
Feasibility Study on Laser Powder Bed Fusion of Ferritic Steel in High Vacuum Atmosphere


Abstract
1. Introduction

2. Materials and Methods
2.1. PBF-LB/M System and Global Parameters
2.2. Material

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | P | S | Cu | Sn | Al | V | Ta | Co | As | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| min. | 0.17 | 0.10 | 0.50 | 0.25 | 0.50 | 0.60 | - | - | - | - | - | - | - | - | - |
| max. | 0.25 | 0.35 | 1.00 | 0.50 | 0.75 | 1.00 | 0.012 | 0.015 | 0.100 | - | 0.05 | 0.05 | 0.03 | 0.03 | - |
| Powder | 0.19 | 0.22 | 0.93 | 0.28 | 0.51 | 0.67 | 0.006 | 0.004 | 0.007 | 0.02 | 0.02 | <0.01 | <0.01 | 0.01 | - |
2.3. Manufacturing
2.4. Analysis
3. Results
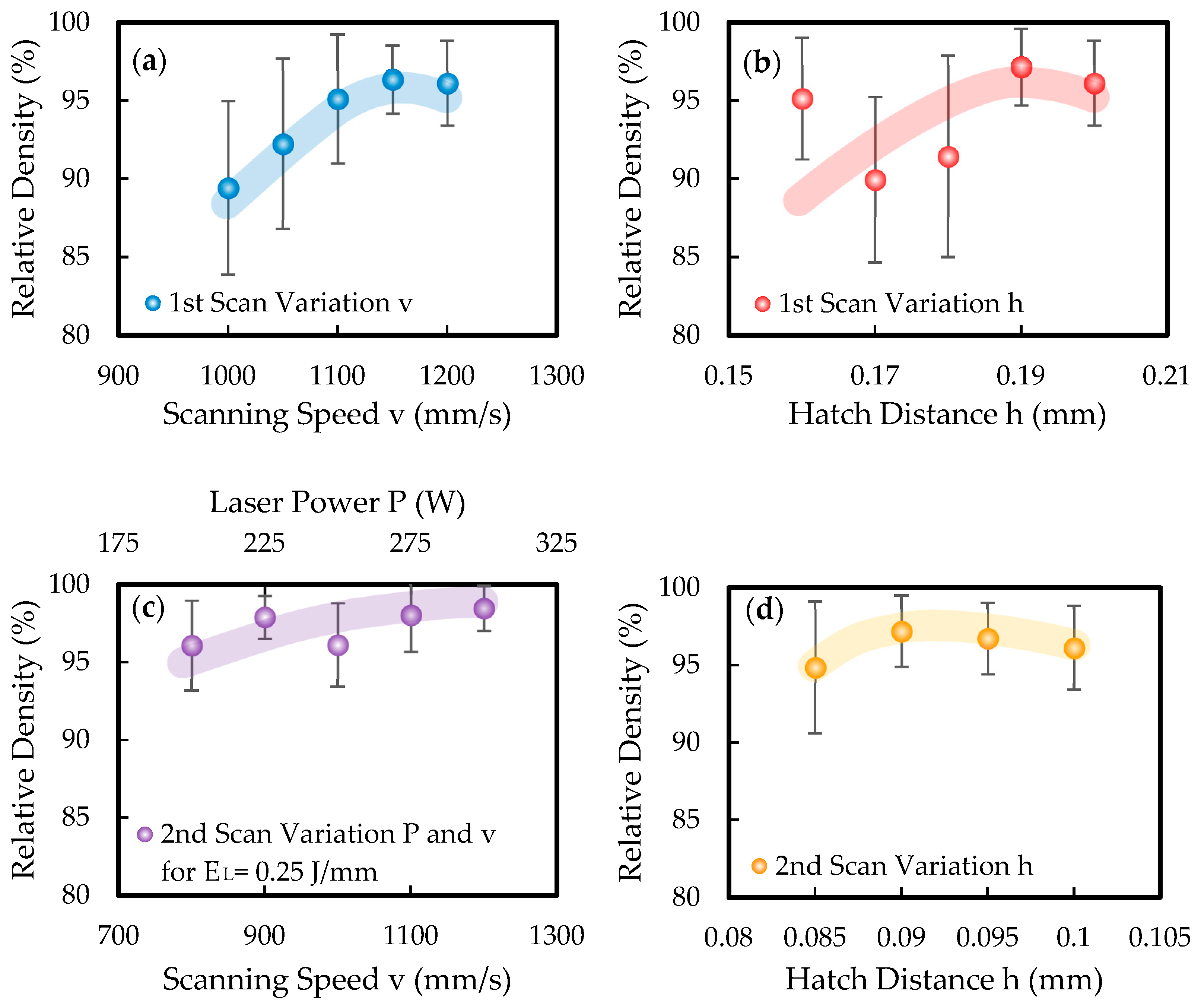
3.1. Relative Density Measurement
3.2. Tensile Testing
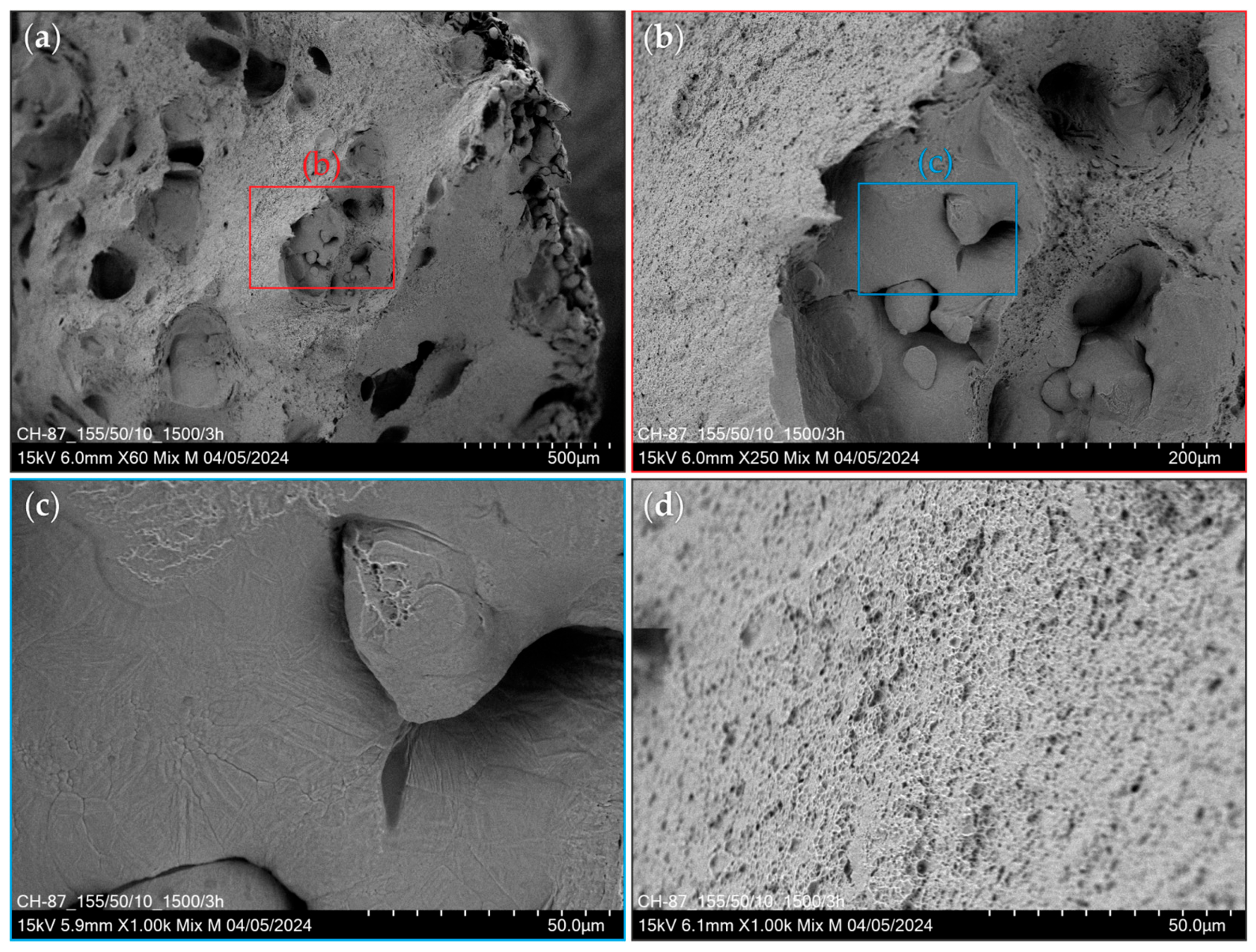
3.3. Fracture Surfaces
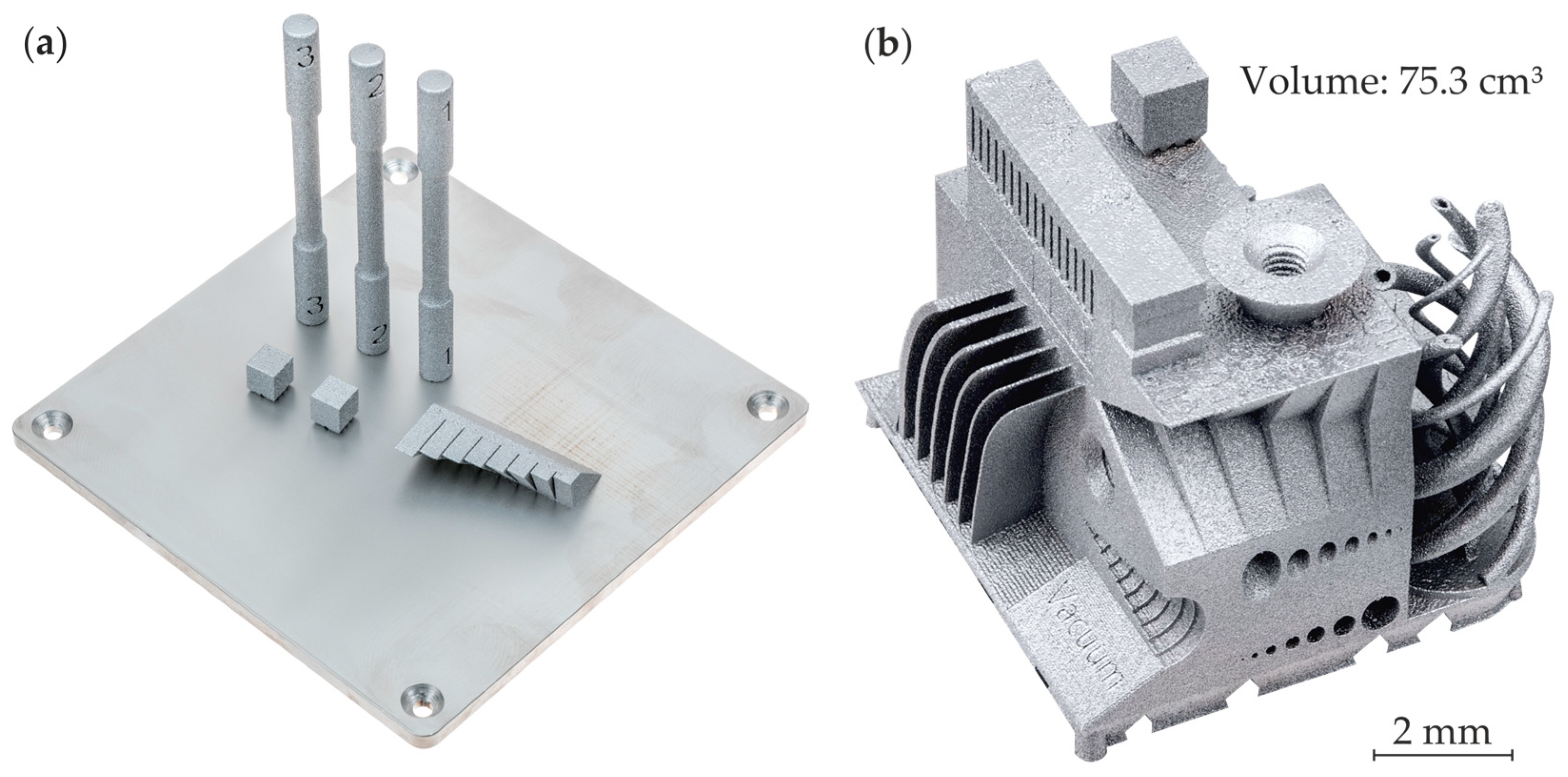
3.4. Manufacturing of Components with PBF-LB/M in High Vacuum
4. Discussion
4.1. Feasibility of Manufacturing with Double-Scanning Strategy and Density
4.2. Tensile Testing
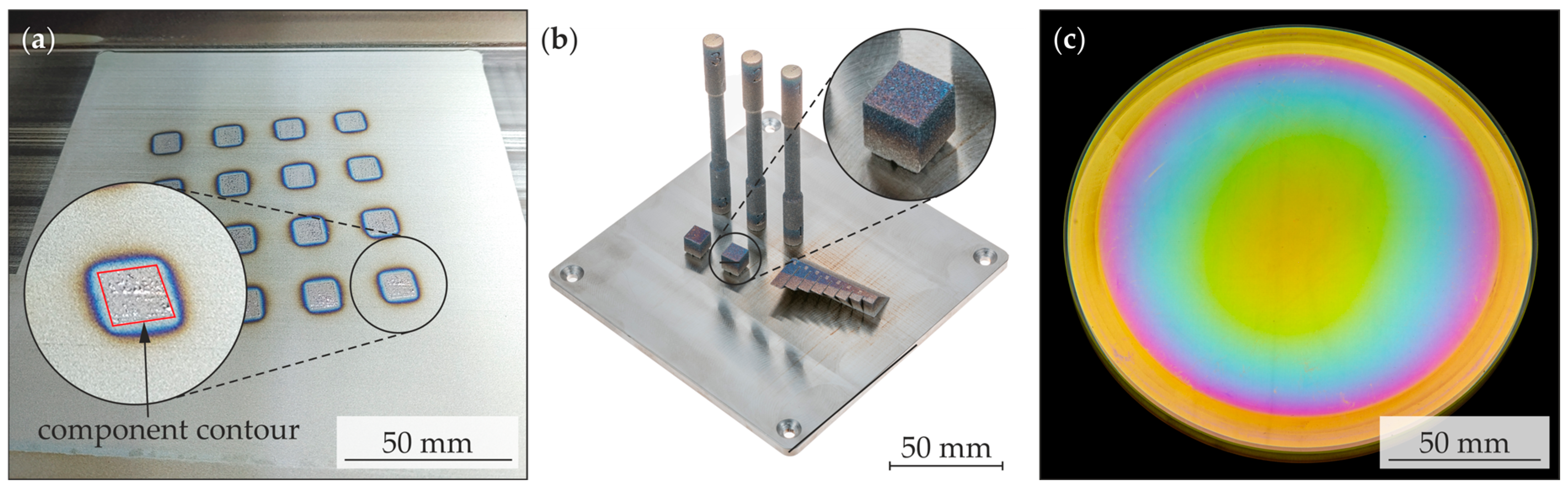
4.3. Formation and Consequences of Discoloration in PBF-LB/M in a High Vacuum
5. Conclusions and Future Scope
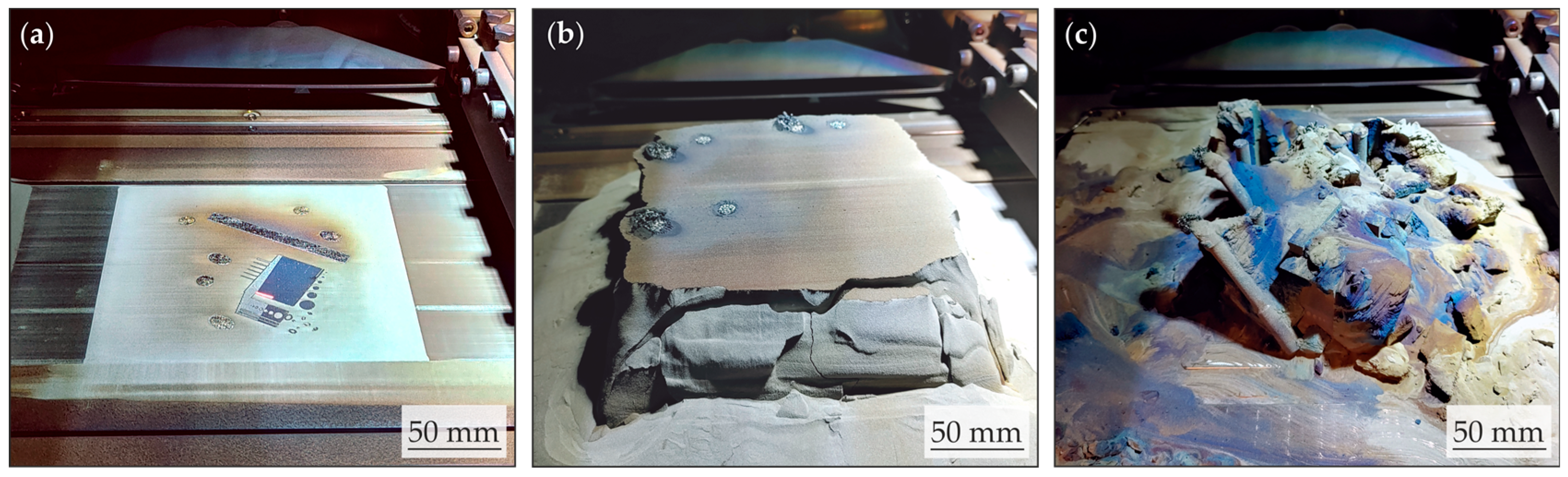
- The double-scanning strategy enables the manufacturing of complex components in high vacuum at a process pressure of . A self-developed benchmark part was successfully printed without requiring specialized upskin or downskin parameterization in a high vacuum atmosphere.
- The relative densities of the vacuum-fabricated specimens range from = 89.43 ± 5.57% to = 98.48 ± 1.43%, which are lower than those achieved in PBF-LB/M under a shielding gas atmosphere. Additionally, the process defect distribution within the specimens is inhomogeneous.
- The process window for achieving high relative densities in vacuum PBF-LB/M is smaller than in a shielding gas atmosphere. This is most likely due to the lower evaporation temperature of the metals at reduced ambient pressure, among other influencing factors.
- Tensile tests revealed differences in the mechanical properties of 22NiMoCr3-7 specimens fabricated in a vacuum compared to those manufactured under a shielding gas atmosphere. The ultimate tensile strengths (UTS) of the vacuum-fabricated specimens at were UTS₁ = 724 MPa and UTS₂ = 722 MPa, whereas specimens manufactured in a shielding gas atmosphere by Mally et al. reached approximately UTS ≈ 1230 MPa [31].
- During vacuum PBF-LB/M at , pronounced discolorations were observed on the components, the powder bed and components of the PBF-LB/M system such as the laser protection window. These discolorations are likely caused by oxidation and/or metal vapor deposition. In particular, discolorations on the laser protection window and powder bed pose a risk of negatively affecting and destabilizing the process.
Supplementary Materials
Author Contributions
Funding

Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lachmayer, R.; Rettschlag, K.; Kaierle, S. Konstruktion für die Additive Fertigung 2020; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 978-3-662-63029-7. [Google Scholar]
- Ferrar, B.; Mullen, L.; Jones, E.; Stamp, R.; Sutcliffe, C.J. Gas flow effects on selective laser melting (SLM) manufacturing performance. J. Mater. Process. Technol. 2012, 212, 355–364. [Google Scholar] [CrossRef]
- Gu, D.D.; Shen, Y.F.; Yang, J.L.; Wang, Y. Effects of processing parameters on direct laser sintering of multicomponent Cu based metal powder. Mater. Sci. Technol. 2006, 22, 1449–1455. [Google Scholar] [CrossRef]
- Zavala-Arredondo, M.; London, T.; Allen, M.; Maccio, T.; Ward, S.; Griffiths, D.; Allison, A.; Goodwin, P.; Hauser, C. Use of power factor and specific point energy as design parameters in laser powder-bed-fusion (L-PBF) of AlSi10Mg alloy. Mater. Des. 2019, 182, 108018. [Google Scholar] [CrossRef]
- Diaz Vallejo, N.; Lucas, C.; Ayers, N.; Graydon, K.; Hyer, H.; Sohn, Y. Process Optimization and Microstructure Analysis to Understand Laser Powder Bed Fusion of 316L Stainless Steel. Metals 2021, 11, 832. [Google Scholar] [CrossRef]
- Patel, S.; Vlasea, M. Melting modes in laser powder bed fusion. Materialia 2020, 9, 100591. [Google Scholar] [CrossRef]
- Grigoriev, S.; Ableyeva, R.; Korotkov, A.; Khmyrov, R.; Tarasova, T.; Gusarov, A. Powder bed surface relief formation and denudation in selective laser melting. Int. J. Adv. Manuf. Technol. 2022, 123, 543–558. [Google Scholar] [CrossRef]
- Hügel, H.; Graf, T. Materialbearbeitung mit Laser; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2023; ISBN 978-3-658-41122-0. [Google Scholar]
- Cunningham, R.; Narra, S.P.; Montgomery, C.; Beuth, J.; Rollett, A.D. Synchrotron-Based X-ray Microtomography Characterization of the Effect of Processing Variables on Porosity Formation in Laser Power-Bed Additive Manufacturing of Ti-6Al-4V. JOM 2017, 69, 479–484. [Google Scholar] [CrossRef]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Fluid and particle dynamics in laser powder bed fusion. Acta Mater. 2018, 142, 107–120. [Google Scholar] [CrossRef]
- Kaserer, L.; Bergmueller, S.; Braun, J.; Leichtfried, G. Vacuum laser powder bed fusion—track consolidation, powder denudation, and future potential. Int. J. Adv. Manuf. Technol. 2020, 110, 3339–3346. [Google Scholar] [CrossRef]
- Young, Z.A.; Guo, Q.; Parab, N.D.; Zhao, C.; Qu, M.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; Chen, L. Types of spatter and their features and formation mechanisms in laser powder bed fusion additive manufacturing process. Addit. Manuf. 2020, 36, 101438. [Google Scholar] [CrossRef]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085. [Google Scholar] [CrossRef] [PubMed]
- Rominger, V.; Berger, P.; Hügel, H. Effects of reduced ambient pressure on spattering during the laser beam welding of mild steel. J. Laser Appl. 2019, 31. [Google Scholar] [CrossRef]
- Luo, Y.; Tang, X.; Lu, F.; Chen, Q.; Cui, H. Effect of subatmospheric pressure on plasma plume in fiber laser welding. J. Mater. Process. Technol. 2015, 215, 219–224. [Google Scholar] [CrossRef]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Laser powder bed fusion at sub-atmospheric pressures. Int. J. Mach. Tools Manuf. 2018, 130-131, 65–72. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]
- Fritz, S.; Weiser, J.; Werz, M. Nachweis der Herstellbarkeit von Bauteilen mittels PBF/L im Hochvakuum. In 8. Tagung des DVM-Arbeitskreises Additiv Gefertigte Bauteile und Strukturen; Eiber, M., Richard, H.A., Eds.; Deutscher Verband für Materialforschung und -Prüfung e.V.: Berlin, Germany, 2023; pp. 13–30. [Google Scholar]
- Sato, Y.; Tsukamoto, M.; Yamashita, Y. Surface morphology of Ti–6Al–4V plate fabricated by vacuum selective laser melting. Appl. Phys. B 2015, 119, 545–549. [Google Scholar] [CrossRef]
- Sato, Y.; Tsukamoto, M.; Masuno, S.; Yamashita, Y.; Yamashita, K.; Tanigawa, D.; Abe, N. Investigation of the microstructure and surface morphology of a Ti6Al4V plate fabricated by vacuum selective laser melting. Appl. Phys. A 2016, 122, 439. [Google Scholar] [CrossRef]
- Sato, Y.; Tsukamoto, M.; Shobu, T.; Yamashita, Y.; Yamagata, S.; Nishi, T.; Higashino, R.; Ohkubo, T.; Nakano, H.; Abe, N. Preheat effect on titanium plate fabricated by sputter-free selective laser melting in vacuum. Appl. Phys. A 2018, 124, 288. [Google Scholar] [CrossRef]
- Sato, Y.; Mizuguchi, Y.; Takenaka, K.; Yoshida, N.; Srisawadi, S.; Tanprayoon, D.; Ohkubo, T.; Suga, T.; Tsukamoto, M. Pure titanium fabrication with spatter-less selective laser melting in vacuum. Results Opt. 2021, 5, 100184. [Google Scholar] [CrossRef]
- Zhou, B.; Zhou, J.; Li, H.; Lin, F. A study of the microstructures and mechanical properties of Ti6Al4V fabricated by SLM under vacuum. Mater. Sci. Eng. A 2018, 724, 1–10. [Google Scholar] [CrossRef]
- Watanabe, Y.; Sato, M.; Chiba, T.; Sato, H.; Sato, N.; Nakano, S. 3D Visualization of Top Surface Structure and Pores of 3D Printed Ti-6Al-4V Samples Manufactured with TiC Heterogeneous Nucleation Site Particles. Met. Mater. Trans. A 2020, 51, 1345–1352. [Google Scholar] [CrossRef]
- Nagahari, T.; Nagoya, T.; Kakehi, K.; Sato, N.; Nakano, S. Microstructure and Creep Properties of Ni-Base Superalloy IN718 Built up by Selective Laser Melting in a Vacuum Environment. Metals 2020, 10, 362. [Google Scholar] [CrossRef]
- Lin, Z.; Dadbakhsh, S.; Rashid, A. Developing processing windows for powder pre-heating in electron beam melting. J. Manuf. Process. 2022, 83, 180–191. [Google Scholar] [CrossRef]
- Fu, Z.; Körner, C. Actual state-of-the-art of electron beam powder bed fusion. Eur. J. Mater. 2022, 2, 54–116. [Google Scholar] [CrossRef]
- Achee, T.; Guss, G.; Elwany, A.; Matthews, M. Laser pre-sintering for denudation reduction in the laser powder bed fusion additive manufacturing of Ti-6Al-4V alloy. Addit. Manuf. 2021, 42, 101985. [Google Scholar] [CrossRef]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; van Hooreweder, B. On the influence of laser defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Laufs, P. Reaktorsicherheit für Leistungskernkraftwerke; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-30654-9. [Google Scholar]
- Mally, L.; Werz, M.; Weihe, S. Feasibility Study on Additive Manufacturing of Ferritic Steels to Meet Mechanical Properties of Safety Relevant Forged Parts. Materials 2022, 15, 383. [Google Scholar] [CrossRef]
- TÜV Bayern. Anlage 2 zum Abnahmeprüfzeugnis des TÜV Bayern: Prüf-Nr. 1415113/7; TÜV Bayern: Füssen, Germany, 1976. [Google Scholar]
- Masoomi, M.; Pegues, J.W.; Thompson, S.M.; Shamsaei, N. A numerical and experimental investigation of convective heat transfer during laser-powder bed fusion. Addit. Manuf. 2018, 22, 729–745. [Google Scholar] [CrossRef]
- Wei, L.C.; Ehrlich, L.E.; Powell-Palm, M.J.; Montgomery, C.; Beuth, J.; Malen, J.A. Thermal conductivity of metal powders for powder bed additive manufacturing. Addit. Manuf. 2018, 21, 201–208. [Google Scholar] [CrossRef]
- Macleod, H.A. Thin-Film Optical Filters; Institute of Physics Publishing: London, UK, 2001. [Google Scholar]
- Gordon, P. The temper colors on steel. J. Heart Treat. 1979, 1, 93. [Google Scholar] [CrossRef]
- Chandrasekar, S.; Coble, J.B.; Yoder, S.; Nandwana, P.; Dehoff, R.R.; Paquit, V.C.; Babu, S.S. Investigating the effect of metal powder recycling in Electron beam Powder Bed Fusion using process log data. Addit. Manuf. 2020, 32, 100994. [Google Scholar] [CrossRef]
- Zhong, Y.; Rännar, L.-E.; Liu, L.; Koptyug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Burkhardt, C.; Wendler, M.; Lehnert, R.; Hauser, M.; Clausnitzer, P.; Volkova, O.; Biermann, H.; Weidner, A. Fine-grained microstructure without texture obtained by electron beam powder bed fusion for AISI 304 L-based stainless steel. Addit. Manuf. 2023, 69, 103539. [Google Scholar] [CrossRef]
- Körner, C. Additive manufacturing of metallic components by selective electron beam melting—A review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef]
- Nakano, S.; Hagiwara, M.; Shimizu, T.; Horiba, Y.; Sato, N.; Matsuzaki, K.; Sassa, M. Novel selective laser melting solution for metal additive manufacturing using vacuum and a quasi continuous wave laser. LEM21 2013, 7, 419–422. [Google Scholar] [CrossRef]
- Dobek, K. Thermal lensing: Outside of the lasing medium. Appl. Phys. B 2022, 128, 18. [Google Scholar] [CrossRef]
- Song, C.; Deng, Z.; Chen, J.; Yang, Z.; Zou, Z.; Liu, L.; Yang, Y.; Xu, K.; Wang, J. Study on the influence of oxygen content evolution on the mechanical properties of tantalum powder fabricated by laser powder bed fusion. Mater. Charact. 2023, 205, 113235. [Google Scholar] [CrossRef]
- Wasz, M.L.; Brotzen, F.R.; McLellan, R.B.; Griffin, A.J. Effect of oxygen and hydrogen on mechanical properties of commercial purity titanium. Int. Mater. Rev. 1996, 41, 1–12. [Google Scholar] [CrossRef]




| Laser Power in W | Scanning Speed in mm/s | Hatch Distance in mm | Layer Thickness in mm | Focusing Parameter ζ | Scanning Strategy | Tilt Angle | Shielding Gas | |
|---|---|---|---|---|---|---|---|---|
| First Scan | 60 | 1200 | 0.200 | 0.025 | 19 | lines | 67° | Ar 1 |
| Second Scan | 250 | 1000 | 0.100 | 9 | 67° (+90°) |
| Parameter Set Variation 1st Scan | Laser Power P in W | Scanning Speed v in mm/s | Hatch Distance h in mm | Focusing Parameter ζ | Energy Density EV in J/mm3 |
|---|---|---|---|---|---|
| 1-1 | 60 | 1000 | 0.200 | 19 | 12.00 |
| 1-2 | 1050 | 11.43 | |||
| 1-3 | 1100 | 10.91 | |||
| 1-4 | 1150 | 10.43 | |||
| 1-5 | 1200 | 0.160 | 12.50 | ||
| 1-6 | 0.170 | 11.76 | |||
| 1-7 | 0.180 | 11.11 | |||
| 1-8 | 0.190 | 10.53 | |||
| Second Scan 2-1 | 250 | 1000 | 0.100 | 9 | 100.00 |
| Parameter Set Variation 2nd Scan | Laser Power P in W | Scanning Speed v in mm/s | Hatch Distance h in mm | Focusing Parameter ζ | Energy Density EV in J/mm3 |
|---|---|---|---|---|---|
| First Scan 1-0 | 60 | 1200 | 0.200 | 19 | 10.00 |
| 2-1 | 250 | 1000 | 0.085 | 9 | 117.65 |
| 2-2 | 0.090 | 111.11 | |||
| 2-3 | 0.095 | 105.26 | |||
| 2-4 | 0.100 | 100.00 | |||
| 2-5 | 200 | 800 | 0.100 | 100.00 | |
| 2-6 | 225 | 900 | |||
| 2-7 | 275 | 1100 | |||
| 2-8 | 300 | 1200 |
| Double-Scanning Parameter Set | Energy Density EV 1st Scan in J/mm3 | Energy Density EV 2nd Scan in J/mm3 | in % 1 |
|---|---|---|---|
| 1-1 | 12.00 | 100.00 | 89.43 ± 5.57 |
| 1-2 | 11.43 | 92.24 ± 5.44 | |
| 1-3 | 10.91 | 95.12 ± 4.11 | |
| 1-4 | 10.43 | 96.35 ± 2.16 | |
| 1-5 | 12.50 | 95.14 ± 3.88 | |
| 1-6 | 11.76 | 89.95 ± 5.29 | |
| 1-7 | 11.11 | 91.44 ± 6.43 | |
| 1-8 | 10.53 | 97.14 ± 2.44 | |
| 2-1 | 10.00 | 117.65 | 94.85 ± 4.26 |
| 2-2 | 111.11 | 97.19 ± 2.30 | |
| 2-3 | 105.26 | 96.73 ± 2.29 | |
| 2-4 | 100.00 | 96.12 ± 2.70 | |
| 2-5 | 100.00 | 96.08 ± 2.90 | |
| 2-6 | 97.91 ± 1.38 | ||
| 2-7 | 98.04 ± 2.36 | ||
| 2-8 | 98.48 ± 1.43 |
| Specimen | Yield Strength in MPa | Ultimate Tensile Strength in MPa | Elongation at Maximum Load in % |
|---|---|---|---|
| Vacuum Specimen 1 | 659 | 724 | 7.11 |
| Vacuum Specimen 2 | 656 | 722 | 6.85 |
| Argon without HT [31] | 1111 | 1233 | 4.28 |
| Argon with HT [31] | 651 | 693 | 9.21 |
| Author and Year | Source | Material | Process Pressure in mbar | Maximum Relative Density in % |
|---|---|---|---|---|
| This study | - | 22NiMoCr3-7 | 98.48 | |
| Mally 2021 | [31] | 22NiMoCr3-7 | 99.60 | |
| Sato 2015 | [19] | Ti6Al4V | 90.20 | |
| Sato 2021 | [22] | Commercially pure Ti | 97.10 | |
| Zhou 2018 | [23] | Ti6Al4V | 98.58 | |
| Watanabe 2020 | [24] | Ti6Al4V without TiC | 98.70 | |
| Watanabe 2020 | [24] | Ti6Al4V with TiC | 99.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fritz, S.; Sewalski, S.; Weihe, S.; Werz, M. Feasibility Study on Laser Powder Bed Fusion of Ferritic Steel in High Vacuum Atmosphere. J. Manuf. Mater. Process. 2025, 9, 101. https://doi.org/10.3390/jmmp9030101
Fritz S, Sewalski S, Weihe S, Werz M. Feasibility Study on Laser Powder Bed Fusion of Ferritic Steel in High Vacuum Atmosphere. Journal of Manufacturing and Materials Processing. 2025; 9(3):101. https://doi.org/10.3390/jmmp9030101
Chicago/Turabian StyleFritz, Steffen, Sven Sewalski, Stefan Weihe, and Martin Werz. 2025. "Feasibility Study on Laser Powder Bed Fusion of Ferritic Steel in High Vacuum Atmosphere" Journal of Manufacturing and Materials Processing 9, no. 3: 101. https://doi.org/10.3390/jmmp9030101
APA StyleFritz, S., Sewalski, S., Weihe, S., & Werz, M. (2025). Feasibility Study on Laser Powder Bed Fusion of Ferritic Steel in High Vacuum Atmosphere. Journal of Manufacturing and Materials Processing, 9(3), 101. https://doi.org/10.3390/jmmp9030101