Optimizing Paste Formulation for Improving the Performances of CMOS-Based MOx Chemiresistors Prepared by Ink-Jet Printing †

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Park, C.O.; Akbar, S.A. Ceramics for chemical sensing. J. Mater. Sci. 2003, 38, 4611–4637. [Google Scholar] [CrossRef]
- Neri, G. First Fifty Years of Chemoresistive Gas Sensors. Chemosensors 2015, 3, 1–20. [Google Scholar] [CrossRef]
- Korotcenkov, G.; Cho, B.K. Engineering approaches for the improvement of conductometric gas sensor parameters Part 1. Improvement of sensor sensitivity and selectivity (short survey). Sens. Actuators B 2013, 188, 709–728. [Google Scholar] [CrossRef]
- Korotcenkov, G.; Cho, B.K. Engineering approaches for the improvement of conductometric gas sensor parameters Part 2. Decrease of dissipated (consumable) power and improvement stability and reliability. Sens. Actuators B 2014, 198, 316–341. [Google Scholar] [CrossRef]
- Santra, S.; De Luca, A.; Bhaumik, S.; Ali, S.Z.; Udrea, F.; Gardner, J.W.; Ray, S.K.; Guha, P.K. Dip pen nanolithography-deposited zinc oxide nanorods on a CMOS MEMS platform for ethanol sensing. RSC Adv. 2015, 5, 47609–47616. [Google Scholar] [CrossRef]
- CCS801 Gas Sensor Datasheet. Available online: https://ams.com/ccs801 (accessed on 23 November 2018).



 ) 720 °C and 500 °C (
) 720 °C and 500 °C (  ). The type of gas employed during the gas testing is indicated below the bars.
) 720 °C and 500 °C ( ). The type of gas employed during the gas testing is indicated below the bars.
). The type of gas employed during the gas testing is indicated below the bars.
) 720 °C and 500 °C ( ). The type of gas employed during the gas testing is indicated below the bars.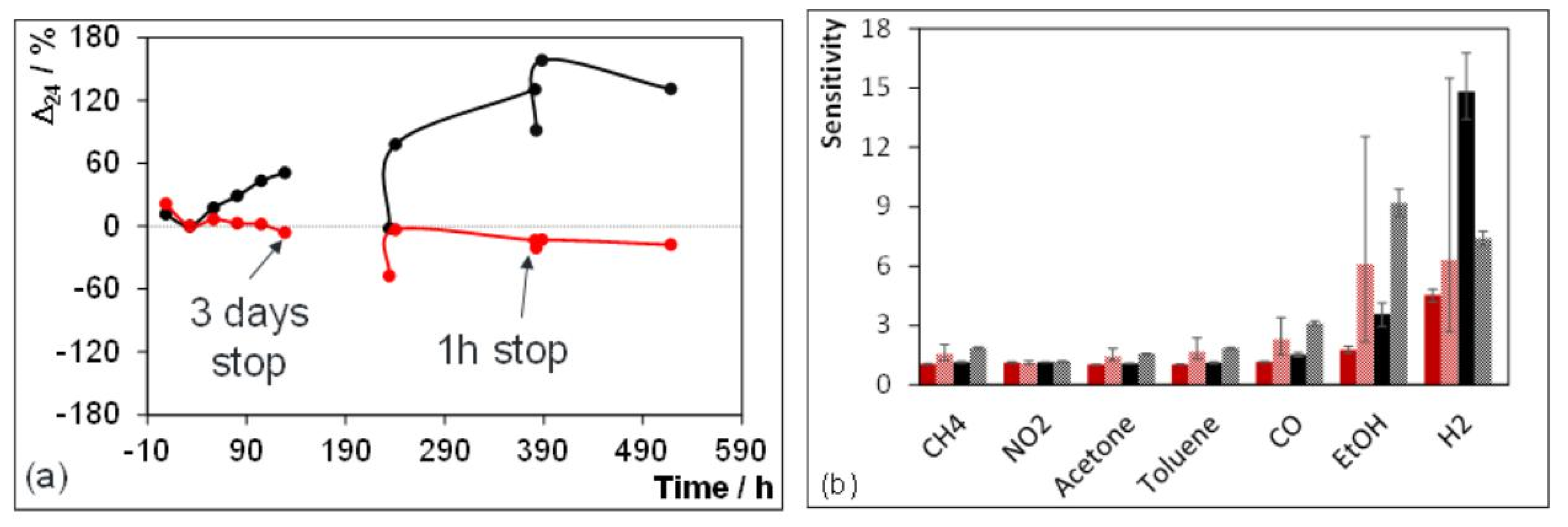
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuliani, C.; Jerg, L.; Hart, A.; Simmendinger, W.; Camara, M.; Ali, Z. Optimizing Paste Formulation for Improving the Performances of CMOS-Based MOx Chemiresistors Prepared by Ink-Jet Printing. Proceedings 2018, 2, 774. https://doi.org/10.3390/proceedings2130774
Zuliani C, Jerg L, Hart A, Simmendinger W, Camara M, Ali Z. Optimizing Paste Formulation for Improving the Performances of CMOS-Based MOx Chemiresistors Prepared by Ink-Jet Printing. Proceedings. 2018; 2(13):774. https://doi.org/10.3390/proceedings2130774
Chicago/Turabian StyleZuliani, Claudio, Lisa Jerg, Alison Hart, Wolfram Simmendinger, Malick Camara, and Zeeshan Ali. 2018. "Optimizing Paste Formulation for Improving the Performances of CMOS-Based MOx Chemiresistors Prepared by Ink-Jet Printing" Proceedings 2, no. 13: 774. https://doi.org/10.3390/proceedings2130774
APA StyleZuliani, C., Jerg, L., Hart, A., Simmendinger, W., Camara, M., & Ali, Z. (2018). Optimizing Paste Formulation for Improving the Performances of CMOS-Based MOx Chemiresistors Prepared by Ink-Jet Printing. Proceedings, 2(13), 774. https://doi.org/10.3390/proceedings2130774