
Laser Powder Bed Fusion of Superelastic Ti-Ni Lattice Structures: Process Design and Testing


Abstract
:1. Introduction
2. Materials and Methods
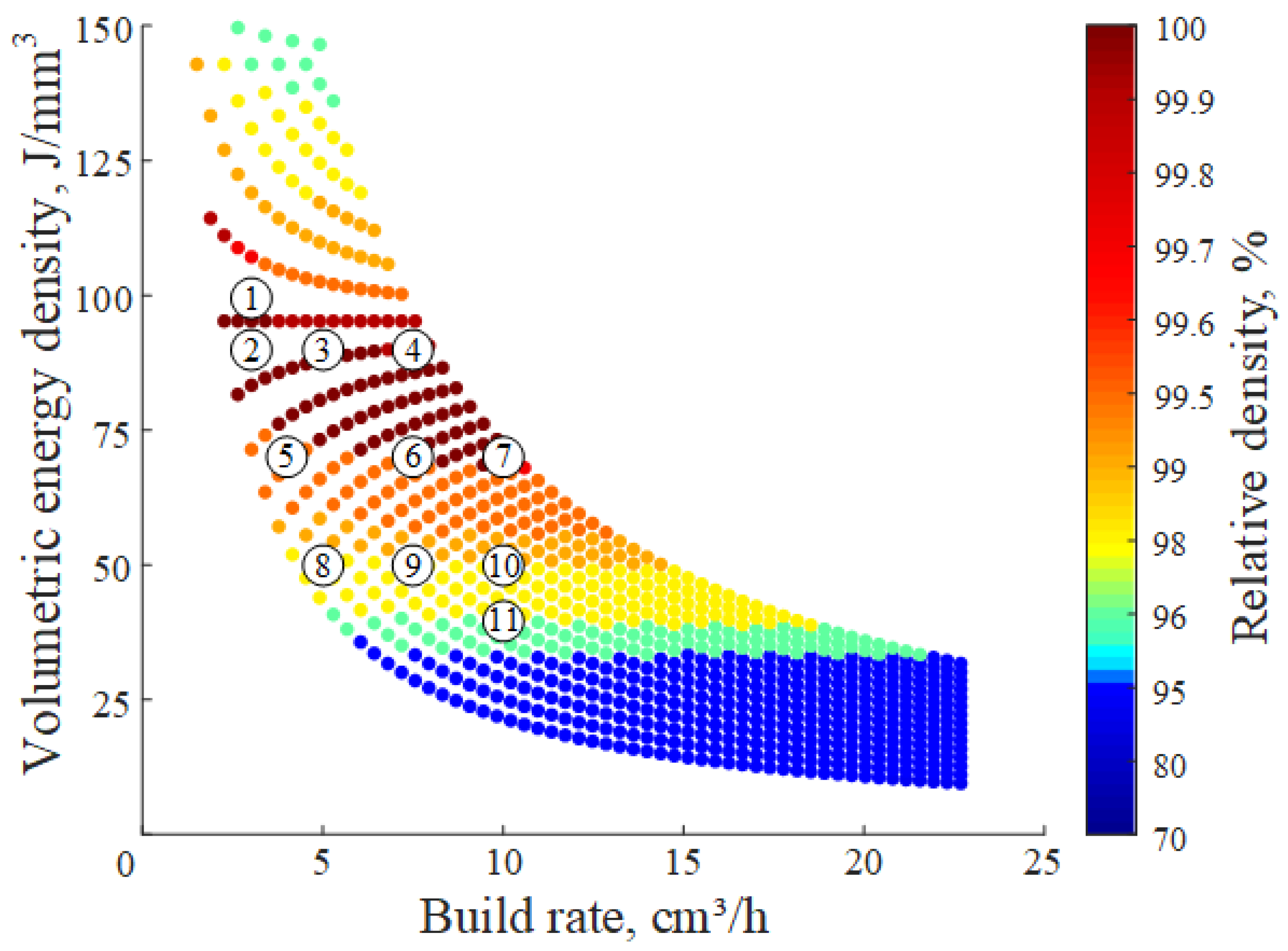
2.1. Manufacturing Parameter Selection
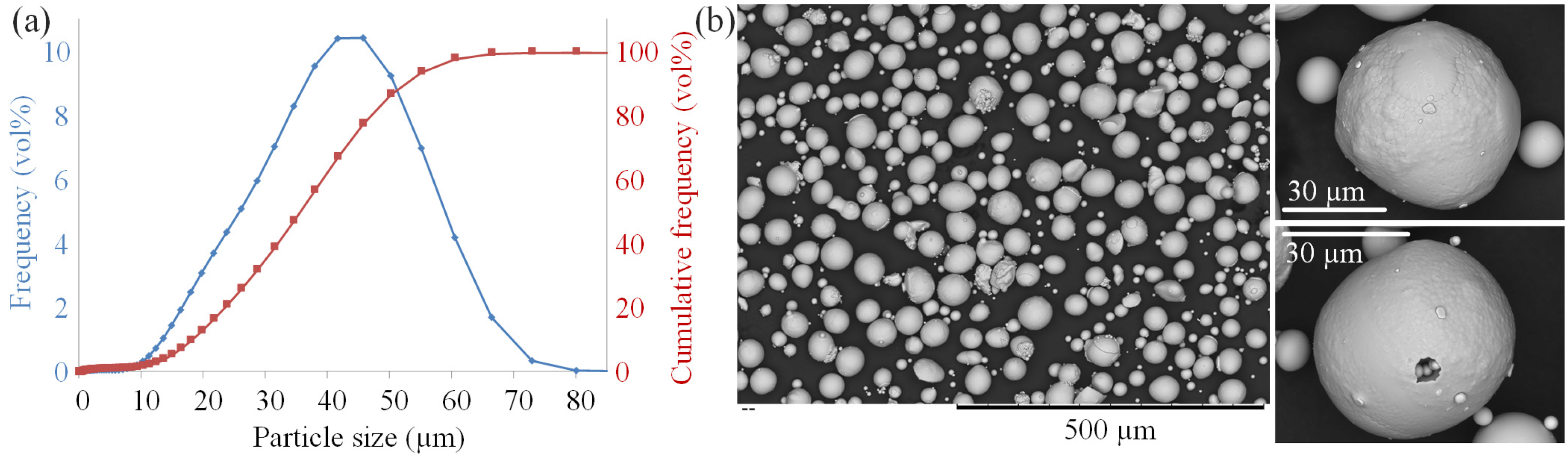
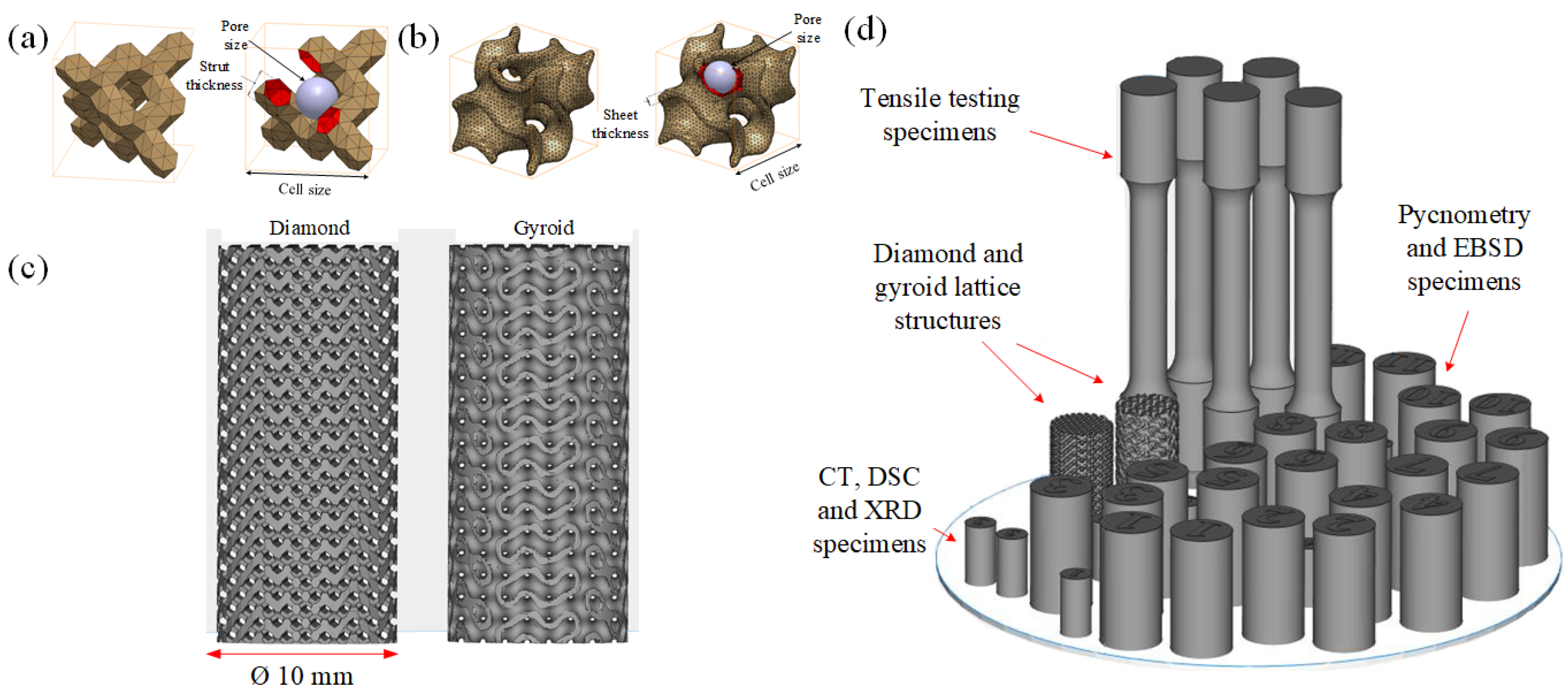
2.2. Manufacture, Preparation, Chemical and Structural Analyses of Printed Specimens
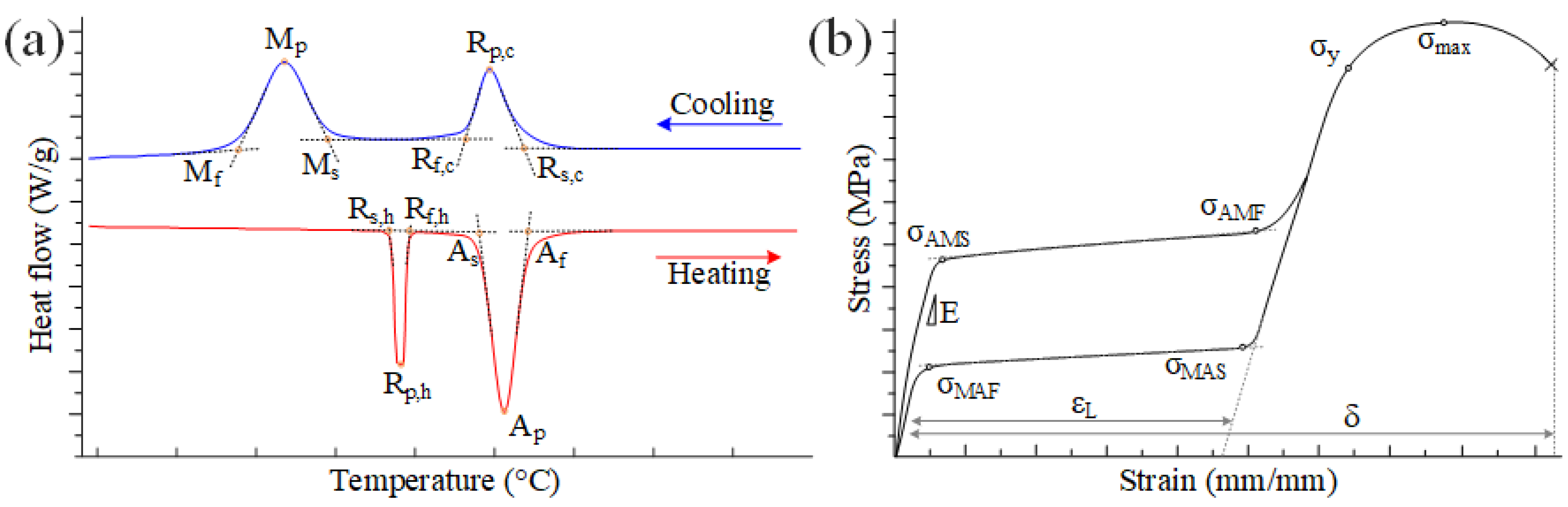
2.3. Measurement of the Transformation Temperatures and Mechanical Testing
2.4. Numerical Simulations and Experimental Validation
3. Results
3.1. Integrity and Density of Manufactured Specimens
3.2. Chemical Composition
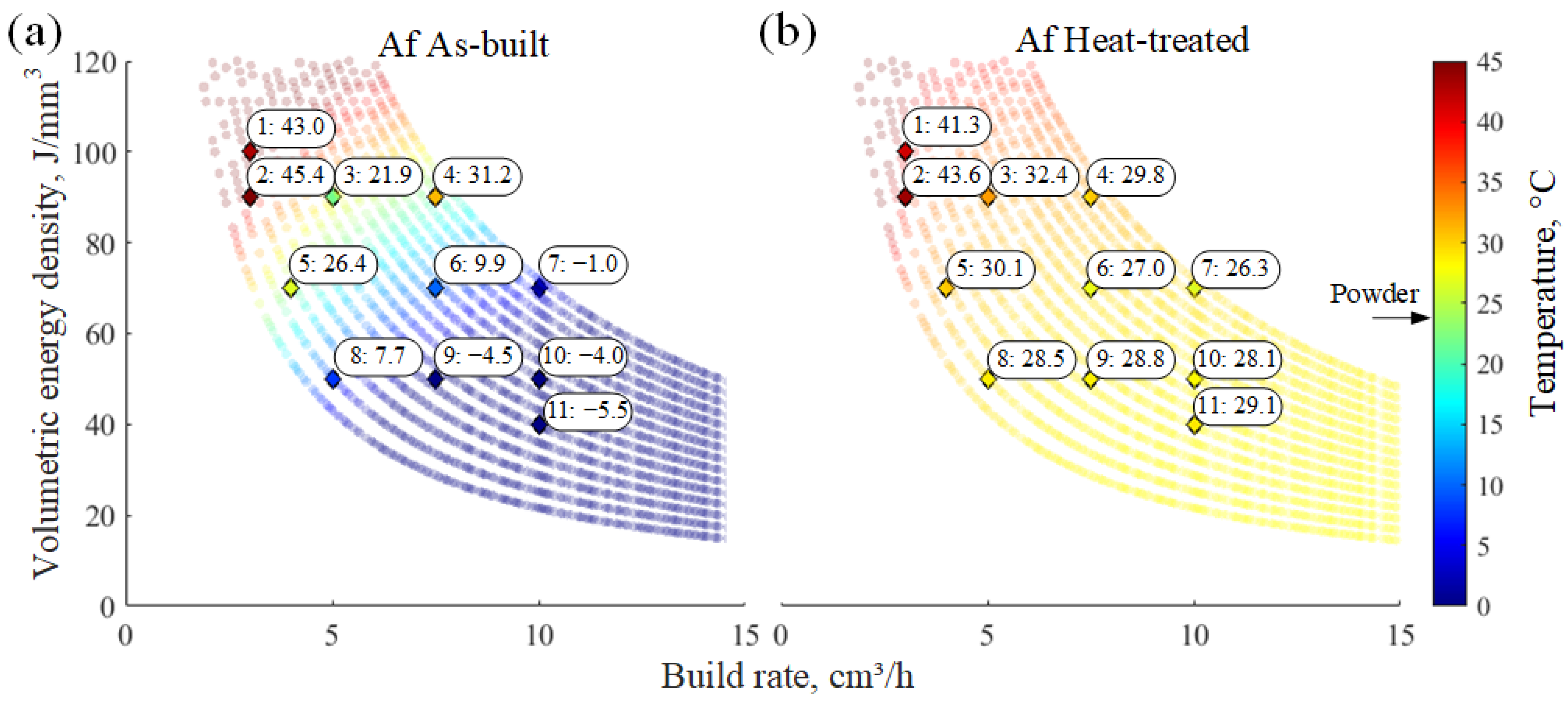
3.3. Phase Transition Temperatures
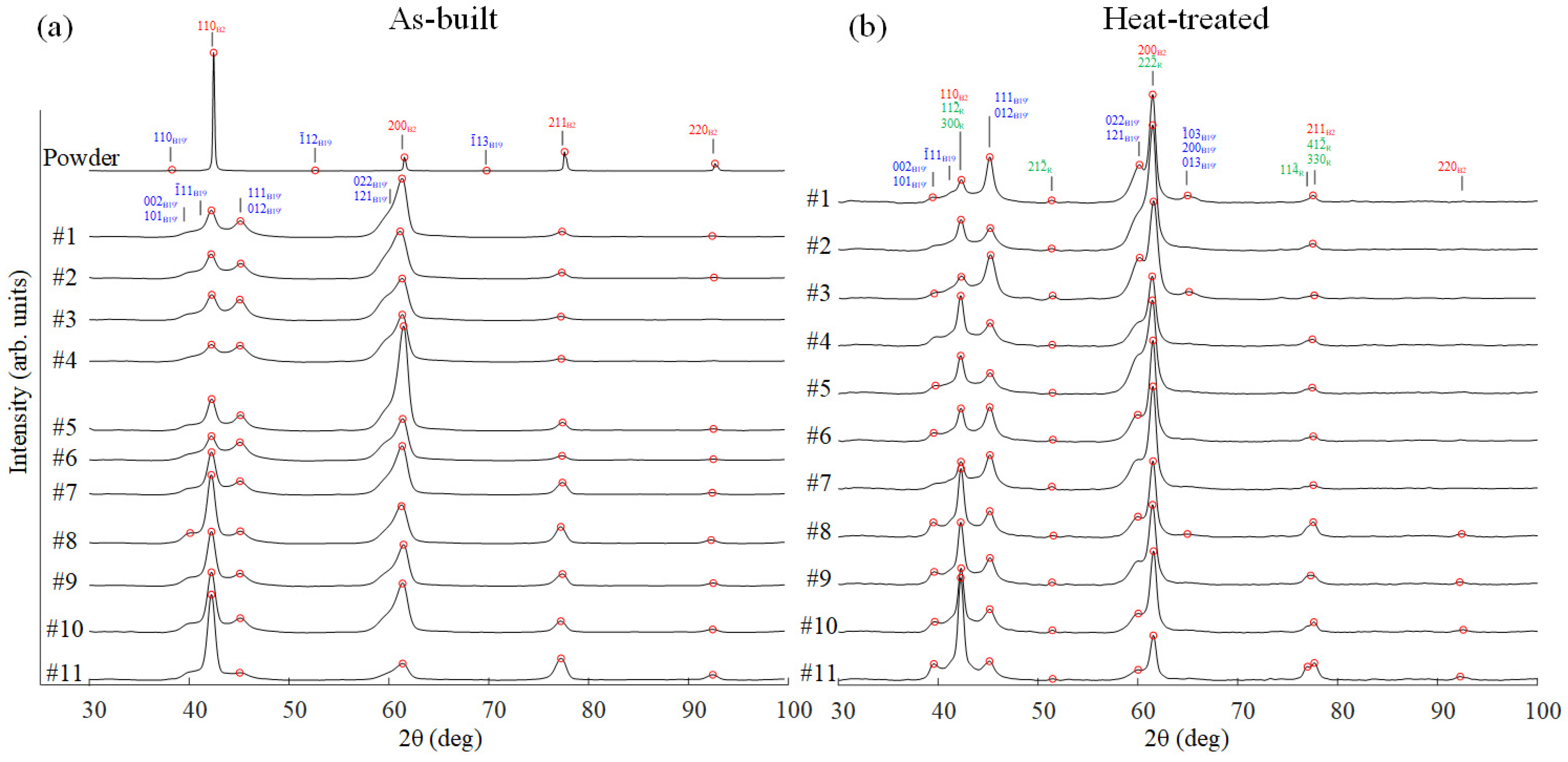
3.4. Crystalline Phase Analysis
3.5. Numerical Model and Validation
4. Discussion
5. Conclusions
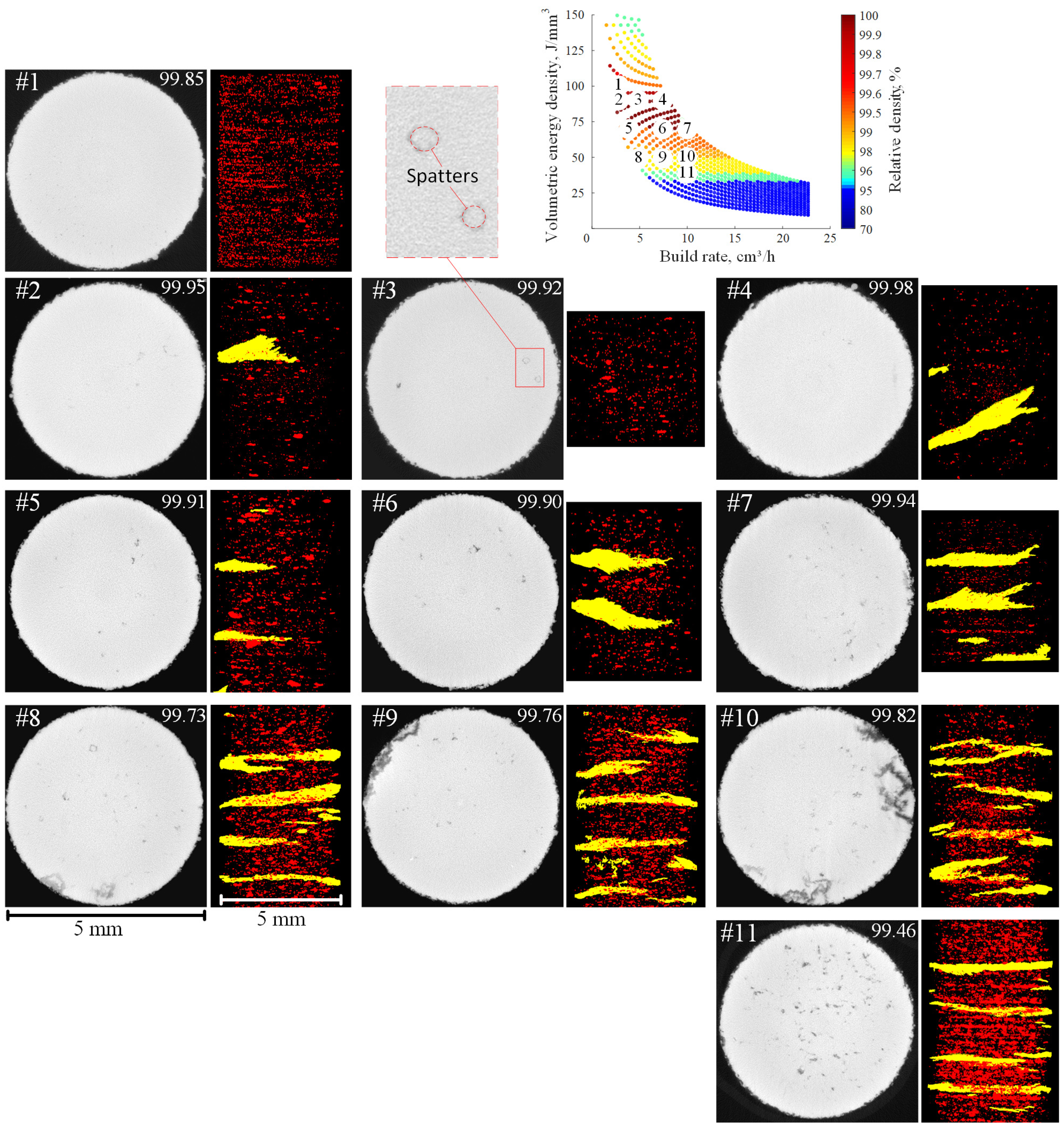
- While the proposed melt pool-based model can be used to select printing parameters yielding high-density specimens, the predicted densities were significantly lower than their measured equivalents. Better predictions can be achieved by considering the temperature-dependent behavior of Ti-Ni powders.
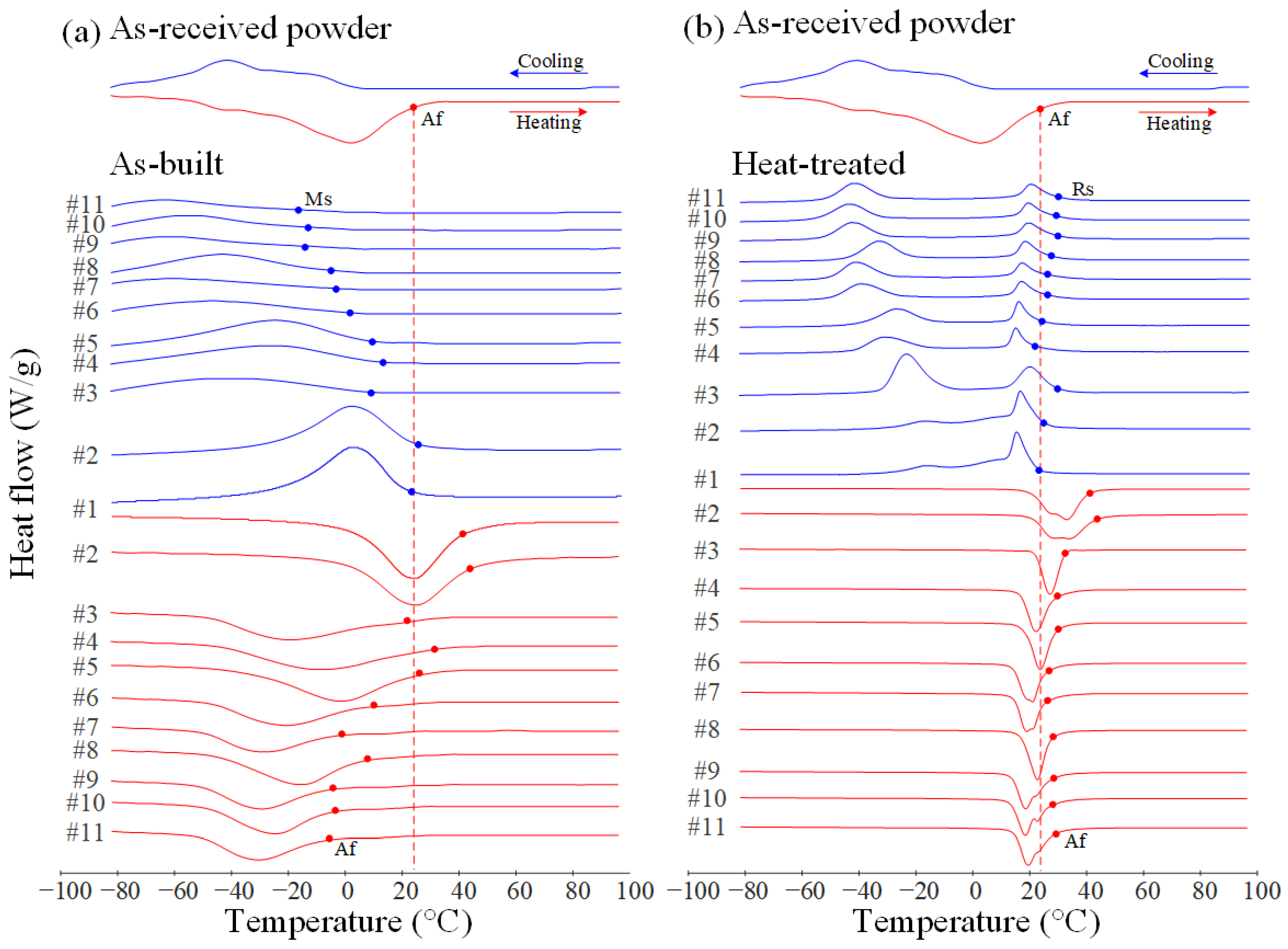
- Higher VEDs and slower BRs resulted in increased Ni evaporation, increased transformation temperatures and increased fraction of martensitic phase. The nickel content and, therefore, the transformation temperatures of printed specimens can be tailored by adjusting both the powder composition and the printing parameters.
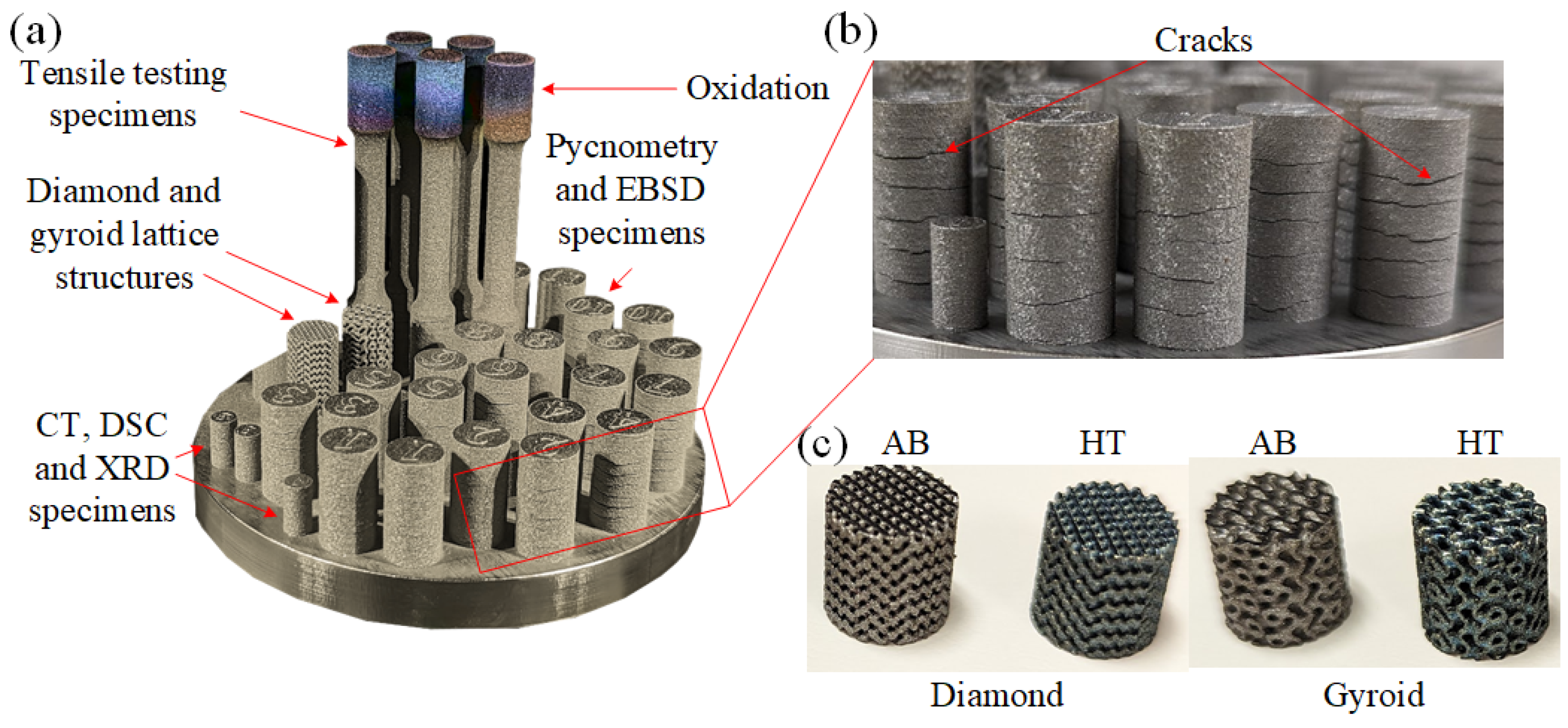
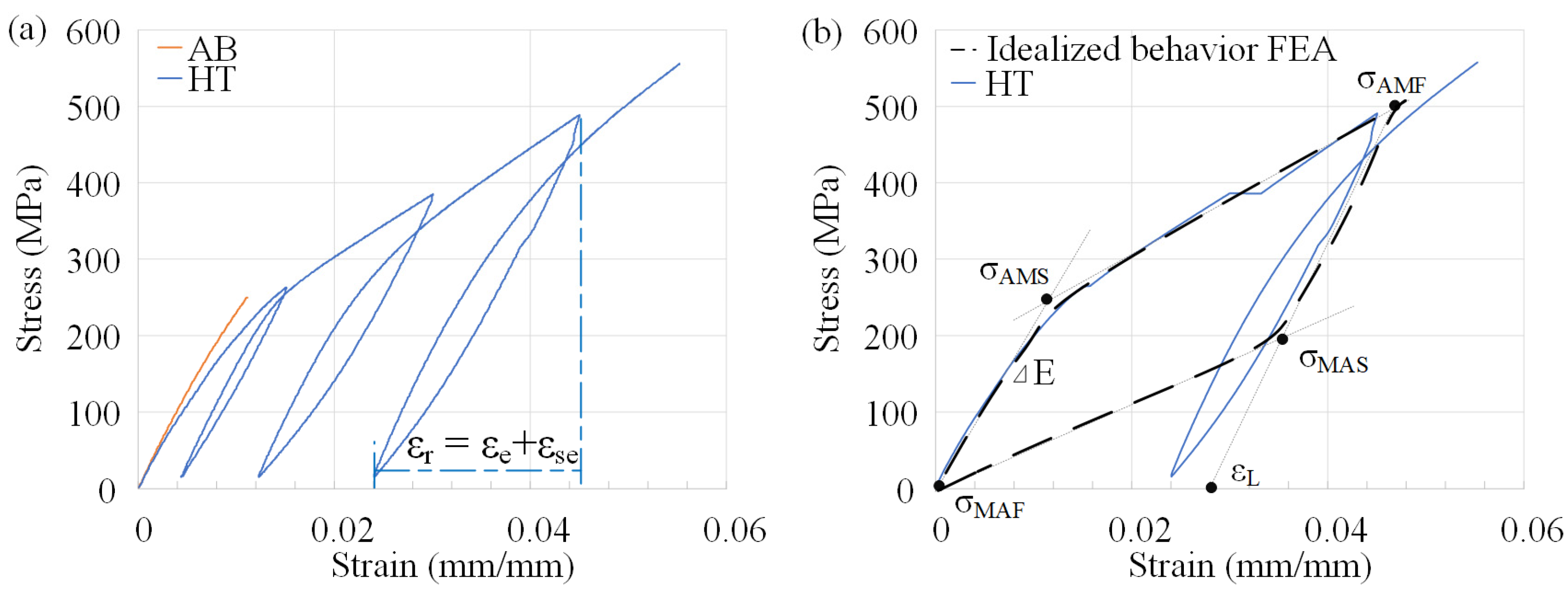
- As-built parts exhibited large residual stresses which resulted in cracking and affected the mechanical behavior of printed material. Heat treatment was necessary to relieve these stresses and improve superelasticity. A partial superelastic behavior of the printed material at room temperature with a recoverable strain of up to ~2% was achieved using a VED = 90 J/mm3 and BR = 10 cm3/h parameter set and a stress-relief heat treatment at 500 °C for 30 min.
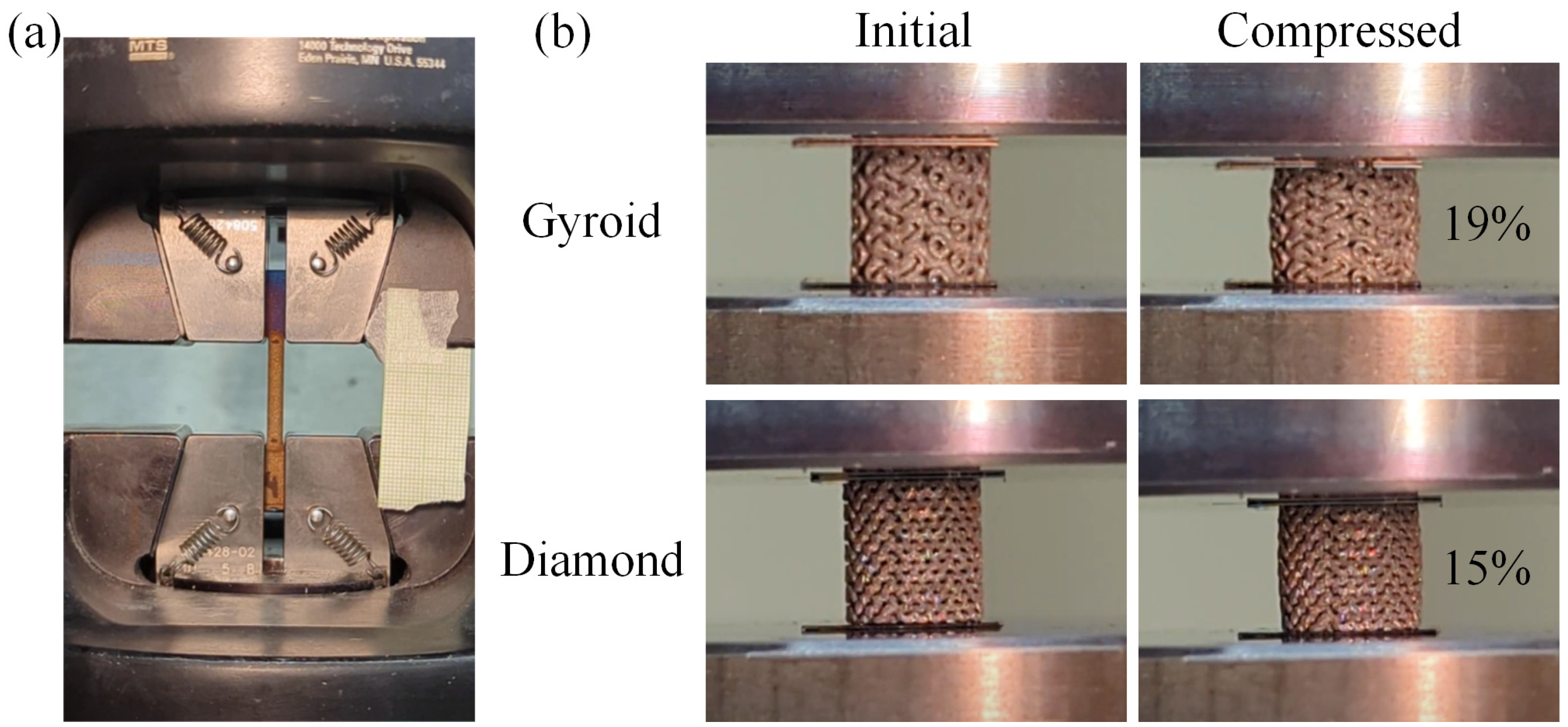
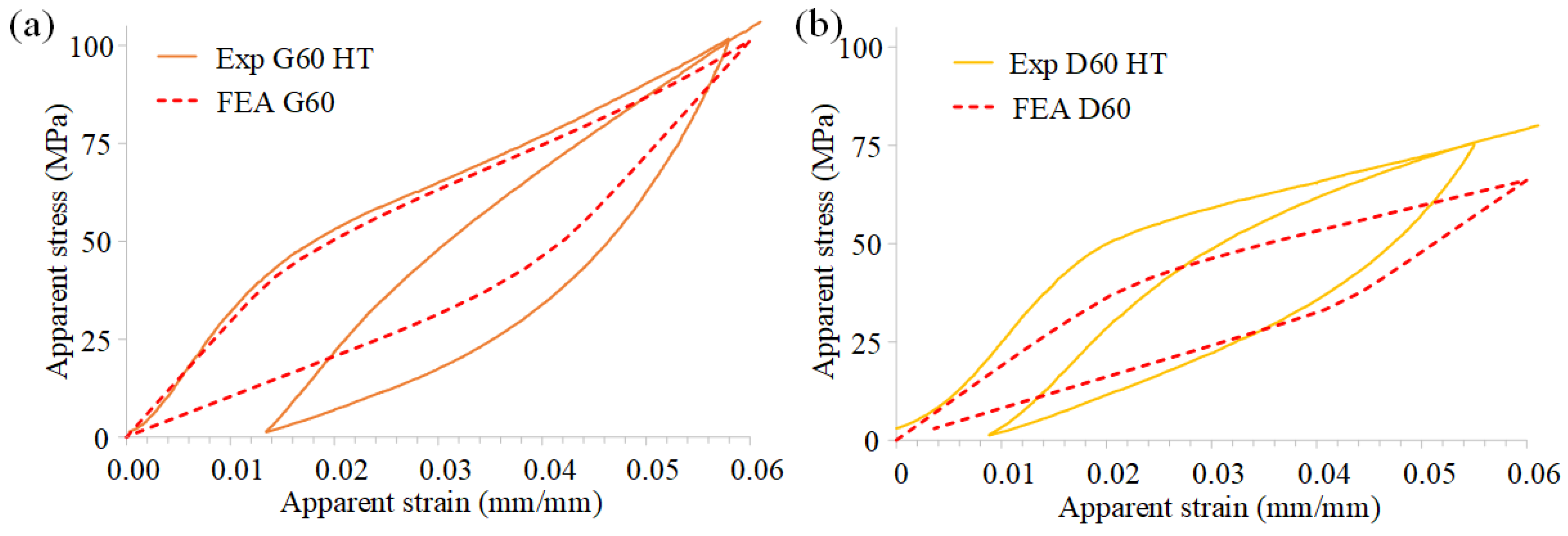
- Numerical simulation of the 60% porous Ti-Ni lattice structures offered useful insights into the material stress/strain state during loading. These simulations accurately predicted the apparent yield stress of the gyroid lattices, but underestimated their apparent stiffness by 18%. As far as the diamond lattices are concerned, the model underestimated their apparent yield stress by 25% and stiffness by 60%.
- At the same apparent strain of 6%, recovery strains of the highly compliant diamond lattices were significantly higher than those of their gyroid equivalents (7.25 vs. 6%). This effect is caused by a significantly lower volume fraction of the material undergoing plastic deformation in the diamond lattices (2%) as compared to their gyroid equivalents (20%).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Predicted Density (%) | CT Scan (%) * | Pycnometry (%) * |
|---|---|---|---|
| 1 | 99.86 | 99.85 ± 0.2 | 99.78 ± 0.06 |
| 2 | 100.00 | 99.95 ± 0.2 | 99.89 ± 0.09 |
| 3 | 99.94 | 99.92 ± 0.2 | 99.85 ± 0.08 |
| 4 | 99.85 | 99.98 ± 0.2 | 99.92 ± 0.11 |
| 5 | 99.66 | 99.91 ± 0.2 | 99.74 ± 0.05 |
| 6 | 99.86 | 99.90 ± 0.2 | 99.82 ± 0.04 |
| 7 | 99.87 | 99.94 ± 0.2 | 99.95 ± 0.10 |
| 8 | 97.73 | 99.73 ± 0.2 | 99.38 ± 0.06 |
| 9 | 98.04 | 99.76 ± 0.2 | 99.24 ± 0.07 |
| 10 | 98.07 | 99.82 ± 0.2 | 99.22 ± 0.09 |
| 11 | 96.10 | 99.46 ± 0.2 | 99.13 ± 0.07 |
| Mf | Ms | As | Af | Mf | Ms | Rf | Rs | As | Af | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| As-Received Powder | −57.6 | 3.7 | −33.9 | 23.7 | −57.6 | 3.7 | −33.9 | 23.7 | |||
| As-Built | Heat Treated | ||||||||||
| Specimen | 1 | −19.7 | 22.0 | 1.4 | 43.0 | −27.1 | −3.0 | 11.5 | 23.0 | 19.9 | 41.3 |
| 2 | −23.6 | 25.7 | −1.3 | 45.4 | −29.7 | −3.3 | 10.0 | 24.9 | 19.3 | 43.6 | |
| 3 | −77.9 | 8.7 | −45.7 | 21.9 | −32.0 | −11.6 | 12.7 | 29.8 | 22.0 | 32.4 | |
| 4 | −60.0 | 12.9 | −42.3 | 31.2 | −42.4 | −15.6 | 10.6 | 22.2 | 15.9 | 29.8 | |
| 5 | −50.1 | 9.3 | −33.4 | 26.4 | −40.0 | −14.9 | 11.5 | 24.1 | 16.9 | 30.1 | |
| 6 | −80.9 | 1.6 | −50.2 | 9.9 | −51.1 | −25.5 | 11.6 | 26.4 | 13.2 | 27.0 | |
| 7 | −80.1 | −3.9 | −50.8 | −1.0 | −51.6 | −30.0 | 10.5 | 26.3 | 12.8 | 26.3 | |
| 8 | −73.7 | −5.5 | −44.4 | 7.7 | −44.5 | −22.0 | 12.7 | 27.6 | 16.0 | 28.5 | |
| 9 | −81.0 | −14.6 | −51.7 | −4.5 | −53.6 | −30.5 | 13.1 | 30.0 | 12.6 | 28.8 | |
| 10 | −80.6 | −13.9 | −51.0 | −4.0 | −55.4 | −32.3 | 13.3 | 29.1 | 12.0 | 28.1 | |
| 11 | −81.2 | −17.1 | −50.7 | −5.5 | −52.4 | −29.7 | 14.3 | 30.1 | 13.1 | 29.1 | |
References
- Khorasani, A.; Gibson, I.; Veetil, J.K.; Ghasemi, A.H. A review of technological improvements in laser-based powder bed fusion of metal printers. Int. J. Adv. Manuf. Technol. 2020, 108, 191–209. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Mahmoud, D.; Elbestawi, M. Lattice structures and functionally graded materials applications in additive manufacturing of orthopedic implants: A review. J. Manuf. Mater. Process. 2017, 1, 13. [Google Scholar] [CrossRef]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.-Y.; Fang, G.; Zhou, J. Additively manufactured scaffolds for bone tissue engineering and the prediction of their mechanical behavior: A review. Materials 2017, 10, 50. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.-Y.; Liang, S.-X.; Liu, Y.; Zhang, L.-C. Additive manufacturing of metallic lattice structures: Unconstrained design, accurate fabrication, fascinated performances, and challenges. Mater. Sci. Eng. R Rep. 2021, 146, 100648. [Google Scholar]
- Kelly, C.N.; Wang, T.; Crowley, J.; Wills, D.; Pelletier, M.H.; Westrick, E.R.; Adams, S.B.; Gall, K.; Walsh, W.R. High-strength, porous additively manufactured implants with optimized mechanical osseointegration. Biomaterials 2021, 279, 121206. [Google Scholar] [CrossRef] [PubMed]
- Otsuka, K.; Wayman, C.M. Shape Memory Materials; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Mwangi, J.W.; Nguyen, L.T.; Bui, V.D.; Berger, T.; Zeidler, H.; Schubert, A. Nitinol manufacturing and micromachining: A review of processes and their suitability in processing medical-grade nitinol. J. Manuf. Process. 2019, 38, 355–369. [Google Scholar] [CrossRef]
- Brandt, M. Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Elahinia, M.; Shayesteh Moghaddam, N.; Taheri Andani, M.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef]
- Chekotu, J.C.; Groarke, R.; O’Toole, K.; Brabazon, D. Advances in Selective Laser Melting of Nitinol Shape Memory Alloy Part Production. Materials 2019, 12, 809. [Google Scholar] [CrossRef]
- Zhang, Y.; Attarilar, S.; Wang, L.; Lu, W.; Yang, J.; Fu, Y. A Review on Design and Mechanical Properties of Additively Manufactured NiTi Implants for Orthopedic Applications. Int. J. Bioprinting 2021, 7, 340. [Google Scholar] [CrossRef] [PubMed]
- Chmielewska, A.; Wysocki, B.; Buhagiar, J.; Michalski, B.; Adamczyk-Cieślak, B.; Gloc, M.; Święszkowski, W. In situ alloying of NiTi: Influence of Laser Powder Bed Fusion (LBPF) scanning strategy on chemical composition. Mater. Today Commun. 2021, 30, 103007. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Tapia, G.; Franco, B.; Ma, J.; Arroyave, R.; Karaman, I.; Elwany, A. On the printability and transformation behavior of nickel-titanium shape memory alloys fabricated using laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2018, 35, 672–680. [Google Scholar] [CrossRef]
- Leon, E.S.; Singamneni, S.; Guraya, T.; Chen, Z. Effect of laser power in laser powder bed fusion on Ni content and structure of Nitinol. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Biffi, C.A.; Fiocchi, J.; Valenza, F.; Bassani, P.; Tuissi, A. Selective Laser Melting of NiTi Shape Memory Alloy: Processability, Microstructure, and Superelasticity. Shape Mem. Superelasticity 2020, 6, 342–353. [Google Scholar] [CrossRef]
- Bassani, P.; Fiocchi, J.; Tuissi, A.; Biffi, C.A. Investigation of the Effect of Laser Fluence on Microstructure and Martensitic Transformation for Realizing Functionally Graded NiTi Shape Memory Alloy via Laser Powder Bed Fusion. Appl. Sci. 2023, 13, 882. [Google Scholar] [CrossRef]
- Borisov, E.; Starikov, K.; Popovich, A.; Tihonovskaya, T. Investigation of the possibility of tailoring the chemical com-position of the NiTi alloy by selective laser melting. Metals 2021, 11, 1470. [Google Scholar] [CrossRef]
- Brailovski, V.; Prokoshkin, S.; Terriault, P.; Trochu, F. Shape Memory Alloys: Fundamentals, Modeling and Applications; École de technologie supérieure: Montréal, QC, Canada, 2003. [Google Scholar]
- Bartolomeu, F.; Costa, M.; Alves, N.; Miranda, G.; Silva, F. Engineering the elastic modulus of NiTi cellular structures fabricated by selective laser melting. J. Mech. Behav. Biomed. Mater. 2020, 110, 103891. [Google Scholar] [CrossRef]
- Biffi, C.A.; Bassani, P.; Fiocchi, J.; Tuissi, A. Microstructural and mechanical response of NiTi lattice 3D structure produced by selective laser melting. Metals 2020, 10, 814. [Google Scholar] [CrossRef]
- Timercan, A. Fabrication Additive de Structures Architecturées en Alliages de Titane Conventionnel et Superélastique pour Cages Intervertébrales; École de technologie supérieure: Montréal, QC, Canada, 2024. [Google Scholar]
- Letenneur, M.; Brailovski, V.; Kreitcberg, A.; Paserin, V.; Bailon-Poujol, I. Laser powder bed fusion of water-atomized iron-based powders: Process optimization. J. Manuf. Mater. Process. 2017, 1, 23. [Google Scholar] [CrossRef]
- Davis, J.R.; Committee, A.I.H. Metals Handbook Desk Edition, 2nd ed.; Taylor & Francis: Milton Park, UK, 1998. [Google Scholar]
- Timercan, A.; Terriault, P.; Brailovski, V. Axial tension/compression and torsional loading of diamond and gyroid lattice structures for biomedical implants: Simulation and experiment. Mater. Des. 2023, 225, 111585. [Google Scholar] [CrossRef]
- du Plessis, A. Effects of process parameters on porosity in laser powder bed fusion revealed by X-ray tomography. Addit. Manuf. 2019, 30, 100871. [Google Scholar] [CrossRef]
- Semenova, E.L.; Kudryavtsev, Y.V. Structural phase transformation and shape memory effect in ZrRh and ZrIr. J. Alloys Compd. 1994, 203, 165–168. [Google Scholar] [CrossRef]
- Sitepu, H. Texture and structural refinement using neutron diffraction data from molybdite (MoO3) and calcite (CaCO3) powders and a Ni-rich Ni50.7Ti49.30 alloy. Powder Diffr. 2009, 24, 315–326. [Google Scholar] [CrossRef]
- Sitepu, H. In situ structural and texture analyses of monoclinic phase for polycrystalline Ni-rich Ti49.86Ni50.14 alloy from neutron diffraction data. Powder Diffr. 2008, 23, 35–40. [Google Scholar] [CrossRef]
- Kudoh, Y.; Tokonami, M.; Miyazaki, S.; Otsuka, K. Crystal structure of the martensite in Ti-49.2 at.% Ni alloy analyzed by the single crystal X-ray diffraction method. Acta Metall. 1985, 33, 2049–2056. [Google Scholar] [CrossRef]
- Sitepu, H. Use of synchrotron diffraction data for describing crystal structure and crystallographic phase analysis of R-phase NiTi shape memory alloy. Textures Microstruct. 2003, 35, 185–195. [Google Scholar] [CrossRef]
- Krishnan, V.; Manjeri, R.M.; Clausen, B.; Brown, D.; Vaidyanathan, R. Analysis of neutron diffraction spectra acquired in situ during mechanical loading of shape memory NiTiFe at low temperatures. Mater. Sci. Eng. A 2008, 481, 3–10. [Google Scholar] [CrossRef]
- ASTM F2004-17; Standard Test Method for Transformation Temperature of Nickel-Titanium Alloys by Thermal Analysis. ASTM: West Conshohocken, PA, USA, 2017.
- Xue, L.; Atli, K.; Zhang, C.; Hite, N.; Srivastava, A.; Leff, A.; Wilson, A.; Sharar, D.; Elwany, A.; Arroyave, R. Laser Powder Bed Fusion of Defect-Free NiTi Shape Memory Alloy Parts with Superior Tensile Superelasticity. Acta Mater. 2022, 229, 117781. [Google Scholar] [CrossRef]
- Zhao, C.; Liang, H.; Luo, S.; Yang, J.; Wang, Z. The effect of energy input on reaction, phase transition and shape memory effect of NiTi alloy by selective laser melting. J. Alloys Compd. 2020, 817, 153288. [Google Scholar] [CrossRef]
- Zhang, Q.; Hao, S.; Liu, Y.; Xiong, Z.; Guo, W.; Yang, Y.; Ren, Y.; Cui, L.; Ren, L.; Zhang, Z. The microstructure of a selective laser melting (SLM)-fabricated NiTi shape memory alloy with superior tensile property and shape memory recoverability. Appl. Mater. Today 2020, 19, 100547. [Google Scholar] [CrossRef]
- Qiu, P.; Gao, P.; Wang, S.; Li, Z.; Yang, Y.; Zhang, Q.; Xiong, Z.; Hao, S. Study on corrosion behavior of the selective laser melted NiTi alloy with superior tensile property and shape memory effect. Corros. Sci. 2020, 175, 108891. [Google Scholar] [CrossRef]
- Fu, J.; Hu, Z.; Song, X.; Zhai, W.; Long, Y.; Li, H.; Fu, M. Micro selective laser melting of NiTi shape memory alloy: Defects, microstructures and thermal/mechanical properties. Opt. Laser Technol. 2020, 131, 106374. [Google Scholar] [CrossRef]
- McCue, I.; Peitsch, C.; Montalbano, T.; Lennon, A.; Sopcisak, J.; Trexler, M.M.; Storck, S. Scalable laser powder bed fusion processing of nitinol shape memory alloy. MRS Commun. 2019, 9, 1214–1220. [Google Scholar] [CrossRef]
- Ren, D.; Zhang, L.; Liu, Y.; Ji, H.; Li, S.; Jin, W.; Lei, J. Effect of hot isostatic pressing on the mechanical and corrosive properties of Ti-Ni alloy fabricated by selective laser melting. J. Mater. Res. Technol. 2023, 26, 4595–4605. [Google Scholar] [CrossRef]
- Zhu, J.-N.; Ding, Z.; Borisov, E.; Yao, X.; Brouwer, J.C.; Popovich, A.; Hermans, M.; Popovich, V. Healing cracks in additively manufactured NiTi shape memory alloys. Virtual Phys. Prototyp. 2023, 18, e2246437. [Google Scholar] [CrossRef]
- Zamani, M.; Kadkhodaei, M.; Badrossamay, M.; Foroozmehr, E. Adjustment of the scan track spacing and linear input energy to fabricate dense, pseudoelastic Nitinol shape memory alloy parts by selective laser melting. J. Intell. Mater. Syst. Struct. 2022, 33, 1719–1730. [Google Scholar] [CrossRef]
- Ge, J.; Yuan, B.; Chen, H.; Pan, J.; Liu, Q.; Yan, M.; Lu, Z.; Zhang, S.; Zhang, L. Anisotropy in microstructural features and tensile performance of laser powder bed fusion NiTi alloys. J. Mater. Res. Technol. 2023, 24, 8656–8668. [Google Scholar] [CrossRef]
- Saghaian, S.E.; Nematollahi, M.; Toker, G.; Hinojos, A.; Moghaddam, N.S.; Saedi, S.; Lu, C.Y.; Mahtabi, M.J.; Mills, M.J.; Elahinia, M. Effect of hatch spacing and laser power on microstructure, texture, and thermomechanical properties of laser powder bed fusion (L-PBF) additively manufactured NiTi. Opt. Laser Technol. 2021, 149, 107680. [Google Scholar] [CrossRef]
- Lu, H.; Yang, C.; Luo, X.; Ma, H.; Song, B.; Li, Y.; Zhang, L. Ultrahigh-performance TiNi shape memory alloy by 4D printing. Mater. Sci. Eng. A 2019, 763, 138166. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Moghaddam, N.S.; Elahinia, M.; Karaca, H.E. Texture, aging, and superelasticity of selective laser melting fabricated Ni-rich NiTi alloys. Mater. Sci. Eng. A 2017, 686, 1–10. [Google Scholar] [CrossRef]
- Chekotu, J.C.; Goodall, R.; Kinahan, D.; Brabazon, D. Control of Ni-Ti phase structure, solid-state transformation temperatures and enthalpies via control of L-PBF process parameters. Mater. Des. 2022, 218, 110715. [Google Scholar] [CrossRef]
- Chen, W.; Yang, Q.; Huang, S.; Huang, S.; Kruzic, J.J.; Li, X. Laser power modulated microstructure evolution, phase transformation and mechanical properties in NiTi fabricated by laser powder bed fusion. J. Alloys Compd. 2021, 861, 157959. [Google Scholar] [CrossRef]
- Lu, H.; Ma, H.; Cai, W.; Luo, X.; Qu, S.; Wang, J.; Lupoi, R.; Yin, S.; Yang, C. Altered phase transformation behaviors and enhanced bending shape memory property of NiTi shape memory alloy via selective laser melting. J. Mater. Process. Technol. 2022, 303, 117546. [Google Scholar] [CrossRef]
- Lu, H.; Ma, H.; Yang, Y.; Cai, W.; Luo, X.; Yan, A.; Kang, L.; Yin, S.; Yang, C. Tailoring phase transformation behavior, microstructure, and superelasticity of NiTi shape memory alloys by specific change of laser power in selective laser melting. Mater. Sci. Eng. A 2023, 864, 144576. [Google Scholar] [CrossRef]
- Shen, F.; Li, H.; Guo, H.; Guo, N.; Fang, X. Effect of energy density on the superelastic property of Ni-rich NiTi alloy fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2022, 854, 143874. [Google Scholar] [CrossRef]
- Wen, S.; Liu, Y.; Zhou, Y.; Zhao, A.; Yan, C.; Shi, Y. Effect of Ni content on the transformation behavior and mechanical property of NiTi shape memory alloys fabricated by laser powder bed fusion. Opt. Laser Technol. 2021, 134, 106653. [Google Scholar] [CrossRef]
- Saedi, S.; Shayesteh Moghaddam, N.; Amerinatanzi, A.; Elahinia, M.; Karaca, H.E. On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater. 2018, 144, 552–560. [Google Scholar] [CrossRef]
- Moghaddam, N.S.; Saedi, S.; Amerinatanzi, A.; Hinojos, A.; Ramazani, A.; Kundin, J.; Mills, M.J.; Karaca, H.; Elahinia, M. Achieving superelasticity in additively manufactured NiTi in compression without post-process heat treatment. Sci. Rep. 2019, 9, 41. [Google Scholar]
- Dadbakhsh, S.; Vrancken, B.; Kruth, J.P.; Luyten, J.; Van Humbeeck, J. Texture and anisotropy in selective laser melting of NiTi alloy. Mater. Sci. Eng. A 2016, 650, 225–232. [Google Scholar] [CrossRef]
- Lu, H.; Ma, H.; Luo, X.; Wang, Y.; Wang, J.; Lupoi, R.; Yin, S.; Yang, C. Microstructure, shape memory properties, and in vitro biocompatibility of porous NiTi scaffolds fabricated via selective laser melting. J. Mater. Res. Technol. 2021, 15, 6797–6812. [Google Scholar] [CrossRef]
- Timercan, A.; Sheremetyev, V.; Brailovski, V. Mechanical properties and fluid permeability of gyroid and diamond lattice structures for intervertebral devices: Functional requirements and comparative analysis. Sci. Technol. Adv. Mater. 2021, 22, 285–300. [Google Scholar] [CrossRef] [PubMed]







| Melting temperature [K] | 1573 |
| Thermal conductivity [W/m·K] | 18 |
| Specific heat capacity [J/kg·K] | 450 |
| Laser absorptivity, % * | 45.6 |
| Powder bed density, % | 60 |
| Specimen | Power (W) | Speed (mm/s) | Volumetric Energy Density (J/mm3) | Build Rate (cm3/h) | Predicted Density (%) |
|---|---|---|---|---|---|
| 1 | 83 | 397 | 100 | 3 | 99.86 |
| 2 | 75 | 397 | 90 | 3 | 100.00 |
| 3 | 125 | 661 | 90 | 5 | 99.94 |
| 4 | 188 | 992 | 90 | 7.5 | 99.85 |
| 5 | 78 | 529 | 70 | 4 | 99.66 |
| 6 | 146 | 992 | 70 | 7.5 | 99.86 |
| 7 | 194 | 1323 | 70 | 10 | 99.87 |
| 8 | 69 | 661 | 50 | 5 | 97.73 |
| 9 | 104 | 992 | 50 | 7.5 | 98.04 |
| 10 | 139 | 1323 | 50 | 10 | 98.07 |
| 11 | 111 | 1323 | 40 | 10 | 96.10 |
| E (GPa) | σAMS (MPa) | σAMF (MPa) | σMAS (MPa) | σMAF (MPa) | σmax (MPa) | ε (%) | ||
|---|---|---|---|---|---|---|---|---|
| Experimental | As-built | 22.2 | - | - | - | - | 250 | 1 |
| Heat-treated | 18.7 | 250 | - | - | - | 556 | 5.5 | |
| Simulation | Idealized heat-treated | 18.7 | 250 | 500 | 200 | 0 | - | 2.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Timercan, A.; Campion, D.; Terriault, P.; Brailovski, V. Laser Powder Bed Fusion of Superelastic Ti-Ni Lattice Structures: Process Design and Testing. J. Manuf. Mater. Process. 2024, 8, 176. https://doi.org/10.3390/jmmp8040176
Timercan A, Campion D, Terriault P, Brailovski V. Laser Powder Bed Fusion of Superelastic Ti-Ni Lattice Structures: Process Design and Testing. Journal of Manufacturing and Materials Processing. 2024; 8(4):176. https://doi.org/10.3390/jmmp8040176
Chicago/Turabian StyleTimercan, Anatolie, Donatien Campion, Patrick Terriault, and Vladimir Brailovski. 2024. "Laser Powder Bed Fusion of Superelastic Ti-Ni Lattice Structures: Process Design and Testing" Journal of Manufacturing and Materials Processing 8, no. 4: 176. https://doi.org/10.3390/jmmp8040176
APA StyleTimercan, A., Campion, D., Terriault, P., & Brailovski, V. (2024). Laser Powder Bed Fusion of Superelastic Ti-Ni Lattice Structures: Process Design and Testing. Journal of Manufacturing and Materials Processing, 8(4), 176. https://doi.org/10.3390/jmmp8040176