1. Introduction
Welding processes and systems play an important role in modern industrial production lines and are widely used in automotive processing, shipbuilding, marine engineering, etc. [
1,
2,
3]. As shown in
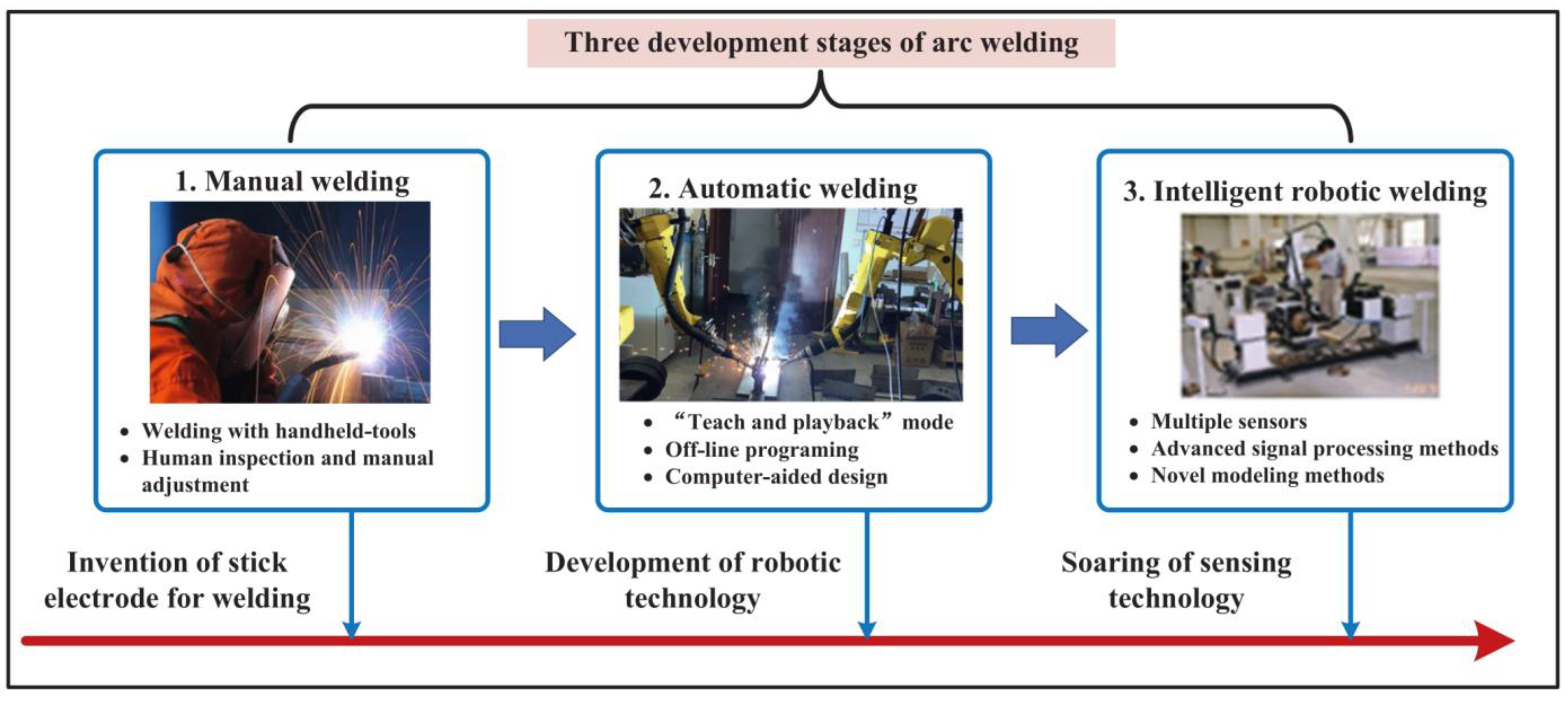
Figure 1, welding systems have gone through several stages of development [
4]. Early welding was performed by hand by welders, and the actual weld quality was highly dependent on the welders’ theoretical knowledge and operational experience. This introduces problems such as the unstable and uneven quality of welded structural parts [
5,
6,
7,
8]. With the development of robot technology, industrial robot welding began to gradually replace manual welding in welding production [
9], This represents the second stage of automated welding. Industrial robotic welding can achieve effective welding in places that human welders cannot reach, while achieving overall improvements in welding quality, adaptability and production efficiency [
10]. However, most welding robots still work in a “teach and play back” mode. Computer-aided design (CAD)-based off-line programmed welding can only handle situations where prior knowledge of the environmental model is available [
11]. Even so, there is still a huge risk of mispositioning. As assembly errors, preprocessing errors, and disturbances are unavoidable during welding, environmental workpiece identification and fault detection still require manual inspection and constant re-teaching. In recent years, intelligentized welding manufacturing systems have introduced advanced sensing technology [
4]. The sensing technology shows good performance in welding environment identification, welding process monitoring and welding defect detection.
Intelligentized welding manufacturing systems use sensing technology to perform an advanced simulation and functional reproduction of welders’ senses and brains [
12]. In the welding process, the welder can first obtain sufficient welding environment information by observing the welding workpiece and the welding process phenomenon. Then, based on their accumulated welding experience and knowledge, the characteristics of the welding process can be identified. Finally, the evaluation of the welding state and the diagnosis of welding quality are carried out. Therefore, the intelligentized welding manufacturing system proposes the following three corresponding technical means [
1,
2,
3,
13,
14]: (1) Use advanced sensors to obtain a large amount of accurate welding process information; (2) Use effective signal processing and characterization algorithms to extract sufficient perceptual information features; (3) Model the welding process and establish the relationship between characteristics and sensing targets. Welding processes and systems play an important role in modern industrial production lines. After decades of development, many welding operations using hand tools have been replaced by automated welding systems using industrial robots. Although welding robots have been used for decades, they are pre-programmed machines [
15], with limited intelligence. Today’s welding processes are complex with numerous parameters and limited understanding of the process mechanism. At the same time, users and customers have specific weldment requirements and dynamic work environments. As a result, welding is moving towards more customized production [
16], and utilizing next-generation intelligent welding systems to intelligently adapt to changing welding tasks while maintaining high-quality welding results. In the age of Big Data, smart strategies for collecting and sharing welding information are also important, both to improve internal operations and as part of a comprehensive lifecycle assessment in industrial supply chains [
17]. For example, tracking welding parameters during the process and welding quality after the process can lead to improvements in the welding process, component performance, and subsequent service quality. Although there are many welding methods, the development of information and communications technology (ICT) is driving the transformation of the traditional welding process [
9]. Advances in computer science, control theory, robotics, and artificial intelligence are making it possible for intelligent automation to replace humans. These concepts and their related technologies have been used in Industry 4.0, Smart Manufacturing, Internet of Things (IoT), Industrial Internet, Big Data, Artificial Intelligence 2.0 (AI 2.0), Next Generation Intelligent Manufacturing (NGIM), and Human–Cyber–Physical Systems (HCPS), they are building models for the industry of the future [
18,
19,
20,
21,
22]. These initiatives provide the necessary drive, impetus and platform to upgrade welding systems to a higher level of intelligence.
In the process of welding and manufacturing major equipment or parts, the scale and specialization of the welding manufacturing process is an important way to improve production efficiency [
23,
24]. With the informatization of welding production equipment, the welding manufacturing system will gradually evolve in the direction of scale, complexity and intelligence. The use of industrial Internet of Things technology is an effective method to realize the materialization and informatization of welding workshop production equipment. Aiming at complex situations such as multi-task concurrent execution, multi-sensor synchronous monitoring, multi-source information fusion, and multi-resource collaborative scheduling encountered in the design process of the welding manufacturing system [
25], it is an urgent problem to design a large-scale welding system to coordinate and manage multiple complex units of the welding manufacturing system in the same network environment, so that they can complete specific welding production tasks in a coordinated and unified manner [
26]. Multi-Agent Systems (MAS) have the characteristics of distribution, autonomy and internal coordination [
27,
28,
29,
30]. The Internet of Things technology makes it easy to communicate between various devices [
31]. Through the Internet of Things technology and multi-agent technology, the integrated design problem of large-scale welding manufacturing systems can be solved [
32,
33,
34].
Focusing on the design mode of a multi-agent welding manufacturing system under Internet of things (IoT) technology, a feasible design of a multi-source information monitoring and control system for intelligent welding manufacturing process based on IoT-MAS is proposed. Solutions that enable welding systems to mimic, augment and/or replace humans in sensing, learning, decision-making, monitoring and control are also proposed [
35]. The individual steps of the welding process were integrated into an intelligent networked system and an intelligent welding manufacturing system was built using multi-agent technology to realize functions such as independent planning of welding tasks, guidance of initial position of welding seam, welding seam tracking, multi-source sensing of the welding process, and adaptive feedback control of welding seam formation [
36].
2. Technical Composition of Intelligentized Welding Manufacturing and Systems (IWMS) Based on the Internet of Things and Multi-Agent
Aiming at the whole welding process, the functional analysis and model design of the IWMS are proposed. IWMS is usually composed of several Intelligent Robotic Welding Units (IRWUs). The start welding position guidance, welding seam tracking, multi-source sensing information acquisition, and process control in each IRWU are composed of several intelligent agents [
37]. In the unified Internet of Things network environment, each agent unit under IWMS should achieve the global goal in an orderly manner while achieving their own local goals. The intelligent welding manufacturing system based on IoT-MAS designed in this paper is shown in
Figure 2. The IoT-MAS intelligent welding manufacturing system extracts each agent’s work unit, and thus constitutes the model of the intelligent welding manufacturing system.
2.1. Task Description of Welding Manufacturing Process
This paper abstracted the functions required for the intelligent welding manufacturing process, and designed the IoT-MAS welding manufacturing system. Different from the traditional manual welding manufacturing process, the intelligent welding manufacturing system is oriented to whole process control. The whole process can be divided into the following four main processes according to the time sequence and function division: 1. Welding task planning before welding; 2. Robot welding; 3. Dynamic monitoring of welding process; 4. Post-welding inspection. The above four main tasks are further decomposed into modules. They are decomposed into concrete functional module units that can be realized and, according to the requirements of decomposing abstract functional units, the corresponding function realization mode was designed. The details are as follows: 1. “Pre-welding task planning” needs to decompose the macro welding task into specific sub-tasks that can be executed by each agent, and issue tasks to each agent; 2. The “robot welding” process needs to realize “welding seam,” the two functions of “initial position guidance” and “weld tracking”, and the realization of these two functions requires the support of laser vision sensing technology and robot motion control technology; 3. The process of “welding dynamic process monitoring” needs to realize “welding process monitoring”, “sensing monitoring” and “real-time control of welding parameters”, and the “welding quality feedback control” function based on these two functions. “Sensing monitoring of welding process” includes current monitoring, voltage monitoring, sound monitoring and molten pool monitoring. “Real-time control of welding parameters” includes “current control” and “wire feeding control”; 4. The process of “post-weld inspection” is mainly to inspect the quality of the weld, including the inspection of the surface quality of the weld and the welding process and defect detection inside the seam, according to the above decomposition of abstracted functions. This paper designs the model and architecture of the corresponding IoT-MAS welding manufacturing system.
2.2. Functional Requirements and Model Design of IWMS
A complete IoT-MAS welding manufacturing system should have the following functions: 1. System coordination and control; 2. Welding task decomposition planning; 3. Weld initial point guidance; 4. Real-time weld tracking; 5. Multi-source sensing information acquisition; 6. Welding quality monitoring; 7. Weld forming feedback control. According to the functional requirements, this paper designs the IoT-based IWMS and IRWU as a multi-agent hierarchical structure model in the form of “leader–follower”, including IWMS “leader negotiation MAS layer”, IRWU “follower coordination MAS layer” and “unit execution agent.” There is a distributed structure between the agents at the same level. The hierarchical structure model is conducive to the cooperative operation and unified management and control of multiple agents, and improves the consistency and adaptability of IWMS and IRWU control. Finally, the system architecture is determined through the layered structure model of IoT-MAS.
According to the IoT-MAS-based intelligent welding manufacturing system model proposed in this paper, IRWUs with different functions are designed for different welding processes (MIG, MAG, pulsed GTAW, hot wire TIG, etc.), and each IRWU has a complete functional system. Welding initial point guidance, welding real-time tracking, multi-sensing information acquisition, welding quality monitoring, and welding seam form the feedback control. Because the agent of the “unit execution agent layer” is an agent structure encapsulation completed by the actual physical hardware subsystem, it is necessary to use the industrial Internet communication method to connect the hardware system of the agent to a unified network environment to make it communicate with the agent units that “follow the cooperative MAS layer”. The agents of the “following collaborative MAS layer” are managed and controlled by the “following collaborative agent’s control”, while the following collaborative agents of each welding robot work unit are uniformly controlled by the central management and control agent under the “leader negotiation MAS layer”. This paper takes the pulse GTAW intelligent welding manufacturing process as the research object, and designs the IoT-MAS architecture scheme of the robot pulse GTAW work cell.
2.3. Intelligent Packaging in IWMS
The intelligent agent encapsulation is a necessary step in the design of each intelligent agent unit in MAS, and it is the process of encapsulating the hardware subsystem and software subsystem in the intelligent welding robot work unit into an intelligent agent. The encapsulation of an agent includes the following processes: agent structure encapsulation, inter-agent communication scheme design, agent object definition and intelligent function interface encapsulation.
2.3.1. Agent Structure Design in IWMS
According to the different functions and internal structures of the agents, the agents can be classified as follows: 1. Reactive agents; 2. Deliberate agents; 3. Compound agents; 4. Effect-based agents; and 5. Target-based agent. According to the task objectives, functions and structural characteristics of each agent unit in the IoT-MAS intelligent welding manufacturing system, this paper encapsulates the sensing and monitoring agents as reactive agents, and encapsulates the central management agent and the follow-up cooperative agent as a composite agent, encapsulating the molten pool monitoring agent, arc sound monitoring agent, current monitoring agent, voltage monitoring agent, laser vision agent and welding quality prediction agent as effect-based agents. The point guidance agent, the seam tracking agent, and the seam forming control agent are packaged as goal-based agents.
2.3.2. Reactive Agent of IWMS
A reactive agent is an agent that has the ability to respond to the environment in real time. It can deal with simple or emergency situations, and can respond quickly and clearly to the environment. The structure of the reactive agent is shown in
Figure 3, and the conditional action rules are stored in its knowledge base. When the perception module of the agent receives a certain external condition, the agent can directly call the preset rules and generate the corresponding behavior output. No logical processing is required. This type of structure is suitable for agents that require fast responsiveness.
2.3.3. Deliberate Agent of IWMS
The structure of the deliberation agent is shown in the
Figure 4. The agent has a high level of intelligence and strong logical reasoning ability. It can deal with complex problems and perform corresponding actions, but the reaction speed is slow and the action efficiency is low. The characteristics of the deliberating agent are combined with the functional requirements of the central management and control agent and the follow-up cooperative agent, which do not require rapid response but require strong logic processing capabilities.
2.3.4. Compound Agent of IWMS
The structure of the compound agent is shown in
Figure 5. The agent has the quick reaction ability of the reactive agent and the logical reasoning ability of the deliberation agent, and has a variety of complex characteristics: perception, modeling, logical reasoning, planning, rapid response, communication and execution, etc.
2.3.5. Target-Based Agent of IWMS
The knowledge base generated by the target-based agent stores the task target of the agent’s work. The ultimate goal of the agent’s decision-making behavior is to make the internal state of the agent or the environment state meet the target requirements. As shown in
Figure 6, it shows the internal logical structure of the goal-based agent.
2.3.6. Effect-Based Agent of IWMS
The knowledge base of the effect-based agent stores the effect state, and its structure is shown in
Figure 7. The purpose of the agent is to make the effect of the agent’s behavior on the environment achieve its internal preset working effect.
3. The Multi-Agent Collaboration Mechanism of the IWMS Based on Alliance Formation Collaboration Methodology
The multi-agent system designed in this paper belongs to the cooperative type, that is, the agents in the system have a common global goal (to ensure the final welding quality), and each agent also has a local goal that is consistent with the global goal (system coordination and control; welding task decomposition planning; welding start point guidance; real-time welding seam tracking; multi-sensing information acquisition; welding quality monitoring, etc.). Only by ensuring the completion of each local goal can the realization of the global goal be ensured. For example, the realization of the welding seam initial point guidance function requires the coordinated and orderly participation of the laser vision agent, the welding seam initial point guidance agent and the robot control agent. This paper designs a complete multi-agent cooperative operation mechanism, as shown in
Figure 8, showing the functions and models of the intelligent welding manufacturing system.
This paper adopted the collaboration method of alliance formation, divided several agent alliances according to each local target task of the IoT-MAS system, and built a complete set of agent alliance systems. Each agent alliance completes the alliance by uniting several agents’ specific goals. Then, this paper constructed the master–slave structure of the central management and control agent and the follower collaborative agent. With the central management and control agent and the follower collaborative agent as the core, the goal of the IoT-MAS welding manufacturing system was decomposed step by step, and the welding tasks were carried out, planning and assigning tasks to a consortium of agents to complete.
3.1. The Construction of the Agent Alliance System
Assuming that there is a set of complex tasks to be solved and a set of agents in MAS, the solving ability and efficiency of a single agent are limited and cannot complete a complex task independently, so multiple agent units coordinate and cooperate with each other, complete the task in an efficient and orderly manner and achieve the task solution goal. In MAS, the coordinated and orderly set constructed by multiple agents is called the agent alliance.
Figure 9 shows the agent alliance system of the intelligent welding manufacturing system.
The ultimate goal of the IoT-MAS welding manufacturing system designed in this paper is to ensure the quality of welding. The process decomposition of this task goal can obtain several sub-goals: initial point guidance of the welding seam; real-time welding seam tracking; multi-sensing information acquisition; welding quality monitoring; weld forming feedback control, etc. The realization of each sub-goal requires several agents to participate in cooperation, so this paper designed several agent alliances according to the division of the sub-goals. Taking the pulse GTAW agent alliance as an example, the laser vision agent, the robot control agent, the welding seam initial point guiding agent and the welding seam tracking agent were jointly designed as a guidance and tracking agent alliance, realizing the function of welding initial point guidance and welding seam tracking. The molten pool monitoring agent, sound monitoring agent, current monitoring agent, voltage monitoring agent and sensing monitoring agent were jointly designed as a multi-information monitoring agent alliance, which can realize multi-source sensing information in the welding process. collection, feature extraction, and data visualization. The wire feeder control agent, the welding machine control agent and the weld forming control agent were jointly designed as a parameter control agent alliance, which can realize real-time control of welding parameters (welding current and wire feeding speed). The sensing monitoring agent, the welding quality prediction agent and the welding seam forming control agent were jointly designed as the welding seam forming feedback control agent alliance, which can realize the real-time feedback control of the welding seam forming in the welding process. In the agent alliance, each agent can realize communication and data transmission through its own communication interface, and jointly complete the corresponding functional goals.
3.2. Central Control Agent and Collaborative Agent of IWMS
In the previous section, the agent alliance system was constructed, and each agent in the agent alliance needs to cooperate to accomplish a common goal. This section constructs the master–slave structure of the central management agent and the cooperative agent. First, the central management and control agent plans the welding task, decomposes the task first-level and assigns the task to the collaborative agent. Then, the collaborative agent receives the task and performs a second-level decomposition of the task and sends it to the lower-level agent. The alliance issues specific tasks. The master–slave structure of the central management and control agent and the collaborative agent were adopted to guide other multi-agents to complete the welding task in an orderly manner.
The central control agent and the collaborative agent constructed in this paper belong to the pure software agents, and they are all deliberation agents. As shown in
Figure 10, the central control agent has the following functions: 1. It has the highest agent management authority to obtain the internal data of each agent; 2. It has a complete human–computer interaction interface and UI; 3. It monitors all agents; 4. It monitors and manages lower-level intelligent agent clusters. As shown in
Figure 10, the collaborative agent has the following functions: 1. It has the management authority of lower-level agents and can obtain the internal data of each agent; 2. It monitors all lower-level agents; 3. It monitors and manages the current agent cluster; 4. The welding task is divided into two levels and the task is assigned to the corresponding agent.
4. Unit Design and Functional Implementation of Multi-Agents in the IWMS
For each agent abstracted by the IoT-MAS system, its functions need to be implemented separately. This section elaborates the implementation details of each agent unit.
4.1. Laser Vision Agent
In the current welding manufacturing engineering applications, most welding robots belong to the teaching and play back category [
38]. The introduction of laser vision tracking technology can realize teaching-free robot welding. The basis of laser vision tracking technology is a laser vision sensor shown in
Figure 11 [
39]. The literature proposes a laser vision agent to realize the transmission of image data through the GigE Vision protocol, and through the reflection imaging of laser stripe structured light [
16]. Using a CCD camera or a CMOS camera to capture the laser stripes, the main functions of the laser vision agent are: 1. Obtain the macro weldment image before welding, and output the image to the initial point guide agent of the weld; 2. During the welding process, the structured light fringe image is acquired in real-time and is output to the seam tracking agent [
40]. Laser vision agents are effect-based agents.
4.2. Welding Start Point Guide Agent
Welding start point identification is an important process in the pre-processing stage of intelligent robot arc welding [
41]. The welding start-point guide agent belongs to the agent at the software level. It receives the weldment image information transmitted by the laser vision agent, and calculates the welding start-point through the built-in image processing and initial welding position recognition algorithm [
42], The start point of the welding seam is transmitted to the robot control agent, and the welding robot moves to the start position of the welding seam, so as to complete the whole start-point guiding process of the welding seam. The welding start-point recognition algorithm, shown in
Figure 12, is embedded in the initial welding seam point guiding agent, which uses a two-step method to locate the initial welding position. The local area of the welding position is filtered, image segmentation, pixel point separation, and straight line fitting are performed to obtain the image coordinates of the welding position point. The identification process is shown in the figure. The welding start point guide agent belongs to the goal-based agent.
4.3. Weld Seam Tracking Agent
The positioning and tracking control of the workpiece and weld in robot welding are important issues for autonomous welding of intelligent robots [
43]. The weld seam tracking agent is a software-level agent. It receives the laser line fringe image of the weld seam transmitted by the laser vision agent, calculates the coordinates of the center point of the weld seam in real time through the built-in image processing and welding seam tracking algorithm, and transmits the coordinates of the center point of the weld seam to the robot control agent in real time. The welding robot controls the welding trajectory so that the welding arc always moves along the center point of the welding seam, so as to complete the entire welding seam tracking process. Weld seam tracking agents are object-based agents.
The weld seam tracking agent uses a teaching-free method to extract weld seam feature points. As shown in
Figure 13, the seam tracking agent adopts an improved image processing algorithm based on an a priori model and Steger’s method. Welding image features are extracted within 20 m with sub-pixel accuracy. Compared with the traditional algorithm, the algorithm adopted by the seam tracking agent in this paper makes a great improvement in speed, accuracy and robustness [
16].
4.4. Welding Current and Voltage Monitoring Agent
In the process of dynamic welding, the welding current information and welding voltage information can reflect the arc length, arc stability, and welding heat input [
44,
45,
46]. Based on this, a current and voltage monitoring agent was designed. The current and voltage monitoring agent belongs to a mixed software and hardware agent. The agent includes physical sensing hardware. The Internet of Things communication technology (USB communication protocol) was used to integrate the agent into a unified network environment.
For the designed current and voltage monitoring agent, a time-domain feature extraction algorithm was used to extract the statistical features of the sensing signal, including average energy, average amplitude and standard deviation [
47]. Thereby, nine-dimensional eigenvectors of arc voltage, welding current, and welding energy were obtained. Current and voltage monitoring agents are effect-based agents.
4.5. Arc Sound Monitoring Agent
Experienced welders can judge the welding quality by the arc sound of the arc welding process [
48]. In addition, theoretical research and experiments have also verified that the arc sound signal can reflect the welding penetration state [
49]. This shows that the arc sound signal contains important information about weld quality [
50,
51,
52]. The arc sound monitoring agent designed in this paper belongs to a hybrid agent of software and hardware, and uses the Internet of Things communication technology (USB communication protocol) to integrate the agent into a unified network environment. The acoustic signal itself is the time-domain feature extraction that evolves with time, which is the most natural and direct method for extracting the arc acoustic signal. The sound monitoring agent uses the statistical characteristics of the sound signal to calculate the time domain characteristics of the arc sound signal. Thereby, a 3-dimensional feature vector about the sound signal is obtained.
In addition to time domain features, frequency domain features are also important features for analyzing sound signals. The sound monitoring agent performs frequency domain analysis on the sound signal. Using short-time Fourier transform (STFT), the time distribution and frequency distribution of the sound signal during the welding process were analyzed [
44]; the STFT transform results are shown in the
Figure 14. The analysis found that the frequency is concentrated in the range of 0–12 kHz, and the literature found that the frequency part of 0.5–8 kHz contains rich welding quality information. The sound monitoring agent quantitatively calculates the statistical characteristics of 1–2 kHz, 2–4 kHz, 4–6 kHz, and 6–8 kHz. Thereby a four-dimensional vector is obtained. Arc sound monitoring agents are effect-based agents.
4.6. Molten Pool Monitoring Agent
One of the most important steps in the arc welding process is maintaining a stable welding pool [
53]. Otherwise, it will lead to serious welding quality problems [
54], such as lack of penetration, lack of fusion, etc. Therefore, real-time molten pool monitoring is an important part of intelligent robot arc welding. Visual sensing is the most common sensing method in intelligent robot arc welding, and has many irreplaceable advantages such as high precision, fast speed, and non-contact [
8,
55,
56,
57,
58].
The melt pool monitoring agent designed in this paper is a combination of software and hardware. The Internet of Things communication technology (GigE Vision protocol) is used to integrate the agent into a unified network environment, and the image features of the welding pool are extracted through the convolutional neural network algorithm.
4.7. Ire Feeder Control Agent
The wire feeder control agent is a combination of software and hardware. It uses the Internet of Things communication technology (Modbus protocol) to integrate the wire feeder into a unified network environment, and uses feedback control algorithms such as PID control, fuzzy control, and artificial intelligence control. Feedback controls the wire feed speed of the wire feeder. The wire feeder control agent belongs to the conforming agent.
4.8. Robotic Control Agent
The main structure of the robot control agent constructed in this paper adopts the FANUC six-axis robot, whose model is M-10iA. Using the robot’s Ethernet bus to integrate the robot into a unified IoT environment through the R691 protocol, the robot control agent can receive the expected robot motion data input from the outside, so as to control the robot to move according to the specified motion mode. The robot control agent has the ability to respond quickly, and also needs to have the ability of logical operation, reasoning and decision-making. The robot control agent belongs to the compound agent.
4.9. Welding Power Control Agent
The welding power control agent is an intelligent agent that combines software and hardware, and integrates the welding power system into a unified IoT environment through the Modbus protocol. The welding machine control agent can receive external welding parameter information and control the parameters of the welding machine in real time through the Internet of Things technology. During the welding process, the welding machine control agent needs to respond to external signals in time, which belongs to the characteristics of reactive agents. The welding power control agent needs to adaptively control the current of the welding machine and ensure the completeness and adjustability of the welding process, which belongs to the characteristics of a contemplative agent. The welding power control agent is a compound intelligent agent.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}