1. Introduction
Technological progress has led to the development of hybrid bearings that entail the use of ceramic rolling elements characterized by a high bearing stiffness, low weight, non-negligible self-lubricating properties, high corrosion resistance, and electric insulation [
1,
2,
3,
4]. Because of their peculiar physical, thermal, and mechanical properties, these bearings have been considered for several applications, including those related to the production of electric motors, medical equipment, machine tool spindles, and turbine generators [
5,
6,
7]. In [
8], a wide review of applications of hybrid bearings is presented.
Since ceramic bearings are highly resistant to wear and abrasion, their manufacturing, which is traditionally based on the use of diamond paste and grinding wheels, which operate by abrasion, presents several challenges. Wheels are generally made of Cast Iron, while the abrasive coating is composed of electrodeposited Diamond particles. The manufacturing process is time-consuming and complex, as it involves the removal of material both from the ball surface and from the grinding wheel. This action generates heat, and it evolves in time as a function of both the ball surface parameters (roughness) and the grinding wheel surface condition (abrasive particles removal). Given the complexity of these phenomena, the bearing manufacturing industry is demanding improvements in materials, geometry, and process parameters calibration.
With respect to the coating of grinding wheels, many technological solutions adopted by the industry stem from experience cumulated in the use of Diamond paste or Diamond based coatings in machinery tools for grinding [
9], lapping [
10], and polishing operations [
11,
12]. The literature indicates that there are many different methods available to cover a substrate with a hard-protective layer, [
13] provide a useful review in which the main coating techniques are listed and compared to one another, with the identification of the main advantages and disadvantages.
The most widely used techniques to produce thin coatings are physical vapor deposition (PVD) [
14], chemical vapor deposition (CVD), electrodeposition and cold spraying. PVD and CVD fall within the category of vapor-phase plasma-based deposition methods and allow high-quality coatings with no limitation on the coating or substrate material. The layers obtained usually have a thickness ranging from 2 to 10 μm and are particularly suited to improve sliding wear and low-stress abrasive wear. For what concerns electrodeposition, a deep review is presented in [
15]. The principles of the electrodeposition process are based on the electrochemical phenomena associated with the reduction or deposition of electroactive species on the cathode surface. The empirical factors affecting the electrodeposition process are many; however, it can be precisely controlled [
16]. In recent years, a new deposition technique is gaining momentum: Cold-Spray deposition. More details about the surface coating technique can be found in [
17]. Gas dynamic cold spraying or Cold Spraying is a coating deposition method in which solid powders (1 to 50 μm in diameter) are accelerated in a supersonic gas jet to velocities up to 1200 m/s. During the impact with the substrate, particles undergo plastic deformation and adhere to the surface. To achieve a uniform thickness, the spraying nozzle is scanned along the substrate. Metals, polymers, ceramics, composite materials, and nanocrystalline powders can be deposited using cold spraying. The kinetic energy of the particles, supplied by the expansion of the gas, is converted to plastic deformation energy during bonding. Unlike thermal spraying techniques, e.g., plasma spraying, arc spraying, flame spraying, or high-velocity Oxygen fuel (HVOF), the powders are not melted during the spraying process [
18].
In industrial applications for surface processing and finishing manufacturing processes of components, coatings are applied to abrasive wheels with the above-mentioned techniques. The use of metal matrix diamond composite for abrasive application of wear-resistant material was already investigated in [
19], and since then, following the development of coating techniques, the implementation of diamond metal composites had spread in machining applications. Recently, diamond-reinforced metal matrix composites (DMMC) have been investigated for alternative abrasive coatings [
18] and tools [
20]. Numerous investigations have focused on the tribological wear and behavior of diamond reinforced composites coating, for example, in [
21], where microstructure and the distribution of diamond and tungsten carbide are investigated, and in [
14] and in [
15], where the influence of the processing parameters on wear of coating of respectively PVD and electrodepositionis investigated, and the different techniques used to depose it [
22]. Moreover, there are several aspects that affect the reinforced composites coatings, such as diamond size [
23], coating thickness [
24], or thermal conductivity [
25,
26]. DMMC durability in aggressive abrasive conditions has been studied [
20]. This technique also applies well to multilayer coatings [
27].
For what concerns bearing balls manufacturing when abrasion is required, the traditional abrasive approach is required, even if other approaches are presented in the literature as in [
28] where an apparatus based on a completely different approach, that is, magnetic floating, is presented for polishing of Si
3N
4 balls.
Investigating the abrasive process of bearing balls involves quantifying the abrasion properties of the different coating and coating processes, that is, on one side investigating the wear resistance and adhesion properties of the coating and on the other side investigating the capability of the coating to abrade the balls. The first topic is widely investigated in the literature, and a dedicated Standard is available; for example, the two and three-body abrasion testers are described in [
29,
30] to test the adhesion and wear resistance of coatings. For example, in [
21], wear tests are performed by means of a two-body abrasion tester. The wear rate is measured from the weight loss and expressed as the volume loss per unit distance run in wear testing. In [
20], the volume loss rate and the mass loss rate, the particle distribution, and homogeneities are investigated for metal matrix composites (MMC) obtained with diamond particles charges for different diamond grits deposited on a stainless-steel substrate. Abrasion tests were performed according to the ASTM G65 Standard, which is a dry sand/rubber wheel apparatus. The results confirmed the beneficial effect of the nickel coating on the diamond in producing an improved abrasion resistance. In [
31], a large investigation on the grinding performance of electrodeposited diamond wheels for hard metals against ceramic is reported. Eighteen kinds of synthetic diamond abrasive grains are compared. The peripheral speed of a wheel at tests was (1000 m/min) and thrust constant pressure of grinding was (490 kPa). Grinding time, stock removal, tangential and normal grinding force were measured. In particular, the parameters grinding work and cumulative grinding work are defined as the sum of the integrals of the grinding normal and tangential forces over grinding length for a given path and for all the paths, respectively. The removed volume (stock removal) is in the paper plotted vs. the grinding work. No standard procedure or equipment is described and applied in this work. In [
23], pin on disk tests are run with a 4 mm Si
3N
4 ceramic ball (pin), with a 550 g (5.4 N) load, 500 rpm, and 5 mm diameter wear track. In this paper, an analysis of the effects of the diamond size and Ni matrix on the deposition characteristics are presented. The friction coefficient (COF) of some tests is reported, but no other tribological parameters are mentioned. In [
32], both pin on disk and wear tests in dry conditions are performed but on specimens with coatings obtained with cermet powders. In this paper, the COF between the different coatings and the pin is investigated, and the wear track is reconstructed after the pin on disk tests by means of 3D microscopy, allowing measurement of the coating removed volume and wear track diameter. Roughness measurements of the substrate were performed to integrate the investigation on adhesion coating behavior. A similar experimental approach is reported in [
21], where the scar trace is investigated to quantify the removed volume and the abrasion performance of different coatings. The friction coefficient and the wear rate are simultaneously investigated by means of two-body abrasion tests. In the quantitative and qualitative investigation of wear and friction problems, a specific thought can be given to a piece of new equipment able to reconstruct in real-time the wear scar thanks to a pin-on-disc tribometer equipped with a Digital Holographic Microscope (DHM) [
33].
For the second topic, which is investigating the capability of the coating to abrade the balls, the problem of wear testing and wear volume loss measurement are faced in international standards as per [
34,
35,
36]. In these documents, the testing equipment, procedure, and the abraded volume measurements are described. Pin on disk testing is widely used both for investigating tribological and wear behaviors of mating materials. Special dedicated equipment is used to test in critical conditions like cryogenic testing, as described in [
37]. The same test can cover two different problems and different approaches. If the focus is on the force required to rotate the disk pushed by the pin, then friction parameters are obtained; however, if the focus is volume abraded by friction phenomena, then wear parameters are obtained. In [
38], two testing procedures for the diagnosis of commercial pin-on-disc tribometers are described and proposed as reference procedures. In the above-mentioned Standards, the abraded volume is quantified by means of profile, microscope and dimensional measurements of the samples before and after testing. For example, in [
6], pin on disk tests results are reported and related to the friction of alumina balls against diamond ceramic coating for prosthetic application. In this research, the wear volume and wear rate are measured according to [
36], and the worn ball radius is measured by an optical microscope.
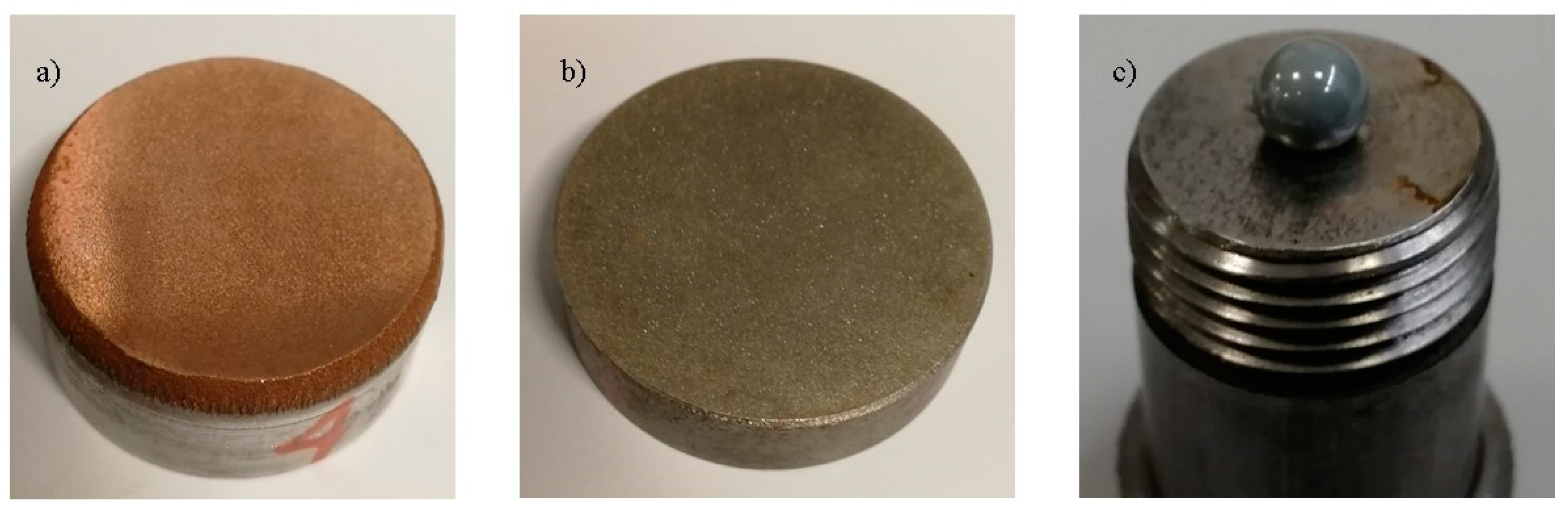
The purpose of this paper is to assess the effects of two different diamond coatings (electrodeposited diamond paste and cold sprayed DMMC) on the wear resistance and final surface characteristics of Silicon Nitride (Si3N4) bearings. In such a context, laboratory tests were carried out by means of the pin-on-disk approach while considering the impact on test results of several operational variables (e.g., rotating speed and test geometry). Results were interpreted by referring to meaningful wear and tribological parameters and by considering the different composition and surface morphology of the two coatings. As illustrated in the final section of the paper, it is envisioned that obtained results can be of practical use for the optimization of the manufacturing process of ceramic ball bearings.
3. Results and Discussion
Processed results of all tests were analyzed to assess the different abrasive behavior of the two considered coatings (DMMC and D30) employed to produce ceramic ball bearings.
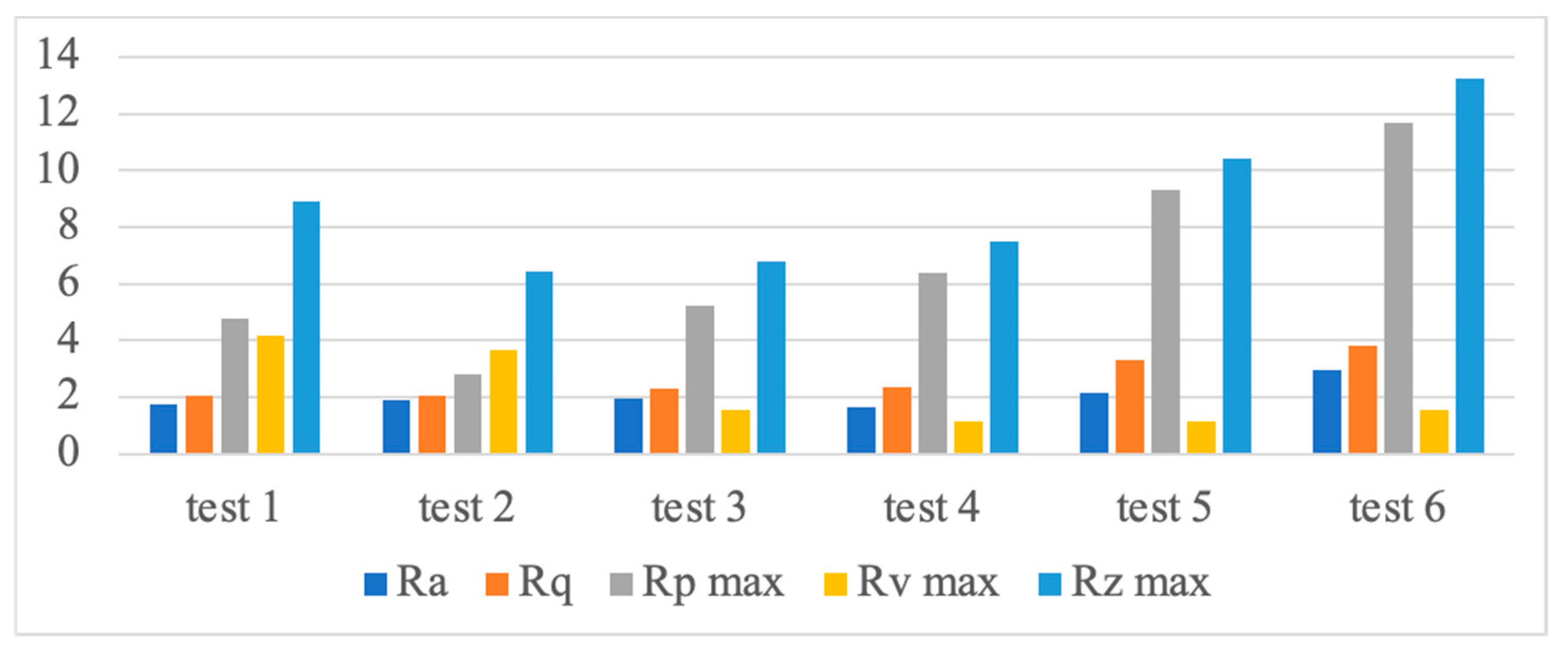
Table 7 displays the results derived from surface roughness measurements carried out on bearing balls before and after pin-on-disk tests. For ease of interpretation, the results obtained after pin-on-disk testing are also reported graphically in
Figure 7.
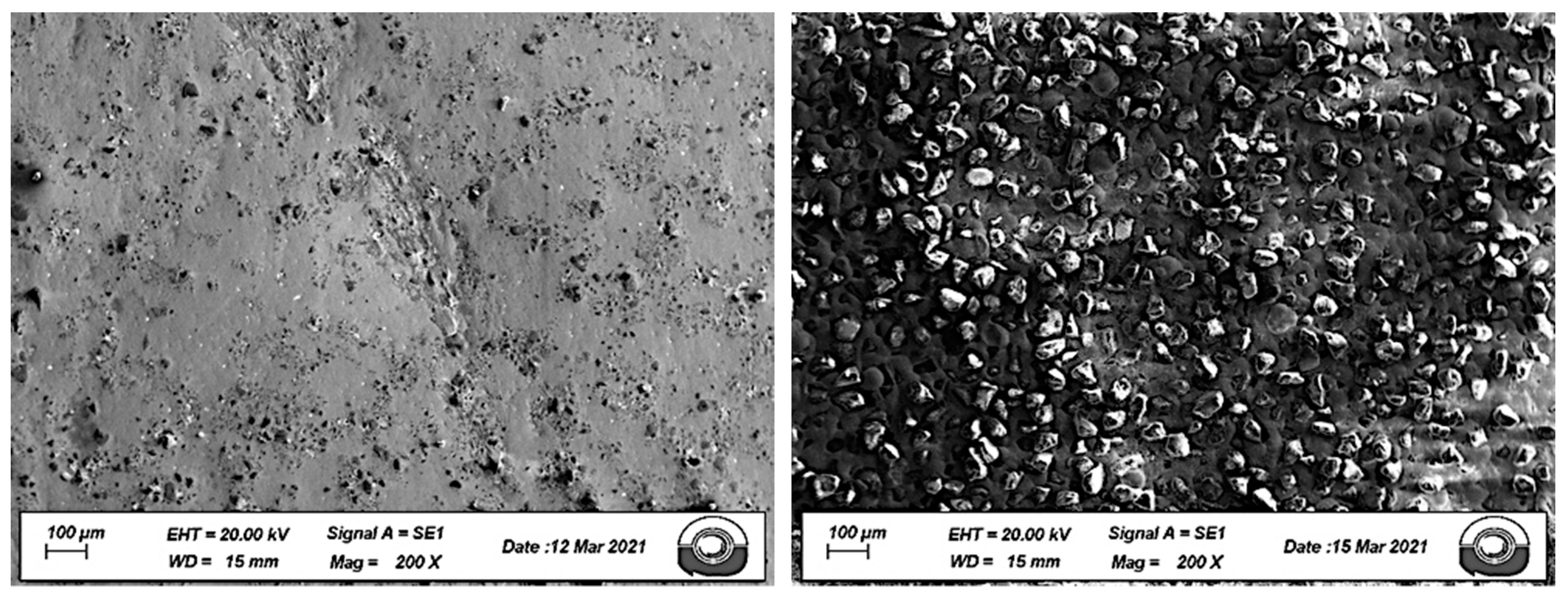
Surface roughness measurements were performed on coated disks only before pin-on-disk testing since roughness variations occurred exclusively in the wear tracks because of Si
3N
4 debris deposition. Roughness data recorded before pin-on-disk tests are listed in
Table 8. Roughness parameters obtained for the disk coated with D30 are comparable to those reported in the literature [
12] for polishing disks used in an industry setting to produce Si
3N
4 bearing balls. Furthermore, the data displayed in
Figure 7 indicate that in most cases (except for
Rvmax), the roughness parameters of bearing balls subjected to abrasion with the D30 coated plate are higher than those of the balls processed in contact with DMMC. Such an outcome is consistent with the coarser surface morphology of the D30 coating, which leads to the creation of a rougher final surface.
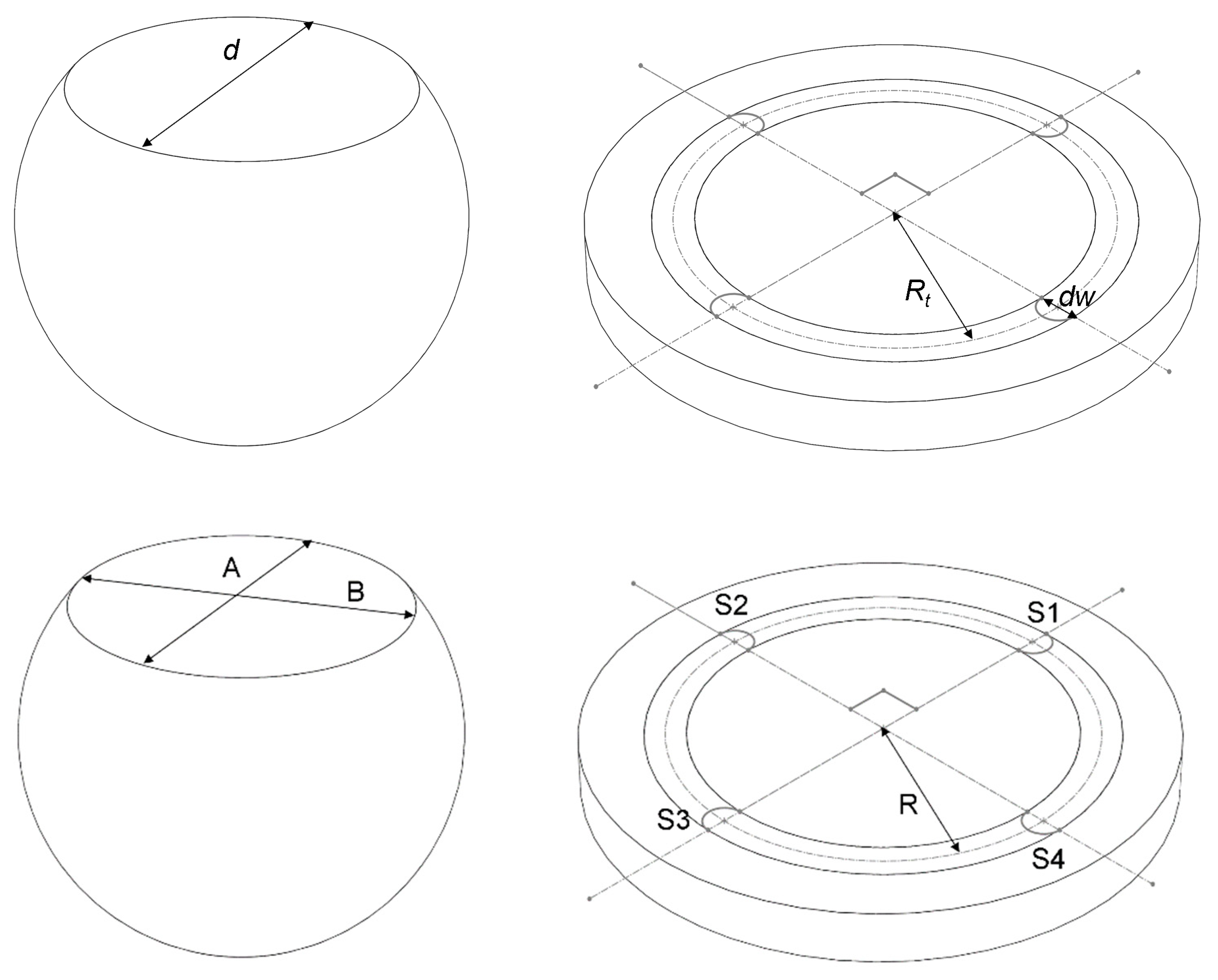
For each pin-on-disk test, the wear of the bodies in contact was calculated using both methods described in
Section 2.2, thereby obtaining the results listed in
Table 9 and in
Table 10 for tests carried out at a distance of 7 mm and 11 mm from the disk center, respectively. Volume losses are also represented in graphical form in
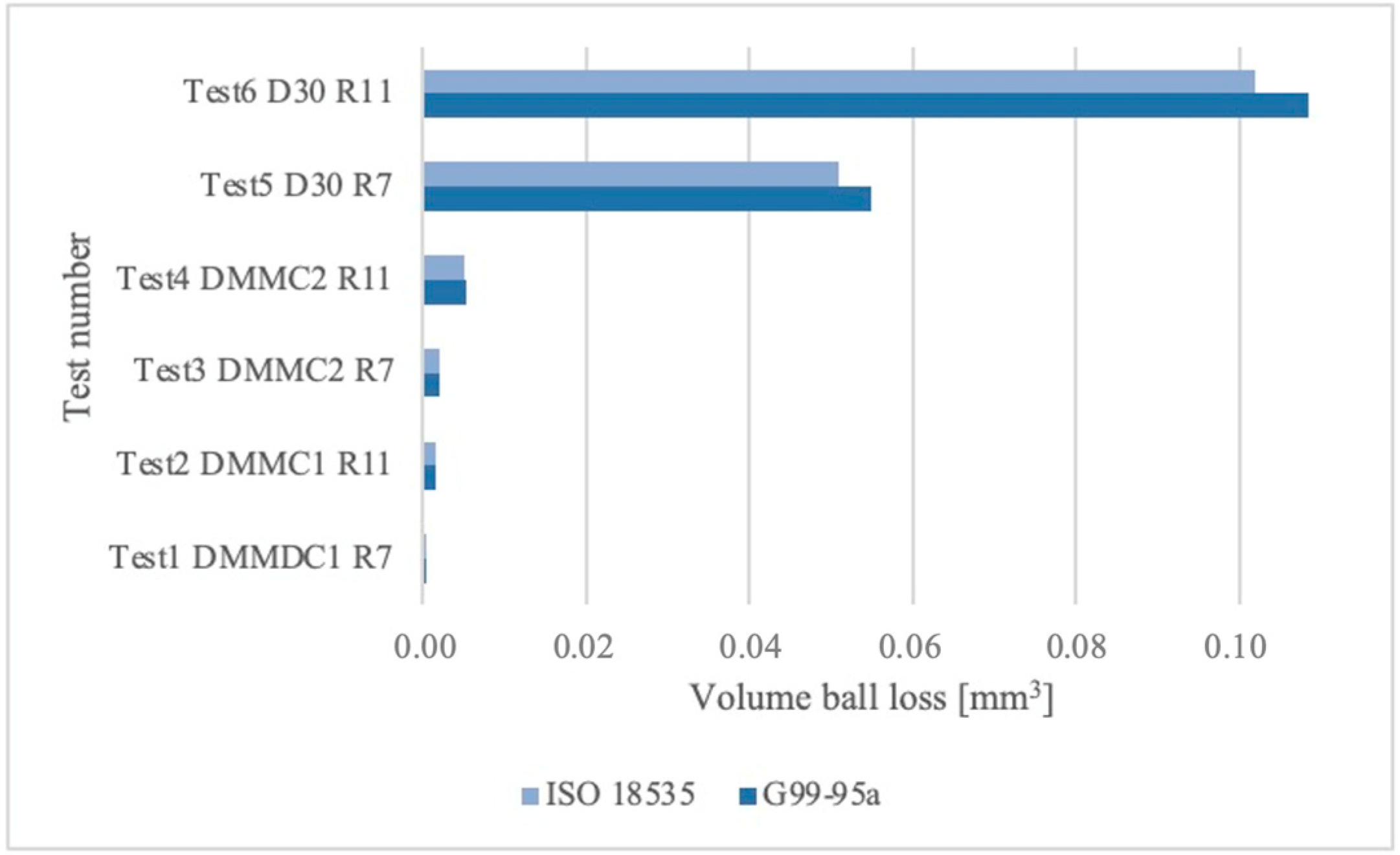
Figure 8.
As expected, values of the sphere volume loss
Vb calculated with both standards (G99 and ISO18535) were very similar. However, values of the disk volume loss
VdISO calculated according to ISO 18535 were found to be positive, thereby indicating a disk volume increment rather than a decrement [
33,
56,
57]. Such an outcome can be explained by referring to the significant roughness of the disks and the deposition of debris in the surface irregularities, with the resulting conclusion that the formula proposed for the calculation of
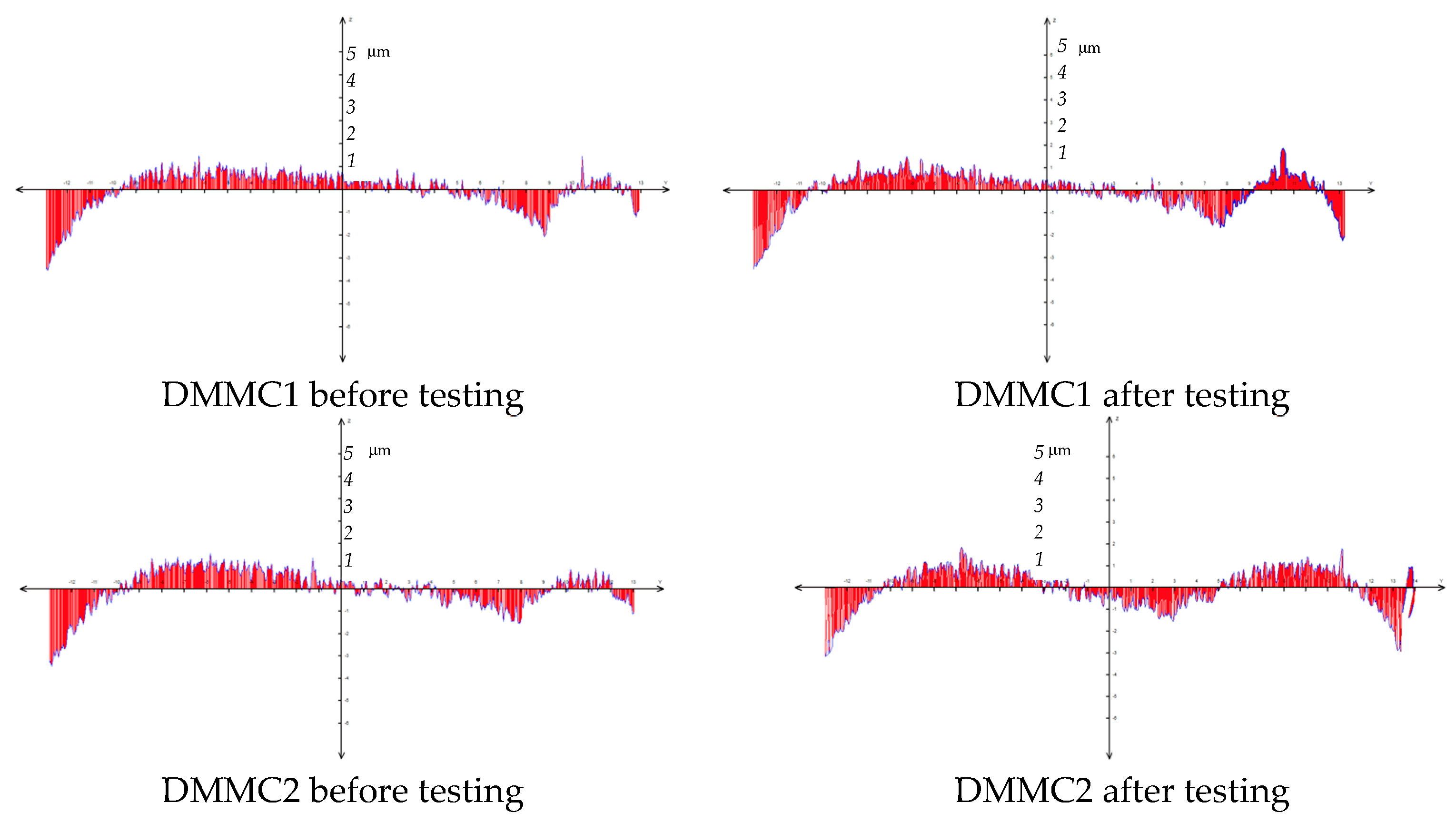
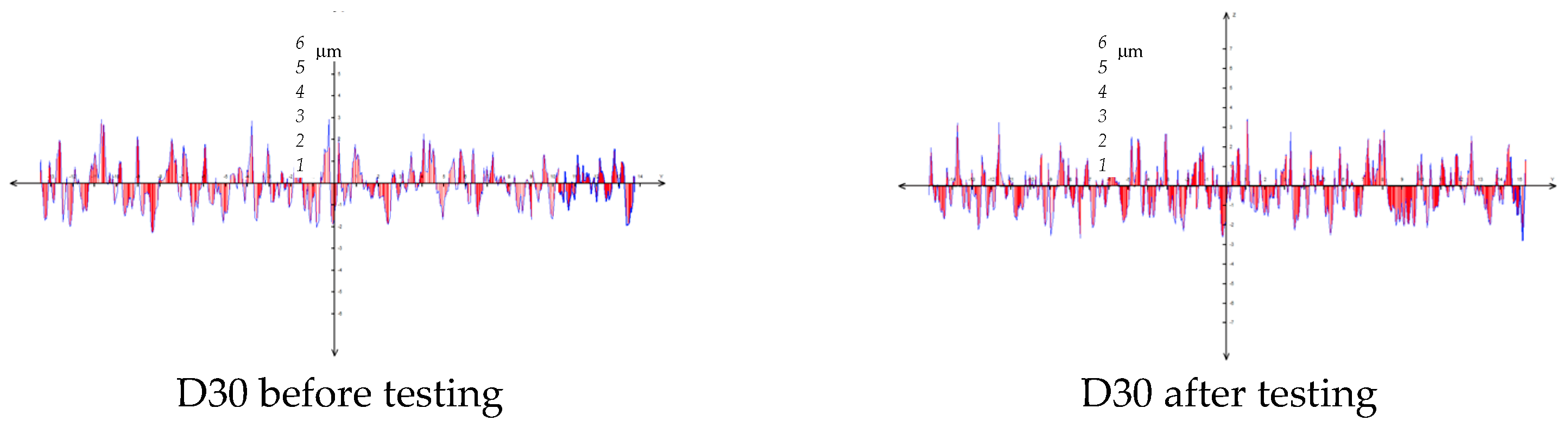
Vd may not be reliable for disks in this kind of experiment where the abraded part is the ball (pin). This result is confirmed by profile measurements and by visual and optical microscope observation of wear track on disks (
Figure 9). The measurements obtained by means of the profilometer along a diameter (Y direction) are reported in
Figure 10 as an example before and after testing. It is evident that the wear of the disks can be neglected if compared with the wear of balls.
When considering the entire set of experimental data obtained from tests carried out with the DMMC, it can be observed that volume losses were found to increase while values of the local linear speed decreased. In particular, this can be assessed by progressively considering the results of Test 1 and Test 2, carried out by using the same DMMC Specimen 1 (with linear speeds of 29.3 and 23.0 mm/s, respectively), and Test 3, run with the second coated disk DMMC Specimen 2 and with a linear speed of 14.7 mm/s. Results obtained for Test 4 (with the highest linear speed, equal to 34.5 mm) seem to deviate from the identified trend, with a volume loss that was found to be higher than expected. However, this can be explained by considering the higher surface roughness of the DMMC Specimen 2 (see
Table 8), which, as proven by experimental observation, can counterbalance the effects of increasing contact speeds.
Results obtained from tests carried out with the D30 coating (Tests 5 and 6) suggest that when using a coarser material characterized by a rougher surface (see
Table 8), higher levels of abrasion are produced by making use of higher local linear speeds. It can also be observed that the use of the D30 coating leads to higher levels of wear (i.e., higher volume loss values) in comparison to those of DMMC coatings, with the consequent creation of a rougher final surface (see
Table 7).
For D30 and DMMC Specimen 2, higher linear local speed results seem to be related to a higher abraded volume for both coatings. The same result can be found in the coating abrasion testing in [
54], where this trend is justified by different abrasion phenomena occurring with increasing speed. Another piece of evidence is that the surface roughness of the disk is more influenced by abrasion than linear local speed. This piece of evidence will be better investigated when discussing the wear coefficient
k and wear rate
u.
Lastly, the effect of disk abrasion on ball average roughness values (
Ra,
Rq,
Table 7) seems to not be affected by processing speed (Test 1 vs. Test 2; Test 3 vs. Test 4; Test 5 vs. Test 6) while it seems to be affected by abrading disk roughness (Test 1–4 vs. Test 5–6). On the other hand, the maximum roughness values (
Rvmax,
Rpmax,
Rzmax,
Table 7) seem to be affected by both abrasion speed (Test 1 vs. Test2; Test 3 vs. Test 4; Test 5 vs. Test 6) and by abrading disk roughness (Test 1–4 vs. Test 5–6).
In [
21], the relationship between grain size and wear rate is discussed for diamond reinforced coatings against mild steel. In particular, it is reported that the wear rate increases with abrasive size. The increment changes from marginal to significant when the abrasive size is increased from 90 mm to 120 mm. The observation of the groove width and depth confirms this result. In the present research, the hardness of the surface subjected to abrasive wear, that is, Si
3N
4, is higher than mild steel, and the abrasion mechanism is different from [
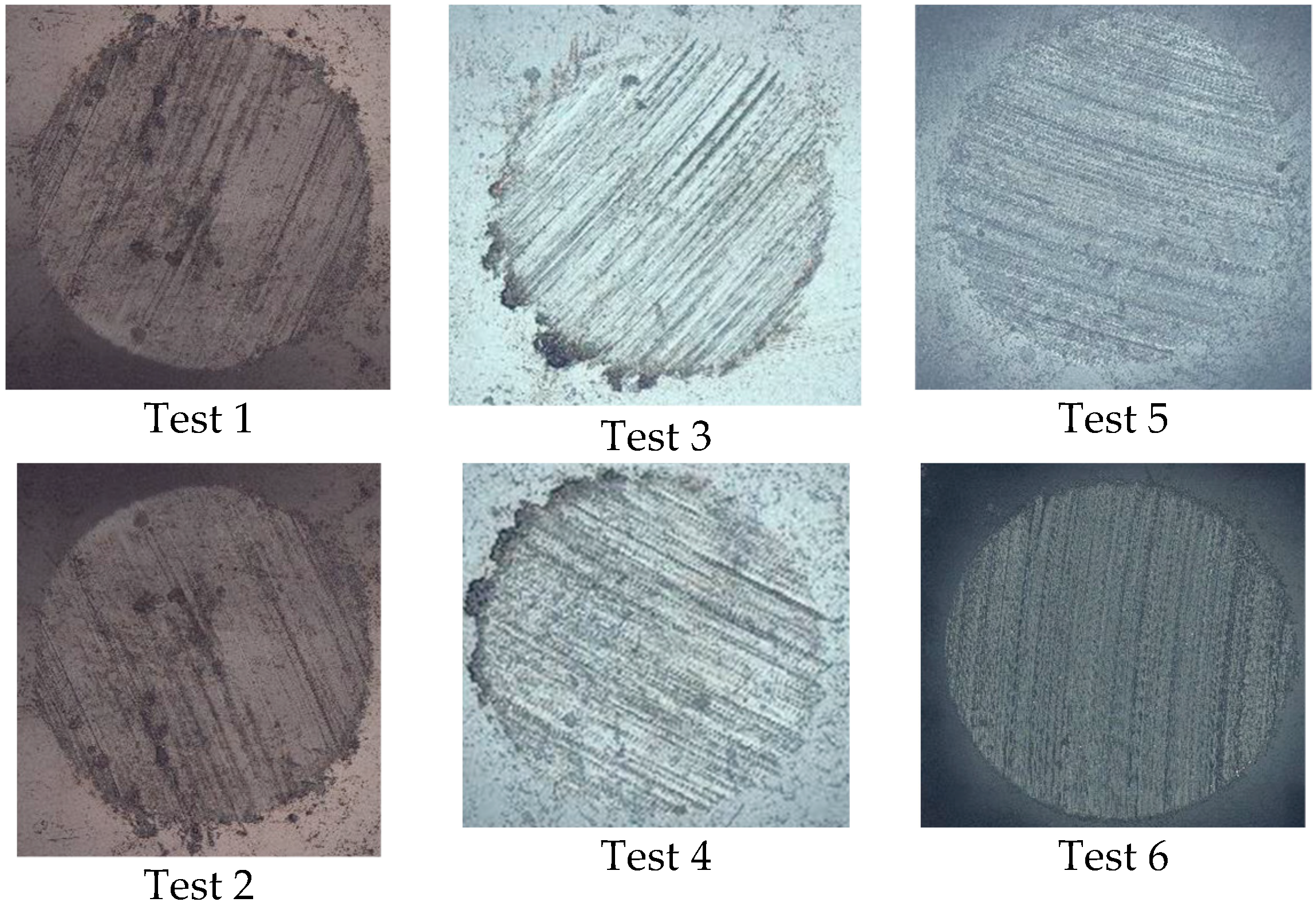
21] as a less ductile and more brittle material is interacting with diamond particles. Moreover, the influence of grain size is supposed to be less effective, as it can be observed in
Figure 11, where the wear scars on the balls appear to be similar. Nevertheless, the ball roughness measurements reported in
Table 7 show an agreement with [
21]: a larger abrasive grain size (D30) generates a higher roughness and a larger wear rate. This effect is much more evident when comparing the trend of wear rate with grain size: it is evident that D30’s higher abrasive grains are related to the higher wear rate of smaller grains size of DMMC.
The investigation of the abrasion mechanism of Si
3N
4 is widely reported in [
58], where different Si
3N
4 microstructures were investigated. In the paper, a model of volume wear loss for brittle materials is discussed. For Si
3N
4, wear involves plastic deformation, which can be observed in the form of scars and wear sheet formation. The debris are compact, and they are mainly generated as wear sheet formed where the surface of silicon nitride is heavily deformed, that is at the edges of grooves. The same kind of abrasion of wear scars is observed using a microscope in the Si
3N
4 balls tested in the present research (
Figure 12). In [
58], it is also reported that the principal mechanism of material abrasion for brittle materials is a subsurface fracture, which occurs mainly at microstructural heterogeneities, and generally is limited. The wear is mainly related to many factors such as contact surface, stress, speed, temperature, lubrication, and environment. In the discussed model, the properties of the abrading surface are not described. The abrasive behavior is related primarily to the hardness of the surface subjected to abrasive wear, the presence of protruded hard particles, and the capability of the hard particles to bear applied load so that it remained intact on the surface. In [
58], the authors conclude that the low wear rate resulting from the investigated Si
3N
4 specimens does not assume that the wear model is reliable for Si
3N
4 brittle material.
From the analysis of ∆
volume, that is column 4 in
Table 9 and
Table 10, the two different volume loss estimations, proposed in the two Standards [
34,
44], gave results with a difference lower than 8%. As reported, this difference does not affect the discussion of the results, and both formulations can be applied to compare the wearing performance of the two investigated coatings. Then, through the values of volume lost by the balls according to ASTM G99, the wear coefficient
k and wear rate
u (µm/h) of the six tests were calculated using Archard equation Equations (9) and (10). In
Table 11 and
Table 12, the estimated values at
Rt = 7 mm and 11 mm, respectively, are reported.
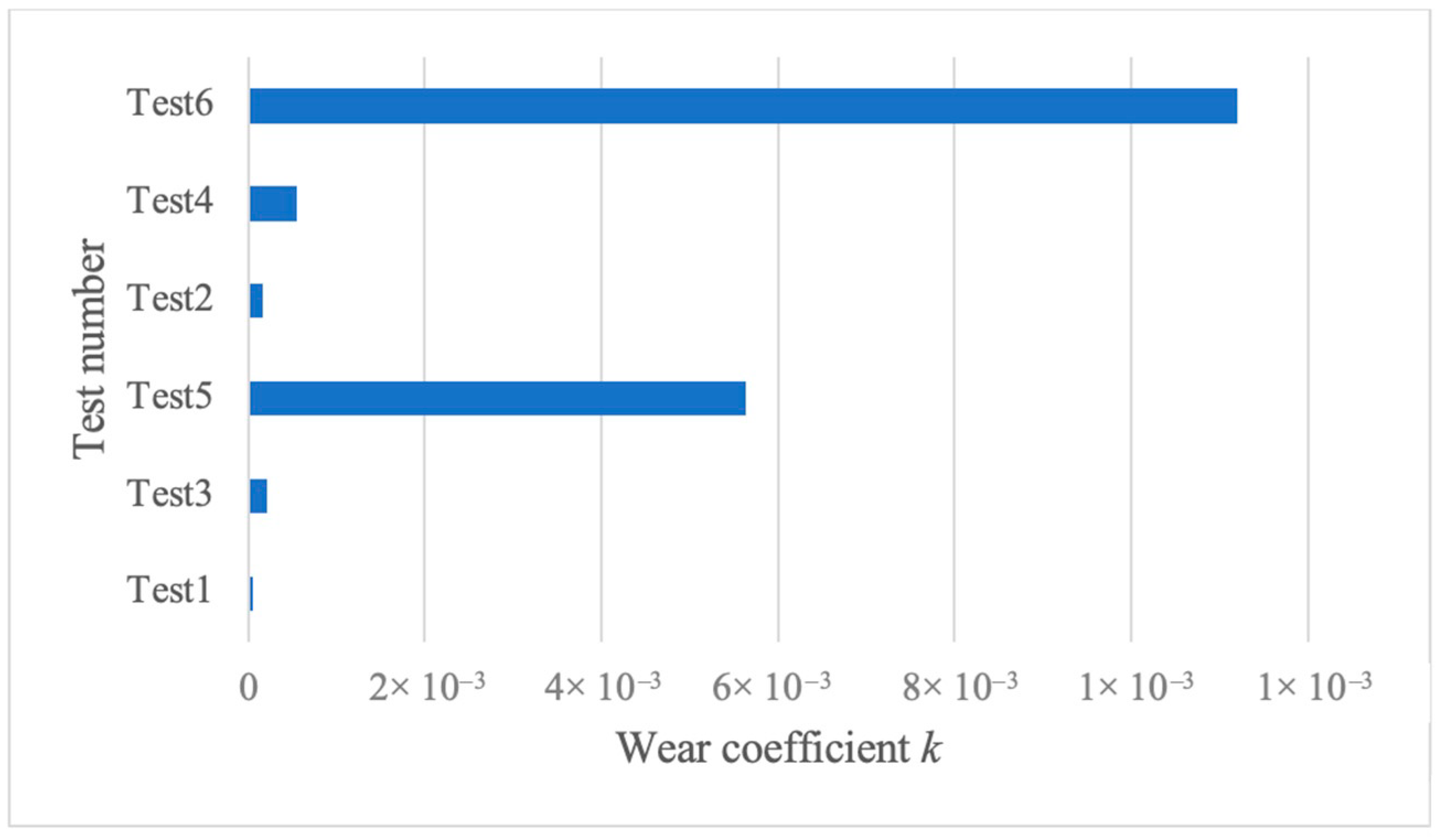
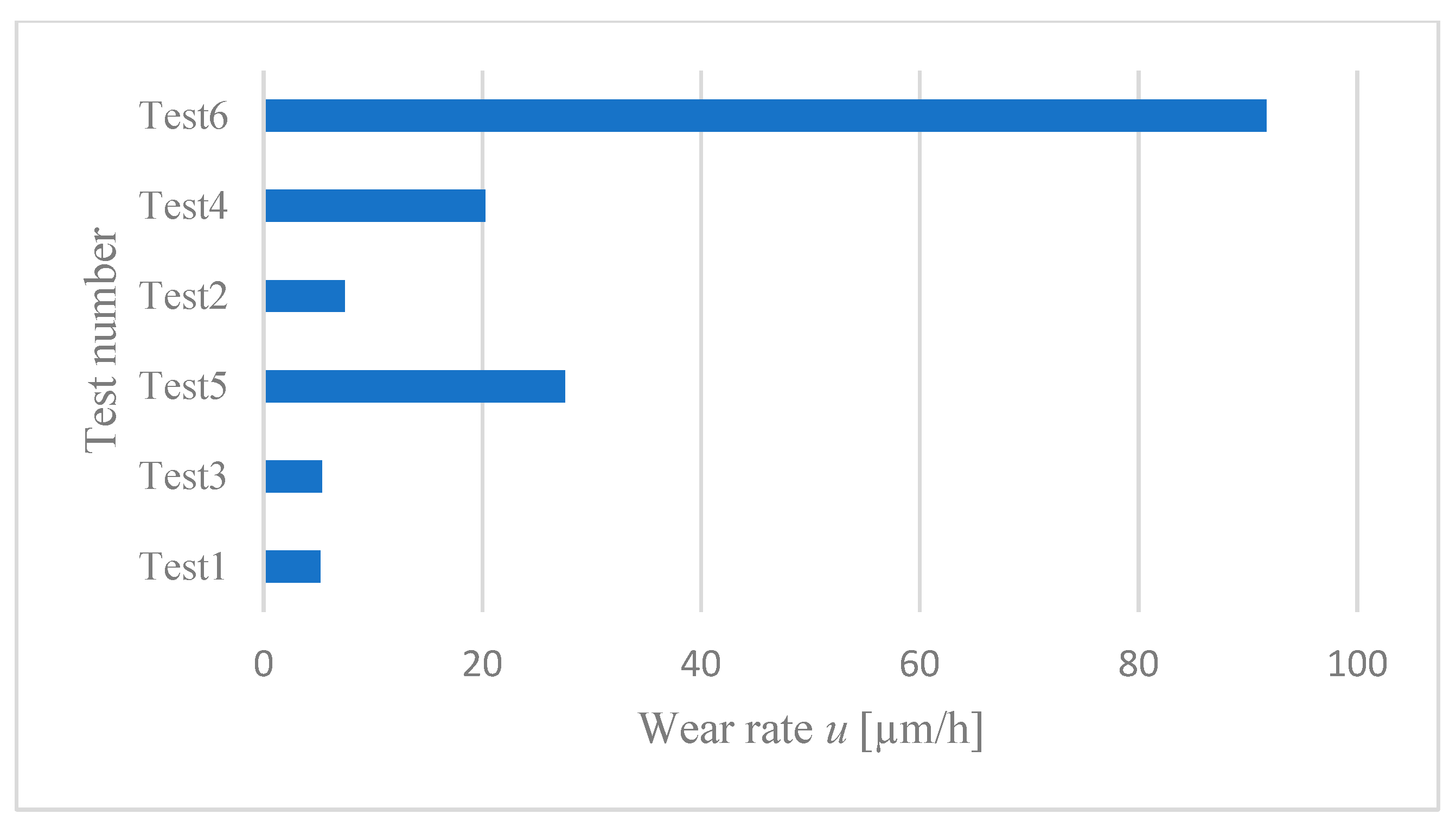
Figure 13 and
Figure 14 show the wear coefficient and wear rates in µm/hour of the Si
3N
4 balls used during the six tests. In
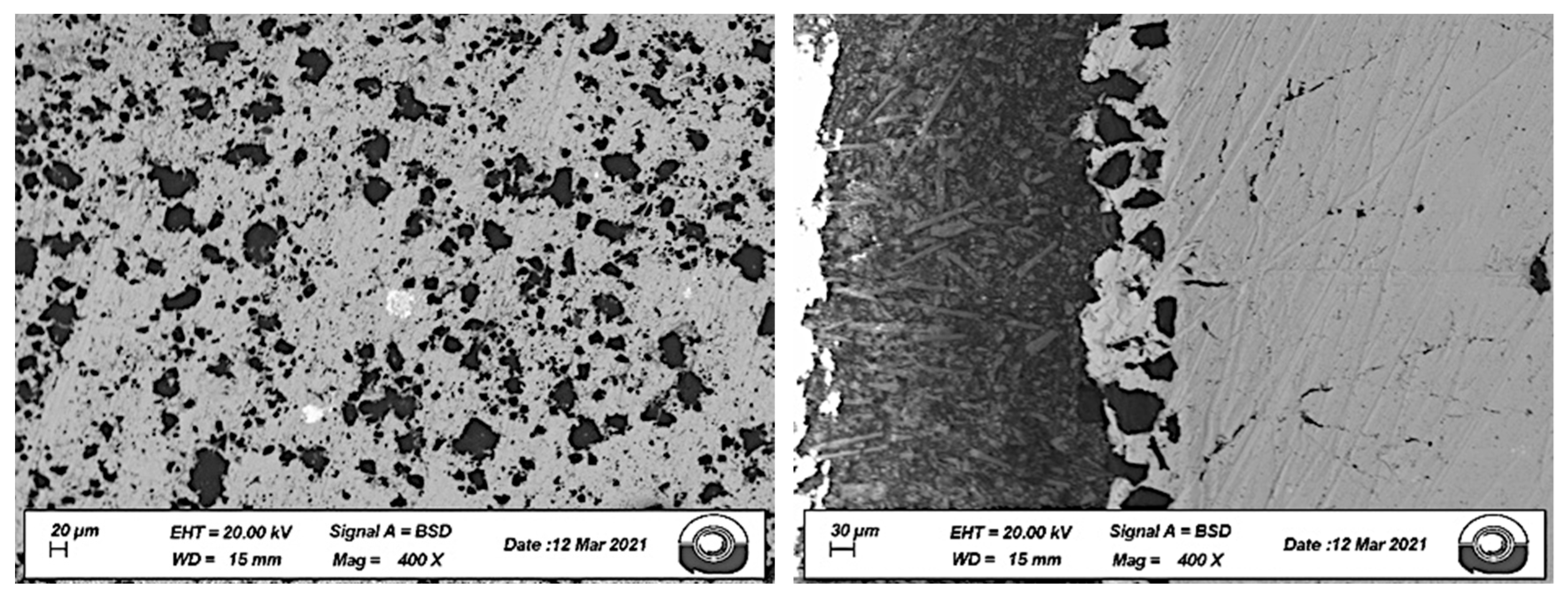
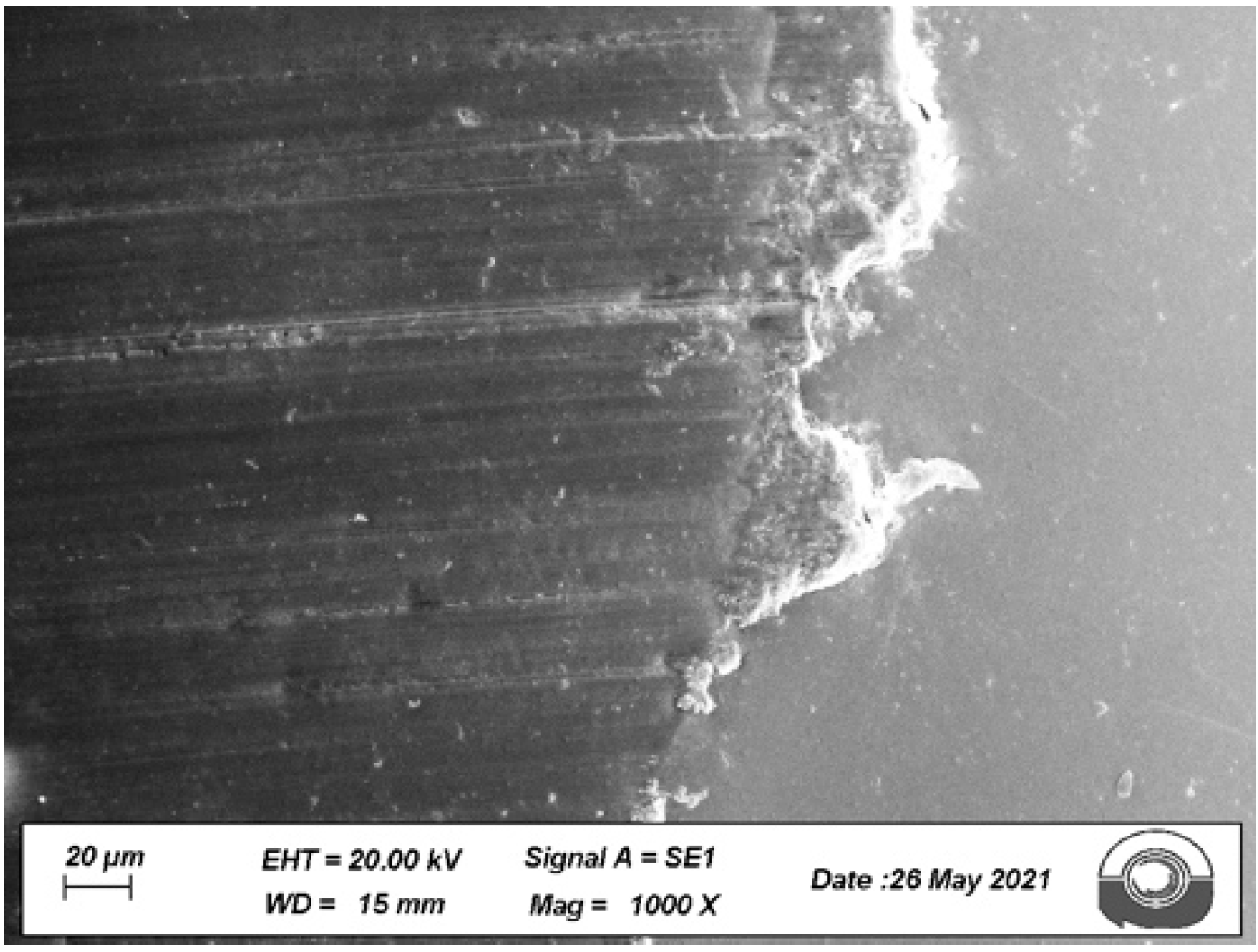
Table 12, the wear rate
u (µm/h) related to Test 4 shows an abnormal value. The SEM observation of the wear track on the disk corresponding to this test showed that the copper coating of the disk was removed during the test, thus causing a rougher abrasive action of the diamond with respect to the other tests. According to [
22], the wear rate is primarily governed by the protruding diamond particles on the coating surface. Then the higher abrasion performance of the D30 disk can be related to the higher surface roughness of D30 disks and, in particular, to the parameters
Rzmax, which measures the maximum distance between peak and valleys, and
Rpmax, which measures the maximum peak distance from the mean line.
It is evident that the D30 coating, which has a higher surface roughness value than the DMMC, performs a stronger abrasive action on the balls. In
Figure 13, it can be observed that the wear coefficient
k increases with increasing sliding linear speed (Test 5 vs. Test 6, Test 3 vs. Test 4). In fact, according to the model, in Equation (9), all the parameters are constant for the different testing conditions, and the variable is the abraded volume
Vb, which increases with increasing local linear speed.
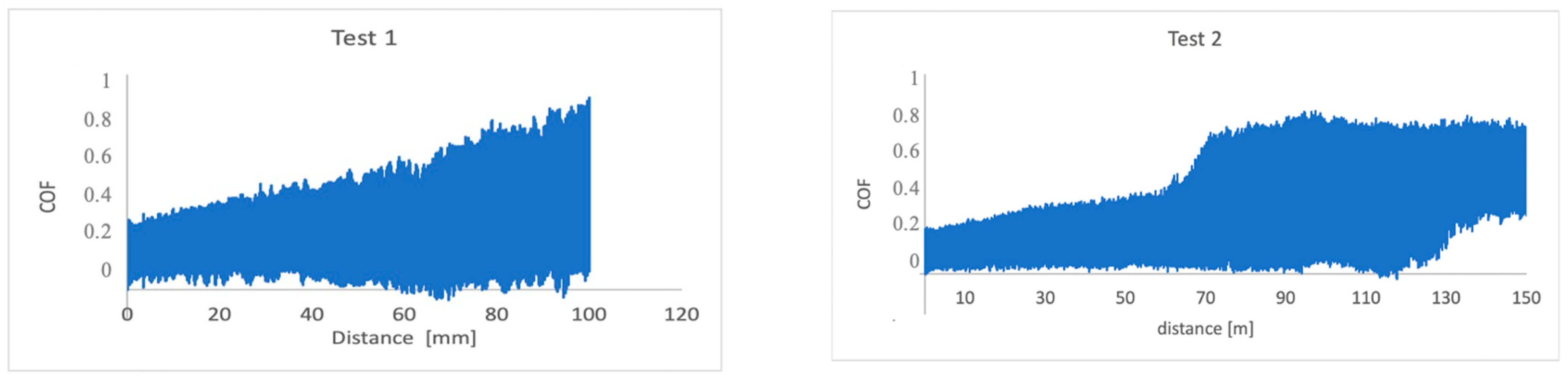
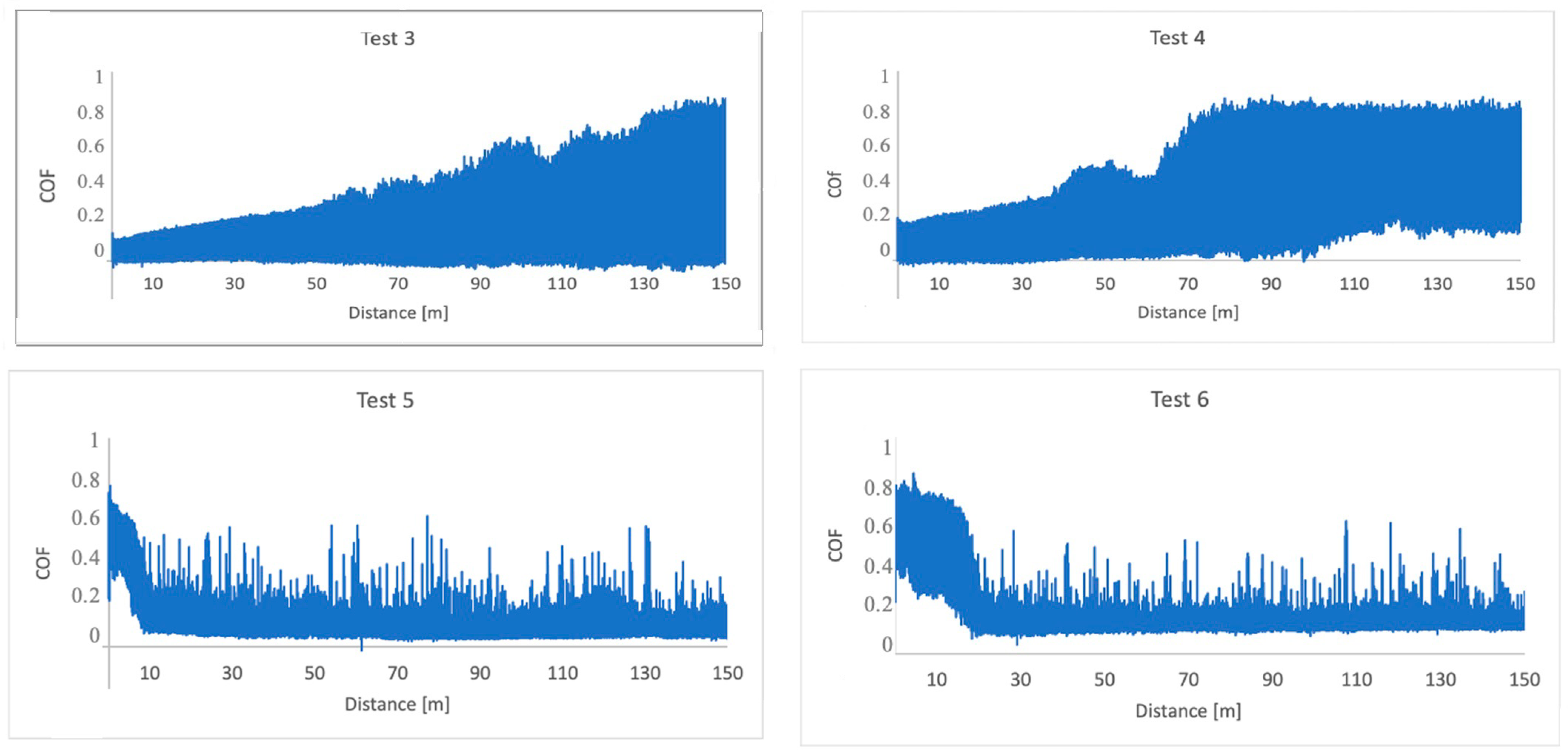
For what concerns the value of the friction coefficient COF,
Table 13 reports the maximum value of the coefficient of friction COF for each test. The COF trends during the test are reported in
Figure 15 for both DMMC and D30 samples.
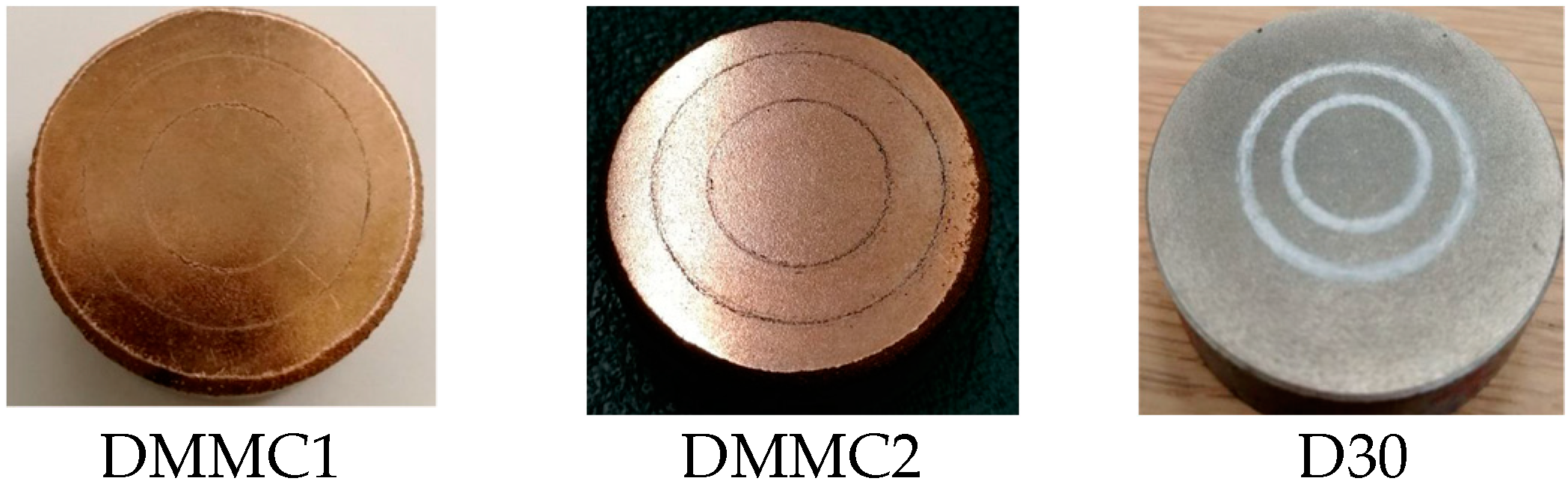
The observation of the COF related to Test 1 to Test 4, that is, the test run on the same coating (DMMC), shows similar values and trends, despite the small differences in surface roughness between the samples DMMC1 and DMMC2. For what concerns the D30 tests (Test 5 and Test 6), the COF shows a higher difference (about 20%).
In
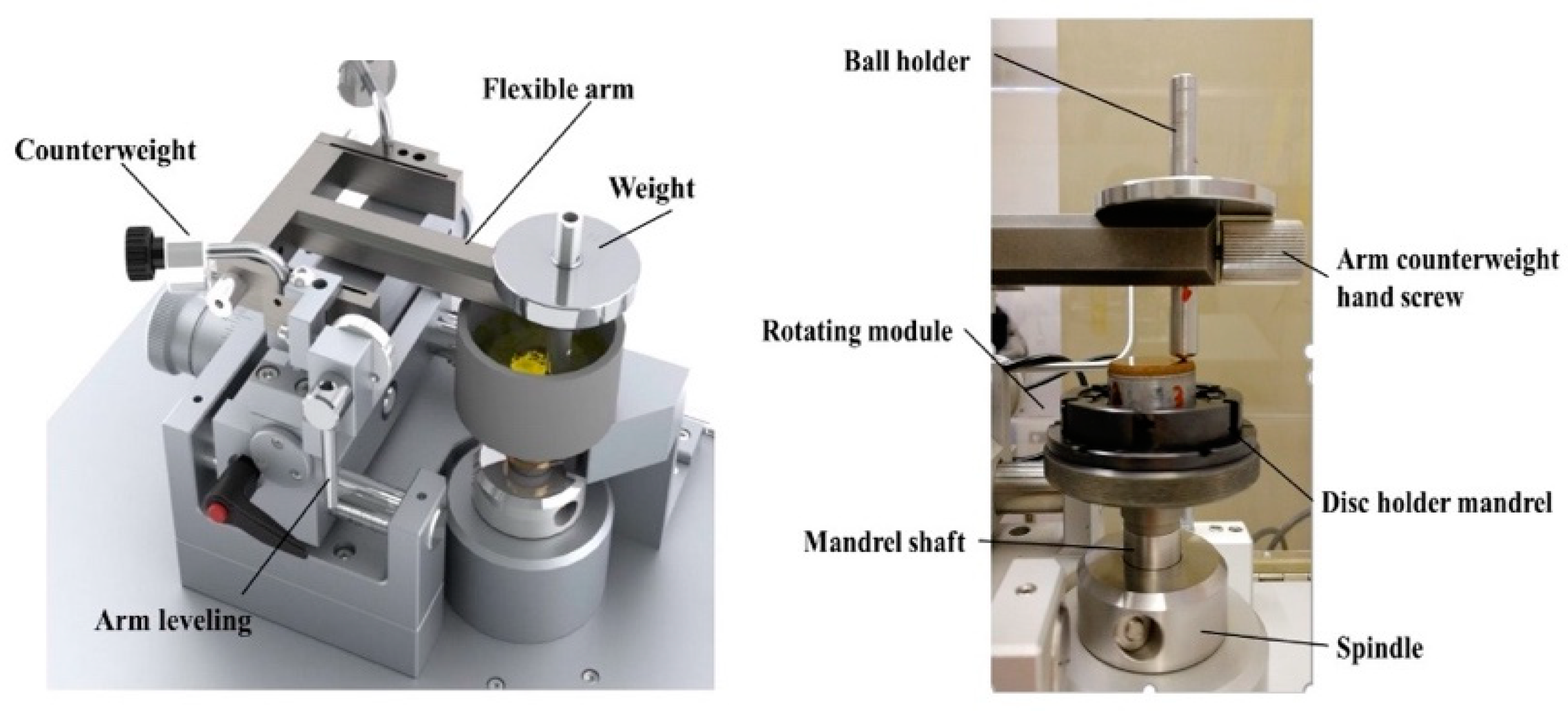
Figure 15, seemingly, the value of COF increases during the wear test for the DMMC sample; this is probably caused by the increase in the abraded surface of the ball in contact with the disk. This trend can be explained by considering the operating principle of the tribometer equipment. The COF is obtained as the ratio
Ft/
Fn, where
Fn, the load applied during testing, is constant, and it is obtained by means of a weight positioned on a support; while
Ft is obtained by measuring the power required to keep the rotating speed of the disk constant in the electric motor. When the contact surface increases, the
Ft increases (and then the power required by the electric motor), and this is converted in an apparent increment in the COF, which is not actually occurring. Therefore, the greater the contact area, the greater the value of the friction force with the same applied load, being the actual COF constant. This means that the COF estimated by the equipment is related to the contact surface, that is, to the
h value and then to the wear rate. Then the COF apparently stabilizes. This stabilization occurs because the rate of increment of the contact surface decreases when the distance is decreased from the center of the ball, that is, with wear progressing. The contribution of variation of the wear rate due to the change in contact surface cannot be split from other contributions. Another cause of the apparent stabilization of the COF can be due to a sort of “saturation” of the disk with the debris of the ball, which acts as a sort of lubricant in friction and reduces the abrasive power of the disk.
In [
59], the stabilization of the COF plot vs. the test length is discussed in terms of the relationship between friction and wear. This relationship is dependent on the fracture mechanism and the corresponding energy required to crack and generate debrides. This relationship can change over time with wear evolution due to temperature and other material property modifications. All these effects affect the trend of COF, and the estimation of their individual contribution requires a dedicated investigation.
The D30 sample COF plot shows an opposite trend. The sample has an elevated abrasive capacity and a relatively elevated COF, but soon the debrides of the Si
3N
4 ball deposit on the disk. This phenomenon involves a lubricant effect which causes the COF to drop down to a lower value. An in-depth analysis showed that, after the first few revolutions, the ball lost 70% of its material, which deposited on the disk, decreasing the abrasive capability of the disk and rendering it less effective. A similar effect is reported in [
35], where during the in-pin on disk tests, in dry condition, the wear debris accumulated in the wear tracks; however, in lubrication condition wear debris accumulation was less. In [
23], the COF obtained in the tests is two orders of magnitude lower than the above-mentioned results. This can be due to the different matrix in the coated disk composition, that is, Nickel.
In the present research, EDS analysis of the surfaces of the disks did not point out any noticeable difference in the two samples. In the present research the wear track was analysed in all the specimens, as reported in [
21]. In all the samples, in the wear tracks, the presence of Si was relevant. In the DMMC specimen Al and O and in D30 specimen Fe traces were found, thus indicating that abrasion debrides deposited in the wear track and a probable abrasion of the coating can take place.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}