
A Review on Filament Materials for Fused Filament Fabrication


Abstract
:1. Introduction
2. Fused Filament Fabrication Overview
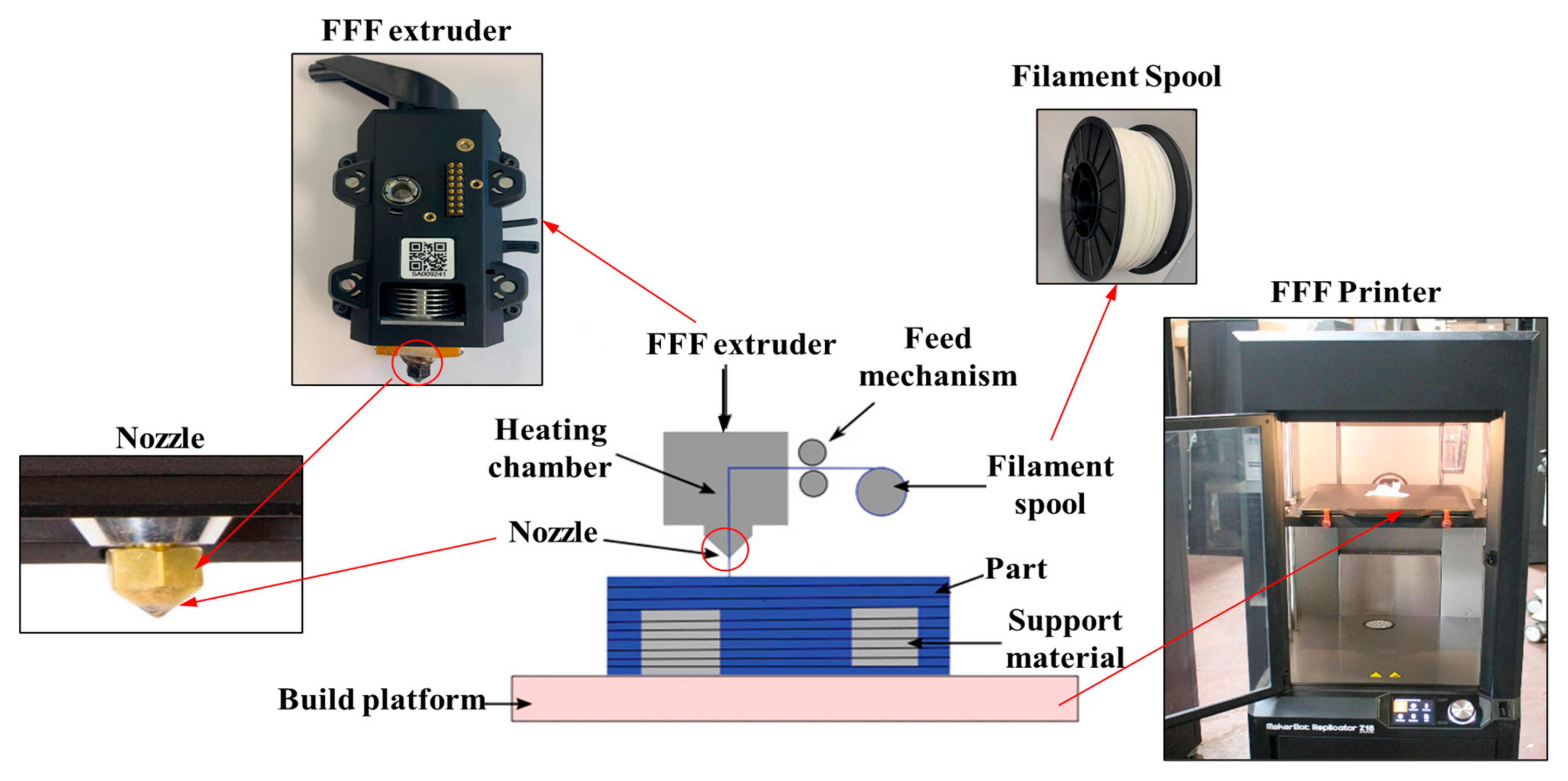
2.1. Basics of FFF Process
2.2. Applications of FFF Build Parts
- Chen et al. [24] used the FFF process to print custom trays for edentulous jaws from PLA filament. A 3D scanned data from a cast model is used to design the trays using reverse engineering software. The accuracy of the printed trays is high compared to hand-made trays. The traditional clinical method to produce trays can be replaced with the FFF process, reducing time and improving part accuracy [24].
- García-Dominguez et al. [25] applied the FFF process to produce complex-shaped shoe heels. Ergonomical aspects, mechanical behaviors, and aesthetical views are considered to design shoe heels. Furthermore, topology optimization and infill structure design applied to optimize weights, strength, and use of ABS filament material.
- Halbig and Singh [26] had fabricated inlet guide vanes (IGVs) and acoustic liners for a gas turbine engine from polymer matrix composites. It was shown that the weight, gas emission, and fuel consumption are significantly reduced when metallic components are replaced with polymer matrix composite components.
- Multiaxial force sensors have been produced from the FFF process by Kim et al. [27]. A sensor has structural and sensing parts. The FFF process is capable of producing both parts simultaneously that reduce assembly work, production time, and cost. In this work, thermoplastic polyurethane (TPU) filaments are used for the structural part, and the sensing part is produced from carbon nanotube (CNT)/TPU nanocomposite filament.
- In automotive applications, the FFF process is used to produce functional parts as it can print complex parts with controlled weights. For instance, For instance, Prada et al. [28] printed an accelerator pedal for a Formula Student racing vehicle by the FFF process. The weight of the pedal reduced around 38% without compromising performance.
- Foresti et al. [29] used the FFF process to fabricate respirator masks for supporting COVID-19 pandemic controlling activities by providing safety protection devices. Different health-related factors, such as healthiness, customer safety, virus protection, government regulations, reusability, disinfect ability, and protection against viruses, are crucial for printing masks by the FFF process. In the research work, polylactic acid (PLA), advanced polyolefin, and styrene ethylbutylene styrene are used to produce flexible and adaptable masks.
3. Pure Thermoplastic Filaments
- Acrylonitrile butadiene styrene (ABS): ABS is one of the most commonly used filament materials [37]. ABS, an amorphous polymer, is not considered biodegradable, but it is known for its advantageous properties such as high impact resistance, abrasion resistance, and chemical resistance [38]. Another advantage of ABS is its toughness. However, some disadvantages are present with ABS, such as shrinkage and warps before and after part production [37,39]. The melting point of ABS is usually between 200–250 °C. ABS may produce chemical fumes that affect those with chemical sensitivities or breathing difficulties [40]. The automotive, healthcare, and aerospace industries have employed ABS to fabricate a few functional components [41].
- Polylactic acid (PLA): PLA is another common thermoplastic known for its biodegradability but also known for its sensitivity to humidity over 60 °C. PLA build parts are often reported to experience low distortions during printing than ABS, but it has low thermal conductivity and toughness [38,39]. PLA build parts are typically used for practical applications that require a certain degree of aesthetic characteristics [37,42].
- Polycarbonate (PC): PC material is known for its strong mechanical properties, high glass transition temperature, and transparency. They are also amorphous like ABS. On the other hand, polycarbonates are susceptible to humidity and have high print temperatures [43]. PC can print functional prototypes and has been employed in the automotive and aerospace industries [41].
- Polyetherimide (PEI): PEI is a lightweight thermoplastic and has good mechanical properties, heat, and smoke resistance. It is a biocompatible polymer with a high glass transition temperature. FFF parts build from PEI have poor surface finish and poor dimensional accuracy [46]. When looking at the weight to strength ratio, it would be a good option for rapid prototyping applications in several industries such as aerospace and automotive [41].
- Nylon: Nylon is known for its flexibility, heat resistance, and impact resistance. It is durable and has good toughness values as well. However, as hygroscopic material, it absorbs moisture extensively, reducing overall quality [47]. Nylon is prone to warping like ABS. The warping effect can be reduced by maintaining bed temperature at about 75 °C.
- High impact polystyrene (HIPS): HIPS is a biodegradable polymer that is a low strength thermoplastic with good machining characteristics [38]. The advantages of using this FFF filament are its good flow characteristics, impact resistance, and low cost [38]. However, it is prone to wear and it requires a high printing temperature and a heated build platform. The properties of HIPS are similar to ABS, but it is lighter than ABS. HIPS is preferable for support structures as it dissolves with chemicals such as limonene [48].
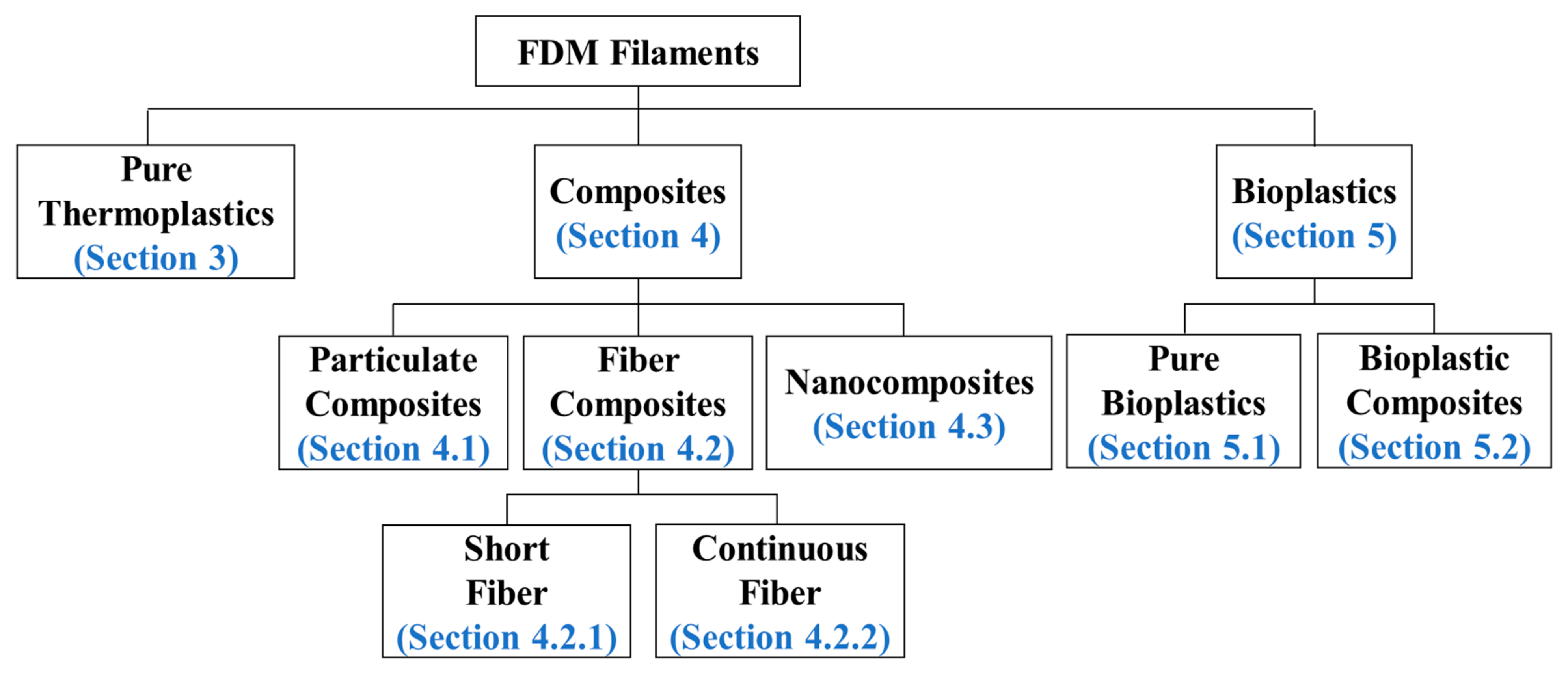
4. Composite Filaments
- Composite filaments: A composite filament or composite material, in general, is a combination of two or more constituents or phases, resulting in unique properties that cannot be achieved from either component alone. In most composites, one constituent is known as the matrix, and the other one is reinforcement. The goal of developing composites is often to improve the properties of the matrix.
- Matrix: Traditionally, muds, polymers, metals, and ceramics are used as a matrix to bind the fiber reinforcement in composites. Nowadays, polymers are widely used as matrix materials in composites. Polymer matrix composites have unique characteristics compare to pure polymers [51]. The polymer matrix composites are suitable for the FFF process as the FFF process has been developed to use thermoplastics for producing parts in an additive manner.
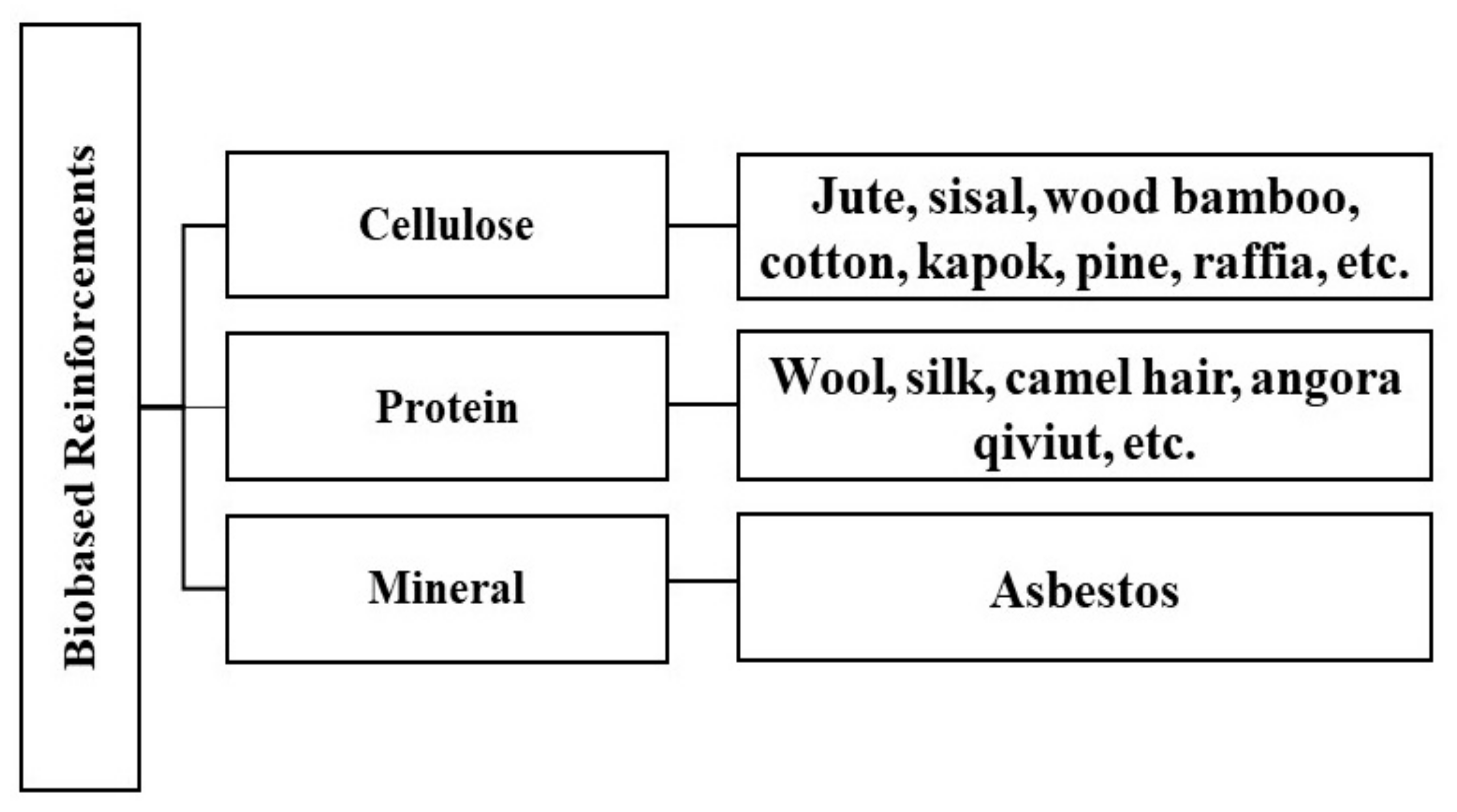
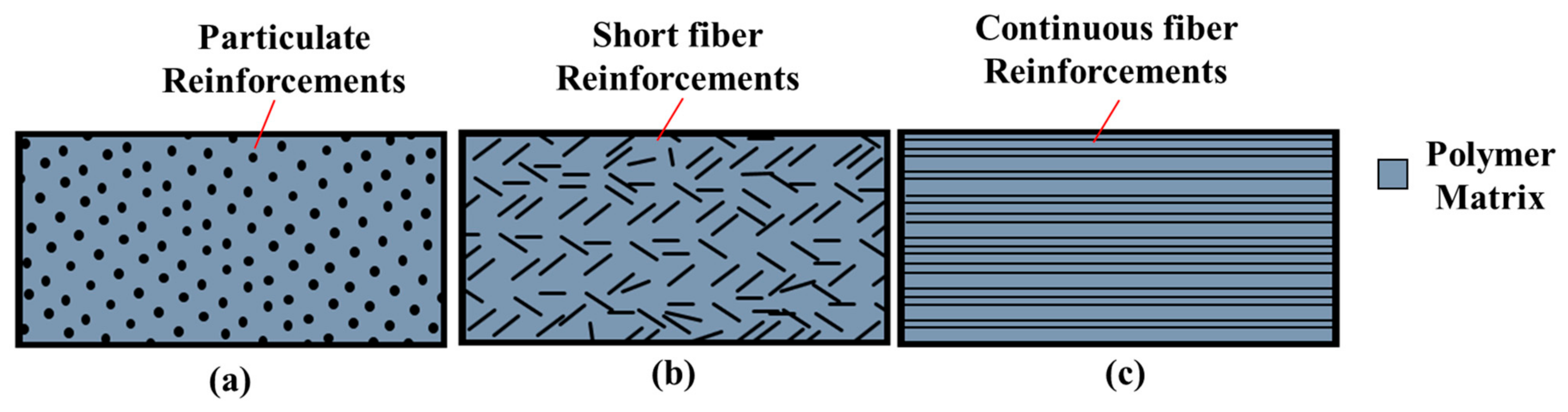
- Reinforcements: Different types of reinforcement, such as particles, fiber, and non-particles, are incorporated into the polymer matrix as support materials to achieve specific mechanical, thermal, and electrical properties in polymer matrix composites. The properties of composite materials depend on reinforcement material types, particle size, fiber orientation, and the composition of reinforced materials [22]. In many cases, reinforcement materials are added to reduce the cost, but the reinforcements can also improve the functional characteristics of the FFF build parts.
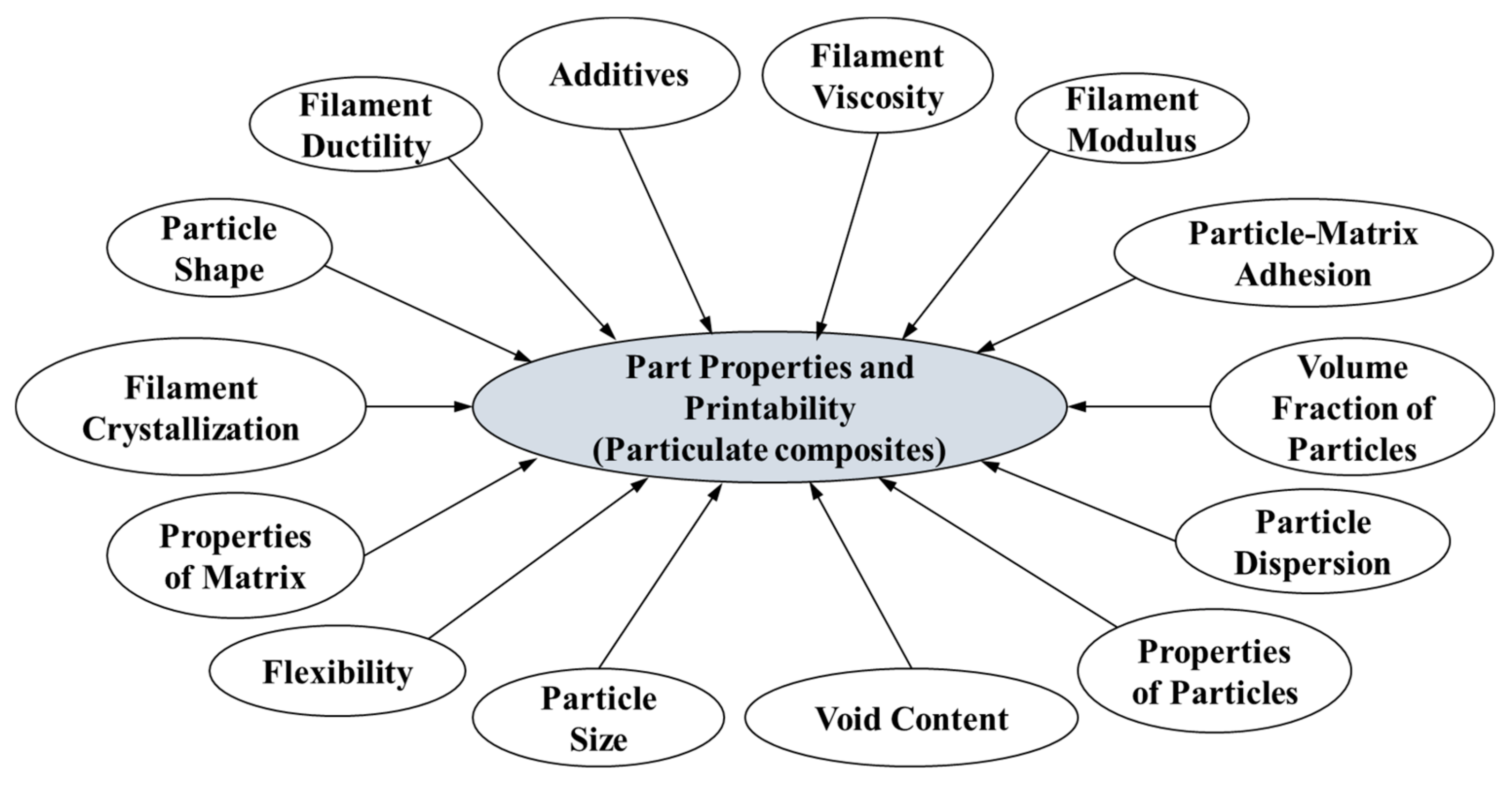
4.1. Particulate Composites
Discussion on Particulate Composite Filaments
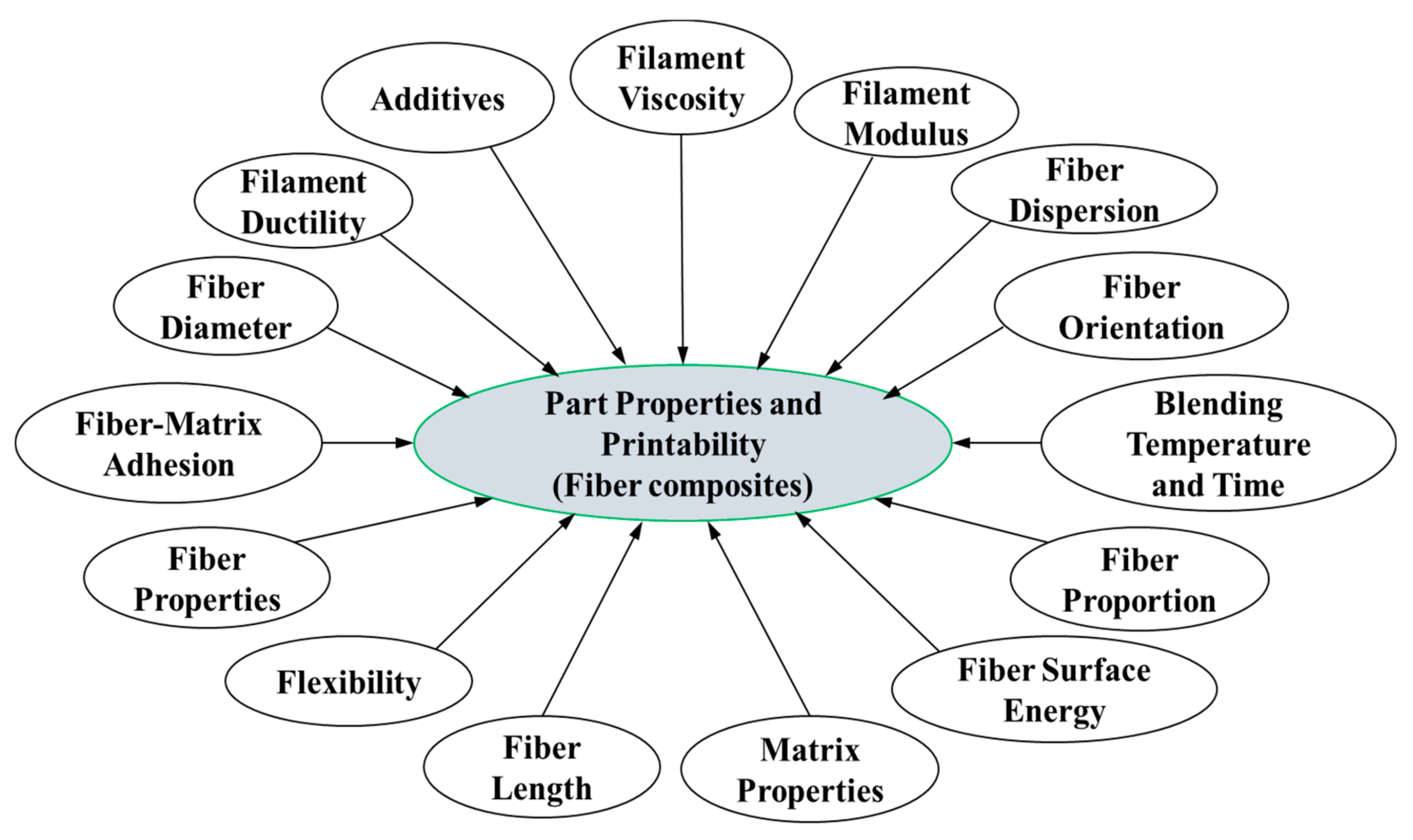
4.2. Fiber Composite Filaments
4.2.1. Short Fiber Composites
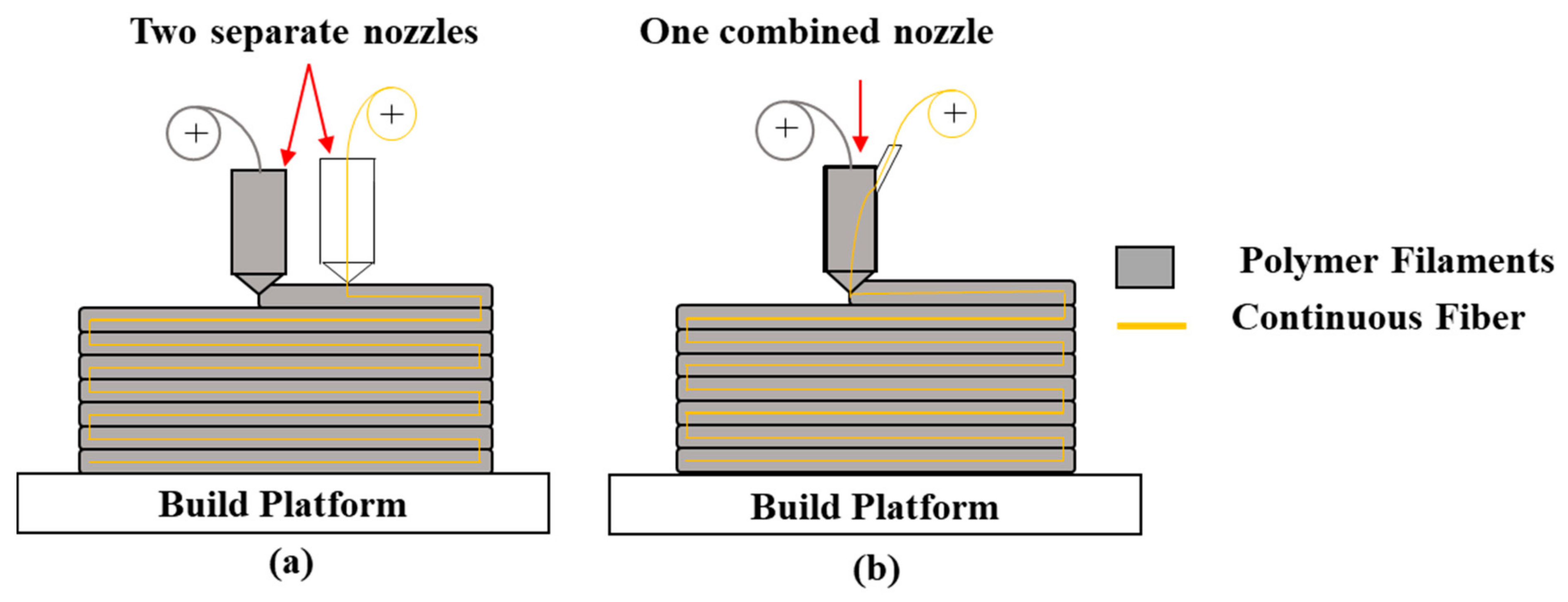
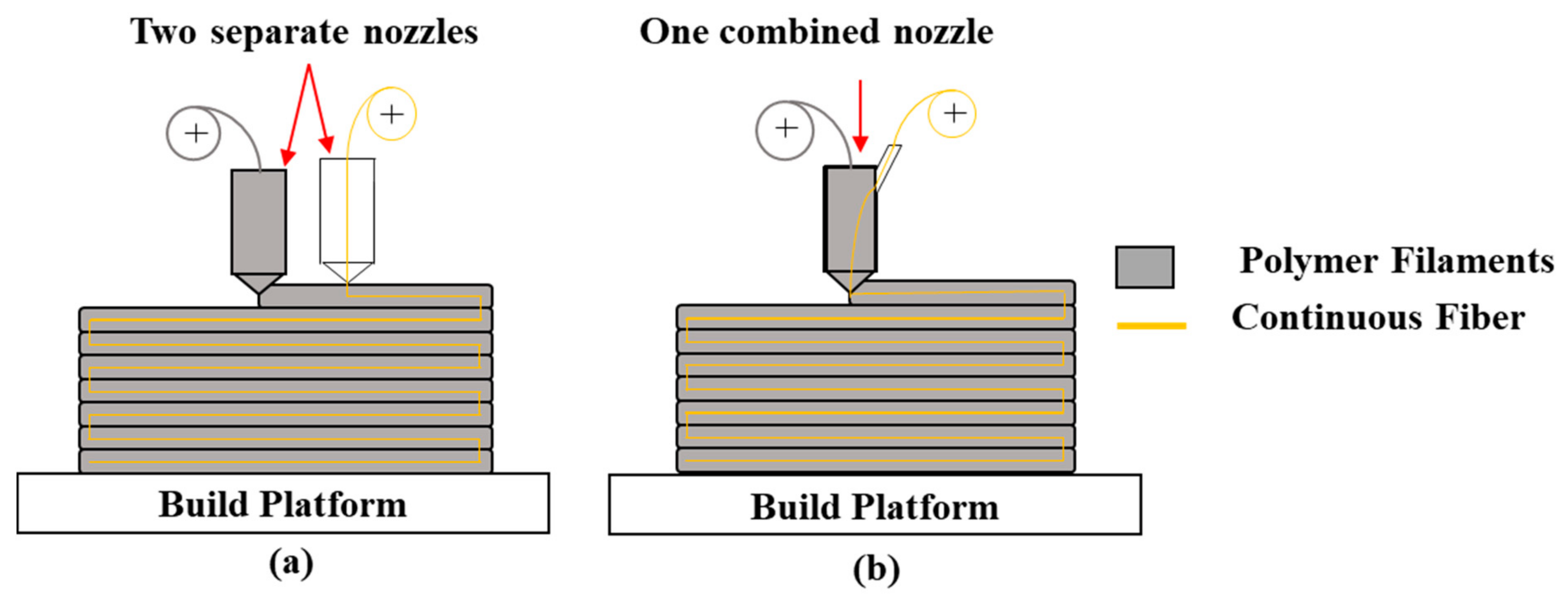
4.2.2. Continuous Fiber Composites
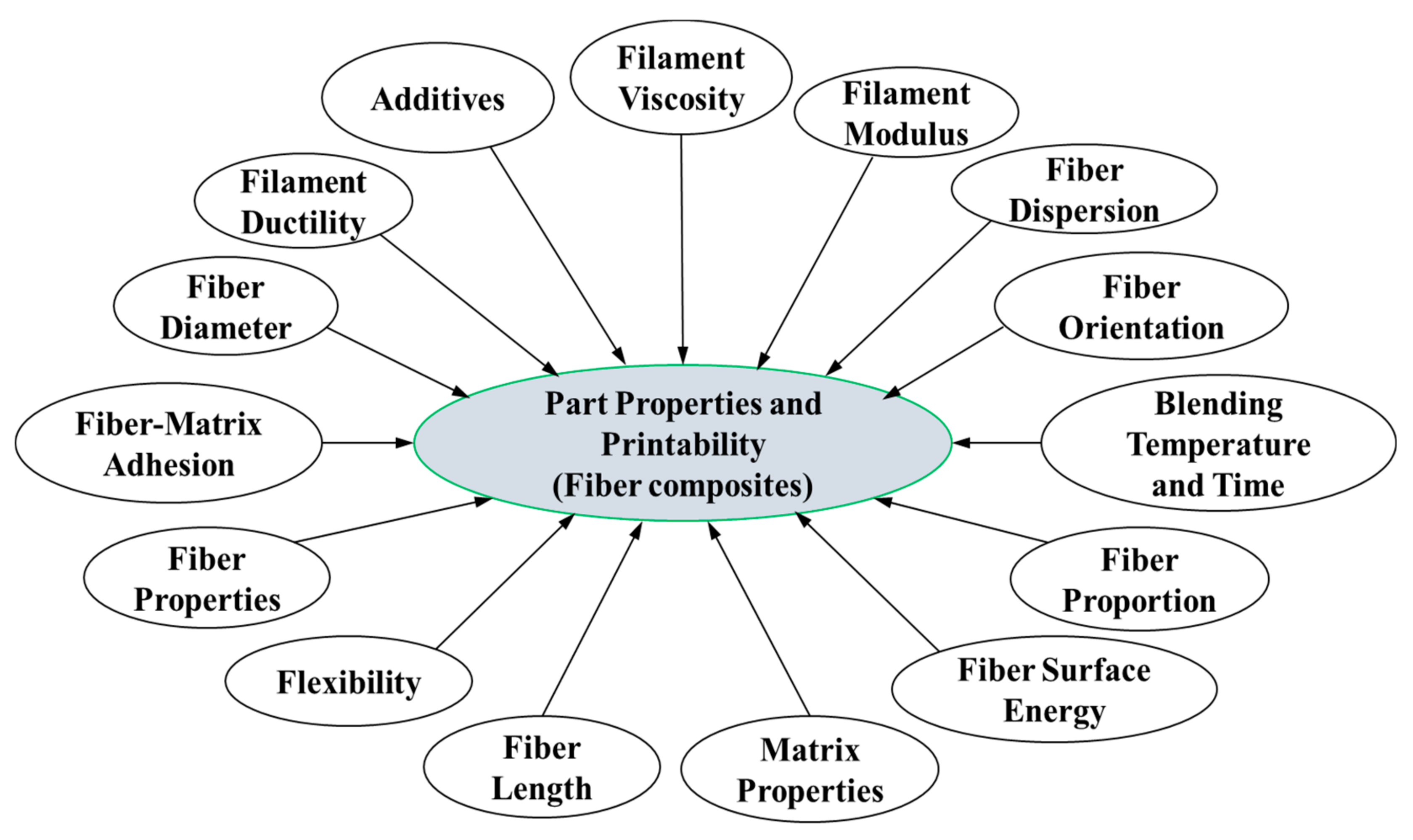
4.2.3. Discussion on Fiber Composite Filaments
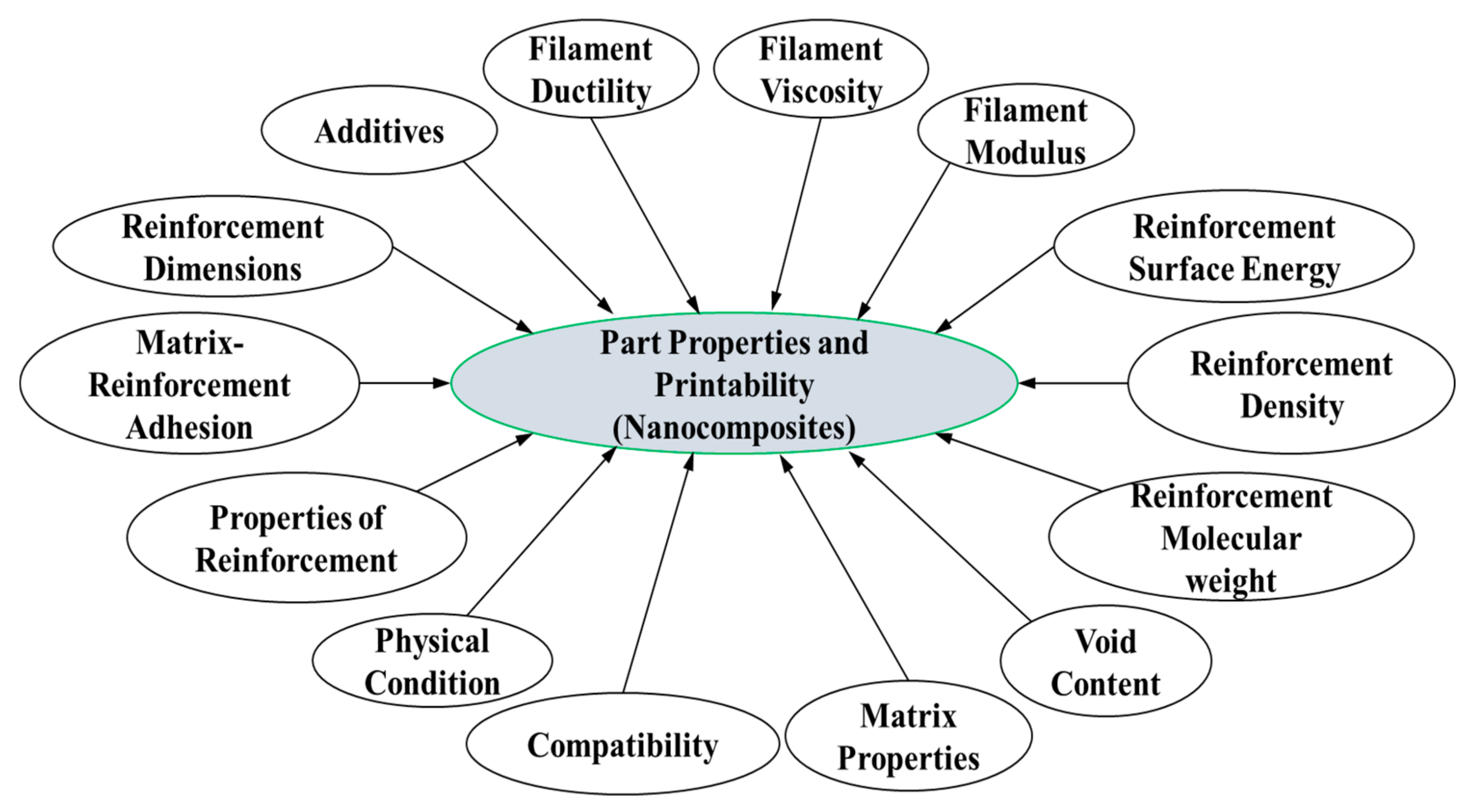
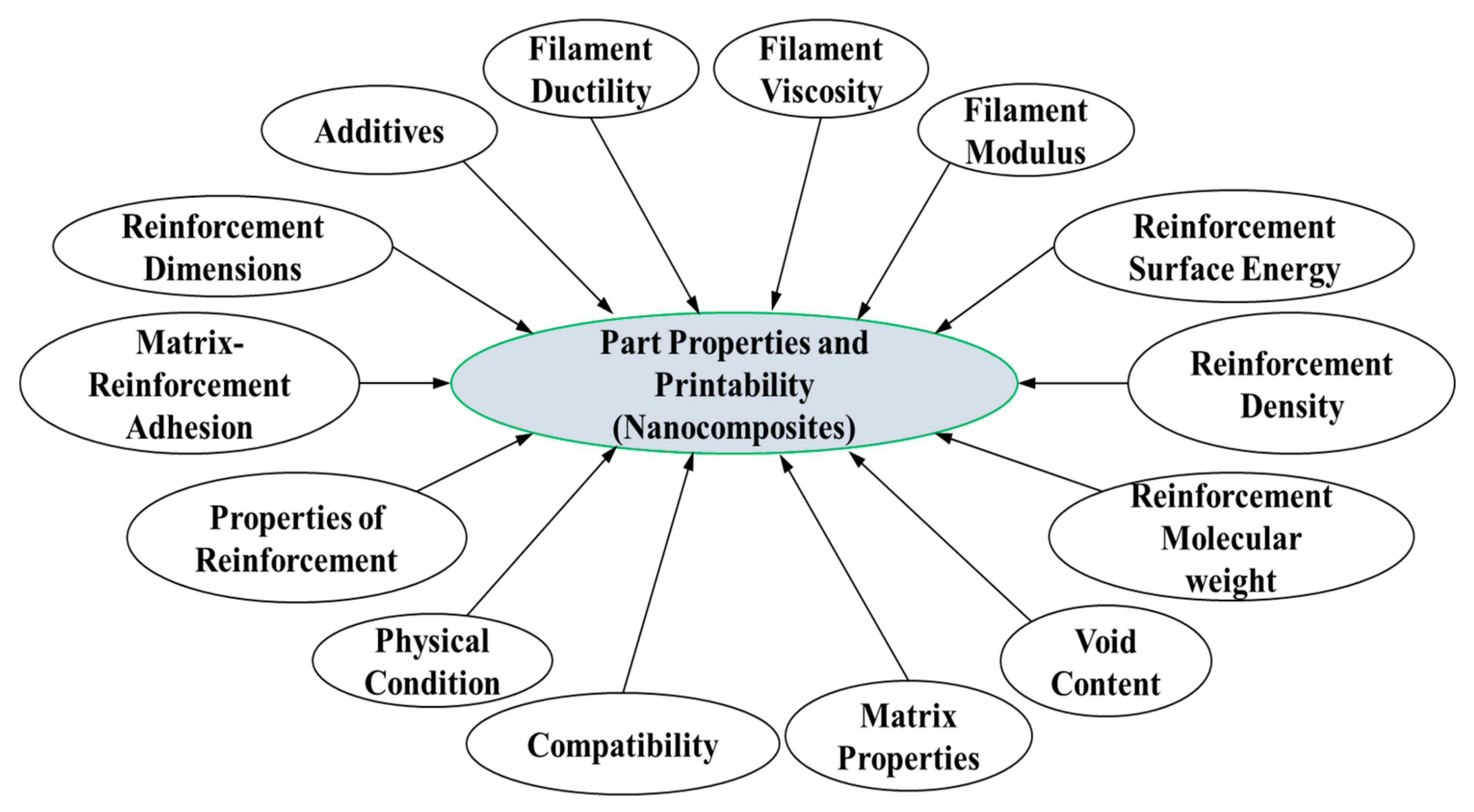
4.3. Nanocomposites
Discussion on Nanocomposite Filaments
5. Bioplastics Filaments
5.1. Biobased and Biodegradable Bioplastics
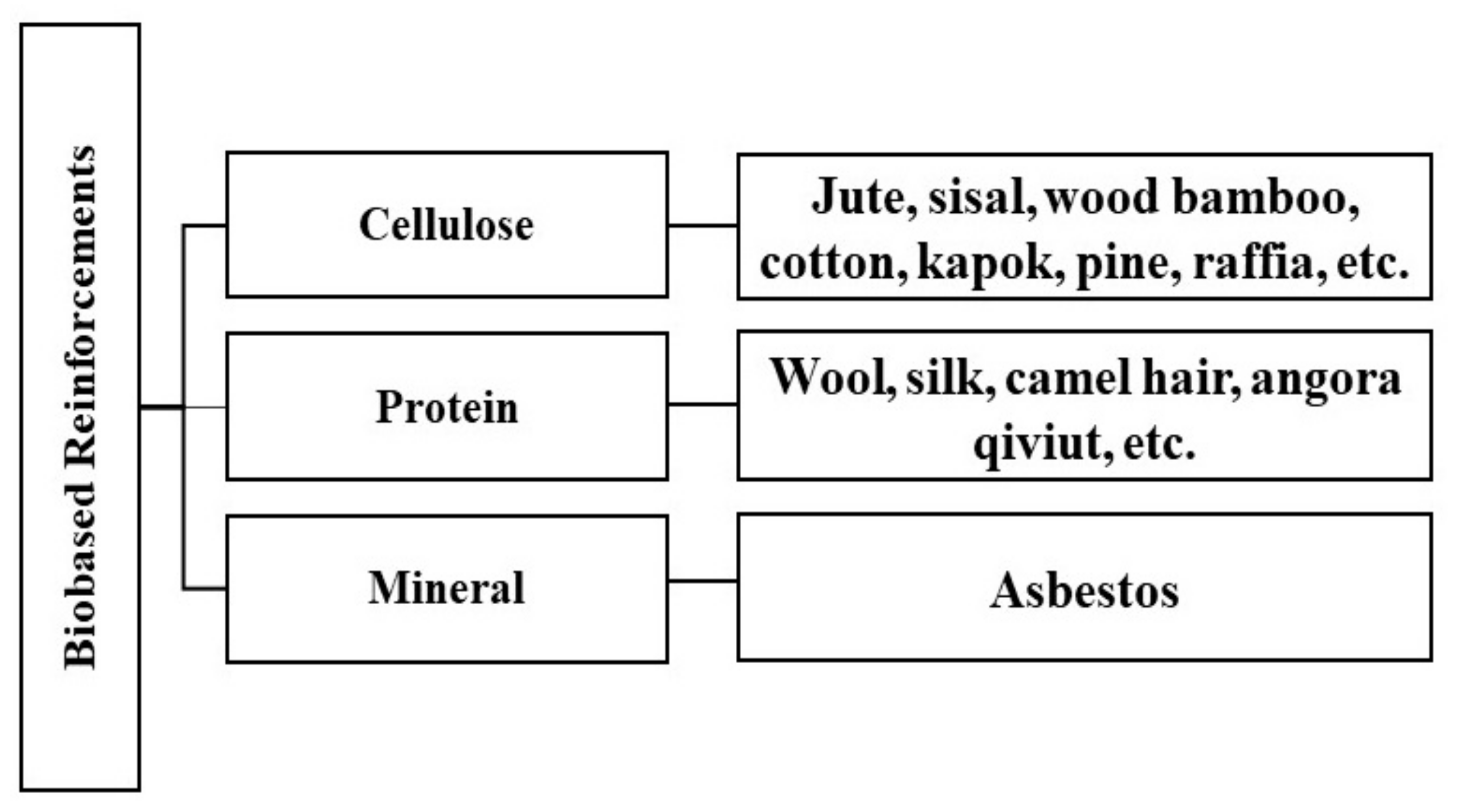
5.2. Bioplastic Composites
5.3. Short Discussion on Bioplastics Filaments
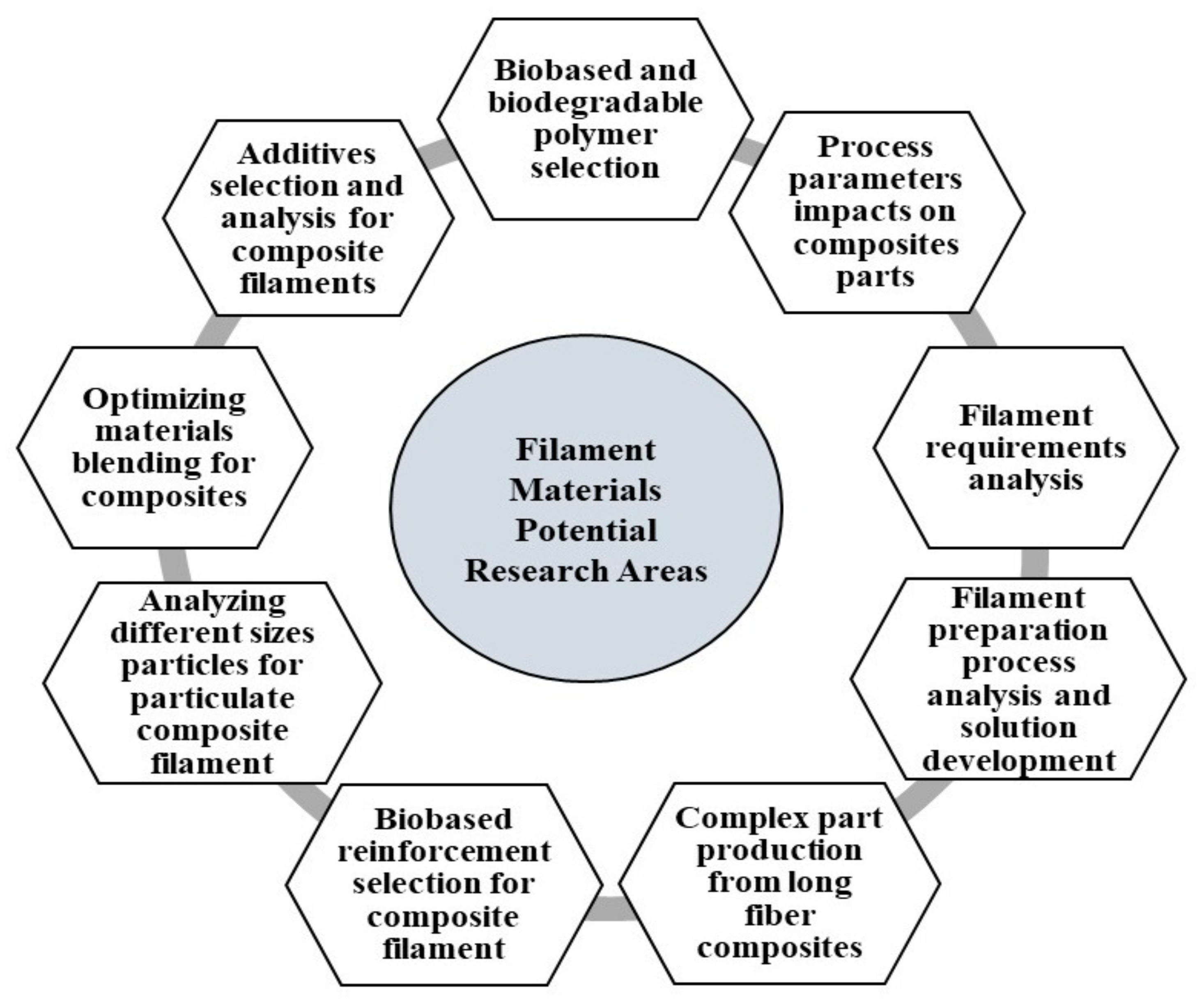
6. Discussion and Potential Research Areas
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sathies, T.; Senthil, P.; Anoop, M. A review on advancements in applications of fused deposition modelling process. Rapid Prototyp. J. 2020, 26, 669–687. [Google Scholar]
- Dey, A.; Yodo, N. A Systematic Survey of FDM Process Parameter Optimization and Their Influence on Part Characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar] [CrossRef] [Green Version]
- Foresti, R.; Rossi, S.; Selleri, S. Bio composite materials: Nano functionalization of 4D bio engineered scaffold. In Proceedings of the 2019 IEEE International Conference on BioPhotonics (BioPhotonics), Taipei, Taiwan, 15–18 September 2019; pp. 1–2. [Google Scholar]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- ASTM Int. F2792-12a. Standard Terminology for Additive Manufacturing Technologies. 2012. Available online: https://www.astm.org/Standards/F2792.htm (accessed on 28 June 2021).
- Véronneau, S.; Torrington, G.; Hlavka, J. 3D Printing: Downstream Production Transforming the Supply Chain; RAND Corporation: Santa Monica, CA, USA, 2017. [Google Scholar]
- Momeni, F.; Hassani, N.; Liu, X.; Hasani, S. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Tibbits, S. 4D Printing: Multi-Material Shape Change. Arch. Des. 2014, 84, 116–121. [Google Scholar] [CrossRef]
- Chu, H.; Yang, W.; Sun, L.; Cai, S.; Yang, R.; Liang, W.; Yu, H.; Liu, L. 4D Printing: A Review on Recent Progresses. Micromachines 2020, 11, 796. [Google Scholar] [CrossRef]
- Jasiuk, I.; Abueidda, D.W.; Kozuch, C.; Pang, S.; Su, F.Y.; McKittrick, J. An Overview on Additive Manufacturing of Polymers. JOM 2018, 70, 275–283. [Google Scholar] [CrossRef]
- Fu, X.; Zhang, X.; Huang, Z. Axial crushing of Nylon and Al/Nylon hybrid tubes by FDM 3D printing. Compos. Struct. 2021, 256, 113055. [Google Scholar] [CrossRef]
- Yodo, N.; Dey, A. Multi-Objective Optimization for FDM Process Parameters with Evolutionary Algorithms. In Fused Deposition Modeling Based 3D Printing; Springer: Cham, Switzerland, 2021; pp. 419–444. [Google Scholar]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Dey, A.; Yodo, N.; Khoda, B. Optimizing Process Parameters under Uncertainty in Fused Deposition Modeling. In Proceedings of the 2019 IIE Annual Conference, Orlando, FL, USA, 18–21 May 2019; Institute of Industrial and Systems Engineers (IISE): Peachtree Corners, GA, USA, 2019. [Google Scholar]
- Dey, A.; Yodo, N. Decision Analysis for Selecting FDM Process Parameters using Bayesian Network Approach. In Proceedings of the 2020 IIE Annual Conference, Virtual Conference, 1–3 November 2020; Institute of Industrial and Systems Engineers (IISE): Peachtree Corners, GA, USA, 2020. [Google Scholar]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M. Recent Developments in Fused Deposition Modeling-Based 3D Printing of Polymers and Their Composites. Polym. Rev. 2019, 59, 589–624. [Google Scholar] [CrossRef]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.-F.M. A critical review on 3D printed continuous fiber-reinforced composites: History, mechanism, materials and properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Alrawi, B.; Guzman, A. Experimental Optimization of Fused Deposition Modelling Processing Parameters: A Design-for-Manufacturing Approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar] [CrossRef]
- Chen, H.; Yang, X.; Chen, L.; Wang, Y.; Sun, Y. Application of FDM three-dimensional printing technology in the digital manufacture of custom edentulous mandible trays. Sci. Rep. 2016, 6, 19207. [Google Scholar] [CrossRef] [Green Version]
- García-Dominguez, A.; Claver, J.; Sebastián, M.A. Optimization Methodology for Additive Manufacturing of Customized Parts by Fused Deposition Modeling (FDM). Application to a Shoe Heel. Polymers 2020, 12, 2119. [Google Scholar] [CrossRef]
- Grady, J.E.; Haller, W.J.; Poinsatte, P.E.; Halbig, M.C.; Schnulo, S.L.; Singh, M.; Mehl, J. A Fully Non-Metallic Gas Turbine Engine Enabled by Additive Manufacturing Part I: System Analysis, Component Identification, Additive Manufacturing, and Testing of Polymer Composites; NASA Glenn Research Center: Cleveland, OH, USA, 2015. [Google Scholar]
- Kim, K.; Park, J.; Suh, J.-h.; Kim, M.; Jeong, Y.; Park, I. 3D printing of multiaxial force sensors using carbon nanotube (CNT)/thermoplastic polyurethane (TPU) filaments. Sens. Actuators A Phys. 2017, 263, 493–500. [Google Scholar] [CrossRef]
- Prada, J.G.; Cazon, A.; Carda, J.; Aseguinolaza, A. Direct digital manufacturing of an accelerator pedal for a Formula Student racing car. Rapid Prototyp. J. 2016, 22, 311–321. [Google Scholar] [CrossRef]
- Foresti, R.; Ghezzi, B.; Vettori, M.; Bergonzi, L.; Attolino, S.; Rossi, S.; Tarabella, G.; Vurro, D.; von Zeppelin, D.; Iannotta, S.; et al. 3D Printed Masks for Powders and Viruses Safety Protection Using Food Grade Polymers: Empirical Tests. Polymers 2021, 13, 617. [Google Scholar] [CrossRef]
- Holländer, J.; Genina, N.; Jukarainen, H.; Khajeheian, M.; Rosling, A.; Mäkilä, E.; Sandler, N. Three-Dimensional Printed PCL-Based Implantable Prototypes of Medical Devices for Controlled Drug Delivery. J. Pharm. Sci. 2016, 105, 2665–2676. [Google Scholar] [CrossRef] [Green Version]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef]
- Foresti, R.; Macaluso, C.; Rossi, S.; Selleri, S.; Perini, P.; Freyrie, A.; Raposio, E.; Fenaroli, P.; Concari, G.; De Filippo, M.; et al. 3D Reconstruction Cutting and Smart Devices for Personalized Medicine. In Proceedings of the 2020 Italian Conference on Optics and Photonics (ICOP), Parma, Italy, 9–11 September 2020; pp. 1–3. [Google Scholar]
- Wang, Y.; Müller, W.-D.; Rumjahn, A.; Schwitalla, A. Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK. Materials 2020, 13, 466. [Google Scholar] [CrossRef] [Green Version]
- Naghieh, S.; Badrossamay, M.; Foroozmehr, E.; Kharaziha, M. Combination of PLA micro-fibers and PCL-gelatin nano-fibers for development of bone tissue engineering scaffolds. Int. J. Swarm Intell. Evol. Comput 2017, 6, 1–4. [Google Scholar]
- Chaturvedi, E.; Rajput, N.S.; Upadhyaya, S.; Pandey, P. Experimental Study and Mathematical Modeling for Extrusion using High Density Polyethylene. Mater. Today Proc. 2017, 4, 1670–1676. [Google Scholar] [CrossRef]
- Nassar, M.; El Farahaty, M.A.; Ibrahim, S.; Hassan, Y.R. Design of 3D filament extruder for Fused Deposition Modeling (FDM) additive manufacturing. Int. Design J. 2019, 9, 55–62. [Google Scholar]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Singh, R.; Farina, I. On the 3D printing of recycled ABS, PLA and HIPS thermoplastics for structural applications. PSU Res. Rev. 2018, 2, 115–137. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rutkowski, J.V.; Levin, B.C. Acrylonitrile–butadiene–styrene copolymers (ABS): Pyrolysis and combustion products and their toxicity—A review of the literature. Fire Mater. 1986, 10, 93–105. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Dey, A.; Hoffman, D.; Yodo, N. Optimizing multiple process parameters in fused deposition modeling with particle swarm optimization. Int. J. Interact. Des. Manuf. (IJIDeM) 2020, 14, 393–405. [Google Scholar] [CrossRef]
- Zhang, W.; Xu, Y. Mechanical Properties of Polycarbonate: Experiment and Modeling for Aeronautical and Aerospace Applications; ISTE Press—Elsevier: London, UK, 2019. [Google Scholar]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Xiaoyong, S.; LiangCheng, C.; Honglin, M.; Peng, G.; Zhanwei, B.; Cheng, L. Experimental Analysis of High Temperature PEEK Materials on 3D Printing Test. In Proceedings of the 2017 9th International Conference on Measuring Technology and Mechatronics Automation (ICMTMA), Changsha, China, 14–15 January 2017; pp. 13–16. [Google Scholar]
- Padovano, E.; Galfione, M.; Concialdi, P.; Lucco, G.; Badini, C. Mechanical and Thermal Behavior of Ultem® 9085 Fabricated by Fused-Deposition Modeling. Appl. Sci. 2020, 10, 3170. [Google Scholar] [CrossRef]
- Terekhina, S.; Skornyakov, I.; Tarasova, T.; Egorov, S. Effects of the Infill Density on the Mechanical Properties of Nylon Specimens Made by Filament Fused Fabrication. Technologies 2019, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- Pakkanen, J.A.; Manfredi, D.; Minetola, P.; Iuliano, L. About the Use of Recycled or Biodegradable Filaments for Sustainability of 3D Printing. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Bologna, Italy, 26–28 April 2017; Springer: Cham, Switzerland, 2017; pp. 776–785. [Google Scholar]
- Ahn, S.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Matthews, F.L.; Rawlings, R.D. Composite Materials: Engineering and Science; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Dawoud, M.M.; Saleh, H.M. Introductory Chapter: Background on Composite Materials. In Characterizations of Some Composite Materials; InTechOpen: London, UK, 2018. [Google Scholar]
- Guarino, V.; Scaglione, S.; Sandri, M.; Sprio, S.; Tampieri, A.; Ambrosio, L. Composite scaffolds for bone and osteochondral defects. In Materials for Biomedical Engineering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 297–337. [Google Scholar]
- Masood, S.; Song, W. Development of new metal/polymer materials for rapid tooling using fused deposition modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Hwang, S.; Reyes, E.I.; Moon, K.-S.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Kalsoom, U.; Peristyy, A.; Nesterenko, P.N.; Paull, B. A 3D printable diamond polymer composite: A novel material for fabrication of low cost thermally conducting devices. RSC Adv. 2016, 6, 38140–38147. [Google Scholar] [CrossRef]
- Shemelya, C.M.; Rivera, A.; Perez, A.T.; Rocha-Gutierrez, C.; Liang, M.; Yu, X.; Kief, C.; Alexander, D.; Stegeman, J.; Xin, H.; et al. Mechanical, Electromagnetic, and X-ray Shielding Characterization of a 3D Printable Tungsten–Polycarbonate Polymer Matrix Composite for Space-Based Applications. J. Electron. Mater. 2015, 44, 2598–2607. [Google Scholar] [CrossRef]
- Mostafa, N.; Syed, H.M.; Igor, S.; Andrew, G. A study of melt flow analysis of an ABS-Iron composite in fused deposition modelling process. Tsinghua Sci. Technol. 2009, 14, 29–37. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.; Sbarski, I. Thermo-mechanical properties of a highly filled polymeric composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Ryder, M.A.; Lados, D.A.; Iannacchione, G.S.; Peterson, A.M. Fabrication and properties of novel polymer-metal composites using fused deposition modeling. Compos. Sci. Technol. 2018, 158, 43–50. [Google Scholar] [CrossRef]
- Quill, T.J.; Smith, M.K.; Zhou, T.; Baioumy, M.G.S.; Berenguer, J.P.; Cola, B.A.; Kalaitzidou, K.; Bougher, T.L. Thermal and mechanical properties of 3D printed boron nitride—ABS composites. Appl. Compos. Mater. 2017, 25, 1205–1217. [Google Scholar] [CrossRef]
- Khatri, B.; Lappe, K.; Habedank, M.; Mueller, T.; Megnin, C.; Hanemann, T. Fused Deposition Modeling of ABS-Barium Titanate Composites: A Simple Route towards Tailored Dielectric Devices. Polymers 2018, 10, 666. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Mao, X.; Du, Z.; Jiang, W.; Han, X.; Zhao, D.; Han, D.; Li, Q. Three dimensional printed macroporous polylactic acid/hydroxyapatite composite scaffolds for promoting bone formation in a critical-size rat calvarial defect model. Sci. Technol. Adv. Mater. 2016, 17, 136–148. [Google Scholar] [CrossRef] [Green Version]
- Antoniac, I.; Popescu, D.; Zapciu, A.; Antoniac, A.; Miculescu, F.; Moldovan, H. Magnesium Filled Polylactic Acid (PLA) Material for Filament Based 3D Printing. Materials 2019, 12, 719. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Bedi, P.; Fraternali, F.; Ahuja, I.S. Effect of single particle size, double particle size and triple particle size Al2O3 in Nylon-6 matrix on mechanical properties of feed stock filament for FDM. Compos. Part B Eng. 2016, 106, 20–27. [Google Scholar] [CrossRef]
- Abdullah, A.M.; Rahim, T.N.A.T.; Mohamad, D.; Akil, H.M.; Rajion, Z.A. Mechanical and physical properties of highly ZrO2 /β-TCP filled polyamide 12 prepared via fused deposition modelling (FDM) 3D printer for potential craniofacial reconstruction application. Mater. Lett. 2017, 189, 307–309. [Google Scholar] [CrossRef]
- Chen, G.; Chen, N.; Wang, Q. Fabrication and properties of poly(vinyl alcohol)/β-tricalcium phosphate composite scaffolds via fused deposition modeling for bone tissue engineering. Compos. Sci. Technol. 2019, 172, 17–28. [Google Scholar] [CrossRef]
- Corcione, C.E.; Gervaso, F.; Scalera, F.; Padmanabhan, S.K.; Madaghiele, M.; Montagna, F.; Sannino, A.; Licciulli, A.; Maffezzoli, A. Highly loaded hydroxyapatite microsphere/ PLA porous scaffolds obtained by fused deposition modelling. Ceram. Int. 2019, 45, 2803–2810. [Google Scholar] [CrossRef]
- Wei, X.; Li, D.; Jiang, W.; Gu, Z.; Wang, X.; Zhang, Z.; Sun, Z. 3D Printable Graphene Composite. Sci. Rep. 2015, 5, 11181. [Google Scholar] [CrossRef] [Green Version]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M.; Mohamad, D.; Rajion, Z.A. Preparation and characterization of a newly developed polyamide composite utilising an affordable 3D printer. J. Reinf. Plast. Compos. 2015, 34, 1628–1638. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Raguž, I.; Weingrill, G.; Fischinger, T.; Traxler, G.; Schuschnigg, S.; Cardon, L.; Holzer, C. Polypropylene Filled With Glass Spheres in Extrusion-Based Additive Manufacturing: Effect of Filler Size and Printing Chamber Temperature. Macromol. Mater. Eng. 2018, 303, 1800179. [Google Scholar] [CrossRef]
- Nabipour, M.; Akhoundi, B.; Saed, A.B. Manufacturing of polymer/metal composites by fused deposition modeling process with polyethylene. J. Appl. Polym. Sci. 2019, 137, 48717. [Google Scholar] [CrossRef]
- Nabipour, M.; Akhoundi, B. An experimental study of FDM parameters effects on tensile strength, density, and production time of ABS/Cu composites. J. Elastomers Plast. 2021, 53, 146–164. [Google Scholar] [CrossRef]
- Masood, S.; Song, W.Q. Thermal characteristics of a new metal/polymer material for FDM rapid prototyping process. Assem. Autom. 2005, 25, 309–315. [Google Scholar] [CrossRef]
- Nair, L.S.; Laurencin, C.T. Polymers as Biomaterials for Tissue Engineering and Controlled Drug Delivery. Tissue Eng. I 2005, 102, 47–90. [Google Scholar] [CrossRef]
- Garg, H.; Singh, R. Investigations for melt flow index of Nylon6-Fe composite based hybrid FDM filament. Rapid Prototyp. J. 2016, 22, 338–343. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Lu, H.; Fidan, I.; Tantawi, K.; Gupta, A.; Hasanov, S.; Zhang, Z.; Alifui-Segbaya, F.; Rennie, A. Mechanical and Thermal Analyses of Metal-PLA Components Fabricated by Metal Material Extrusion. Inventions 2020, 5, 44. [Google Scholar] [CrossRef]
- Fidan, I.; Imeri, A.; Gupta, A.; Hasanov, S.; Nasirov, A.; Elliott, A.; Alifui-Segbaya, F.; Nanami, N. The trends and challenges of fiber reinforced additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 102, 1801–1818. [Google Scholar] [CrossRef]
- Ferreira, R.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Kamaal, M.; Anas, M.; Rastogi, H.; Bhardwaj, N.; Rahaman, A. Effect of FDM process parameters on mechanical properties of 3D-printed carbon fibre–PLA composite. Prog. Addit. Manuf. 2021, 6, 63–69. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T.-W. Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Compos. Part B Eng. 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of polypropylene/short glass fiber composite as Fused Deposition Modeling (FDM) filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Gupta, A.; Hasanov, S.; Fidan, I. Processing and characterization of 3D-printed polymer matrix composites reinforced with discontinuous fibers. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Mohammadizadeh, M.; Gupta, A.; Fidan, I. Mechanical benchmarking of additively manufactured continuous and short carbon fiber reinforced nylon. J. Compos. Mater. 2021. [Google Scholar] [CrossRef]
- Love, L.; Kunc, V.; Rios, O.; Duty, C.E.; Elliott, A.M.; Post, B.K.; Smith, R.J.; Blue, C.A. The importance of carbon fiber to polymer additive manufacturing. J. Mater. Res. 2014, 29, 1893–1898. [Google Scholar] [CrossRef] [Green Version]
- Mei, H.; Ali, Z.; Yan, Y.; Ali, I.; Cheng, L. Influence of mixed isotropic fiber angles and hot press on the mechanical properties of 3D printed composites. Addit. Manuf. 2019, 27, 150–158. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Hart, R.J.; Patton, E.G.; Sapunkov, O. Characterization of Continuous Fiber-Reinforced Composite Materials Manufactured via Fused Filament Fabrication; Army Tank Automotive Research Development and Engineering Center: Warren, MI, USA, 2018. [Google Scholar]
- Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef] [Green Version]
- González-Estrada, O.A.; Pertuz, A.; Mendez, J.E.Q. Evaluation of Tensile Properties and Damage of Continuous Fibre Reinforced 3D-Printed Parts. Key Eng. Mater. 2018, 774, 161–166. [Google Scholar] [CrossRef] [Green Version]
- Akhoundi, B.; Behravesh, A.H.; Saed, A.B. Improving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J. Reinf. Plast. Compos. 2018, 38, 99–116. [Google Scholar] [CrossRef]
- Bettini, P.; Alitta, G.; Sala, G.; Di Landro, L. Fused Deposition Technique for Continuous Fiber Reinforced Thermoplastic. J. Mater. Eng. Perform. 2017, 26, 843–848. [Google Scholar] [CrossRef]
- Mori, K.-I.; Maeno, T.; Nakagawa, Y. Dieless Forming of Carbon Fibre Reinforced Plastic Parts Using 3D Printer. Procedia Eng. 2014, 81, 1595–1600. [Google Scholar] [CrossRef] [Green Version]
- Calvo, M.A.; López-Gómez, I.; Chamberlain-Simon, N.; Leon-Salazar, J.L.; Guillén-Girón, T.; Corrales-Cordero, J.S.; Sánchez-Brenes, O. Evaluation of compressive and flexural properties of continuous fiber fabrication additive manufacturing technology. Addit. Manuf. 2018, 22, 157–164. [Google Scholar] [CrossRef]
- Brooks, H.; Molony, S. Design and evaluation of additively manufactured parts with three dimensional continuous fibre reinforcement. Mater. Des. 2016, 90, 276–283. [Google Scholar] [CrossRef] [Green Version]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D printing of continuous carbon fiber prepreg filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Halip, J.A.; Hua, L.S.; Ashaari, Z.; Tahir, P.M.; Chen, L.W.; Uyup, M.K.A. Effect of treatment on water absorption behavior of natural fiber–Reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 141–156. [Google Scholar]
- Costa, C.G.; Bom, L.F.R.P.; Martins, C.R.; Da Silva, C.F.; De Moraes, M.A. (Bio)composites of chitin/chitosan with natural fibers. In Handbook of Chitin and Chitosan; Elsevier: Amsterdam, The Netherlands, 2020; pp. 273–298. [Google Scholar]
- Fronza, B.M.; Lewis, S.; Shah, P.K.; Barros, M.D.; Giannini, M.; Stansbury, J.W. Modification of filler surface treatment of composite resins using alternative silanes and functional nanogels. Dent. Mater. 2019, 35, 928–936. [Google Scholar] [CrossRef]
- Zielińska, A.; Carreiró, F.; Oliveira, A.; Neves, A.; Pires, B.; Venkatesh, D.; Durazzo, A.; Lucarini, M.; Eder, P.; Silva, A.; et al. Polymeric Nanoparticles: Production, Characterization, Toxicology and Ecotoxicology. Molecules 2020, 25, 3731. [Google Scholar] [CrossRef]
- Omanović-Mikličanin, E.; Badnjević, A.; Kazlagić, A.; Hajlovac, M. Nanocomposites: A brief review. Health Technol. 2020, 10, 51–59. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, J.; Senthil, T.; Wu, L. Mechanical and thermal properties of ABS/montmorillonite nanocomposites for fused deposition modeling 3D printing. Mater. Des. 2016, 102, 276–283. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS–graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Bustillos, J.; Montero, D.; Nautiyal, P.; Loganathan, A.; Boesl, B.; Agarwal, A. Integration of graphene in poly(lactic) acid by 3D printing to develop creep and wear-resistant hierarchical nanocomposites. Polym. Compos. 2018, 39, 3877–3888. [Google Scholar] [CrossRef]
- Gonçalves, J.; Lima, P.; Krause, B.; Pötschke, P.; Lafont, U.; Gomes, J.R.; Abreu, C.S.; Paiva, M.C.; Covas, J.A. Electrically Conductive Polyetheretherketone Nanocomposite Filaments: From Production to Fused Deposition Modeling. Polymers 2018, 10, 925. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, D.; Ren, Y.; Liao, G.; Jiang, S.; Liu, F.; Guo, J.; Xu, G. Thermal and mechanical properties of polyamide 12/graphene nanoplatelets nanocomposites and parts fabricated by fused deposition modeling. J. Appl. Polym. Sci. 2017, 134, 45332. [Google Scholar] [CrossRef]
- Christ, J.F.; Hohimer, C.J.; Aliheidari, N.; Ameli, A.; Mo, C.; Pötschke, P. 3D printing of highly elastic strain sensors using polyurethane/multiwall carbon nanotube composites. In Proceedings of the SPIE 10168, Sensors and Smart Structures Technologies for Civil, Mechanical, and Aerospace Systems, Portland, OR, USA, 25–29 March 2017. [Google Scholar] [CrossRef]
- Prashantha, K.; Roger, F. Multifunctional properties of 3D printed poly(lactic acid)/graphene nanocomposites by fused deposition modeling. J. Macromol. Sci. Part A 2017, 54, 24–29. [Google Scholar] [CrossRef]
- Haq, R.H.A.; Saidin, W.; Mat, U.W. Improvement of Mechanical Properties of Polycaprolactone (PCL) by Addition of Nano-Montmorillonite (MMT) and Hydroxyapatite (HA). Appl. Mech. Mater. 2013, 315, 815–819. [Google Scholar] [CrossRef] [Green Version]
- Gardner, J.M.; Sauti, G.; Kim, J.-W.; Cano, R.J.; Wincheski, R.A.; Stelter, C.J.; Grimsley, B.W.; Working, D.C.; Siochi, E.J. 3-D printing of multifunctional carbon nanotube yarn reinforced components. Addit. Manuf. 2016, 12, 38–44. [Google Scholar] [CrossRef]
- Rymansaib, Z.; Iravani, P.; Emslie, E.; Medvidović-Kosanović, M.; Sak-Borsnar, M.; Verdejo, R.; Marken, F. All-Polystyrene 3D-Printed Electrochemical Device with Embedded Carbon Nanofiber-Graphite-Polystyrene Composite Conductor. Electroanalysis 2016, 28, 1517–1523. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, M.S.; Sani, N.; Adamu, M.; Abubakar, M.K. Biodegradable polymers for sustainable environmental and economic development. MOJ Biorg. Org. Chem. 2018, 2, 192–194. [Google Scholar]
- Thakur, S.; Chaudhary, J.; Sharma, B.; Verma, A.; Tamulevicius, S.; Thakur, V.K. Sustainability of bioplastics: Opportunities and challenges. Curr. Opin. Green Sustain. Chem. 2018, 13, 68–75. [Google Scholar] [CrossRef] [Green Version]
- Soroudi, A.; Jakubowicz, I. Recycling of bioplastics, their blends and biocomposites: A review. Eur. Polym. J. 2013, 49, 2839–2858. [Google Scholar] [CrossRef]
- Patil, S.V.; Shelake, S.S.; Patil, S.S. Polymeric Materials for Targeted Delivery of Bioactive Agents and Drugs, in Fundamental Biomaterials: Polymers; Elsevier: Amsterdam, The Netherlands, 2018; pp. 249–266. [Google Scholar]
- Ru, J.; Huo, Y.; Yang, Y. Microbial Degradation and Valorization of Plastic Wastes. Front. Microbiol. 2020, 11, 442. [Google Scholar] [CrossRef] [Green Version]
- Ashter, S.A. Introduction to Bioplastics Engineering; William Andrew: Norwich, NY, USA, 2016. [Google Scholar]
- Wasti, S.; Adhikari, S. Use of Biomaterials for 3D Printing by Fused Deposition Modeling Technique: A Review. Front. Chem. 2020, 8. [Google Scholar] [CrossRef]
- Gordobil, O.; Egüés, I.; Llano-Ponte, R.; Labidi, J. Physicochemical properties of PLA lignin blends. Polym. Degrad. Stab. 2014, 108, 330–338. [Google Scholar] [CrossRef]
- Chiulan, I.; Frone, A.N.; Brandabur, C.; Panaitescu, D.M. Recent Advances in 3D Printing of Aliphatic Polyesters. Bioengineering 2017, 5, 2. [Google Scholar] [CrossRef] [Green Version]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [Green Version]
- Petinakis, E.; Yu, L.; Edward, G.; Dean, K.; Liu, H.; Scully, A. Effect of Matrix–Particle Interfacial Adhesion on the Mechanical Properties of Poly(lactic acid)/Wood-Flour Micro-Composites. J. Polym. Environ. 2009, 17, 83–94. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Guo, R.; Ren, Z.; Bi, H.; Song, Y.; Xu, M. Effect of toughening agents on the properties of poplar wood flour/poly (lactic acid) composites fabricated with Fused Deposition Modeling. Eur. Polym. J. 2018, 107, 34–45. [Google Scholar] [CrossRef]
- Ayrilmis, N. Effect of layer thickness on surface properties of 3D printed materials produced from wood flour/PLA filament. Polym. Test. 2018, 71, 163–166. [Google Scholar] [CrossRef]
- Daver, F.; Lee, K.P.M.; Brandt, M.; Shanks, R. Cork–PLA composite filaments for fused deposition modelling. Compos. Sci. Technol. 2018, 168, 230–237. [Google Scholar] [CrossRef]
- Murphy, C.A.; Collins, M.N. Microcrystalline cellulose reinforced polylactic acid biocomposite filaments for 3D printing. Polym. Compos. 2018, 39, 1311–1320. [Google Scholar] [CrossRef]
- Dong, J.; Li, M.; Zhou, L.; Lee, S.; Mei, C.; Xu, X.; Wu, Q. The influence of grafted cellulose nanofibers and postextrusion annealing treatment on selected properties of poly(lactic acid) filaments for 3D printing. J. Polym. Sci. Part B Polym. Phys. 2017, 55, 847–855. [Google Scholar] [CrossRef]
- Mimini, V.; Sykacek, E.; Hashim, S.N.A.S.; Holzweber, J.; Hettegger, H.; Fackler, K.; Potthast, A.; Mundigler, N.; Rosenau, T. Compatibility of Kraft Lignin, Organosolv Lignin and Lignosulfonate With PLA in 3D Printing. J. Wood Chem. Technol. 2019, 39, 14–30. [Google Scholar] [CrossRef]
- Gkartzou, E.; Koumoulos, E.; Charitidis, C.A. Production and 3D printing processing of bio-based thermoplastic filament. Manuf. Rev. 2017, 4, 1. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Martin, N.K.; Fong, M.L.; Stewart, S.A.; Irwin, N.J.; Rial-Hermida, M.I.; Donnelly, R.F.; Larrañeta, E. Antioxidant PLA Composites Containing Lignin for 3D Printing Applications: A Potential Material for Healthcare Applications. Pharmaceutics 2019, 11, 165. [Google Scholar] [CrossRef] [Green Version]
- Kaygusuz, B.; Özerinç, S. Improving the ductility of polylactic acid parts produced by fused deposition modeling through polyhydroxyalkanoate additions. J. Appl. Polym. Sci. 2019, 136, 48154. [Google Scholar] [CrossRef]
- Menčík, P.; Přikryl, R.; Stehnová, I.; Melčová, V.; Kontárová, S.; Figalla, S.; Bočkaj, J. Effect of selected commercial plasticizers on mechanical, thermal, and morphological properties of poly (3-hydroxybutyrate)/poly (lactic acid)/plasticizer biodegradable blends for three-dimensional (3D) print. Materials 2018, 11, 1893. [Google Scholar] [CrossRef] [Green Version]
- Ausejo, J.G.; Rydz, J.; Musioł, M.; Sikorska, W.; Sobota, M.; Wlodarczyk, J.; Adamus, G.; Janeczek, H.; Kwiecień, I.; Hercog, A.; et al. A comparative study of three-dimensional printing directions: The degradation and toxicological profile of a PLA/PHA blend. Polym. Degrad. Stab. 2018, 152, 191–207. [Google Scholar] [CrossRef] [Green Version]
- Valentini, F.; Dorigato, A.; Rigotti, D.; Pegoretti, A. Polyhydroxyalkanoates/Fibrillated Nanocellulose Composites for Additive Manufacturing. J. Polym. Environ. 2019, 27, 1333–1341. [Google Scholar] [CrossRef]
- Ou-Yang, Q.; Guo, B.; Xu, J. Preparation and Characterization of Poly(butylene succinate)/Polylactide Blends for Fused Deposition Modeling 3D Printing. ACS Omega 2018, 3, 14309–14317. [Google Scholar] [CrossRef]
- Jing, H.; He, H.; Liu, H.; Huang, B.; Zhang, C. Study on properties of polylactic acid/lemongrass fiber biocomposites prepared by fused deposition modeling. Polym. Compos. 2021, 42, 973–986. [Google Scholar] [CrossRef]
- Wang, Q.; Ji, C.; Sun, L.; Sun, J.; Liu, J. Cellulose Nanofibrils Filled Poly(Lactic Acid) Biocomposite Filament for FDM 3D Printing. Molecules 2020, 25, 2319. [Google Scholar] [CrossRef] [PubMed]
- Vaidya, A.A.; Collet, C.; Gaugler, M.; Lloyd-Jones, G. Integrating softwood biorefinery lignin into polyhydroxybutyrate composites and application in 3D printing. Mater. Today Commun. 2019, 19, 286–296. [Google Scholar] [CrossRef]
- Wu, C.-S.; Liao, H.-T.; Cai, Y.-X. Characterisation, biodegradability and application of palm fibre-reinforced polyhydroxyalkanoate composites. Polym. Degrad. Stab. 2017, 140, 55–63. [Google Scholar] [CrossRef]
- Wu, C.S.; Liao, H.T. Interface design of environmentally friendly carbon nanotube-filled polyester composites: Fabrication, characterisation, functionality and application. Express Polym. Lett. 2017, 11, 187–198. [Google Scholar] [CrossRef]
- Tian, J.; Zhang, R.; Wu, Y.; Xue, P. Additive manufacturing of wood flour/polyhydroxyalkanoates (PHA) fully bio-based composites based on micro-screw extrusion system. Mater. Des. 2021, 199, 109418. [Google Scholar] [CrossRef]
- Posen, I.D.; Jaramillo, P.; Landis, A.E.; Griffin, W.M. Greenhouse gas mitigation for U.S. plastics production: Energy first, feedstocks later. Environ. Res. Lett. 2017, 12, 034024. [Google Scholar] [CrossRef]
- Gokhale, S. 3D Printing with Bioplastics. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, October 2020. [Google Scholar]
- Landis, A.E.; Tabone, M.D.; Cregg, J.J.; Beckman, E.J. Response to Comments on “Sustainability Metrics: Life Cycle Assessment and Green Design in Polymers”. Environ. Sci. Technol. 2011, 45, 5058–5059. [Google Scholar] [CrossRef]
- Lewis, J.A. Direct-write assembly of ceramics from colloidal inks. Curr. Opin. Solid State Mater. Sci. 2002, 6, 245–250. [Google Scholar] [CrossRef]
- Ozbolat, I.T.; Hospodiuk, M. Current advances and future perspectives in extrusion-based bioprinting. Biomaterials 2016, 76, 321–343. [Google Scholar] [CrossRef] [Green Version]
- Mahmood, M.A.; Visan, A.I.; Ristoscu, C.; Mihailescu, I.N. Artificial Neural Network Algorithms for 3D Printing. Materials 2020, 14, 163. [Google Scholar] [CrossRef]
- Rojek, I.; Mikołajewski, D.; Macko, M.; Szczepański, Z.; Dostatni, E. Optimization of Extrusion-Based 3D Printing Process Using Neural Networks for Sustainable Development. Materials 2021, 14, 2737. [Google Scholar] [CrossRef]
- Goh, G.D.; Sing, S.L.; Yeong, W.Y. A review on machine learning in 3D printing: Applications, potential, and challenges. Artif. Intell. Rev. 2021, 54, 63–94. [Google Scholar] [CrossRef]
- Razvi, S.S.; Feng, S.; Narayanan, A.; Lee, Y.-T.T.; Witherell, P. A Review of Machine Learning Applications in Additive Manufacturing. In Proceedings of the ASME 2019 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Anaheim, CA, USA, 18–21 August 2019. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Parameter | Brief Description |
|---|---|---|
| Slicing parameters | Layer thickness/height | The thickness of each deposited layer in the build platform |
| Raster width | Width of deposited beads | |
| Flow rate | The volume of the filament extruded through the nozzle in per unit time | |
| Print speed | The distance an extruder goes per unit time during the print process | |
| Infill density | The percentage of the volume of the internal structure to be filled with filament material | |
| Raster orientation/angle | The direction of a raster relative to the x-axis of the respective build platform | |
| Infill pattern | Some common infill patterns are hexagonal, diamond, or linear | |
| Air gaps | In a layer, the gap between two adjacent rasters. If overlapped, this value is said to be negative | |
| Contour width | The width of the material bead used for contours | |
| Orientation | Build orientation | This parameter defines how the part is oriented on the build platform based on the Cartesian coordinate system |
| Temperature Conditions | Extrusion temperature | The temperature at which the filament is heated in a liquefier during the FFF process |
| Bed/platform temperature | The temperature of printing bed or build platform | |
| Ambient temperature | The surrounding temperature where a FFF machine is located. This temperature may impact moisture content, warping, or cooling rate |
| Material | ABS | PLA | PC | PEEK | PEI | Nylon | HIPS |
|---|---|---|---|---|---|---|---|
| Price per kg | $17–25 | $15–25 | $30–70 | $400–700 | $140–220 | $30–70 | $20–60 |
| Material | Source | Advantages | Disadvantages | Printing Temperature Range |
|---|---|---|---|---|
| ABS | Petroleum | Good impact resistance, toughness, inexpensive | Prone to warp, produce unpleasant gases | 210–250 °C |
| PLA | Plant starch | Biodegradable, does not warp, inexpensive | Poor mechanical properties, rough texture, brittle | 190–230 °C |
| PC | Bisphenol | Strong and flexible, good optical properties | High print temperature, absorb moisture | 260–310 °C |
| PEEK | Bisphenolate | Good rigidity and strength, light weight, heat and chemical resistance | High print temperatures, expensive, prone to warp | 360–420 °C |
| PEI | Bisphenol-A dianhydride | Good heat resistance, chemical stability, good rigidity, and strength | High print temperatures, expensive, prone to warp, difficult to print | 340–380 °C |
| Nylon | Crude oil | Good mechanical Properties, inexpensive, wear resistance, heat resistance | Prone to warp, high printing temperature | 240–270 °C |
| HIPS | Petroleum | Dissolvability, high impact resistance, biodegradable | Prone to warp, heated build platform required, emits styrene while printing | 220–250 °C |
| References | Matrix | Reinforcement Material | Percentage % of Reinforcement | FFF Machine |
|---|---|---|---|---|
| Hwang et al. [54] | ABS | Iron Copper | 10–40% 10–40% | NP-Mendel (Opencreators) |
| Masood and Song [53] | Nylon | Iron | 30% and 40% | - |
| Kalsoom et al. [55] | ABS | Diamond | 10–30% | Miicraft 3D Printer |
| Shemelya et al. [56] | PC | Tungsten | 1–5% | MakerBot Replicator |
| Mostafa et al. [57] | ABS | Iron | 10% | FDM3000 |
| Nikzad et al. [58] | ABS | Iron Copper | 10–40% 10–40% | FDM300 |
| Ryder et al. [59] | ABS | SS | 10%, 15%, and 23% | - |
| Quill et al. [60] | ABS | BN | 5–35% | Hyrel System 30 M |
| Khatri et al. [61] | ABS | Barium titanate | 10–50% | MakerBot Replicator 2X |
| Zhang et al. [62] | PLA | HA | 15% | - |
| Antoniac et al. [63] | PLA | Magnesium 150 g | 4 g 6 g | Anet A8 3D Printer |
| Singh et al. [64] | Nylon 6 | Al2O3 | 30–50% | Stratasys uPrint |
| Abdullah et al. [65] | PA 12 | ZrO2 β-TCP | 15% 15–20% | Makerbot Replicator 2X |
| Chen et al. [66] | PVA | β-TCP | 5–20% | German RepRap X350pro printer |
| Corcione et al. [67] | PLA | Micron-sized HA | ≤50% | 3DPRN LAB 3D printer |
| Wei et al. [68] | ABS | Graphene oxide | 0.4–7.4% | HOF1-X1 |
| PLA | Graphene oxide | 0.8% | HOF1-X1 | |
| Rahim et al. [69] | PA | HA ZrO2 | 5% 15% | Makerbot Replicator 2X |
| Spoerk et al. [70] | Polypropylene | Glass | 30% | Duplicator i3 v2 |
| Nabipour et al. [71] | Polyethylene | Copper | 25%, 50%, and 75% | - |
| Nabipour and Akhoundi [72] | ABS | Copper | 25% | Quantum FDM 3D printer type 2020 |
| References | Matrix | Reinforcement Fiber Materials | Percentage % of Reinforcement | FFF Machine |
|---|---|---|---|---|
| Ferreira et al. [78] | PLA | Carbon | 15% | BQ Prusa i3 Hephestos |
| Kamaal et al. [79] | PLA | Carbon | 5.5% | Ypanx Falcon 3D printer |
| Ning et al. [80] | ABS | Carbon | 3–15% | Leapfrog 3D Printers |
| Zhang et al. [81] | ABS | Carbon | 15% | QIDI Tech dual-nozzle 3D printer |
| Tekinalp et al. [82] | ABC | Carbon | 10–40% | Solidoodle 3 |
| Sodeifian et al. [83] | Polypropylene | Glass | 30% | SIZAN 3D printer |
| Gupta et al. [84] | PC | Carbon | 3–7.5% | Ultimaker 3 |
| Mohammadizadeh et al. [85] | Nylon | Carbon | 8 wt.% | ULTIMAKER S5 |
| References | Matrix | Continuous Fibers | FFF Machine |
|---|---|---|---|
| Li et al. [89] | PLA | Carbon | - |
| Tian et al. [90] | PLA | Carbon | - |
| Melenka et al. [91] | Nylon | Kevlar | MarkOne 3D printer |
| Hart et al. [92] | Nylon | Carbon | Markforged Mark 2 |
| Van Der Klift et al. [93] | Nylon | Carbon | Mark One 3D Printer |
| González-Estrada et al. [94] | Nylon | Glass/carbon | Mark Two 3D printer |
| Akhoundi et al. [95] | PLA | Glass | - |
| Bettini et al. [96] | PLA | aramid | Blue Tek Strato |
| Mori et al. [97] | ABS | Carbon | - |
| Araya-Calvo et al. [98] | PA | Carbon | Mark Two 3D printer |
| Mohammadizadeh et al. [85] | Nylon | Carbon | Markforged Mark Two |
| Brooks and Molony [99] | PLA | Carbon, Kevlar, basalt, and 316 stainless steel wire | MakerGear M2 |
| ABS | Da Vinci 1.0 A |
| References | Matrix | Nanocomposite Fibers Material | Percent % of Reinforcement | FFF Machine |
|---|---|---|---|---|
| Weng et al. [106] | ABS | Organic modified montmorillonite | 1%, 3%, and 5% | Creator 3D Printer |
| Dul et al. [107] | ABS | Graphene nanoplatelet | 2%, 4%, and 8% | Sharebot NextGeneration desktop 3D printer |
| Bustillos et al. [108] | PLA | Graphene | - | MakerBot Replicator 2 |
| Gonçalves et al. [109] | PEEK | Carbon nanotubes and graphite nanoplates | - | - |
| Zhu et al. [110] | PA12 | Graphite nanoplates | 6% | |
| Christ et al. [111] | TPU | MWCNT | 3% | Makerbot Replicator 2 |
| Prashantha and Roger [112] | PLA | Graphene nanoplates | 10% | - |
| Haq et al. [113] | PCL | MMT MMT/HA | 2–4% 2–4%/10% | - |
| Gardner et al. [114] | Ultem | Carbon nanotube | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dey, A.; Roan Eagle, I.N.; Yodo, N. A Review on Filament Materials for Fused Filament Fabrication. J. Manuf. Mater. Process. 2021, 5, 69. https://doi.org/10.3390/jmmp5030069
Dey A, Roan Eagle IN, Yodo N. A Review on Filament Materials for Fused Filament Fabrication. Journal of Manufacturing and Materials Processing. 2021; 5(3):69. https://doi.org/10.3390/jmmp5030069
Chicago/Turabian StyleDey, Arup, Isnala Nanjin Roan Eagle, and Nita Yodo. 2021. "A Review on Filament Materials for Fused Filament Fabrication" Journal of Manufacturing and Materials Processing 5, no. 3: 69. https://doi.org/10.3390/jmmp5030069
APA StyleDey, A., Roan Eagle, I. N., & Yodo, N. (2021). A Review on Filament Materials for Fused Filament Fabrication. Journal of Manufacturing and Materials Processing, 5(3), 69. https://doi.org/10.3390/jmmp5030069