1. Introduction
In the context of product design and development, Additive Manufacturing (AM) and 3D Printing (3DP) are of indisputable value, enabling the fabrication of product models and prototypes relatively fast and cheaply. Parallel to the application of these technologies in prototyping and, relatively early on in terms of technological development, the possibility of using them for the fabrication of end-use parts or products (rapid manufacturing) or production tools (rapid tooling), has been the subject of discussion and research, both in the academy and the manufacturing sector [
1]. During recent years, the interest and debate around direct production with AM has been renewed, due to the overall advancement of the corresponding technologies in terms of quality and cost [
2]. The corresponding field is now commonly referred to as the more encompassing term “Direct Digital Manufacturing” (DDM). In the context of DDM, the use of an AM technology as the core manufacturing method is supported by advanced product design tools and methodologies, such as generative design and topology optimization, as well as novel methodologies for controlling and managing the production process, such as distributed and decentralized manufacturing [
3,
4,
5].
Furthermore, in the context of the evolving highly automated and digitized manufacturing paradigm of Industry 4.0, AM has been identified as one of the basic technologies that can be employed for the economic and fast production of products in small batches [
5,
6,
7,
8,
9,
10]. DDM has been also identified as one of the most promising routes towards localized production and mass production of customized/personalized products (mass customization) in a cost-efficient and sustainable manner [
4,
11,
12,
13,
14,
15,
16]. The approach has proved successful in several cases, especially in the healthcare and medical sector (e.g., the production of personalized hearing aids, dental aligners and implants), and the aerospace industry [
17,
18,
19], which shows that there is clearly significant potential in this direction. To achieve, however, the broader goal of developing a new manufacturing paradigm that addresses some of the limitations of traditional mass manufacturing, such as the inability to produce small batches of parts/components economically and rapidly or of highly customized products in a sustainable manner, significant work needs to be undertaken [
16]. This work should not be limited to the, obviously necessary, advancement of the corresponding technologies [
20,
21], but should be expanded to the study and analysis of their strengths and weaknesses, in terms of economic efficiency, sustainability and overall capabilities. Investigation of these issues in various case studies will help to identify areas where DDM can be applied successfully. Identification of promising application areas will, in turn, provide insights and justification for further technical development [
11,
22].
Successful adoption of DDM requires a holistic approach where various aspects of the overall manufacturing system are considered [
23]. The most basic issues, in this respect, are product design (the basic product features and functions), process design (how is the product produced), capacity design (how many products per year should be produced and with what resources) and facility design (the number, size and location of manufacturing facilities). These issues are, to a large extent, interrelated, and the corresponding choices/decisions made for each problem affect the choices/alternatives of other aspects. This is true for any manufacturing system, but it is more evident in the case of DDM where no standard manufacturing practices are established, and relatively little collective knowledge has been acquired.
In the present paper an effort is made to address the problem of DDM system design in a holistic manner. Starting with the assumption that AM is employed as the basic manufacturing method, we examine the issues of product design, process design, capacity planning and facility location for a specific product case in detail. The selected product is a personalized reusable face mask/respirator intended for use by personnel and patients in healthcare facilities. The personalized face mask represents an interesting case because it combines relatively high complexity of shape and form with a moderate degree of customization, a combination of factors that has been identified as conducive to DDM in previous studies [
18,
24]. Taking, also, into account the importance of face masks in terms of safety and the need for resilience against supply chain disruptions, such as those observed during the Covid-19 pandemic, DDM may provide the additional benefit of short production lead-time and on-the-spot production. The possibility of exploiting advantages of AM technology such as the incorporation of sensors and assembly simplification further strengthens the interest in the specific case.
The rest of the paper is organized as follows: in
Section 2, a brief presentation of relevant previous studies investigating issues associated with the development and evaluation of DDM production systems as well as the application of AM in similar settings are presented; in
Section 3, the proposed mask design and the corresponding production process are presented; in
Section 4, issues concerning production cost, capacity and facility location are investigated; basic findings and insights are briefly discussed in
Section 5, and finally in
Section 6, the main conclusions of the study and topics for further research are summarized.
2. Previous Work
The concept of DDM, its efficacy and relevant methodological frameworks for its application have been the subject of various studies. One research direction focuses on the possibility of incorporating AM for the direct production of spare parts [
20,
21,
22,
25,
26,
27,
28,
29,
30,
31]. Processing costs, associated mainly with material and equipment costs are identified as the main barriers for the wide adoption of DDM in such applications [
20,
21,
22], a fact that is expected to change as the corresponding AM technologies mature [
21]. This does not mean, however, that there are currently no significant savings that can be achieved through DDM, especially when applied in a decentralized/distributed fashion [
26,
27,
31]. According to several studies the decentralized potential of DDM, in conjunction with efficient material and energy use, may lead also to significant environmental benefits [
28,
29]. In any case special attention should be given to legal and business aspects to ensure efficient and problem-free parts production [
30].
The extent to which DDM benefits, such as higher production flexibility, are exploited depends on how it is implemented and incorporated into actual manufacturing practice [
32,
33]. Implementation methodologies and guidelines are discussed in studies by Achillas et al. [
34], Mellor et al. [
11] and Stavropoulos et al. [
35], who propose a hybrid approach that combines AM and machining technologies to alleviate cost and volume constraints. A similar approach, combining AM with injection molding is proposed by Gaub [
12]. Further cost and other gains can also be achieved when the product is designed to fit DDM capabilities and constraints, as shown by several studies on the topic of Design for AM [
36,
37,
38,
39,
40,
41,
42]. Key capabilities of the technology in this respect are considered the achievable high level of geometrical complexity, the ability to economically produce unique products or small batches, the ability to consolidate components into monolithic parts/structures, the ability to concurrently process multiple materials and the ability to embed electronic components during fabrication.
The problem of supply chain design and facility location for DDM production facilities is, also, increasingly attracting attention [
43,
44,
45,
46,
47,
48,
49,
50,
51]. According to Verboeket et al. [
45], the decentralized network approach of DDM favors speed and lower lead times, especially when demand is geographically dispersed because the facilities can be placed closer to demand centers. In this context, most studies focus on biomedical parts and implants and stress the importance of being able to accurately predict local demand and evaluate production costs in order to define the optimum degree of centralization for specific cases [
45,
46,
47,
48,
49].
The COVID-19 pandemic provided a real-world ‘testbed’ for evaluating some of the issues presented above. Following the outbreak of the COVID-19 pandemic, AM was employed as a tool to combat shortages in personal protective equipment (PPE), medical supplies and critical components for medical devices due to supply chain issues [
52,
53,
54,
55,
56,
57,
58,
59]. The gained experience showed that AM can increase the resilience of supply networks and provide alternative avenues to produce critical parts in times of crisis, through careful consideration of its limitations and better design of the corresponding production processes, systems and supply networks [
24,
60,
61,
62]. Extensive collaboration between developers/makers and the regulatory authorities, and special attention to the design of parts and manufacturing systems are required to avoid the production and distribution of inefficient and potentially dangerous medical supplies [
63,
64,
65].
Face shields and masks were among the most common PPE being produced with AM during the COVID pandemic [
66]. In the case of face shields, AM is usually employed for the fabrication of the shield’s frame, on which the transparent protective sheet and the elastic band are attached [
66,
67,
68,
69,
70,
71]. In terms of production cost and time, AM face shields are easier to produce, but as several studies have pointed out shields cannot be considered as a substitute for face masks in terms of protection against infection [
72,
73]. To improve the level of protection through the better coverage of mouth and nose, several designs of individualized AM face masks equipped with filtering mechanisms have been proposed [
74,
75,
76,
77,
78,
79,
80]. The corresponding masks provide, theoretically, better levels of protection but their efficacy is contested and with a few exceptions [
81,
82,
83] relevant studies are generally lacking.
3. Mask Design Features and Fabrication Process
Based on the results of relevant studies mentioned in the previous section and guidelines provided by the World Health Organization [
84] and the US Food and Drug Administration [
85], the following basic features of the individualized reusable mask were defined:
The face mask must cover the area of the nose and the mouth,
The best possible fitting between the mask and the facial geometry should be achieved,
The mask must be easy to use and comfortable in breathing,
Non-allergenic materials must be used, and
The mask must have the highest possible filtering capacity to achieve the required protection level.
Furthermore, the mask should be designed in a way that permits customization/individualization. The mask will also be used daily and for long periods of time; hence it should, obviously, be comfortable to use, easy to apply and as lightweight as possible. Since the mask is also intended to be reusable, it should exhibit long total lifetime use and be easy to sterilize and maintain. The mask should ideally incorporate components for monitoring important physical and physiological parameters, such as humidity, air flow, body temperature, cardiac pulses and blood oxygen level sensors, as well as displaying/transmitting the corresponding information. Maintenance is, therefore, associated with the replacement of consumable components such as filters, valves and adaptors as well as the repair and/or replacement of electronic components.
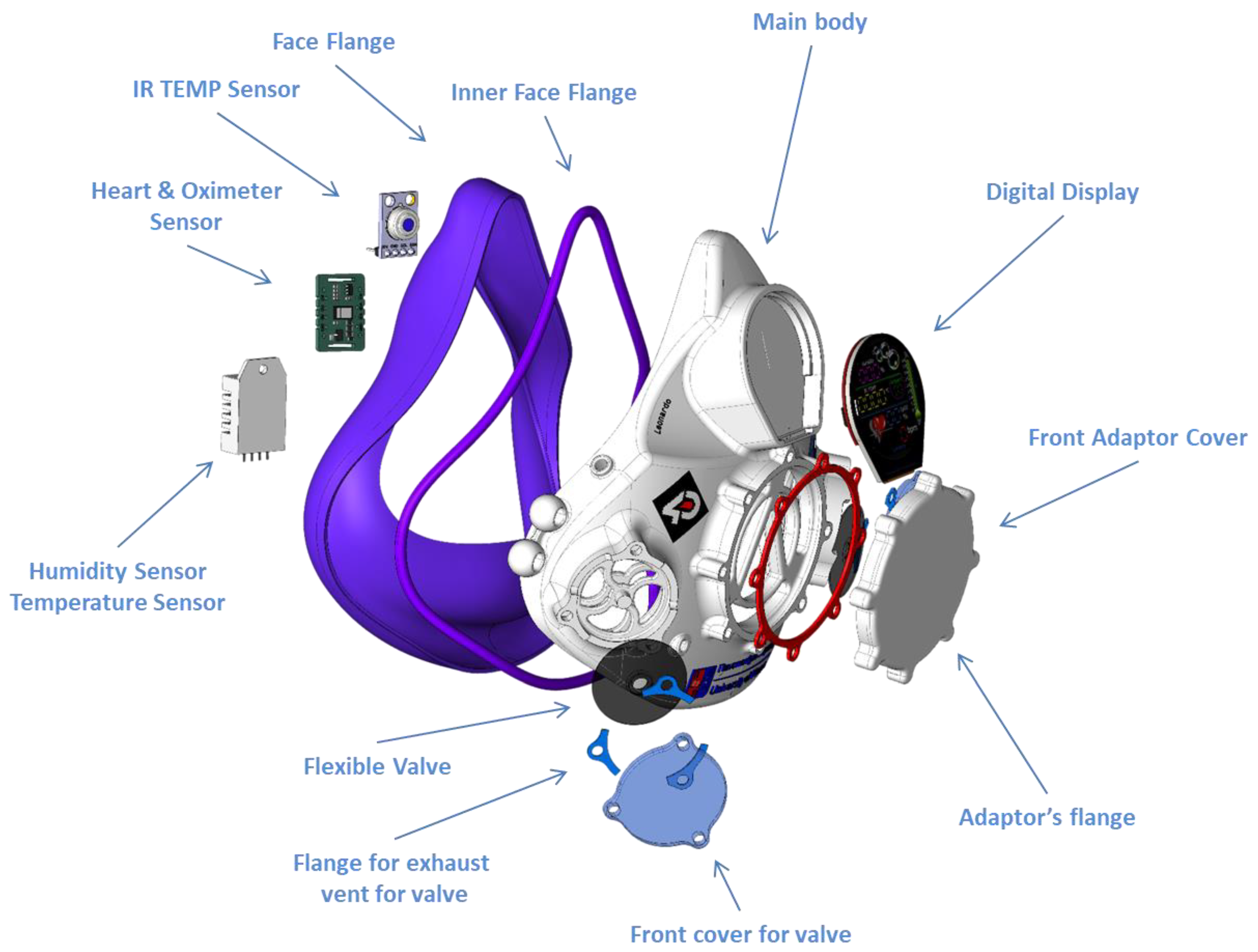
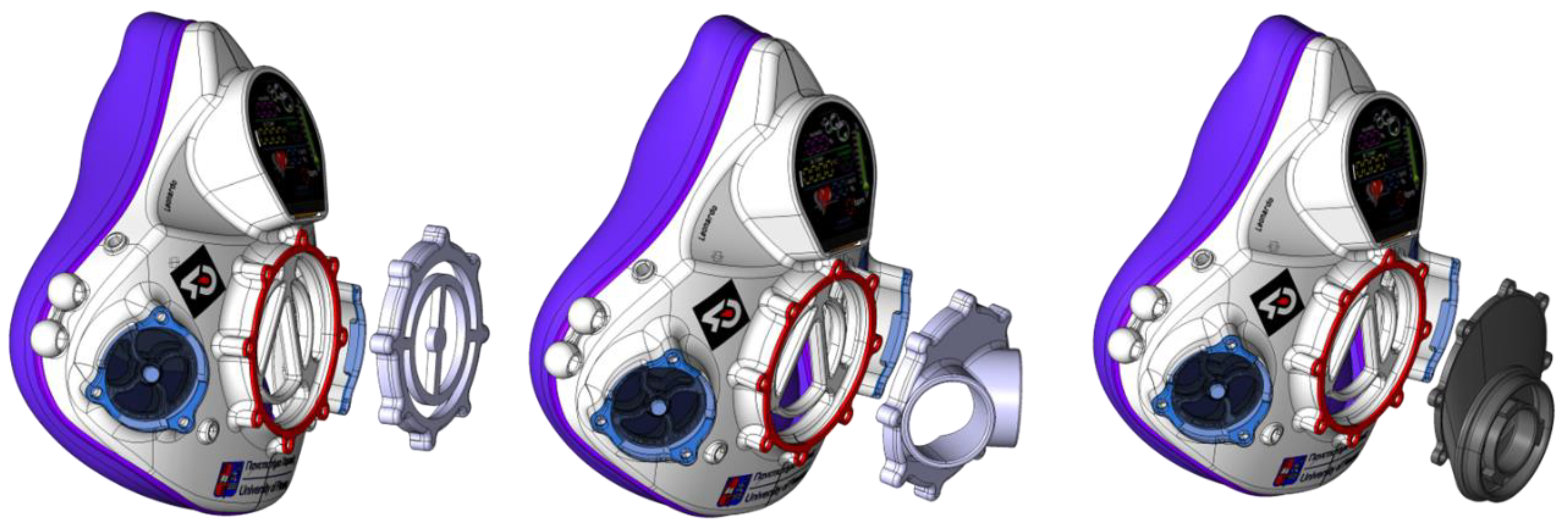
Design requirements and assumptions were further refined through discussions and feedback with personnel of the Italian Insituto Superiore di Sanita, and researchers from the Physiology laboratory (Medical 3D Printing & Guided Surgery division) at the Medical School of the University of Athens. Based on the above the first/initial design of the mask/half-face respirator, presented in
Figure 1, has been developed. Mask components can be grouped into three basic categories: (i) the main body of the frame of the mask that provides the basis for the attachment of several types of components performing various functions, (ii) the face flange that assures proper fit between the user’s face and the mask and (iii) the safety and monitoring components that ensure appropriate filtering, comfortable breathing, and accurate monitoring of important physical and physiological parameters. To secure the mask on the user’s face, elastic strips attached the sides of the main body are used (not shown in
Figure 1).
The air inlet is at the front center of the mask where the main air filter is also positioned. To facilitate the incorporation of various types of air filters, an adaptor system has been designed. Two exhaust vents comprising exhalation valves have been incorporated to facilitate breathing and improve comfort. To avoid virus transmission, the exhalation venues can also be equipped with filters. Electronic components incorporated at this stage of design include heart rate, oximetry, temperature and humidity sensors, as well as a digital display device for displaying the corresponding measurements.
Product design features and characteristics are closely associated with the product manufacturing process. Taking especially, into account the high level of customization required to achieve the best possible fit between the mask and the user’s face, in conjunction with the requirement for the incorporation of various electronic components, AM can be considered an attractive manufacturing method. In particular, AM provides a cost-efficient and fast way to fabricate highly individualized masks based on facial scan data and user needs.
Among the various AM technologies available, photopolymer-processing methods, such as vat polymerization and Material Jetting, seem particularly attractive for the specific application because they combine relatively high levels of fabrication accuracy and speed. In the present study the process of Material Jetting (MJ) is investigated. MJ systems employ drop-on-demand mechanisms for depositing photopolymer material, only where it is needed via a moving printing head, equipped with numerous small holes/nozzles. Concurrently with deposition, material curing is achieved via exposure to ultraviolet (UV) light delivered by a light source, also attached on the print head. The deposition of the basic part material is followed by the deposition of a secondary material required for the construction of the support structure, necessary for supporting overhangs, enhancing the stability of the built and reducing part distortions. Common to most other AM approaches, MJ parts are constructed/built layer-by-layer on the machine tray (platform) in bottom-up direction.
A significant advantage of MJ technology is its relatively high layer resolution, associated with a relatively low layer height/thickness (around 0.015 mm), which allows the fabrication of parts with fine features, intricate details, and smooth surfaces. Another advantage of MJ technology is the availability of various materials with variable mechanical and optical properties, such as stiffness, toughness, color and translucency, and the possibility of concurrently using several of them to obtain multi-material parts in one build. This allows the fabrication of all structural mask components (all components bar the filters and the electrical devices) in one machine and one job, reducing thereby setup and assembly times.
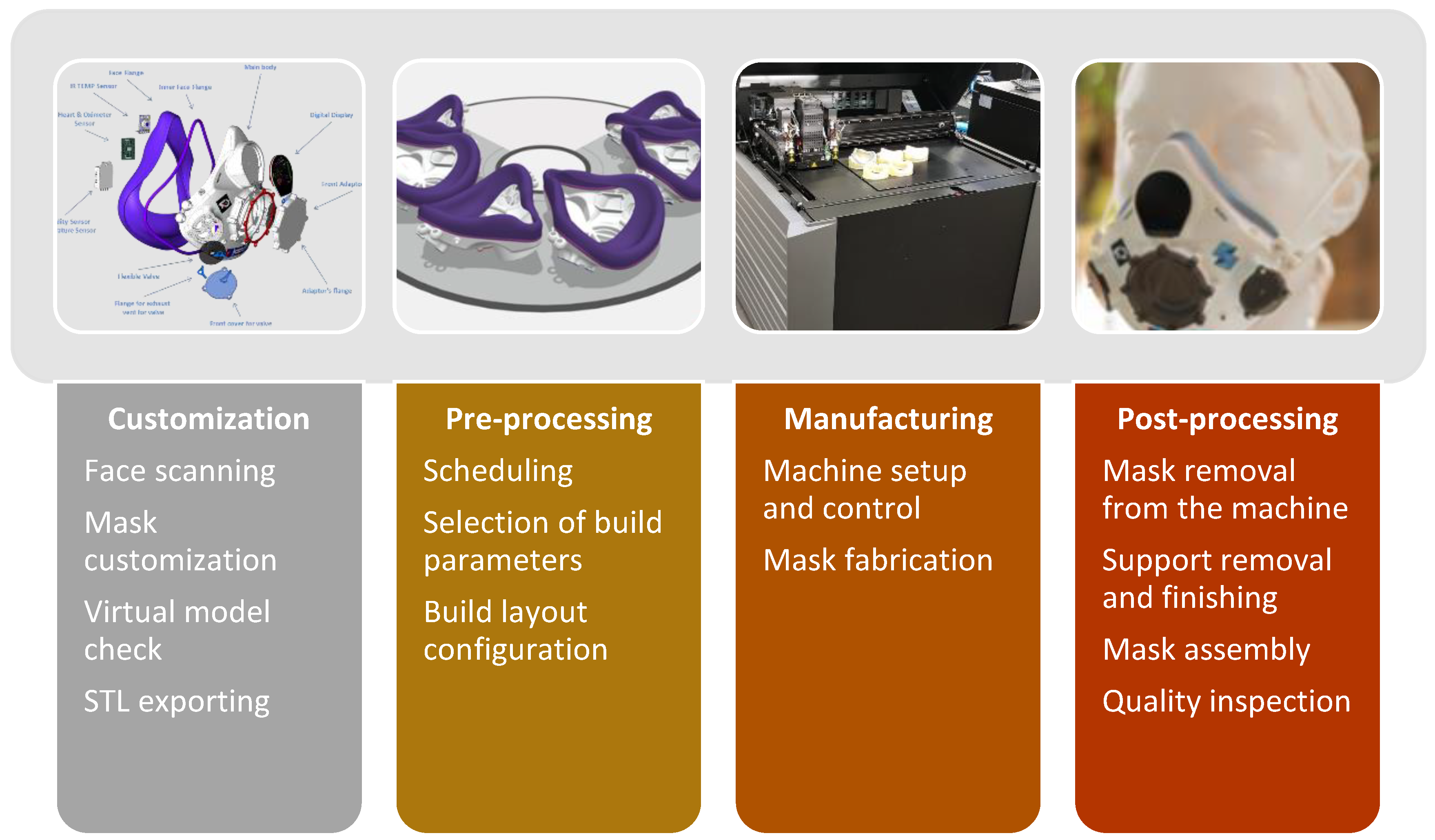
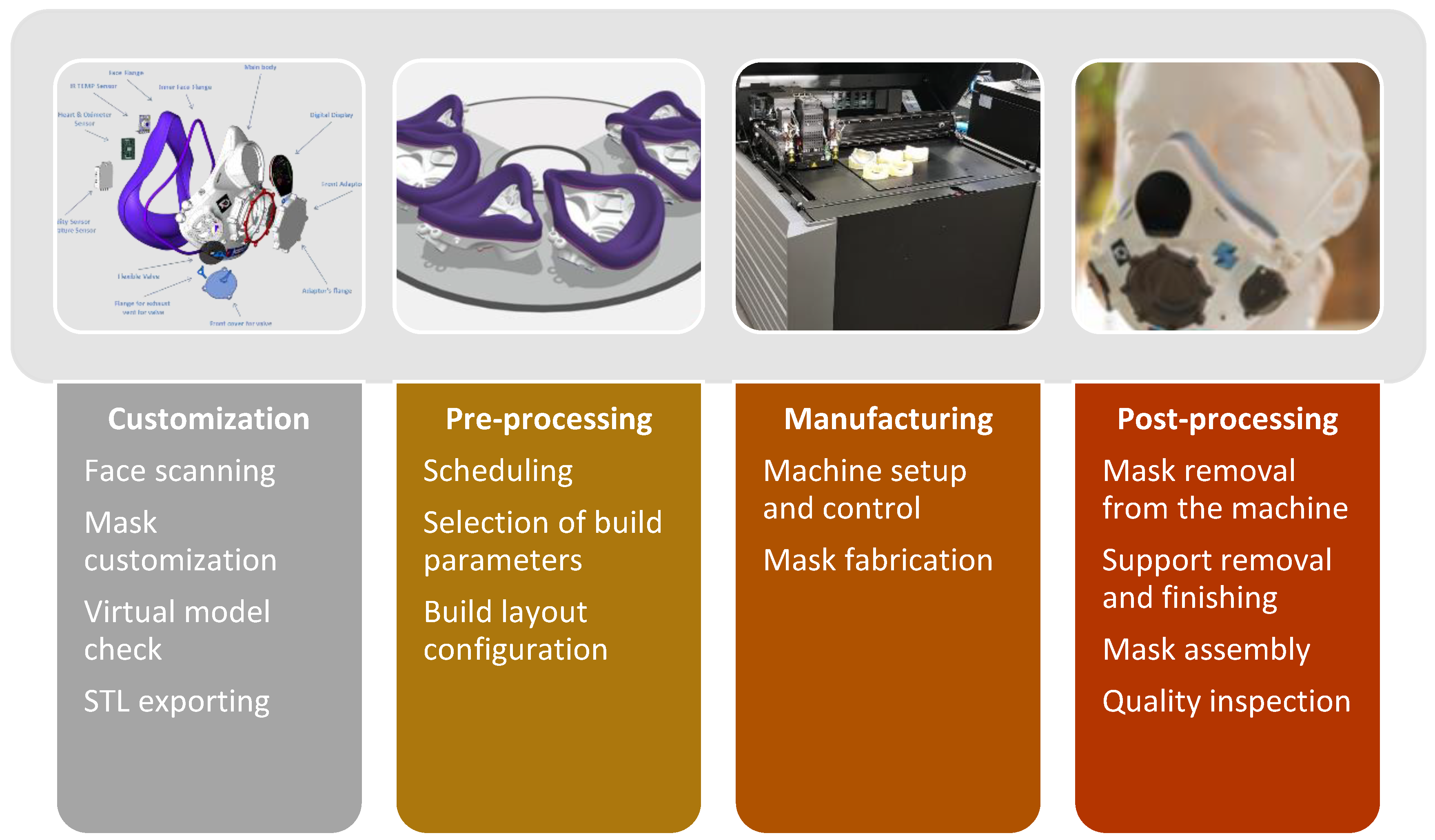
The generic process for an industrial production system based on Additive Manufacturing, as identified by Eyers and Potter [
23], comprises of 4 basic phases: (i) the design phase/system covering all activities associated with the creation of the individualized digital CAD model of the product, (ii) the pre-processing phase/component associated with preparatory planning, checking and scheduling activities required for actual AM fabrication, (iii) the manufacturing phase/component, where physical production/fabrication of the product is carried out and (iv) the post-processing phase/component which encompasses part finishing, assembly and quality control activities. These process phases can be associated with the four respective system components, where the corresponding operations are performed. Based on this analytical framework the mask production process has been defined and elaborated. The basic activities for each phase and system component are presented in
Figure 2.
As noted earlier, each mask is individually designed/customized to fit the facial characteristics of individual users. The corresponding activities are carried out during the initial customization phase and include the following: (i) performing face scanning to obtain a virtual model of the user’s face, (ii) design/customization of interfacial components to fit the user’s facial model, (iii) virtual assembly and customization of the whole mask to ensure proper fit between components and satisfy possible additional requirements and (iv) export and check of the corresponding STL files.
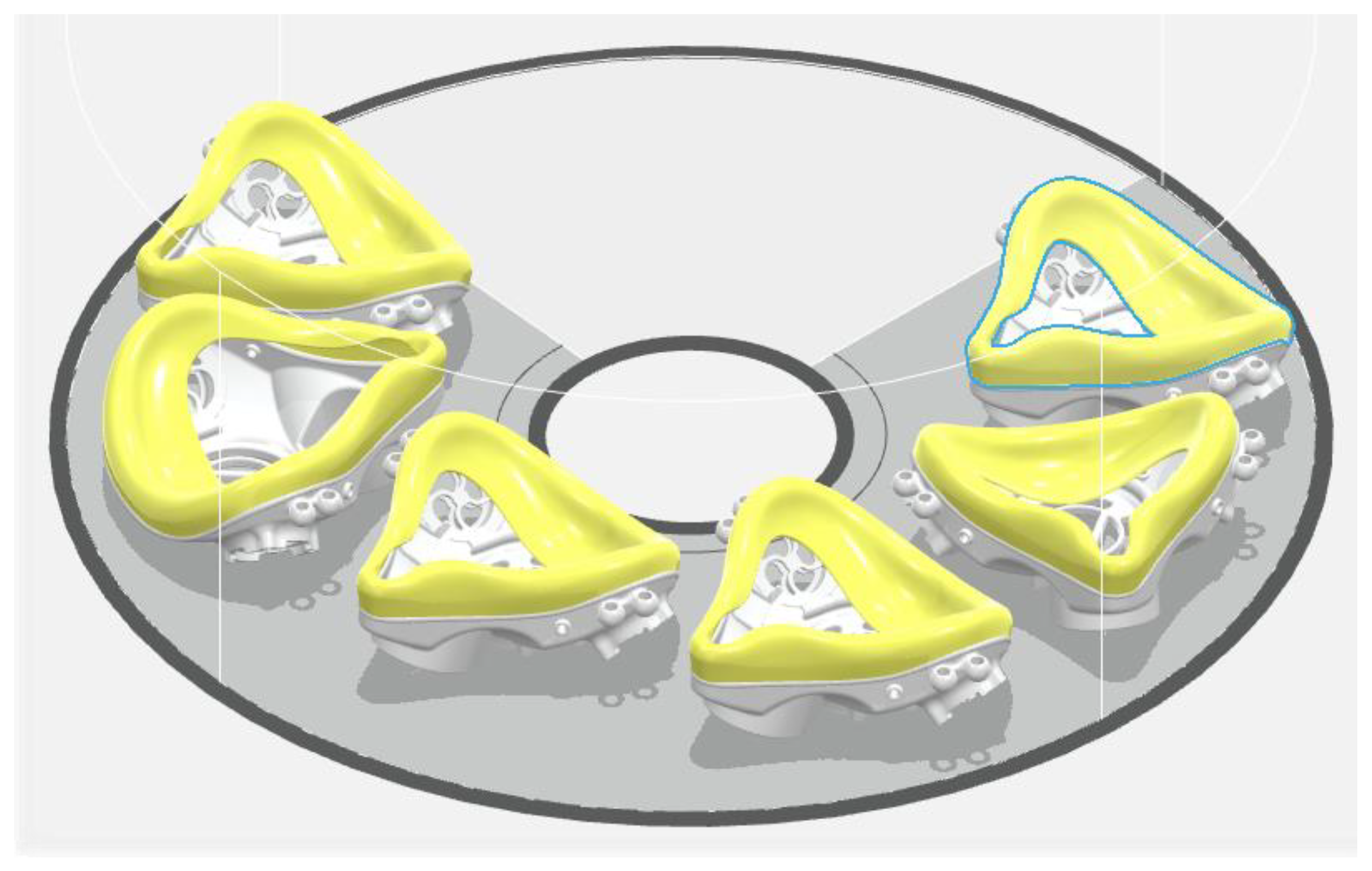
The STL files are then transferred to the pre-processing component of the system. The corresponding build job is then added to the master production plan, based on priority, importance or other scheduling criteria. Build parameters, such as build orientation and layer thickness, for the specific job are then defined. Parallel to the above, the build layout of parts on the platform is defined and support structures are designed. Since the mask morphology is only partially modified and to a large extent predefined/stable, optimum build parameters and layouts can be defined in advance, to speed up the process, but these configurations may be changed if necessary (e.g., if there is a need to produce a higher number of masks in one job). Slicing is then performed, and the corresponding build files are sent to the machine for fabrication.
In terms of activities the manufacturing phase may be considered the most automated since it involves only simple machine setup and inspection operations (material loading, visual machine check etc.), while actual fabrication of the mask by the AM system is fully automated. The final post-processing phase, on the other hand, concerns several operations that are performed by specialized technicians. The corresponding activities are removing the mask from the machine, support removal and cleaning, finishing operations, components assembly, quality control and functional testing.
As noted earlier, choices regarding product and process design are interrelated. Initial choices consider these interrelationships but in order to fully assess the efficiency of the whole production system by evaluating as the production cost, time and quality, fabrication tests are required. The corresponding data can be used to inform subsequent design revisions where features of the whole system and its components are further refined and optimized to satisfy the corresponding strategic objectives. Test results are also used for studying further aspects of the production system, such as production capacity and facility location. Details regarding the tests performed for each production phases as well as the corresponding results are presented in the following sections.
3.1. Design and Customization Phase
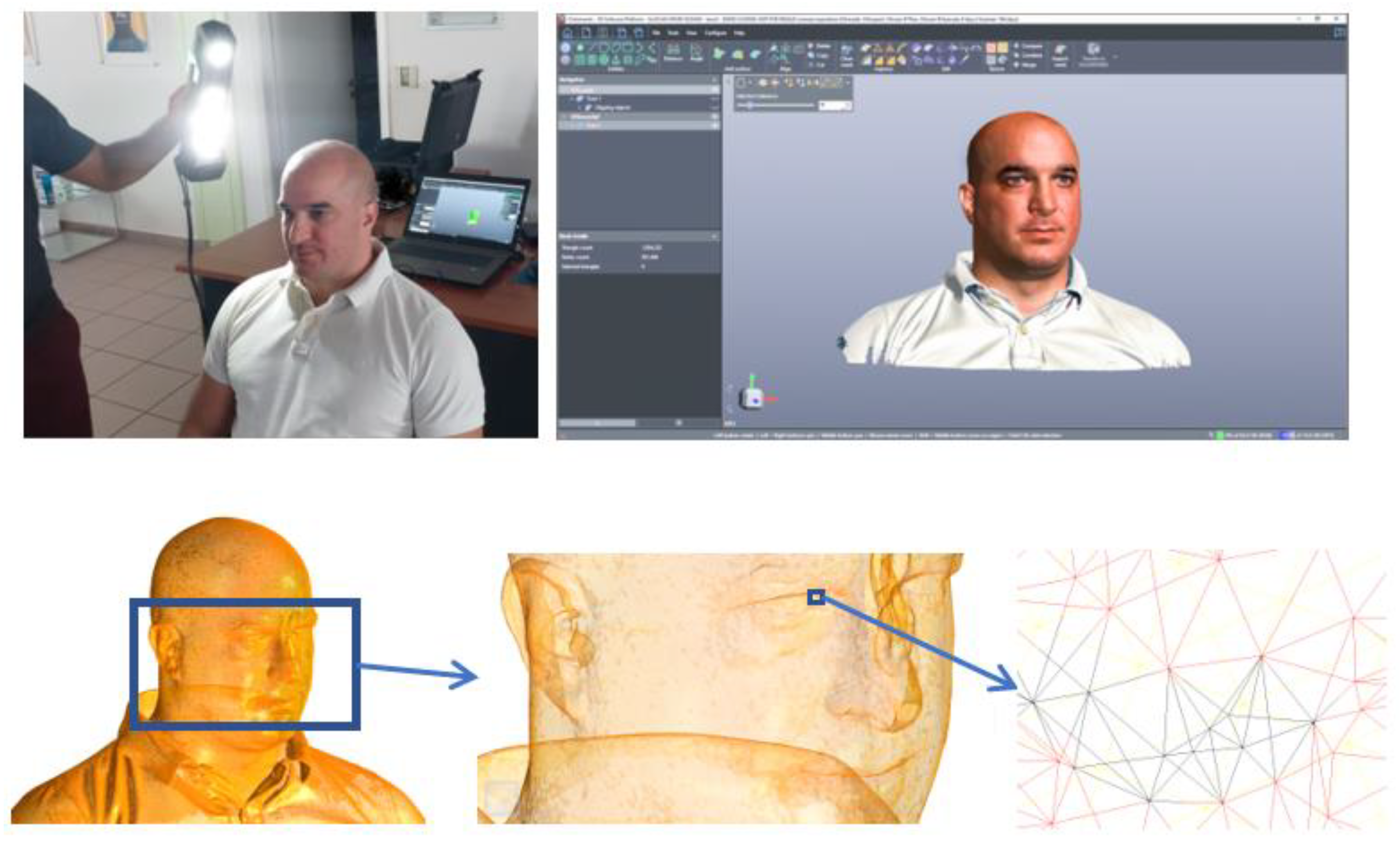
The first step in the customization phase concerns the acquisition of data regarding the facial geometry of the user and the construction of the corresponding virtual face model. Data regarding facial geometry can be generated through various methods, such as medical CT or MRI scanning, high resolution photographing or 3D scanning. In the present study, 3D scanning is proposed as the preferable method because it is relatively fast and simple to use in various environments and possesses sufficient accuracy. The employed handheld white light 3D scanner is capable of acquiring 1,500,000 measurements/s at 0.100 mm resolution. Part size ranges between 0.1 m and 4 m, and measurements are accurate within 0.050 mm. The scanner is also capable of capturing color and texture information and its use presents no risk for the eyes, even when used extensively. Acquired measurements are transferred via USB to a dedicated computer, where further processing of the data is performed using the appropriate software.
As recommended by manufacturer, scanner initialization, control and calibration are performed prior to scanning, to account for changes in air temperature and humidity and avoid deviations in scanning performance and accuracy. Scanning parameters such as shutter speed, filter view, resolution and positioning can be also configured by the operator to account for different conditions concerning the environment and the scanning subject.
Following initialization, scanning of the user in either standing or sitting position is performed (
Figure 3). During scanning the corresponding software visually notifies the operator for the acquired geometry and whether some areas need re-scanning due to inappropriate distance between the scanner and the user’s face (areas are colored, red, green or blue, ranging from too close to too far, accordingly). During scanning the user must avoid any movement to ensure accurate capturing of face geometry. Fortunately, this requirement poses no problem since the required scanning time is quite short (20–30 s). The acquired raw data, in the form of a point cloud, are further processed to generate a tessellated (triangulated) surface model of the facial geometry for visually reviewing the scanning results (
Figure 3). The corresponding mesh model of the facial geometry, can be further processed, cleaned and optimized employing appropriate tools in the software, before its final version in STL, OBJ or WRL form, is exported. Critical parameter, in terms of optimization, is the size of triangles employed, which defines the accuracy and the size of the mesh model. A relatively small size enhances the accuracy of the model at the expense of the relatively big size that may complicate subsequent processing. An optimum trade-off between scanning quality and size must be achieved to avoid over-burdening subsequent customization tasks.
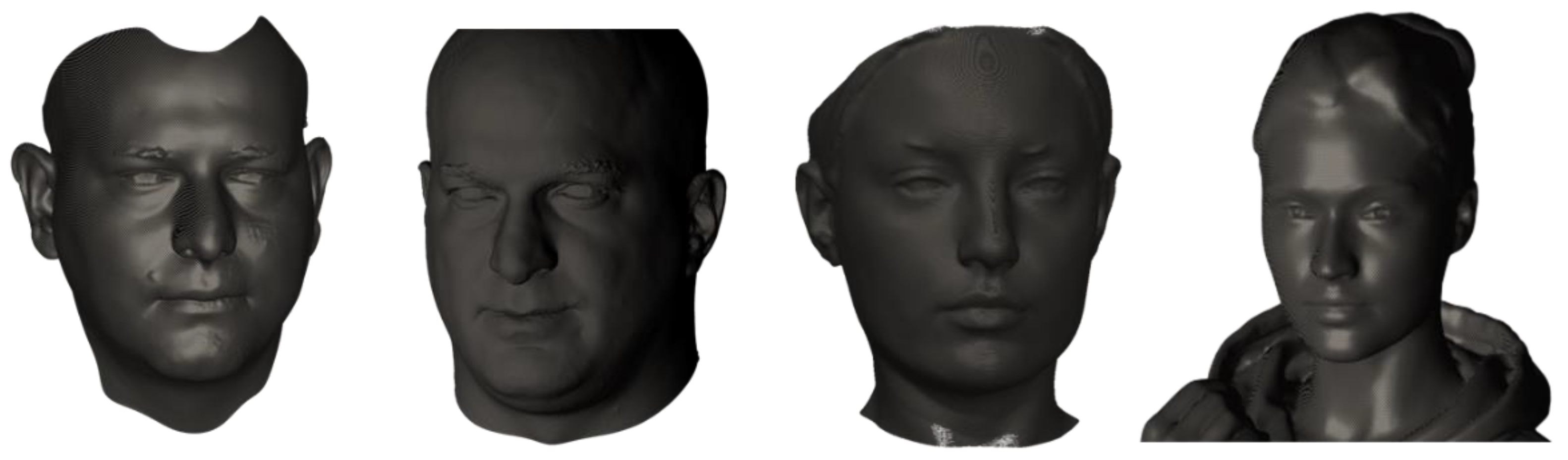
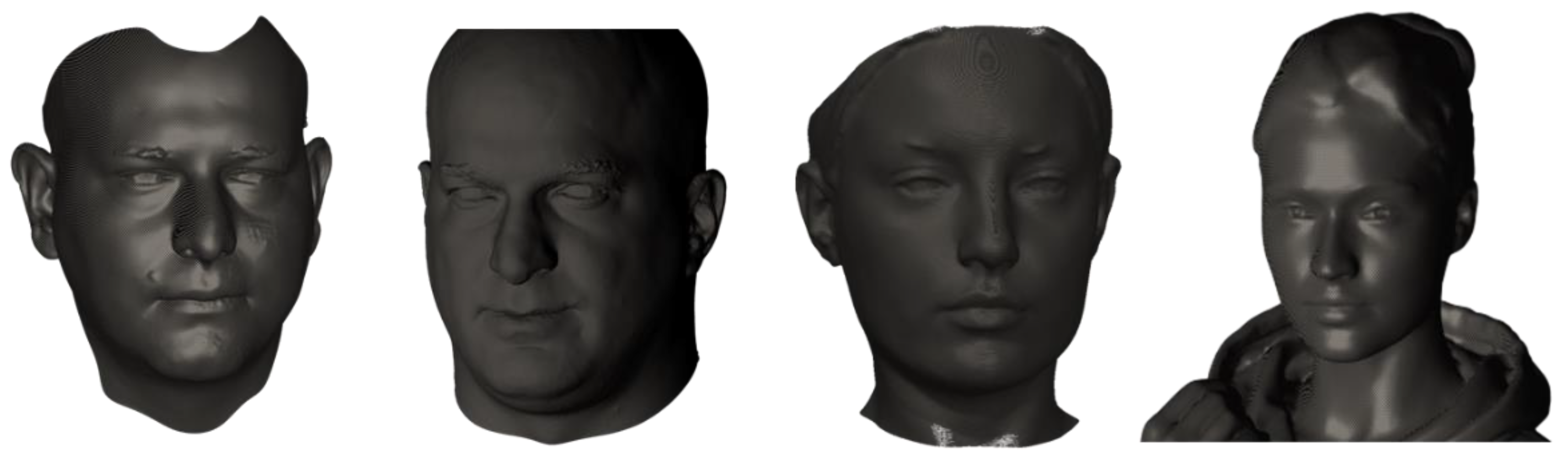
The above-described procedure has been employed for obtaining the facial geometry of three subjects, two male and one female, in an office environment (
Figure 4, first three from the left). Despite the fact that the operator had little relevant experience, the whole process proved relatively straightforward and was completed quite fast, taking only a few minutes for each subject. The corresponding STL models were then transferred to the CAD workstation for customizing the mask geometry to fit the users’ facial features. At this stage, two additional STL models of female faces were used to enlarge the size and variety of the investigated sample (
Figure 4, right). Virtual models are also based on real people and were acquired online under license for business and commercial use.
Mask model customization begins with importing the face scan STL file. At this stage, the operator must first make sure that the correct units and scale are selected. The STL model is then used as a basis for constructing a surface model which is relatively easier to process in subsequent steps. The corresponding transformation is carried out through special operations (mesh creation/smoothing/cleaning, decimate and surface construction) that are provided by the CAD software and aims at removing errors from the STL file (such as duplicate, disconnected, or degenerate triangles) and optimize the trade-off between the model’s quality and the required computational resources. The extent of mesh processing operations, therefore, depends on the quality of the initial scan model and can vary from a few to several minutes, accordingly.
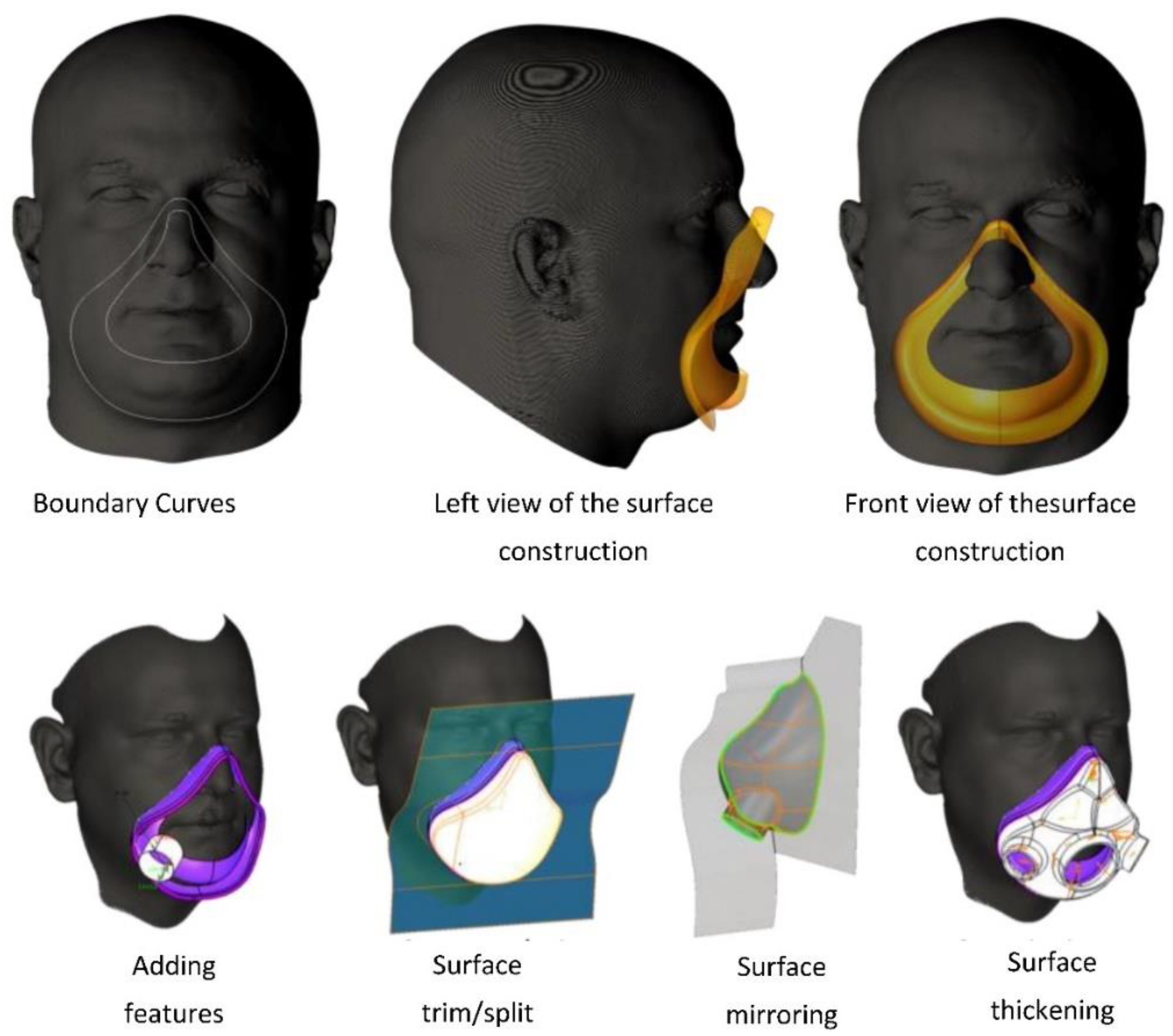
The generated mesh or surface model provides next the basis for the construction of the face flange. This is achieved by first constructing a set of boundary curves on the mesh model, which are then used to generate a surface that covers the nose and mouth area of the face (
Figure 5). For these, operations free-form surface design tools were employed. A similar surface modeling approach was used to construct the original main body of the mask and the inner flange that enhances the connection between the face flange and the main body. The described operations were carried out for all four cases/face models to generate masks that correspond to different sizes and facial features, as well as obtain data and experience in the adopted surface modeling approach.
In terms of time and ease of modelling, performed design tests showed that this part of the process is not as straightforward and requires significant experience by the CAD software user. Creating the boundary curves involves manually adjusting the number and location of individual points along them. Additional curves are also required for constructing the complete surface using multi-section or blend surface tools. Extensive use of surface modeling operations, such as trimming, splitting, and merging of surfaces is also time-consuming and requires significant experience from the user. This practically meant that the initial time required for modeling the whole mask was several hours, but as experience was gained the surface modeling approach was gradually standardized and optimized. This led to significant reduction in modeling time, which accounted for about 2 h for the final case. According to our experience, this is not the minimum of the corresponding learning curve and further time reduction can be achieved through experience and experimentation. In fact, by further experiments and trials with surface modeling tools, the corresponding time has been reduced to approx. 1 h for subsequent cases. Design time can be further reduced by establishing a library of ready-made main body assemblies (the assembly of main body and all other components except the flanges) which correspond to standard/typical face sizes (small, medium, large etc.). This would allow the user to focus only on the design of the face and inner flanges upon which a readily available main body assembly of appropriate size could be attached.
The final operation of the customization phase is exporting the corresponding STL files which are then transferred to the AM machine process planning software for further processing.
3.2. Process Planning and Fabrication
The MJ system employed for the tests is a Stratasys, Dentajet J5 polyjet printer. The corresponding process-planning software (slicer) allows the definition of basic build parameters, such as part orientation, layer resolution and layout planning of parts on the build platform, as well as the definition of more unique features such as the assignment of material per part and/or part section. A wide variety of materials with variable physical properties (stiffness, hardness, color, translucency, thermal resistance, etc.) are readily available. Furthermore, the software allows the definition of the so-called ‘digital’ materials, which are combinations of two or three base materials, permitting thereby the construction of parts with intermediate properties. An example is presented in
Figure 6, which shows mask exhaust valves with various combinations of two basic materials, Agilus and Vero, so that variable rates of hardness, as measured by the corresponding shore A value, can be achieved. These variable hardness valves were then employed in mask prototypes for testing breathing comfort. Corresponding tests results showed that the optimum hardness value for the specific component is in the 30–40, shore A range.
The employed system also allows the use of biocompatible materials [
86], which is an essential requirement for face mask components. In the performed tests, two types of biocompatible materials were used: the stiffer and stronger MED610 material and the flexible, rubber-like MED625FLEX material. Both materials are ISO certified for permanent skin contact and use in breathing gas pathways, and can be sterilized via plasma gas sterilization, which is a safe method also for the embedded electronics. The assigned material per mask component is presented in
Table 1. Especially for exhaust valves, it should be noted that MED625FLEX has a hardness (shore A) value within the optimum range identified through experimentation.
Following process planning, slicing is performed, and the corresponding files were sent to the polyjet printer for fabrication. Performed fabrication tests involved the fabrication of two masks, one male and one female, in one assembly. Fabrication was carried out in two different build jobs that required approx. 23 h for both jobs.
3.3. Post-Processing and Assembly
In the final phase of the process, the MJ parts were post-processed and assembled with the electronic and other components to obtain the final mask. Post-processing involves the removal of supports, which was completed relatively fast and easily since the employed support is water soluble. Cleaned parts were then dried and inspected for flaws, accuracy, and surface quality. Part inspection revealed no major flaws, and no further post-processing (e.g., polishing) was deemed necessary.
Subsequently, the assembly of the mask is performed. The assembly involved the attachment of various MJ parts on the main body, such as the attachment of exhaust valves and filters, is presented in
Figure 7. Exhaust valve and filter sections incorporate neodymium magnets to facilitate removal of the corresponding components for sterilization or replacement.
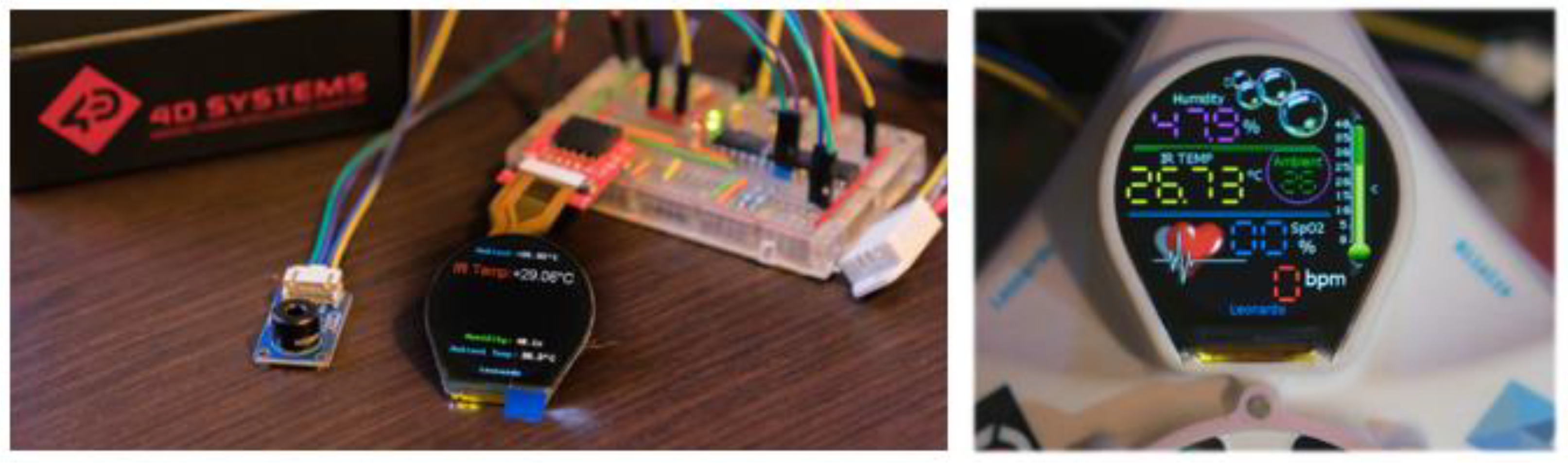
Assembly operations also include the incorporation of electronic components, namely of one humidity sensor, one temperature sensor, and the digital display, as well as the attachment of the corresponding boards and cables. Temperature and moisture sensors provide data regarding both parameters inside the mask, to assess the corresponding level of comfort. The digital display is incorporated for displaying the sensor measurements and is positioned at the center of the main body, above the filter’s adaptor. A unique round display of relatively small size (
Figure 8), equipped with an IPS wide viewing angle, 240 × 240-pixel resolution and 64k RGB TFT screen, an embedded microprocessor and onboard serial 16 Mb Flash memory chip (4DSystems PixxiLCD13P) has been selected. The communication with the screen has been established via a UART port, controlled directly from an external PIC18F26K22 microcontroller. In following versions of the mask a pulse oximetry sensor will also be incorporated, implemented as reported in [
87], for assessing the heart rate and oxygen saturation levels in blood of wearer.
To perform a validating fit and assembly test, the three types of filter adaptors were also fabricated (
Figure 9). Each adaptor facilitates the use of another type of filter: the general purpose adaptor permits the use of any type of certified filter, provided that it is supplied in the appropriate dimensions (in many cases the user may cut the required part from a bigger filter sheet); the second adaptor allows the use of hydrophobic filter membranes that prevent the passage of liquid substances, reducing thereby the risk of colonization and blockage and ensuring efficient operation of the airways and high bacterial filtration efficiency (>99.99%); while the third adaptor permits the incorporation of reusable respirator particulate filters (P2R), which offer improved comfort in breathing as with protection against solid and liquid particles.
To test the fitness of masks on the corresponding faces, the two mask prototypes were fitted on the corresponding faces; the male mask prototype was directly tried on by the corresponding individual, while the female prototype was fitted on the corresponding physical face model. In both cases a very good fit between the mask and the face has been observed. In terms of time, the post processing required approx. 30 min; 20 min for cleaning and inspection of MJ parts and 10 min for assembly of the whole mask and incorporation of electronics and filters.
5. Discussion
The study of the face mask/respirator case provides some useful insights regarding the problems and decisions that arise during the design phase of a DDM production system. These issues can be grouped into three major areas: product design; process and capacity design; and facility planning and allocation.
Regarding product design, the results of the study underscore the importance of considering the constraints and exploiting the capabilities of the MJ technology that serves as the basis for the DDM production system. For the specific case, the main constraint is associated with the limited availability of materials with the required physical properties and biocompatibility. This constraint, however, is partially alleviated by the possibility of employing multiple materials and combining them to achieve intermediate properties and functionality. According to the results of the cost analysis, materials costs represent a significant portion of the total cost; hence minimizing the volume/weight of the product is an objective that should be given proper consideration during product design. Careful consideration should also be given to the effect that product design choices have on other production phases, besides machine part fabrication. Critical, for the investigated case, is the customization phase, and the construction of the personalized mask virtual model in particular. Associated tasks require significant expertise and time; hence, simplifying or automating them through appropriate design choices will reduce both production cost and time.
As expected, the mask fabrication phase is the most time-consuming and costly phase of the production process. Achieving a high machine and material utilization rate is, therefore, very important to minimize production cost per unit and maximize throughput. On the other hand, lower machine utilization may be desirable to minimize lead time and to be able to deal with abrupt increases in demand. Excess production capacity can be achieved either by employing more MJ machines of medium size, such as the one in the present study, or by employing machines of larger build volume. In both cases additional costs will incur, increasing thereby the fabrication cost per unit. A possible way to reduce these excess associated costs would be to employ the equipment to other similar biomedical applications (e.g., production of medical tools and pre-surgery models) in times of ‘stable’ demand, while reserving the machines for dedicated mask fabrication in cases of emergency.
The production phase associated with the least cost and time was process planning, since the product features are to a large extent fixed, and process planning parameters, such as optimum part orientation and build layout, are predefined and standard. Post-processing tasks, namely cleaning, assembly and part inspection, require also minimal labor effort and do not therefore significantly affect production cost and time. This, however, will not probably be the case in an actual production setting where more thorough functional testing and quality control will most likely be required. Quality control has not been considered in the present study because it needs all aspects of product and process to be finalized; nevertheless, it is an important issue that must be taken into account in actual practice. Additional post-processing operations may also be required to improve the functionality of the mask, applying e.g., protective coating to enhance mask sealing and endurance. To define the extent that such operations are needed requires thorough testing that will be conducted in future stages of the research.
Process and cost analysis led to the identification of another issue that is probably worth further investigation, namely the incorporation of additional AM technologies in the DDM production system. Lower cost extrusion or photopolymer-processing 3D printing systems could, for example, be employed for the fabrication of mask components that do not have high accuracy tolerances or come to direct contact with the face, in order to reduce processing costs. This of course requires a redesign of the mask to ensure proper fitting between various components and facilitate assembly.
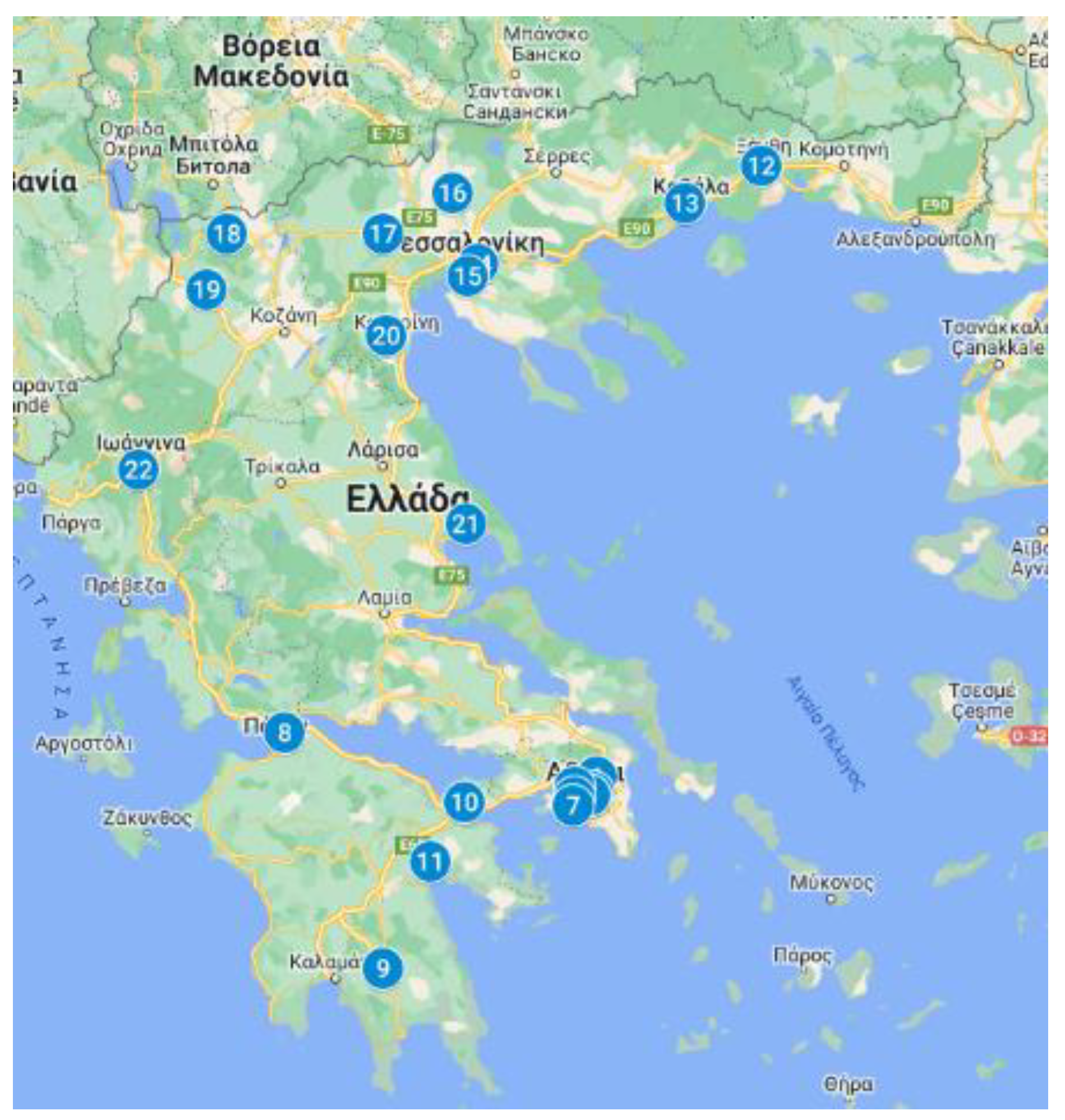
The study provided also some useful Insights regarding the choice of centralization rate for the required facilities. A central DDM facility affects positively cost and possibly quality by enabling central control and inspection of equipment. The investigated case, however, seems to favor a decentralized approach where a network of production facilities is dispersed across the required geographical area. The network approach is considered favorable because it mainly facilitates the customization phase by lowering the distance between the scanning facilities and the customers. The same could be argued for lead time but the extent that delivery lead time is improved depends on the size of the geographical size. Extra cost associated with a decentralized facility network can be minimized if production facilities are located within existing healthcare facilities, which is relatively straightforward considering the limited installation requirements of 3D scanning equipment and MJ systems.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}