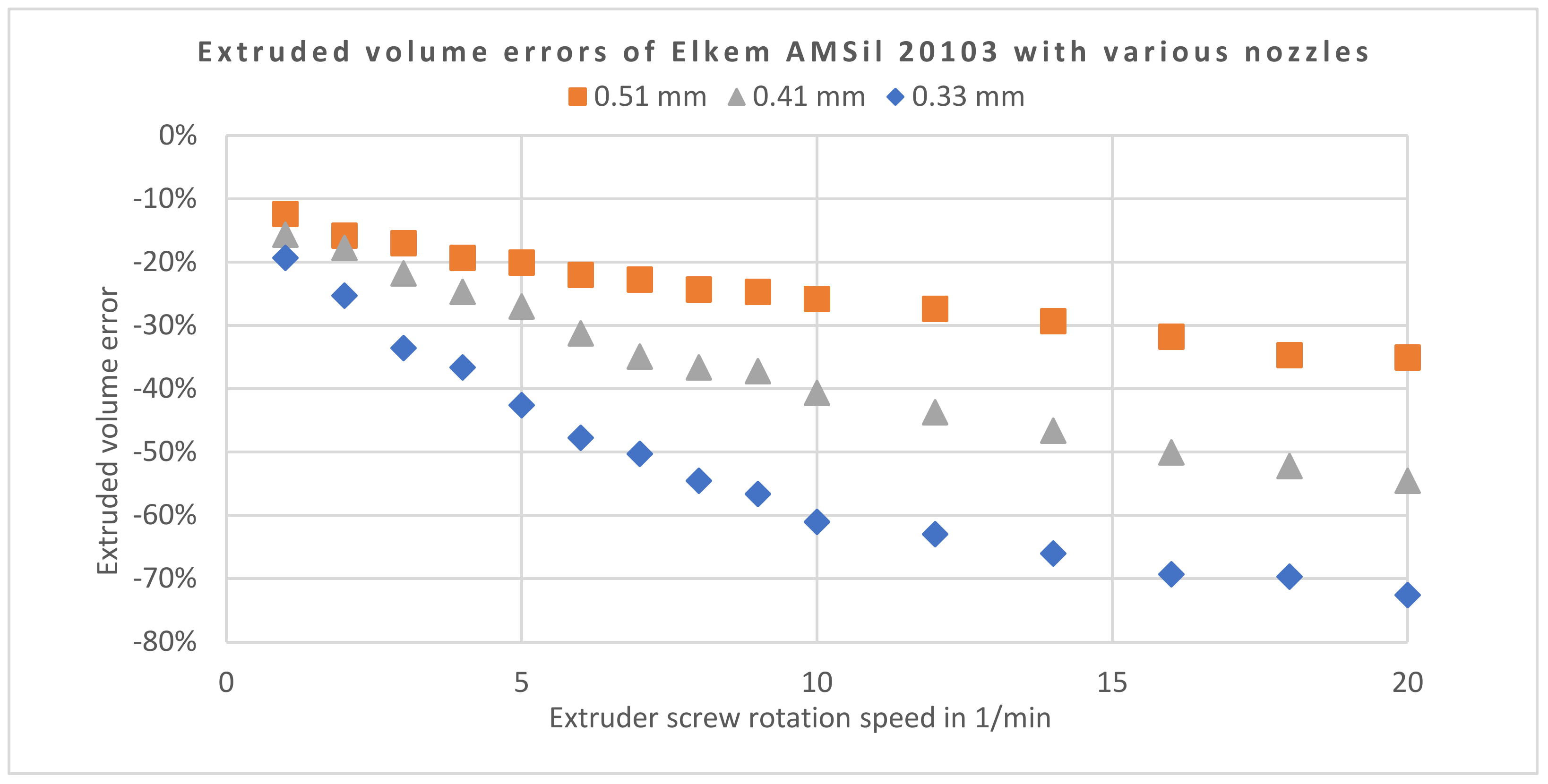
2.2. Fluid Extruder Calibration
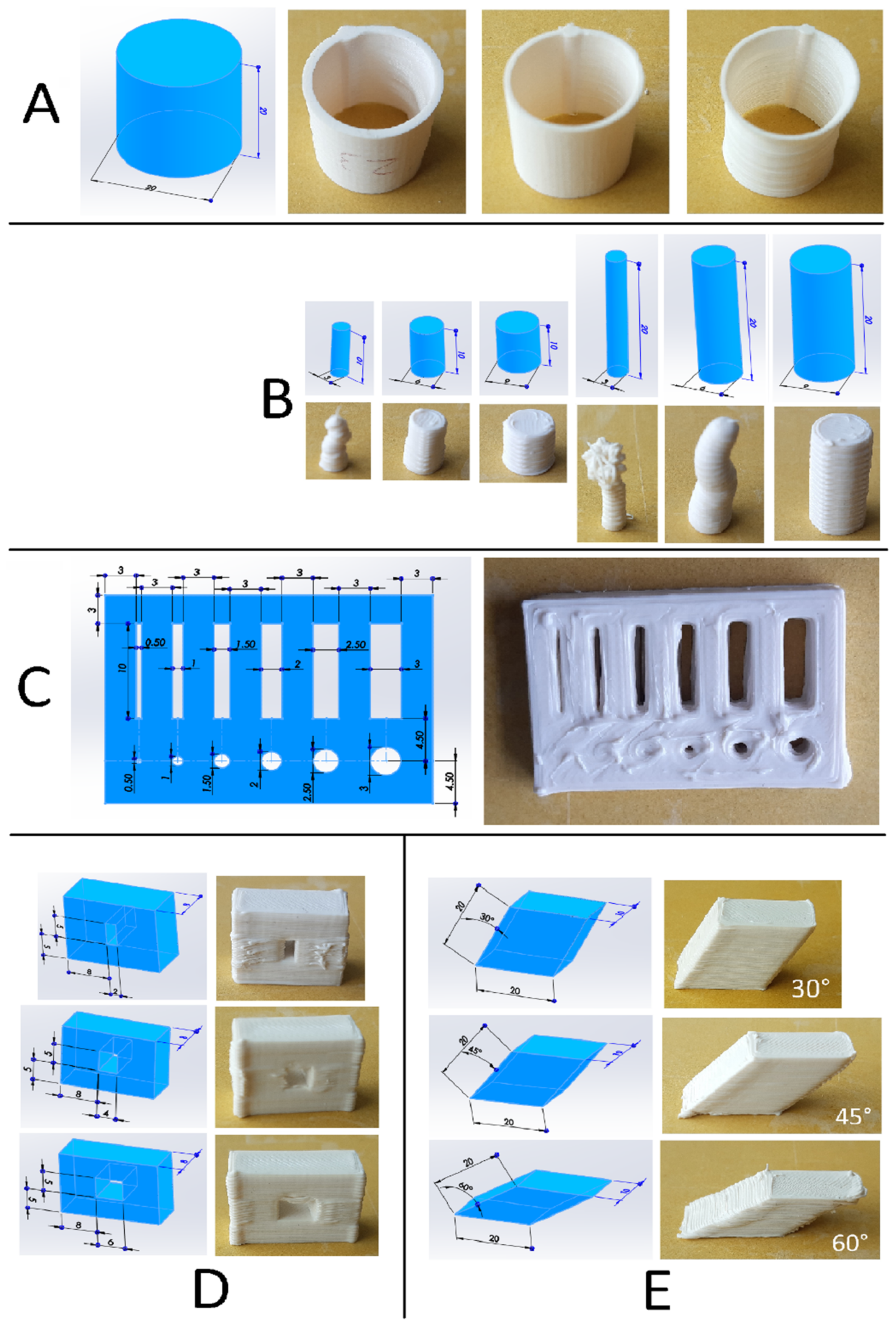
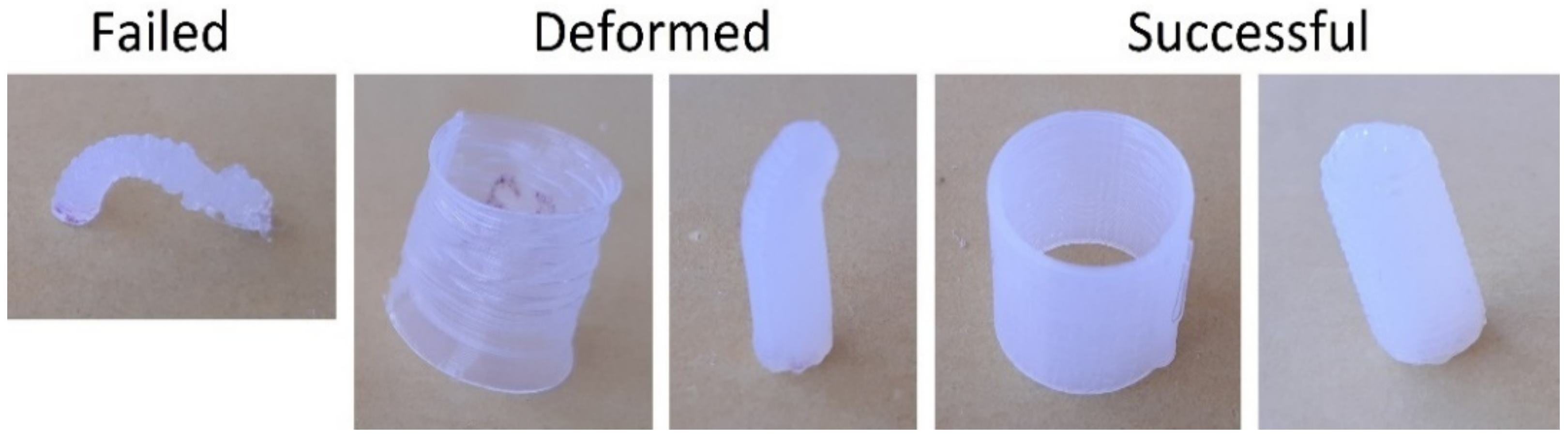
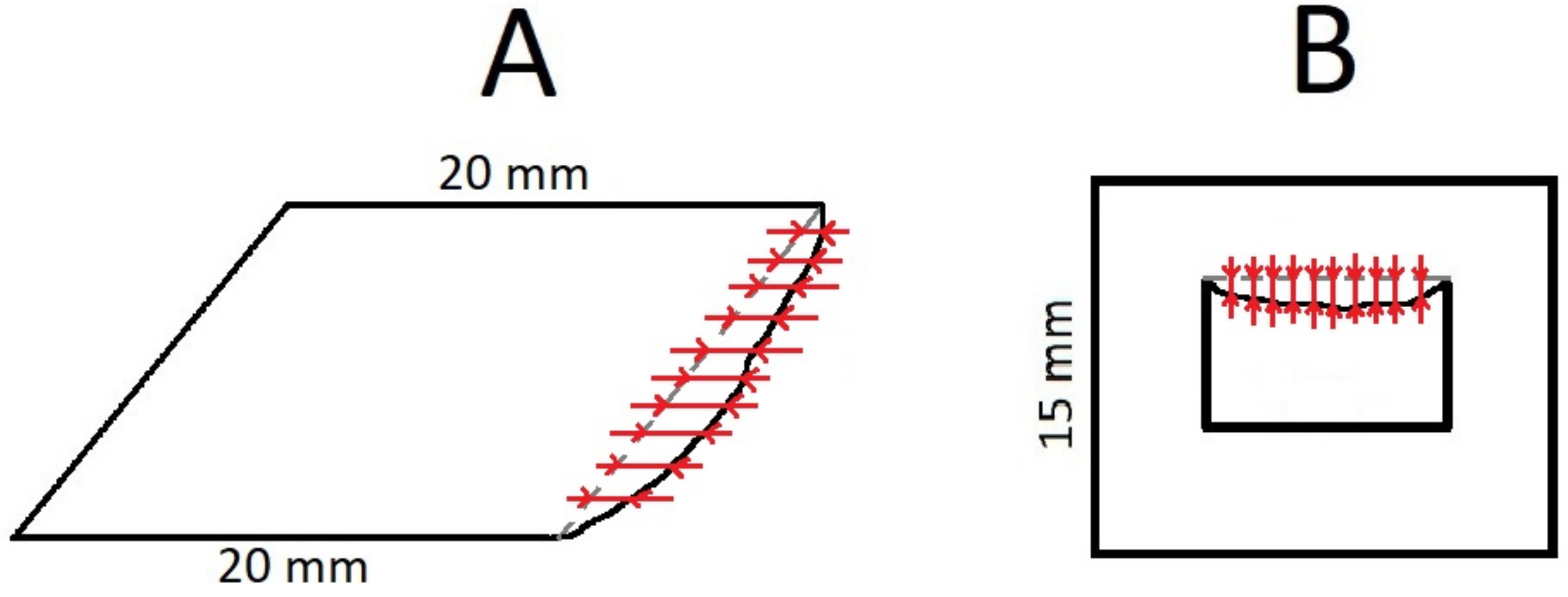
2.3. Assessment of Geometric Limitations
3. Results

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | A | B | C | True Calibration Coefficients 2 in Step/mm³ |
|---|---|---|---|---|
| 20101 | 0 | 0.0159 | 1.2147 | 506 |
| 20102 | 0 | 0.0371 | 1.1544 | 481 |
| 20103 | 0 | 0.1155 | 1.1092 | 462 |
| PLA 1 | - | - | - | 837 |
4. Discussion
4.1. Assessment of Geometric Limits
4.2. Effect of Viscosity
4.3. Limitations
4.4. Summary of Identified Guidelines
- Avoid thin walls with a thickness below 1 mm;
- Avoid column-like structures of a diameter below 6 mm or a slenderness ratio (height over diameter) above two;
- In the layer plane, increase slot widths by 0.2 mm and hole diameters by 1 mm compared to the nominal size;
- Use support structures in the case of a bridge length over 2 mm or overhang angle over 30°;
- Higher material viscosity will likely increase overall geometric accuracy and stability, but also the extrusion losses, so more significant compensation is needed;
- Lower speed will reduce extrusion losses, requiring less compensation;
- Smaller nozzle diameters will increase the level of detail but also the extrusion losses, so more significant compensation or lower speed is needed.
5. Conclusions
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ngo, T.; Kashani, A.; Imbalzano, G.; Nguyen, K.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haryńska, A.; Carayona, I.; Kosmela, P.; Szeliski, K.; Łapiński, M.; Pokrywczyńska, M.; Kucińska-Lipka, J.; Janik, H. A comprehensive evaluation of flexible FDM/FFF 3D printing filament as a potential material in medical application. Eur. Polym. J. 2020, 138, 109958. [Google Scholar] [CrossRef]
- Edelmers, E.; Kazoka, D.; Pilmane, M. Creation of Anatomically Correct and Optimized for 3D. Appl. Syst. Innov. 2021, 4, 67. [Google Scholar] [CrossRef]
- Kantaros, A.; Piromalis, D. Fabricating Lattice Structures via 3D Printing: The Case of Porous Bio-Engineered Scaffolds. Appl. Mech. 2021, 2, 289–302. [Google Scholar] [CrossRef]
- Soni, K.S.; Taufik, M. Design and assembly of fused filament fabrication (FFF) 3D printers. Mater. Today Proc. 2021, 46, 5233–5241. [Google Scholar]
- Truby, R.L.; Lewis, J.A. Printing soft matter in three dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef]
- Zhao, Y.; Yao, R.; Ouyang, L.; Ding, H.; Zhang, T.; Zhang, K.; Cheng, S.; Sun, W. Three-dimensional printing of Hela cells for cervical tumor model in vitro. Biofabrication 2014, 6, 035001. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, Y.; Heinrich, M.; DeFerrari, F.; Jang, H.; Bakht, S.; Alvarez, M.; Yang, J.; Li, Y.; deSantiago, G.; et al. Rapid Continuous Multimaterial Extrusion Bioprinting. Adv. Mater. 2016, 29, 1604630. [Google Scholar] [CrossRef]
- Yeo, J.; Koh, J.; Wang, F.; Li, Z.; He, C. 3D Printing Silicone Materials and Devices. Silicon Contain. Hybrid Copolym. 2020, 239–263. [Google Scholar]
- Skylar-Scott, M.; Mueller, J.; Visser, C.; Lewis, J. Voxelated soft material via multimaterial multinozzle 3D printing. Nature 2019, 575, 330–335. [Google Scholar] [CrossRef] [PubMed]
- InnovatiQ GmbH. Available online: https://www.innovatiq.com/produkte/3d-drucker/liq-320/ (accessed on 2 March 2022).
- Lynxter. Available online: https://lynxter.fr/en/product/3d-printing-silicone-toolhead-liq21/ (accessed on 2 March 2022).
- CR3D GmbH. Available online: https://www.cr3d.de/3d-drucker/liquid-serie/ (accessed on 2 March 2022).
- Deltatower GmbH. Available online: https://www.deltatower.ch (accessed on 14 March 2022).
- Walker, S.; Daalkhaijav, U.; Thrush, D.; Branyan, C.; Yirmibesoglu, O.D.; Olson, G.; Menguc, Y. Zero-Support 3D Printing of Thermoset Silicone Via Simultaneous Control of Both Reaction Kinetics and Transient Rheology. 3d Print. Addit. Manuf. 2019, 6, 139–147. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Canyada, M.; Conejero, A. Identifying limitations for design for manufacturing with desktop FFF 3D printers. Int. J. Rapid Manuf. 2015, 5, 116–128. [Google Scholar] [CrossRef]
- Jiang, J.; Stringer, J.; Xu, X.; Zhong, R. Investigation of printable threshold overhang angle in extrusion-based additive manufacturing for reducing support waste. Int. J. Comput. Integr. Manuf. 2018, 31, 961–969. [Google Scholar] [CrossRef]
- Jiang, J.; Hu, G.; Li, X.; Xu, X.; Zheng, P.; Stringer, J. Analysis and prediction of printable bridge length in fused deposition modelling based on backpropagation neural network. Virtual Phys. Prototyp. 2019, 14, 253–266. [Google Scholar] [CrossRef]
- Jiang, J.; Xu, X.; Stringer, J. Optimization of process planning for reducing material waste in extrusion based additive manufacturing. Robot. Comput. Integr. Manuf. 2019, 59, 317–325. [Google Scholar] [CrossRef]
- Rebaioli, L.; Fassi, I. A review on benchmark artifacts for evaluating the geometrical performance of additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2017, 93, 2571–2598. [Google Scholar] [CrossRef]
- ISO/ASTM 52910:2018; Additive Manufacturing-Design-Requirements, Guidelines and Recommendations. ISO: Geneva, Switzerland, 2018.
- ISO 17296-3:2014; Additive Manufacturing-General Principles-Part 3: Main Characteristics and Corresponding Test Methods. ISO: Geneva, Switzerland, 2014.
- ISO/ASTM 52902:2019; Additive Manufacturing-Test Artifacts-Geometric Capability Assessment of Additive Manufacturing Systems. ISO: Geneva, Switzerland, 2019.
- Sood, A.K.; Ohdar, R.; Mahapatra, S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Kantaros, A.; Piromalis, D. Employing a Low-Cost Desktop 3D Printer: Challenges, and How to Overcome Them by Tuning Key Process Parameters. Int. J. Mech. Appl. 2021, 10, 11–19. [Google Scholar]
- Kantaros, A.; Karalekas, D. FBG Based in Situ Characterization of Residual Strains in FDM Process. In Residual Stress, Thermomechanics & Infrared Imaging, Hybrid Techniques and Inverse Problems; Springer: Cham, Switzerland, 2013; Volume 8, pp. 333–337. [Google Scholar]
- Liao, J.; Shen, Z.; Xiong, G.; Liu, C.; Luo, C.; Lu, J. Preliminary Study on Fault Diagnosis and Intelligent Learning of Fused Deposition Modeling (FDM) 3D Printer. In Proceedings of the 14th IEEE Conference on Industrial Electronics and Applications (ICIEA), Xi’an, China, 19–21 June 2019. [Google Scholar]
- Jaksa, L.; Pahr, D.; Kronreif, G.; Lorenz, A. Development of a Multi-Material 3D Printer for Functional Anatomic Models. Int. J. Bioprinting 2021, 7, 145–155. [Google Scholar] [CrossRef] [PubMed]
- White, J.S.; Akens, T. Available online: https://railcore.org/ (accessed on 26 January 2022).
- Bondtech, AB. Available online: https://www.bondtech.se/product/bmg-extruder/ (accessed on 26 January 2022).
- E3D-Online. Available online: https://e3d-online.com/products/v6-all-metal-hotend (accessed on 2 March 2022).
- Viscotec GmbH. Available online: https://www.viscotec.de/produkte/3d-druckkoepfe/ (accessed on 26 January 2022).
- Duet 3D. Available online: https://www.duet3d.com/DuetWifi (accessed on 14 March 2022).
- Elkem Silicones. Available online: https://www.elkem.com/silicones/brands/amsil/ (accessed on 26 January 2022).
- Duet 3D Documentation. Available online: https://duet3d.dozuki.com/Wiki/M592 (accessed on 26 January 2022).
- Full Control G-Code. Available online: https://fullcontrolgcode.com/ (accessed on 26 January 2022).
- Percoco, G.; Arleo, L.; Stano, G.; Bottiglione, F. Analytical model to predict the extrusion force as a function of the layer height, in extrusion based 3D printing. Addit. Manuf. 2021, 38, 101791. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S. Current status and future directions of fused filament fabrication. J. Manuf. Process. 2020, 55, 288–306. [Google Scholar] [CrossRef]
- Stieghorst, J.; Doll, T. Rheological behavior of PDMS silicone rubber for 3D printing of medical implants. Addit. Manuf. 2018, 24, 217–223. [Google Scholar] [CrossRef]


| Material Properties | Elkem AMSil 20101 | Elkem AMSil 20102 | Elkem AMSil 20103 | Material4PrintPLA |
|---|---|---|---|---|
| Dynamic viscosity 1 (1 Hz) in Pa·s | 410 | 535 | 1080 | - |
| Dynamic viscosity 1 (10 Hz) in Pa·s | 120 | 115 | 270 | - |
| Density in g/cm ³ | 1.01 | 1.30 | 1.04 | 1.24 |
| Recommended printing temperature in °C | RT3 | RT | RT | 210 |
| Recommended bed temperature in °C | RT | RT | RT | 60 |
| Tensile strength 2 in MPa | 1.1 | 3.5 | 2.5 | 60 |
| Elongation at break 2 in % | 400 | 450 | 500 | - |
| Hardness (Shore A) | 18 | 34 | 25 | - |
| Color | translucent | white | translucent | black |
| Object | 20101 | 20102 | 20103 | PLA | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fail. | Def. | Succ. | Fail. | Def. | Succ. | Fail. | Def. | Succ. | Fail. | Def. | Succ. | |
| Shell-1 line | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 0 | 3 |
| Shell-2 line | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 |
| Shell-3 line | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 |
| Column 1 H10 × 3 | 3 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 0 | 3 | 0 |
| Column H10 × D6 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 |
| Column H10 × D9 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 |
| Column H20 × D3 | 3 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 0 | 3 | 0 |
| Column H20 × D6 | 3 | 0 | 0 | 3 | 0 | 0 | 0 | 3 | 0 | 0 | 0 | 3 |
| Column H20 × D9 | 0 | 3 | 0 | 0 | 0 | 3 | 0 | 0 | 3 | 0 | 0 | 3 |
| Success score 2 | 0 | 3 | 12 | 0 | 1.5 | 15 | 0 | 3 | 15 | 0 | 3 | 21 |
| 15 | 16.5 | 18 | 24 | |||||||||
| Feature | 20101 | 20102 | 20103 | PLA | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Closed (of 6) | Error Average in mm | Error SD in mm | Closed (Of 6) | Error Average in mm | Error SD in mm | Closed (of 6) | Error Average in mm | Error SD in mm | Closed (of 6) | Error Average in mm | Error SD in mm | |
| Hole 1 D0.5 | 6 | – | – | 6 | – | – | 6 | – | – | 6 | – | – |
| Hole D1.0 | 6 | – | – | 6 | – | – | 6 | – | – | 6 | – | – |
| Hole D1.5 | 6 | – | – | 5 | –1.26 | – | 6 | – | – | 6 | – | – |
| Hole D2.0 | 1 | −1.37 | 0.38 | 1 | −1.11 | 0.11 | 2 | −0.93 | 0.10 | 6 | – | – |
| Hole D2.5 | 0 | −1.04 | 0.26 | 0 | −1.13 | 0.47 | 0 | −0.70 | 0.28 | 0 | −0.67 | 0.07 |
| Hole D3.0 | 0 | −1.12 | 0.25 | 0 | −1.00 | 0.33 | 0 | −0.97 | 0.14 | 0 | −0.63 | 0.07 |
| Slot 1 W0.5 | 5 | −0.27 | – | 2 | −0.25 | 0.05 | 2 | −0.21 | 0.17 | 6 | – | – |
| Slot W1.0 | 2 | −0.40 | 0.22 | 1 | −0.26 | 0.07 | 0 | −0.03 | 0.18 | 0 | −0.43 | 0.02 |
| Slot W1.5 | 0 | −0.34 | 0.16 | 0 | −0.35 | 0.19 | 0 | 0.02 | 0.04 | 0 | −0.38 | 0.03 |
| Slot W2.0 | 0 | −0.27 | 0.16 | 0 | −0.25 | 0.14 | 0 | 0.02 | 0.05 | 0 | −0.39 | 0.05 |
| Slot W2.5 | 0 | −0.30 | 0.14 | 0 | −0.27 | 0.13 | 0 | 0.05 | 0.08 | 0 | −0.47 | 0.04 |
| Slot W3.0 | 0 | −0.22 | 0.12 | 0 | −0.23 | 0.10 | 0 | −0.14 | 0.34 | 0 | −0.47 | 0.05 |
| Hole Avg. | - | −1.18 | 0.30 | - | −1.12 | 0.30 | – | −0.87 | 0.17 | – | −0.65 | 0.07 |
| Slot Avg. | - | −0.30 | 0.16 | - | −0.27 | 0.11 | – | −0.05 | 0.14 | – | −0.43 | 0.04 |
| Combined Average 2 | - | −0.59 | 0.21 | - | −0.61 | 0.18 | – | −0.32 | 0.15 | – | −0.49 | 0.05 |
| Object | Level | 20101 | 20102 | 20103 | PLA | ||||
|---|---|---|---|---|---|---|---|---|---|
| Sagging Average in mm | Sagging SD in mm | Sagging Average in mm | Sagging SD in mm | Sagging Average in mm | Sagging SD in mm | Sagging Average in mm | Sagging SD in mm | ||
| Bridge | 2 mm | 0.554 | 0.151 | 0.683 | 0.164 | 0.596 | 0.422 | 0.571 | 0.399 |
| Bridge | 4 mm | 0.959 | 0.171 | 0.857 | 0.177 | 1.015 | 0.416 | 0.703 | 0.435 |
| Bridge | 6 mm | 1.311 | 0.293 | 1.335 | 0.351 | 1.599 | 0.545 | 0.595 | 0.288 |
| Overhang | 30° | 0.961 | 0.205 | 1.409 | 0.194 | 1.092 | 0.162 | 0.026 | 0.298 |
| Overhang | 45° | 1.557 | 0.586 | 1.779 | 0.711 | 1.786 | 0.586 | 0.805 | 0.569 |
| Overhang | 60° | 3.732 | 1.775 | 3.382 | 1.942 | 3.937 | 1.999 | 0.479 | 1.013 |
| Bridge Average | 0.941 | 0.205 | 0.959 | 0.231 | 1.070 | 0.461 | 0.623 | 0.374 | |
| Overhang Average | 2.083 | 0.855 | 2.190 | 0.949 | 2.271 | 0.915 | 0.436 | 0.627 | |
| Combined Average 1 | 1.512 | 0.530 | 1.574 | 0.590 | 1.671 | 0.688 | 0.530 | 0.500 | |
| Material | 20101 | 20102 | 20103 | Correlation Coefficient with Viscosity @ 1 Hz | Correlation Coefficient with Viscosity @ 10 Hz |
|---|---|---|---|---|---|
| Viscosity @ 1 Hz in Pa·s (from Table 1) | 410 | 535 | 1080 | ||
| Viscosity @ 10 Hz in Pa·s (from Table 1) | 120 | 115 | 270 | ||
| Correction factor model B parameter (from Table 2) | 0.016 | 0.037 | 0.116 | 1.000 | 0.974 |
| Correction factor model C parameter (from Table 2) | 1.215 | 1.154 | 1.109 | −0.907 | −0.803 |
| Cylinder/column success score (from Table 3) | 15 | 16.5 | 18 | 0.940 | 0.851 |
| Holes/slots combined average error in mm (from Table 4) | −0.59 | −0.61 | −0.32 | 0.973 | 1.000 |
| Holes/slots combined average error standard deviation in mm (from Table 4) | 0.21 | 0.18 | 0.15 | −0.901 | −0.794 |
| Bridges/overhangs combined average sagging in mm (from Table 5) | 1.512 | 1.574 | 1.671 | 0.976 | 0.911 |
| Bridges/overhangs combined average sagging standard deviation in mm (from Table 5) | 0.530 | 0.590 | 0.688 | 0.979 | 0.917 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaksa, L.; Pahr, D.; Kronreif, G.; Lorenz, A. Calibration Dependencies and Accuracy Assessment of a Silicone Rubber 3D Printer. Inventions 2022, 7, 35. https://doi.org/10.3390/inventions7020035
Jaksa L, Pahr D, Kronreif G, Lorenz A. Calibration Dependencies and Accuracy Assessment of a Silicone Rubber 3D Printer. Inventions. 2022; 7(2):35. https://doi.org/10.3390/inventions7020035
Chicago/Turabian StyleJaksa, Laszlo, Dieter Pahr, Gernot Kronreif, and Andrea Lorenz. 2022. "Calibration Dependencies and Accuracy Assessment of a Silicone Rubber 3D Printer" Inventions 7, no. 2: 35. https://doi.org/10.3390/inventions7020035