1. Introduction
In the field of manufacturing processes, it is observed that the trend is to produce more and more fast, efficient parts with high complexity, which involves using a high number of tools in the machining process [
1]. One of the main solutions for high-speed and efficient manufacturing is based on the full automation of the entire manufacturing process [
1]. Moreover, the tool condition monitoring is relevant in machine process condition monitoring based on wireless sensor networks was made as a plan to adopt and adapt IR 4.0 in the manufacturing industry [
2].
An automatic tool changer (ATC) is a device that can automatically perform tool changes between the spindle and the tool magazine according to the commands given by the machine control unit. When an ATC with a magazine is equipped in a machining center, the noncutting time and production costs can obviously be reduced so that productivity can be increased greatly [
1,
3]. However, when the ATC fails, massive losses will be experienced by the users. Of the total failures of a machining center, failures of an ATC account for about 12%. Thus, the reliability of ATCs plays an important role in machining centers [
3,
4], and many researchers have explored the reliability and availability of ATCs [
5].
In general, productivity in machining,
p, is defined as the number of products produced within a defined period:
where
tshift is the working shift time, and
tc is the total production cycle time for a single part. The efforts of producers are aimed at reducing the machining time. The total production cycle time
tc for one part consists of the following components (according to [
6,
7]):
where
th is the work handling time per part needed to load and unload the part in and out of the machine and time of interruption of work,
tm is the actual machining time per part,
tt is the tool exchange time per part, and
N is the number of pieces machined during the one tool life.
Actual machining time
tm depends on the cutting conditions, as follows:
where
l is the length of the tool’s trajectory,
f is the feed, and
n is the rotational speed. Moreover, the number of pieces machined during the life of one tool,
N, depends on tool life,
T, as follows:
It is a well-known fact that reducing the actual machining time
tc can be achieved by intensifying the cutting conditions. Moreover, it can still be stated that the machining time value
tc is directly proportional to the tool exchange time. Quick tool exchange makes sense, especially for the numeric control of machine tools. The article does not use the different, currently available systems related to the active control of tool wear [
2,
8] to obtain a signal for tool exchange. It presents and discusses the technical possibilities for improving the systems of automatic tool exchange by focusing on cutting inserts. Automated tool exchange can shorten or eliminate the time needed for tool exchange. When increasing the level of automation within tool exchanges, several principles have been developed for replacing worn cutting inserts.
The automatic tool-changing device is convenient and simple, and the tool can be installed on the spindle of the machine tool accurately and quickly [
9]. Preferably, automatic tool exchanger devices perform the whole exchange of the tool’s magazine according to commands of a machine control unit ([
10,
11,
12], among others). However, we designed a tool holder for the automatic exchange of a cutting insert in a turning tool, with the tool holder staying in the original position while the fresh cutting edge of a cutting insert is changed.
Devices for automatic plate exchange require special cutting inserts with specially created clamping and handling surfaces. Some designs are focused on the use of commercial cutting inserts. Since these commercial inserts do not have special clamping surfaces, a complex kinematic mechanism is necessary. A tool holder eliminates the mentioned shortcomings with an automatic exchange for mainly commercial triangular cutting inserts.
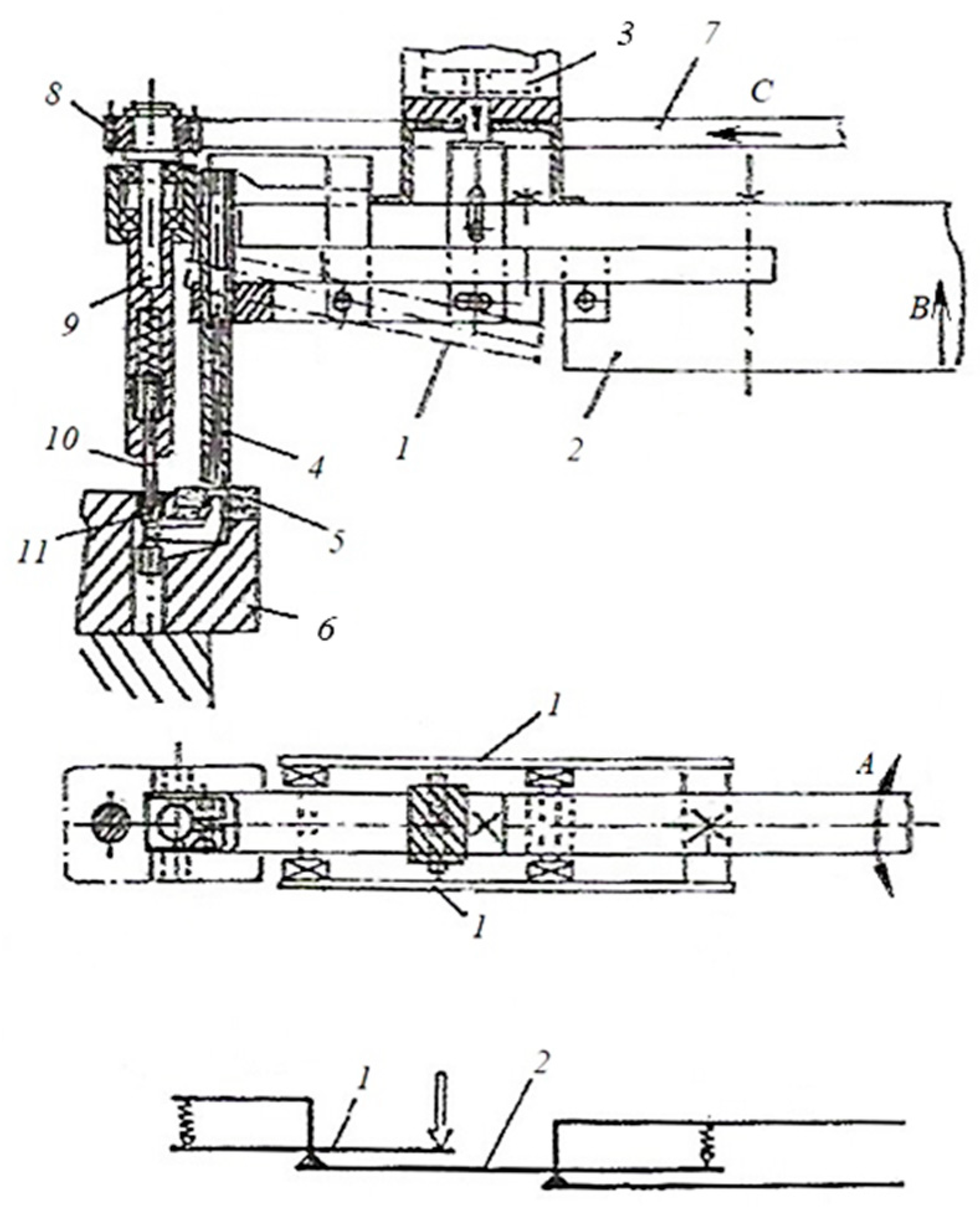
In
Figure 1a, a cutting tool holder for the automated exchange of special cutting inserts that was developed in [
13] can be seen. The cutting tool is provided with a magazine to hold a supply of cutting inserts and as a means for rejecting a worn insert (more details can be found in [
13]). The magazine is located in a relatively massive holder. A hydraulic–pneumatic control system enables the worn cutting insert to be ejected from the holder and replaced with a fresh one. In the tool holder body (1), a groove for the magazine (2) has been designed for special plates (3). The tool exchange mechanism is based on the movement of the movable arm (4) that is controlled by the pull–push rod (5). When the pull–push rod (5) moves in the indicated direction, the movable arm (4) tilts and, thus, is released from contact with the surface of the body (1). During the next movement, the arm (4) slides into the groove (6) in the body (1), and its front part in the back position captures the fresh insert from the magazine (2). At the same time, the inclined surface of the pull–push rod (5) releases the movable arm (7), which is pivotable around a pin, and the front arm which is firmly connected to the clamp plate (8). When the pull–push rod (5) and movable arm (4) are moved forward, its front part squeezes the fresh insert into the working position, and the worn insert falls into the chips. In the last phase of the movement, the inclined surface of the pull–push rod (5) flips the handle (7) again and clamps the new cutting insert. The arm (4) returns to its original position by flipping in the indicated direction and is fixed on the inclined surface of the body (1). This solution requires cutting inserts of a special shape that are adjusted to the conditions of the lamping movement in the magazine and holder.
A similar design was presented in [
14], which presented a design using commercial cutting inserts (
Figure 1b). The transport of inserts from the magazine is achieved by rotating the arm (8) by 180° around the pin (7). An alternative design in
Figure 1b has the vertically placed magazine in the holder’s body.
Some designs ensure the exchange of cutting inserts in current holders. The mechanical principle is shown in
Figure 2 (according to [
15]). The manipulator consists of a set of levers (1 and 2). At a specified moment, lever (1) enables the insert of the flexible mandrel (4) into the clamping hole in the cutting insert and pulls out the unfastened cutting insert from the tool holder (6). The movement of this lever is controlled by the piston (3) located in the cylinder in the upper part of the manipulator. The second lever mechanism makes it possible to flip the entire system into the position shown in
Figure 2. The hexagonal rod (10) is inserted into the hole of the clamping screw (11). The hexagonal rod (10) is spring-loaded in the rolling bearings of the spindle (9). The pinion (8) is controlled by a toothed rod (7) and ensures the tightening and loosening of the clamping screw. After the ejection of the cutting insert, the whole system turns to the magazine of the cutting inserts in direction A to obtain a new insert. The disadvantage is that the system’s failure can occur when chips or dirt enter the hole of the clamping screw during machining. The time required for replacement is longer than in previous solutions. Since a certain amount of space is required to place the manipulator, the system can only be used when machining with one tool or with several tools of the same type that are located in parallel.
The mentioned designs of tool holders for quick exchange of cutting inserts allow reducing the total production cycle time for one part
tc through the reduction of the tool exchange time. There are approaches to reduce the total production cycle time
tc through the actual machining time
tm. Generally, the actual machining time is reduced by increasing the cutting speed. However, that approach introduces the issues of extremely short tool life [
16]. To achieve the required machine surface roughness, the tooltip radius is another parameter allowing the reduction in actual machining time. Moreover, there are concepts of either a double-tool [
17,
18,
19] or multi-tool turning [
20]. The concept of multi-tool turning is to use two single-point cutting tools rather than one for turning the same shaft [
20]. The second tool should be mounted on the additional tool post. Compared to the single-tool turning process, the double-tool turning produces a much better surface finish [
21].
3. Developed Design for Automatic Exchange of Cutting Insert
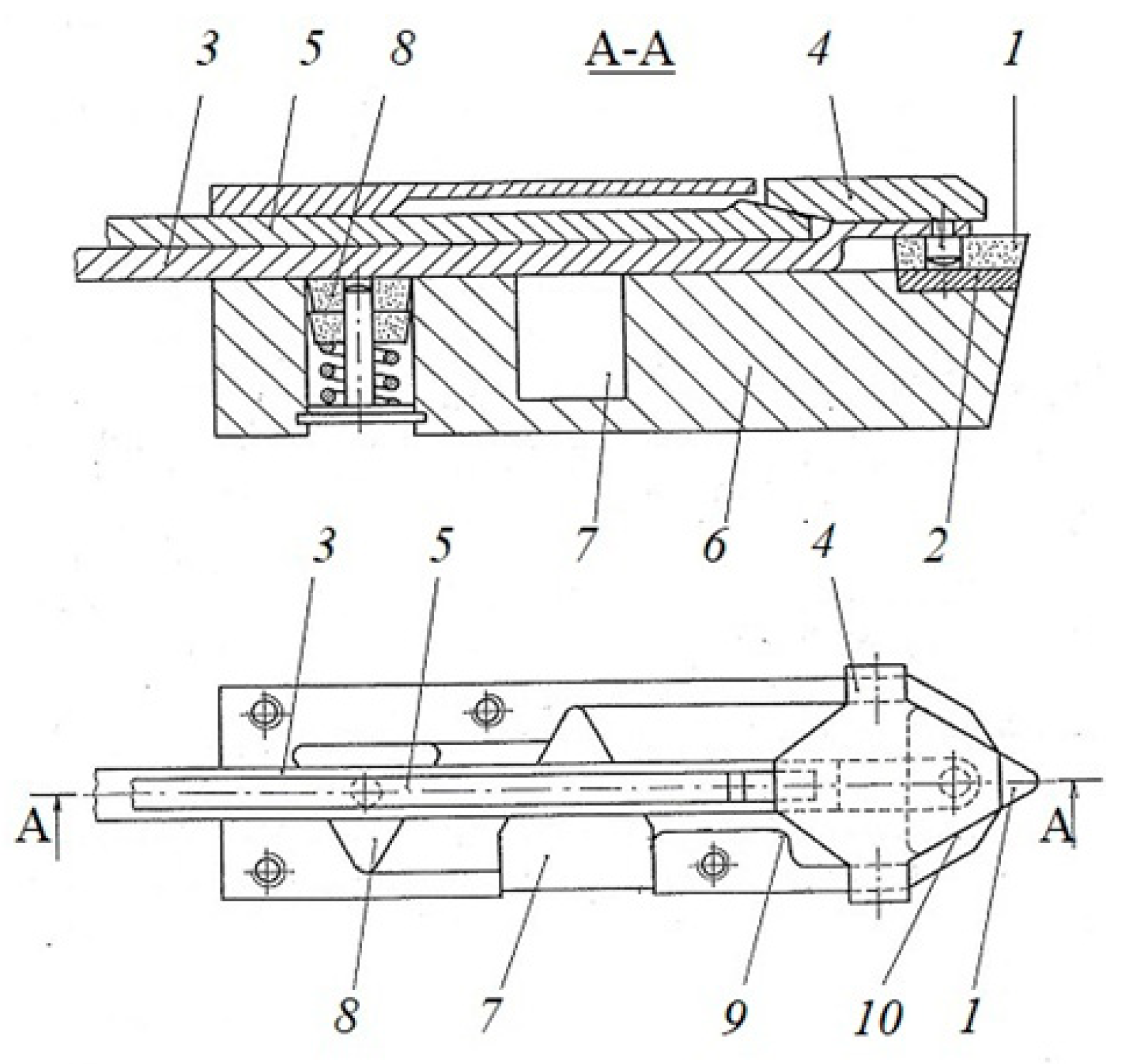
The design was focused on creating a system aimed primarily at translational and rotational movement regarding a blunt triangular cutting insert being moved into the working position and replaced by a new cutting edge. The basic principle is shown in
Figure 3 [
22].
The cutting insert (1) is placed on the base and is moved to the working position by the pull–push rod (3). The insert is clamped by the clamp (4), which is controlled by the pull–push rod (5). In the tool holder body (6), a shaped hole (7) is created, through which the worn cutting insert falls out. In the back part of the tool holder, the magazine (8) with a triangular hole is situated. The shape of the magazine’s triangular hole is rotated by 180° in relation to the triangular ejection hole. This ensures that the new cutting insert does not fall into the ejection hole during its transport from the magazine. The protrusion (9) makes the cutting insert rotate into the appropriate position, which is ensured by the stop surfaces.
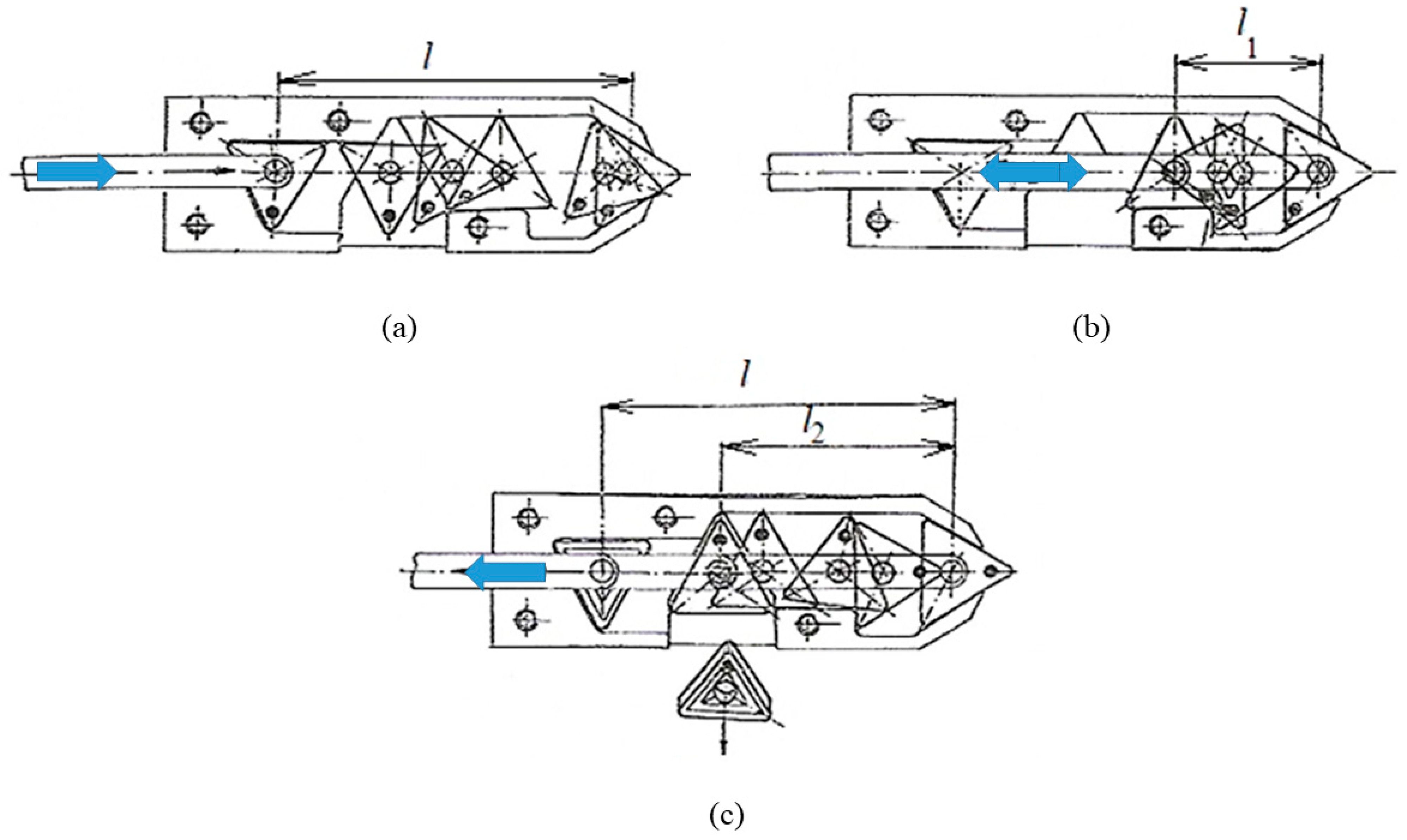
The cutting insert exchange cycle is shown in
Figure 4. To be able to watch the individual phases of the cycle clearer, the black dot is at one corner of the cutting insert triangle in
Figure 4. The system works in the following phases:
Phase A is the position change from the magazine to the working position (
Figure 4a). Pushing the rod, the cutting insert is moved by a length of
l from the magazine to the working position while rotating by 60° due to contact with the protrusion and then rotating by 30° due to contact with stop surfaces. The first unworn cutting edge of the triangular insert is prepared to cut.
Phase B exchanges the worn cutting edge with the unworn cutting edge of the same insert (
Figure 4b). Pulling the rod, the first worn cutting edge is taken from the working position by a distance of
l1. The insert stops at protrusion while rotating by 90°. Then, by pushing the rod, the cutting insert is moved to the working position while rotating by 30°. Thus, the second unworn cutting edge of the triangular insert is prepared for cutting. Phase B can be repeated when the second cutting edge is worn, and the third unworn cutting edge is moved to the working position.
Phase C (
Figure 4c) is the worn cutting insert rejection. Pulling the rod by a distance of
l2, the worn cutting insert drops out through the ejection hole. Pulling the rod again, the rod moves to the starting position of the described cycle and the new, unworn cutting insert from a magazine can be moved to the working position (phase A).
3.1. Alternative Designs
The principle of the translational and rotational movement of a triangular cutting insert is used for other alternative designs of the tool holder. The design of the above-mentioned tool exchange mechanism can only be used for triangular cutting inserts with one cutting edge that is used, and then the worn cutting insert is rejected. The following alternative designs are intended for use with a single triangular cutting insert with three cutting edges that are all used before it is exchanged.
3.1.1. Alternative Design 1
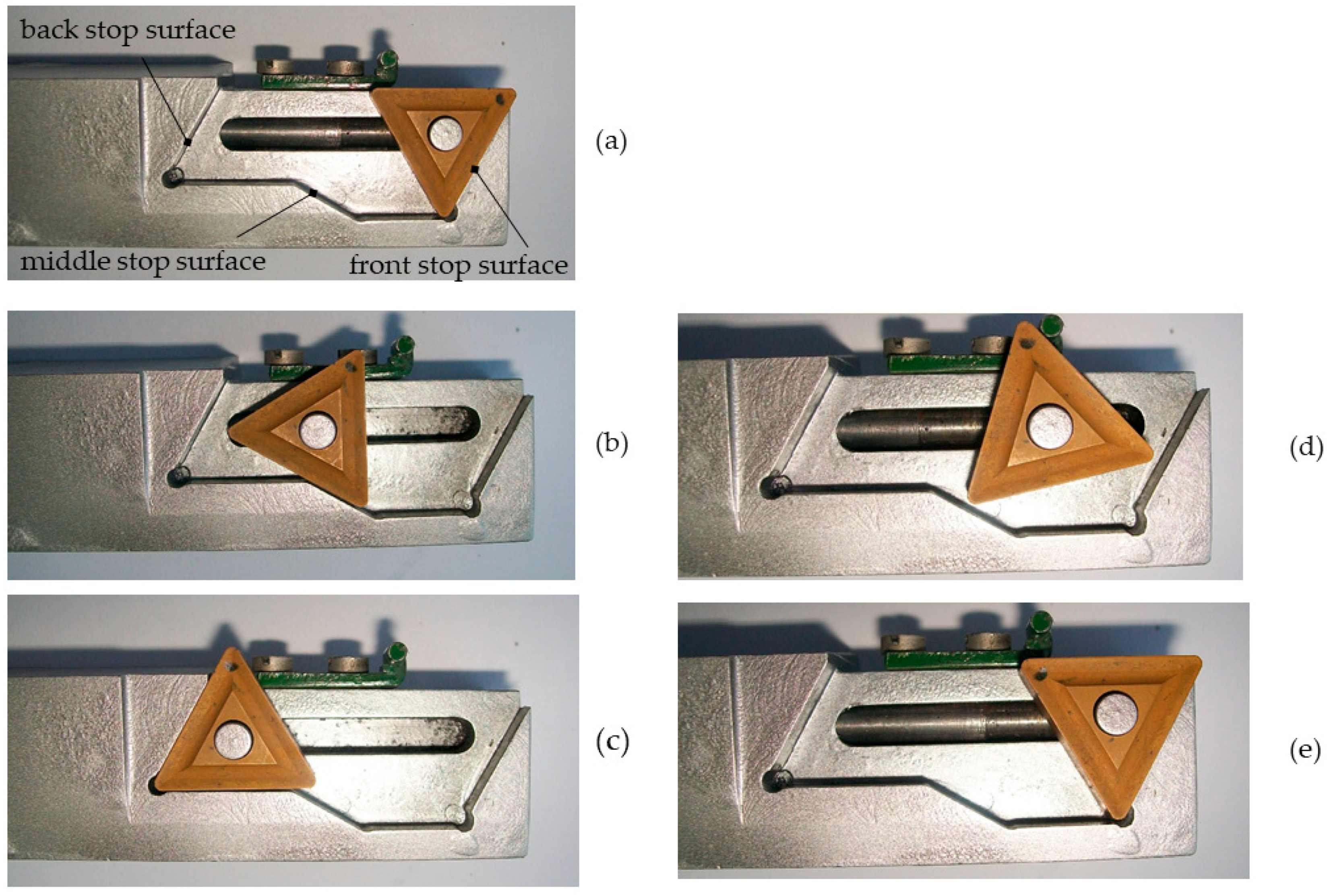
Figure 5 presents the individual positions of the cutting insert while replacing the worn cutting edge with a new one via the rotational and translational movement of the cutting insert.
Figure 5a shows the cutting insert with a worn cutting edge in a working position. When pulling the rod with the cutting insert on it towards the back (left in image), the cutting insert hits the middle stop surface and turns by 30° counterclockwise (
Figure 5b), and then it turns by another 30° counterclockwise by the backstop surface (
Figure 5c). When pushing the rod with the cutting insert, the insert hits the front stop surface (
Figure 5d) and turns 60° counterclockwise. Thus, the cutting insert is in a new working position (
Figure 5e) with an unworn cutting edge.
3.1.2. Alternative Design 2
The alternative design 2 in
Figure 6 was developed for a single-cutting insert with three tooltip radii,
rε, with modified stop surface shapes in order to test the roughness when turning. We intended that, with the introduction of a reliable system for automatic cutting insert exchange, it might be possible to turn the cutting insert with the tooltip radius
rε1 for roughing and with a larger tooltip radii
rε2 and
rε3 for finishing while using the unchanged feed rate.
For the experiment, the following radii of the tooltips of the triangular cutting insert were used:
rε1 = 1 mm,
rε2 = 2 mm, and
rε3 = 3 mm, and the tool holder design is shown in
Figure 6a. The obtained dependences of influencing the maximum height of the machined surface roughness
Rz on the feed
f are in
Figure 6b.
4. Tooltip Radius rε and the Actual Machining Time for a Part
Tooltip radius
rε influences the machined surface roughness parameter
Rz inversely proportional according to Formula (5). To determine parameter
Rz theoretically, the following well-known theoretical formula is applied [
7,
23,
24]:
where
f is the feed rate and
rε is the tooltip radius. The experimental dependencies
Rzexp-f for the tools with different tooltip radii are shown in
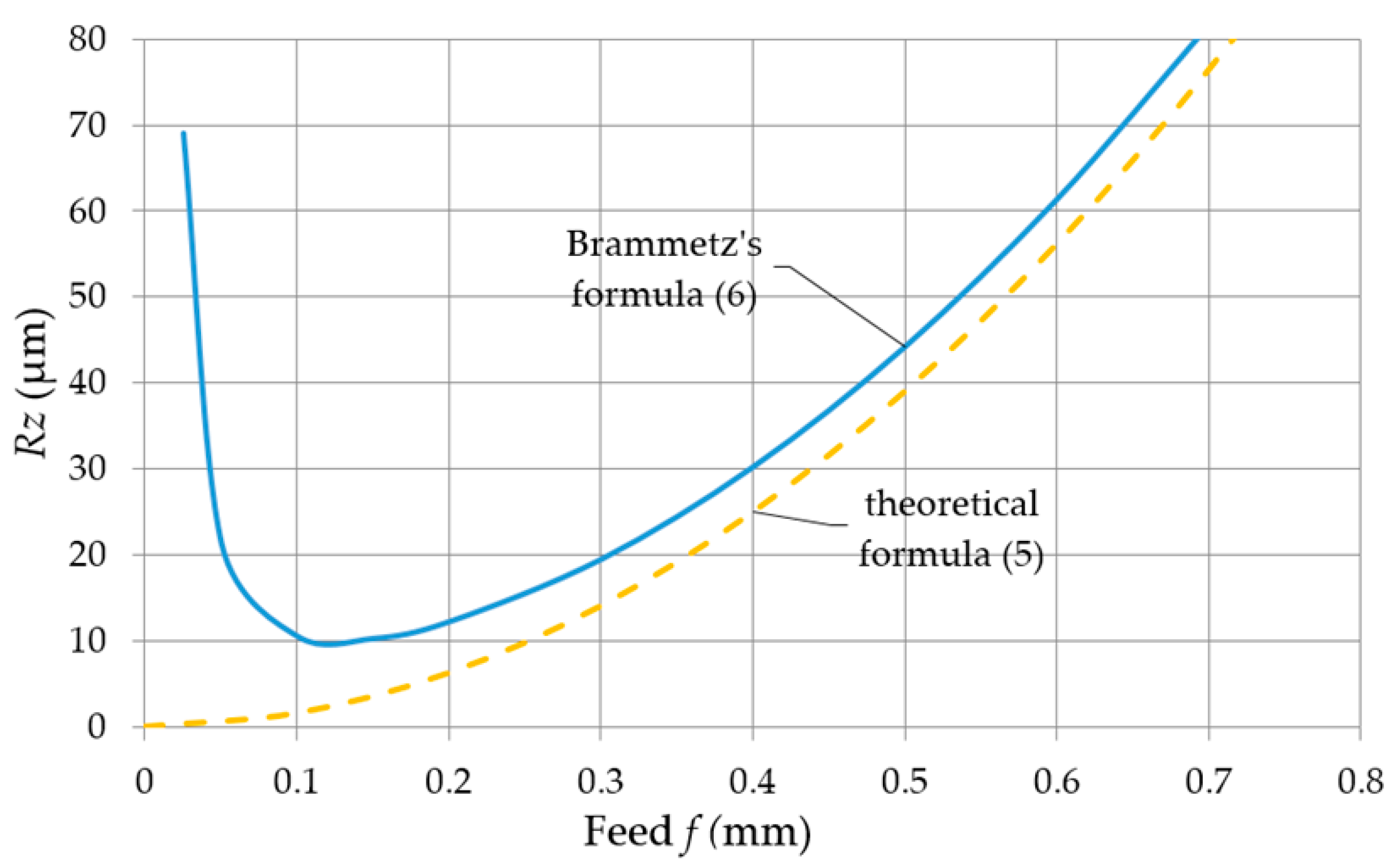
Figure 6b (continuous red, blue, black curves). We can state that the experimental curves do not correspond with the theoretical ones. The difference is mainly in the area of low and large feed rates. The experimental curves do not start at zero value as according to theoretical Formula (5). The expectation of the high machined surface quality due to low feed rate is just theoretical. In fact, the roughness parameter
Rz increases with feeds less than 0.1 mm.
Moreover, the actual machining time for a part
tm in Formula (2) becomes longer with small values of feed rate. The reason for worsening the machine surface quality with small feed rates is a phenomenon described as the minimum chip problem. The radius of the cutting edge rounding
rn is very close to the size of the uncut chip thickness. If the uncut chip thickness is about the size of the cutting-edge radius
rn, the workpiece cut material comes under the cutting tool wedge. It is followed by intensive plastic deformation of the machined surface and internal material friction and thus the worsening of the machined surface microgeometry occurs. A numerical analysis of the minimum chip problem was made in [
25], where it is stated that when the depth of cut is 0.16 times the tool edge radius, the chips begin to produce, in the case of micromachining of pure iron.
The theoretical formula for the roughness parameter
Rz can be replaced with a practical Formula (6). Using the mathematical analysis of the experimental curves in
Figure 6b, we can derive the following Brammetz’s dependency [
26]:
where
hmin is the minimal uncut chip thickness when the material is plastically pressed under the rounded cutting tool edge. A continuous blue curve in
Figure 7 is the visual display of a Formula (6) for
rε = 0.8 mm and
hmin = 0.01 mm.
The tool holders in
Figure 5 and
Figure 6 contribute to reducing the actual machining time for a part
tm. Moreover, if we analyze the relationship of tooltip radius
rε, feed rate
f, and roughness parameter
Rz, it is possible to reduce the time
tm by adjustment of the geometry of the cutting wedge without increasing the cutting velocity
vc. Such an approach is so-called high-feed turning. It is possible to consider cases when the tooltip is not rounded, i.e.,
rε = 0. That limiting case corresponds to the roughing with large feed rates and means that the roughness of the surface is created by the main and secondary cutting edges. If the dimension of the tooltip radius is smaller but similar to the feed rate, then the roughness of the surface is created by the rounded tooltip and sections of the main and secondary cutting edges. In these cases, the tooltip radius minimally influences machine surface quality.
The tool holders can combine two cutting tools arranged next to each other and each cutting tool is of individual tooltip radius
rε. The tool holder in
Figure 8a contains a classical roughing cutting tool with
rε = 0.2 mm, which cuts with a depth of cut
ap1. The second one is a finishing cutting tool with a large tooltip radius
rε = 5 mm which takes the minimum cut thickness
ap2 of a slightly larger value than
Rz after roughing.
Figure 9 shows the experimental dependence of the roughness parameter
Rz on the feed rate obtained during turning with the double-cutting tool in
Figure 8a. If the required value of
Rz is 20 µm, it can be seen in
Figure 9 that when using a classical cutting tool, a feed rate lower than 0.1 mm (
f ≤ 0.1 mm) is required. However, the double-cutting tool reaches an
Rz value of 20 µm at a feed of 0.6 mm, which is a significant increase in feed rate and thus a significant reduction in machining time.
To achieve a high surface quality, i.e., a low value of roughness parameter
Rz, the tooltip radius must be greater than the feed rate (
rε ≥
f). According to Formulas (5) and (6), the radius of the tooltip can be increased practically without limit, i.e., up to
rε = ∞, which corresponds to a linear cutting edge. It means that the finishing tool has a linear cutting edge to achieve a high surface quality at a high feed rate, inclined to the workpiece axis by the cutting-edge inclination angle
λs as shown in
Figure 8b. Roughing and finishing take place in one tool holder with the same feed rate, similarly as in
Figure 8a.
According to the above, the actual machining time
tm can be reduced by increasing the feed rate, which, compared to the parameters to increase the cutting speeds, is given less attention. As the feed increases, the quality of the machined surface worsens sharply, and it improves as the tooltip
rε increases. The relation (3) can be modified by substituting for
n and using the theoretical relation (5). Thus, the actual machining time for a part
tm is as follows:
where
D is the workpiece diameter, and
vc is the cutting speed. This relationship indicates the dependence of the actual machine time on the tooltip radius and the dimensions of the workpiece, the cutting speed, and the maximum height of the machined surface roughness
Rz.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








