Surface Integrated Printed Interdigital Structure for Process Monitoring the Curing of an Adhesive Joint †


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
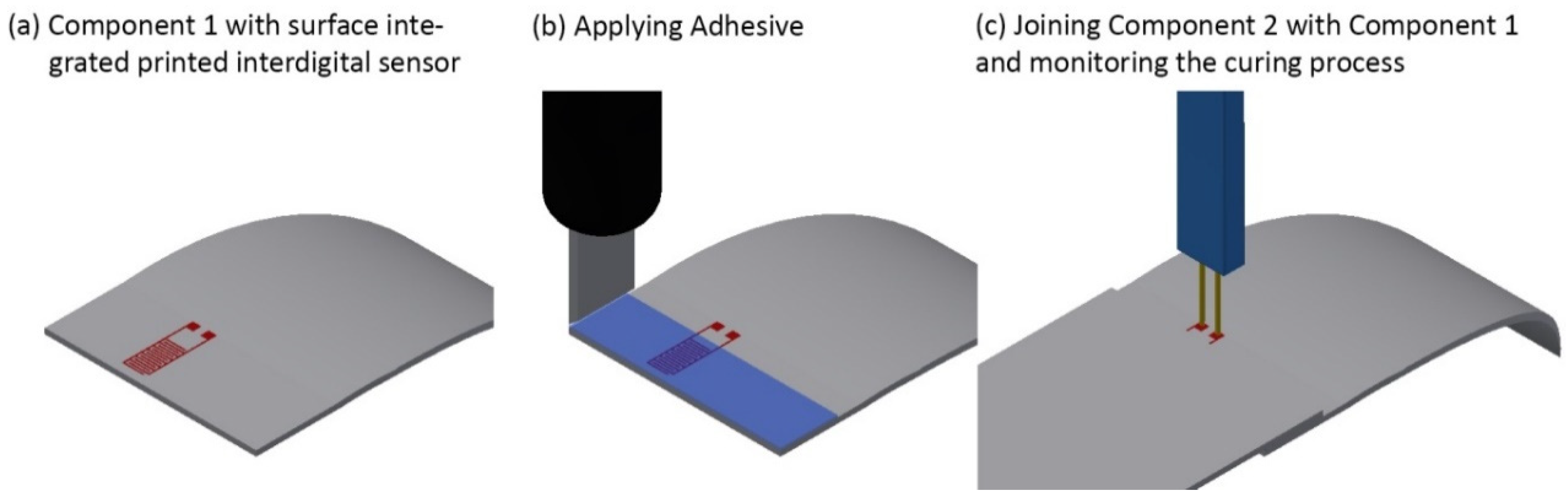
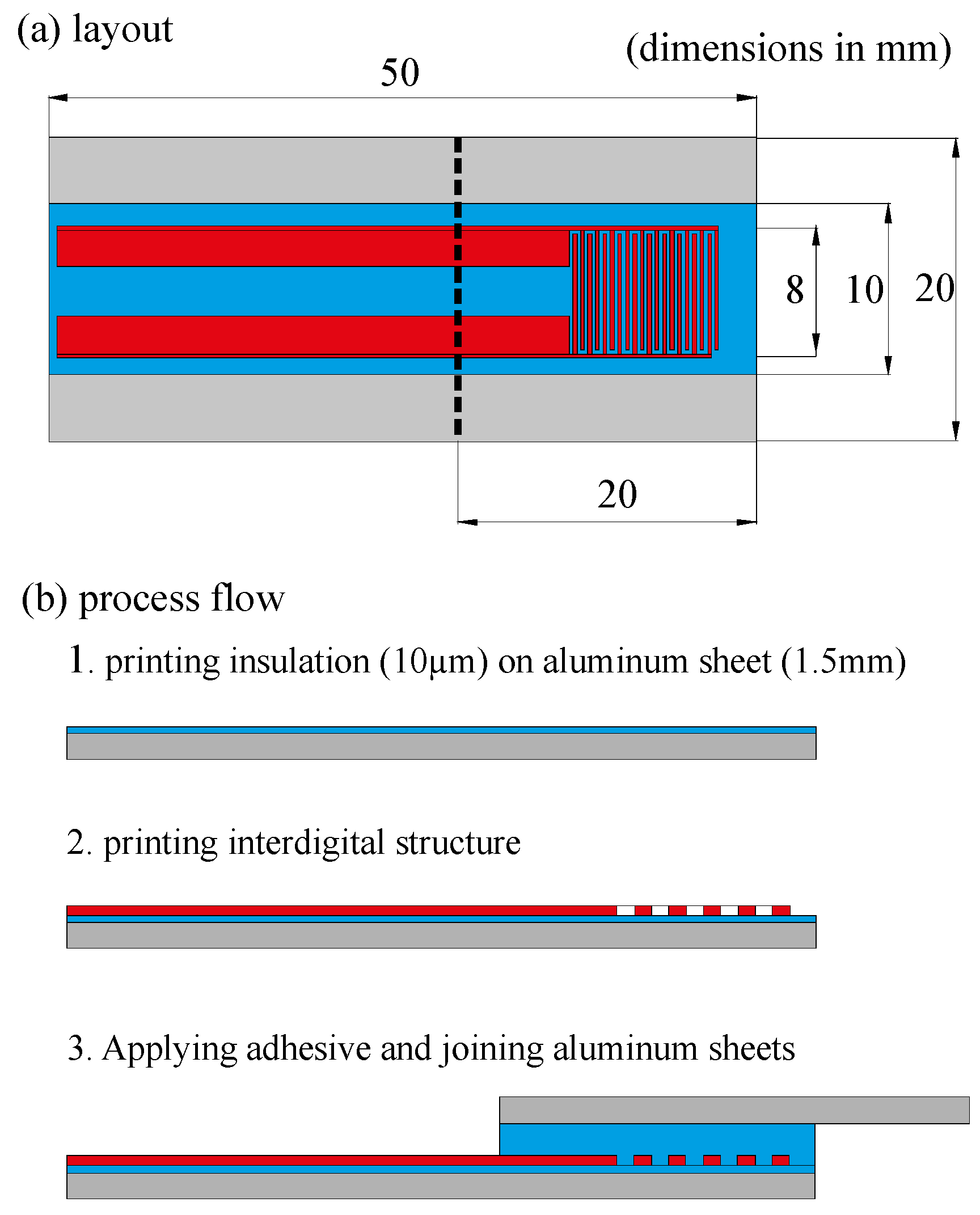
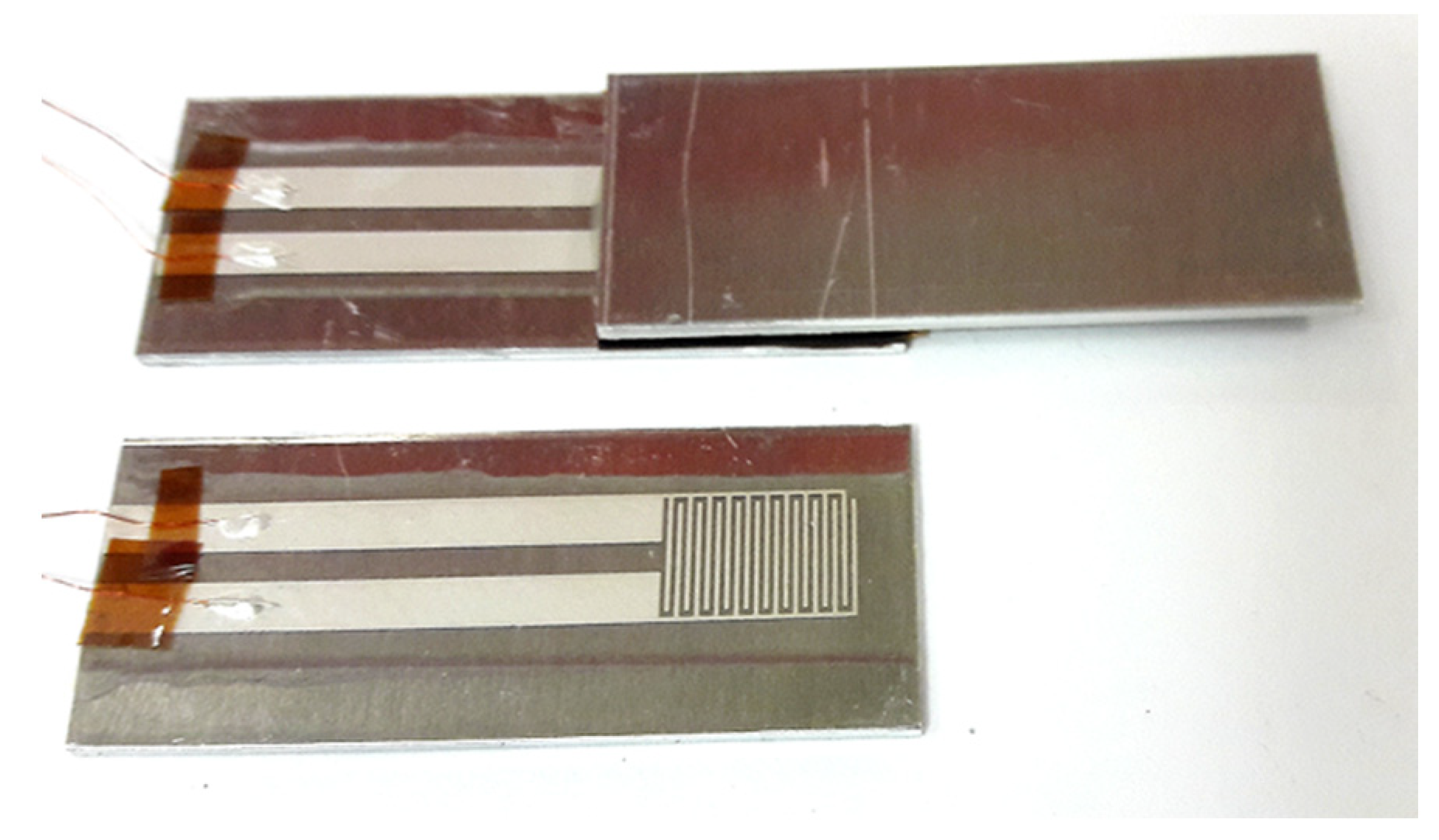
2. Experimental Setup
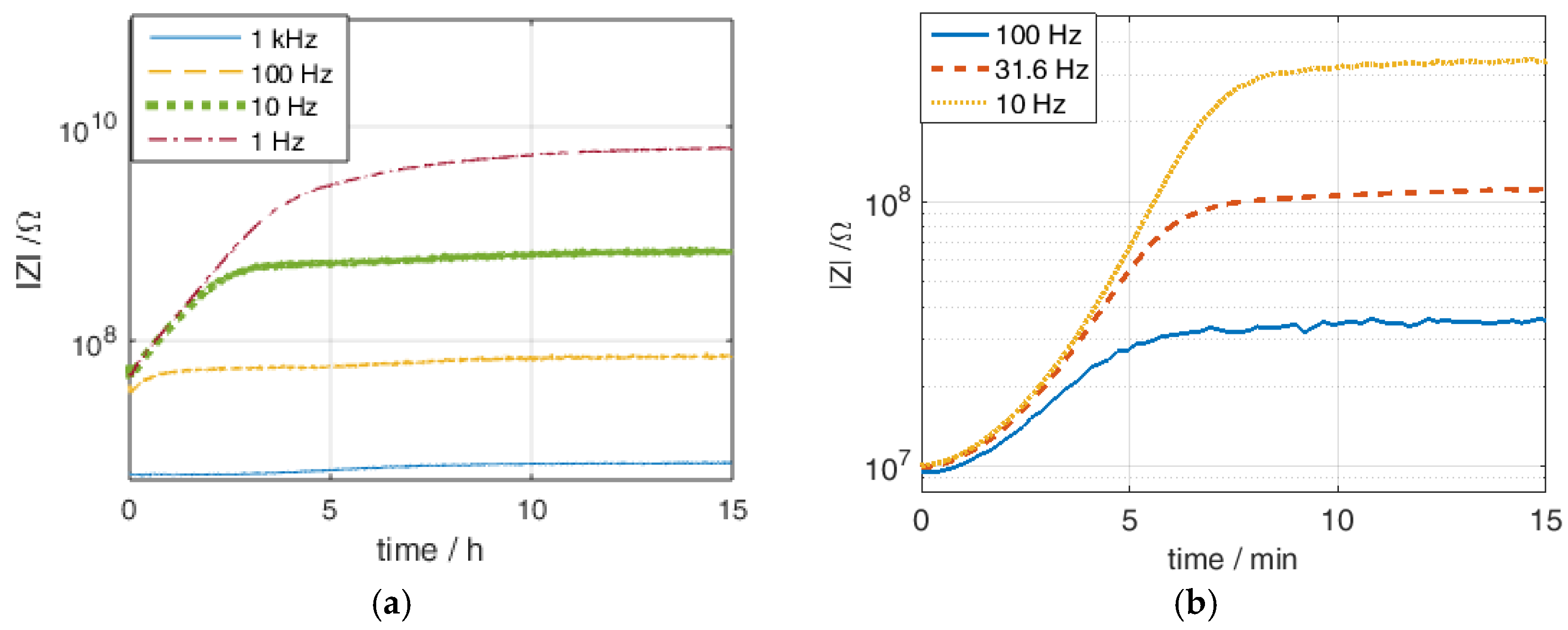
3. Measurement Results and Discussion
4. Conclusions and Outlook
Acknowledgments
Conflicts of Interest
References
- Murukeshan, V.M.; Chan, P.Y.; Ong, L.S.; Seah, L.K. Cure monitoring of smart composites using fiber Bragg grating based embedded sensors. Sens. Actuators A Phys. 2000, 79, 153–161. [Google Scholar] [CrossRef]
- Freemantle, R.J.; Challis, R.E. Combined compression and shear wave ultrasonic measurements on curing adhesive. Meas. Sci. Technol. 1998, 9, 1291. [Google Scholar] [CrossRef]
- Habenicht, G. Kleben: Grundlagen, Technologie, Anwendungen; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 1997; Volume 3. [Google Scholar]
- Yang, Y.; Chiesura, G.; Vervust, T.; Bossuyt, F.; Luyckx, G.; Degrieck, J.; Vanfleteren, J. Design and fabrication of a flexible dielectric sensor system for in situ and real-time production monitoring of glass fibre reinforced composites. Sens. Actuators A 2016, 243, 103–110. [Google Scholar] [CrossRef]
- Kim, H.G. Dielectric cure monitoring for glass/polyester prepreg composites. Compos. Struct. 2002, 57, 91–99. [Google Scholar] [CrossRef]
- Scheer, A.-W. CIM Computer Integrated Manufacturing: Towards the Factory of the Future; Springer Science & Business Media: New York, NY, USA, 2012. [Google Scholar]
- Dumstorff, G.; Paul, S.; Lang, W. Integration without disruption: The basic challenge of sensor integration. IEEE Sens. J. 2014, 14, 2102–2111. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hübner, M.; Lang, W.; Dumstorff, G. Surface Integrated Printed Interdigital Structure for Process Monitoring the Curing of an Adhesive Joint. Proceedings 2017, 1, 631. https://doi.org/10.3390/proceedings1040631
Hübner M, Lang W, Dumstorff G. Surface Integrated Printed Interdigital Structure for Process Monitoring the Curing of an Adhesive Joint. Proceedings. 2017; 1(4):631. https://doi.org/10.3390/proceedings1040631
Chicago/Turabian StyleHübner, Martina, Walter Lang, and Gerrit Dumstorff. 2017. "Surface Integrated Printed Interdigital Structure for Process Monitoring the Curing of an Adhesive Joint" Proceedings 1, no. 4: 631. https://doi.org/10.3390/proceedings1040631
APA StyleHübner, M., Lang, W., & Dumstorff, G. (2017). Surface Integrated Printed Interdigital Structure for Process Monitoring the Curing of an Adhesive Joint. Proceedings, 1(4), 631. https://doi.org/10.3390/proceedings1040631