

Comparison of the Self-Healing Behaviour of 60Sn40Pb and 99.3Sn0.7Cu Solder Alloy Reinforced Al6061 MMCs’


 , ,
, ,  and
and 
Abstract
1. Introduction
2. Materials and Methodology
2.1. Matrix and Reinforcement
2.2. Production of Composites
2.3. Low Melting Point Alloy (Solder)
2.4. Characterization
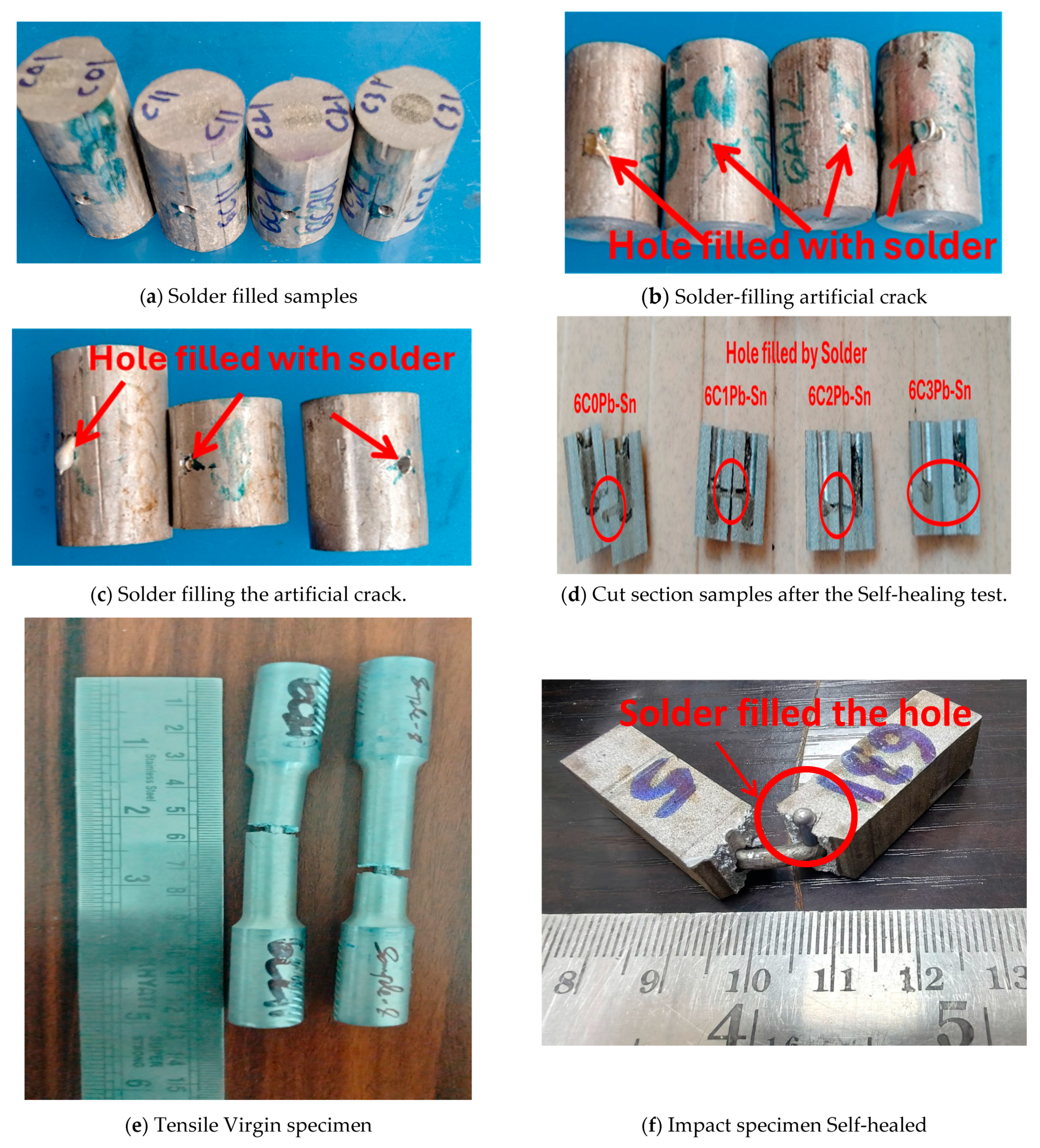
2.5. Self-Healing Experimental Studies
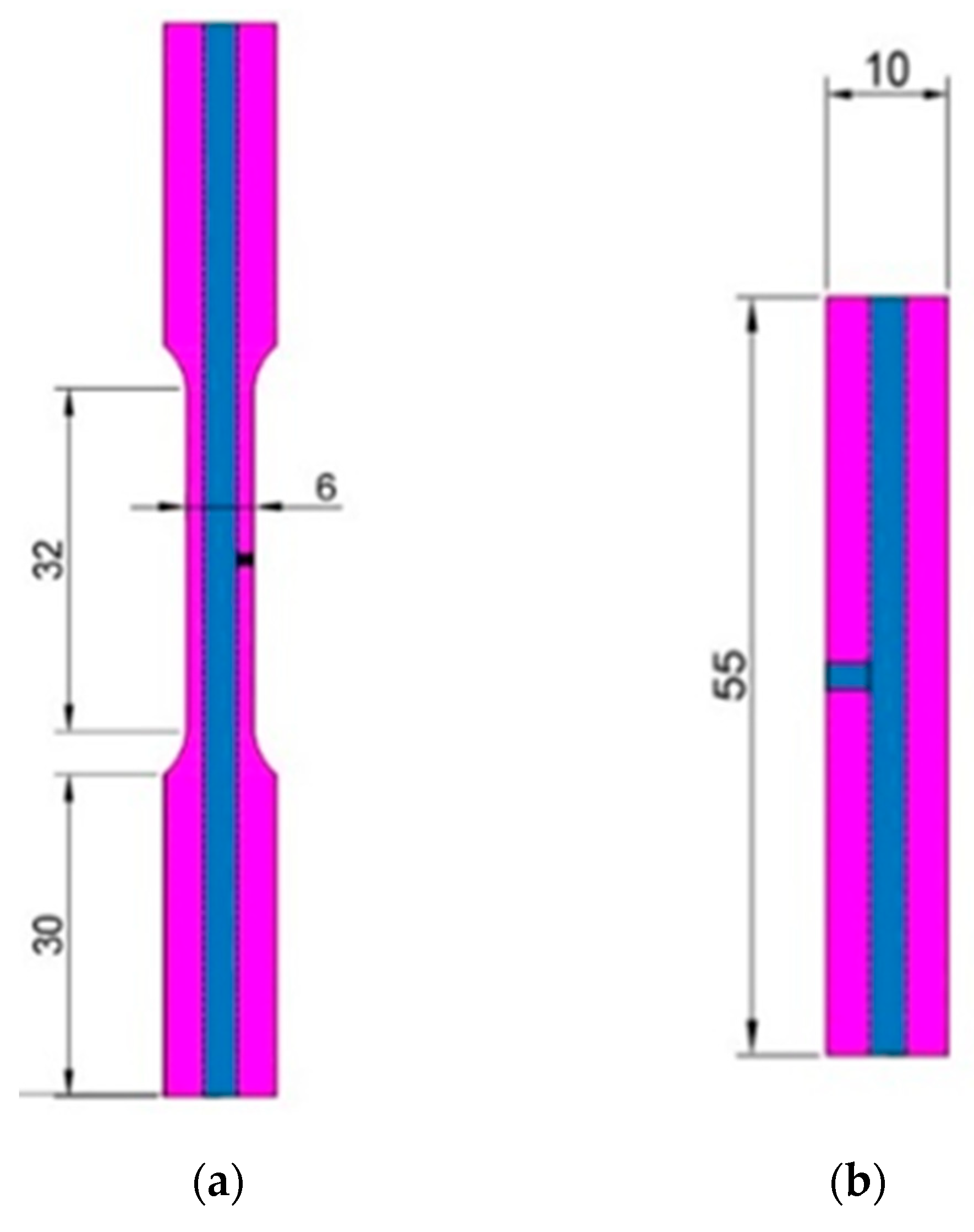
2.5.1. Self-Healing Test for Tensile Test Species
2.5.2. Self-Healing Test for Charpy Test Specimen
3. Results and Discussions
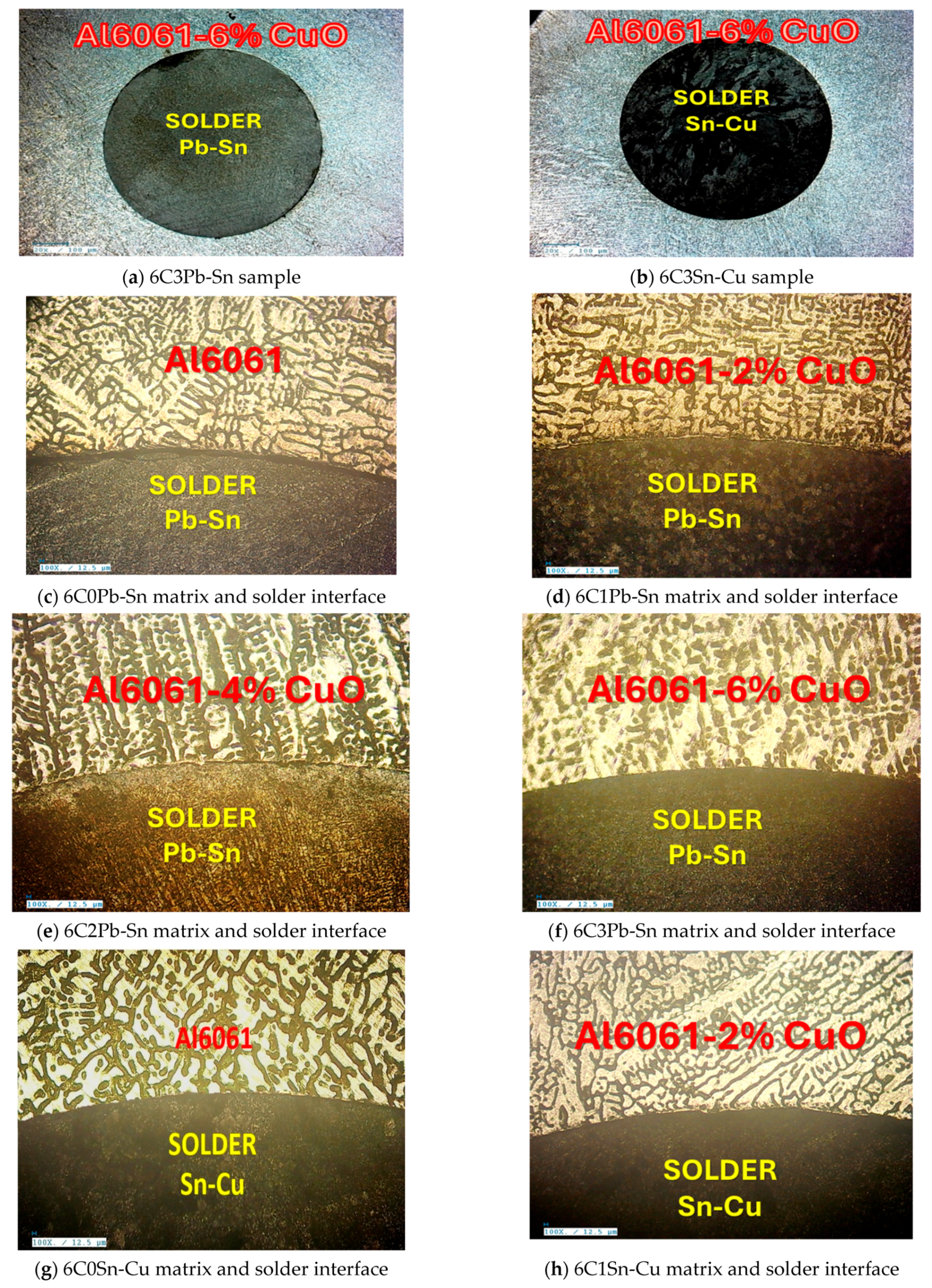
3.1. Microstructural Studies for Samples Incorporated with Solders
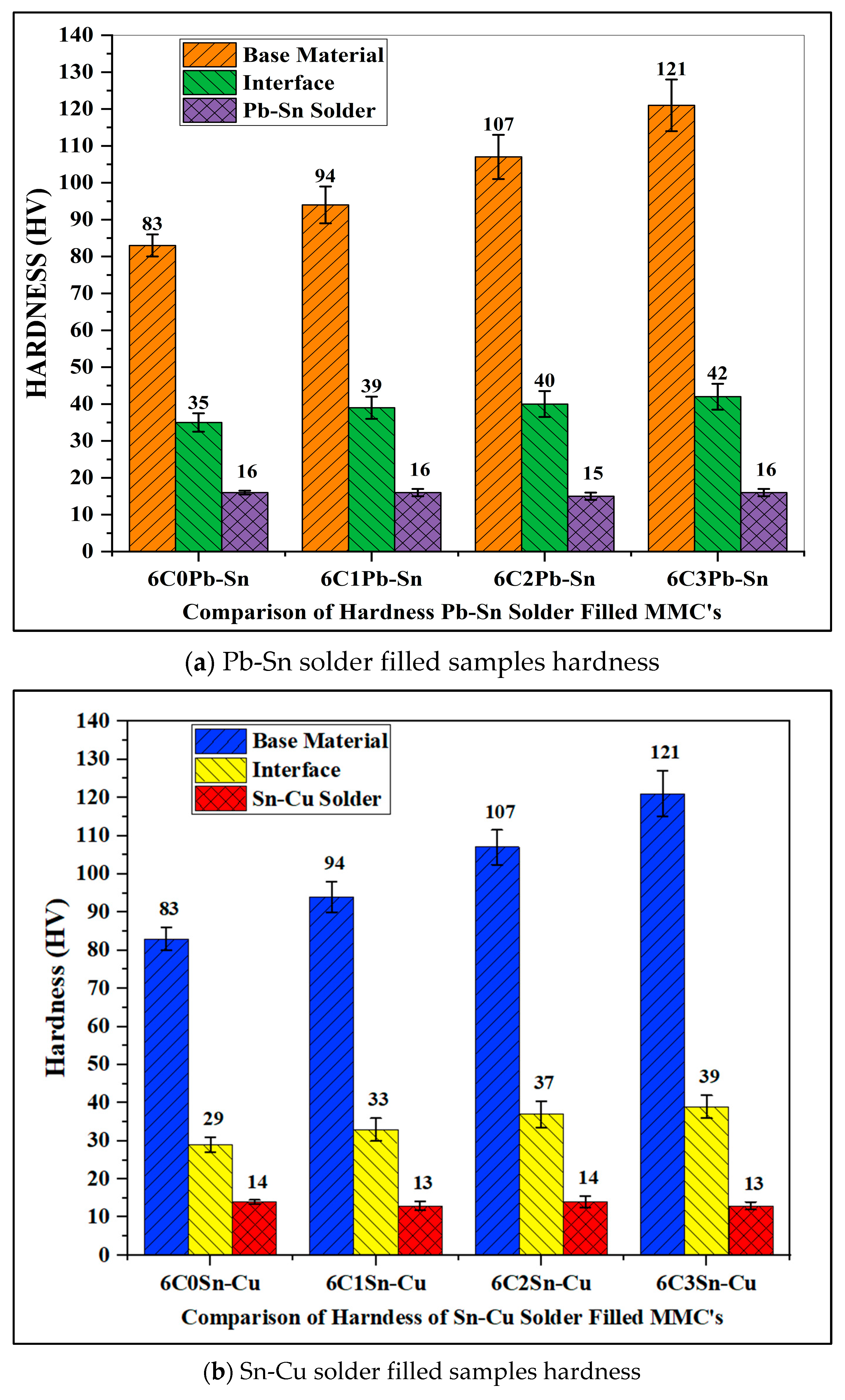
3.2. Hardness for Samples Incorporated with Solders
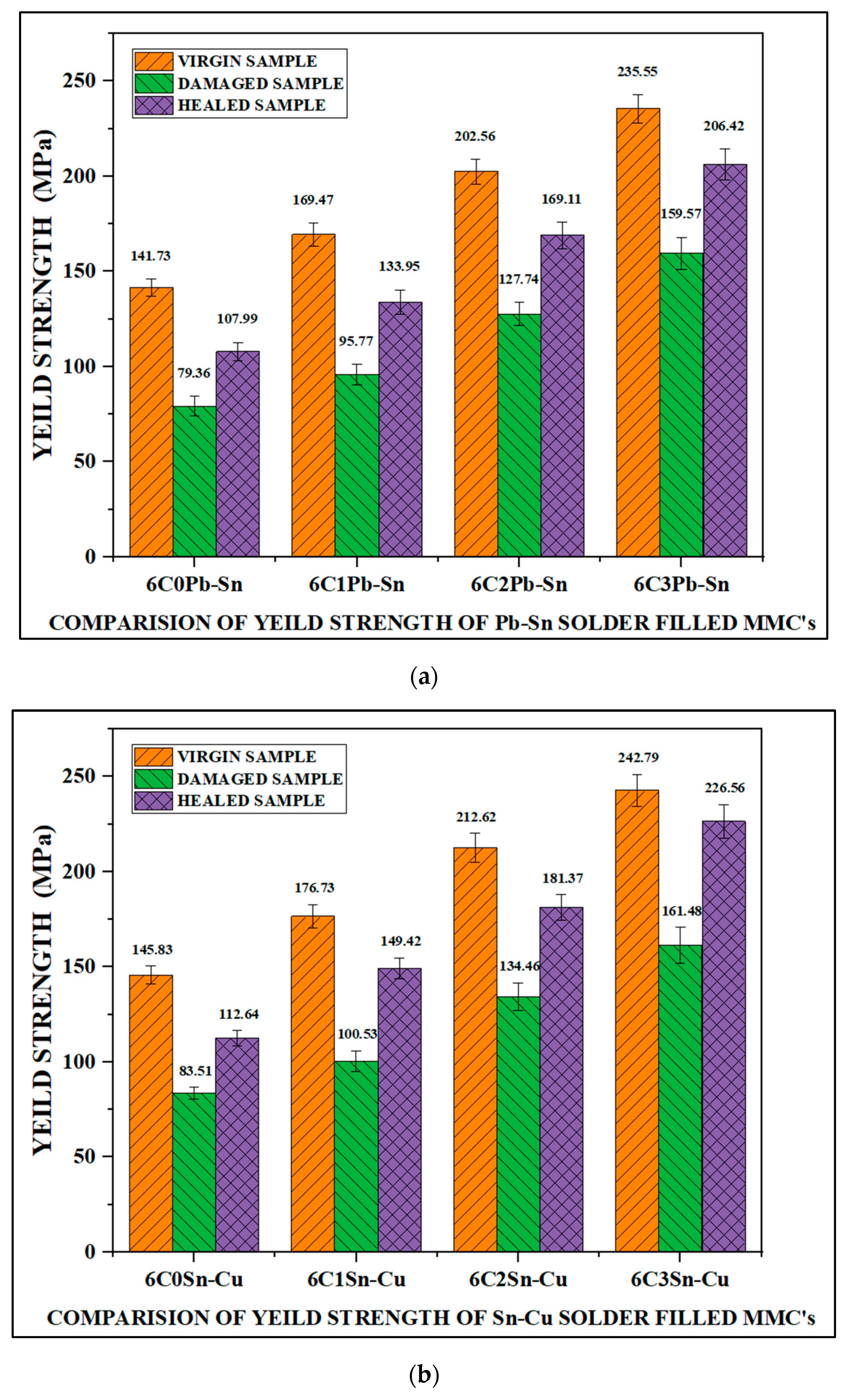
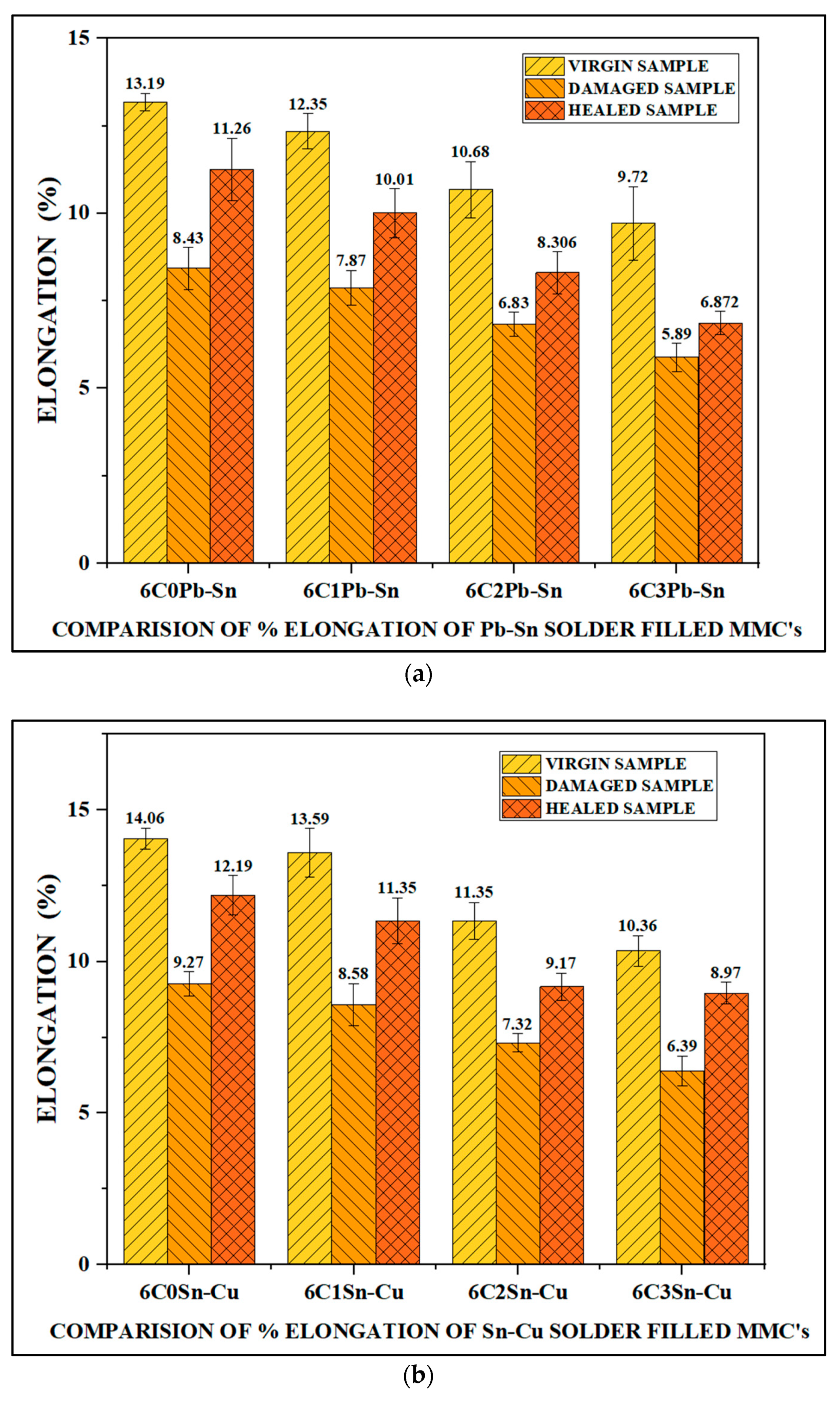
3.3. Al6061-CuO MMCs Filled with Solders Yield Strength, UTS and Elongation
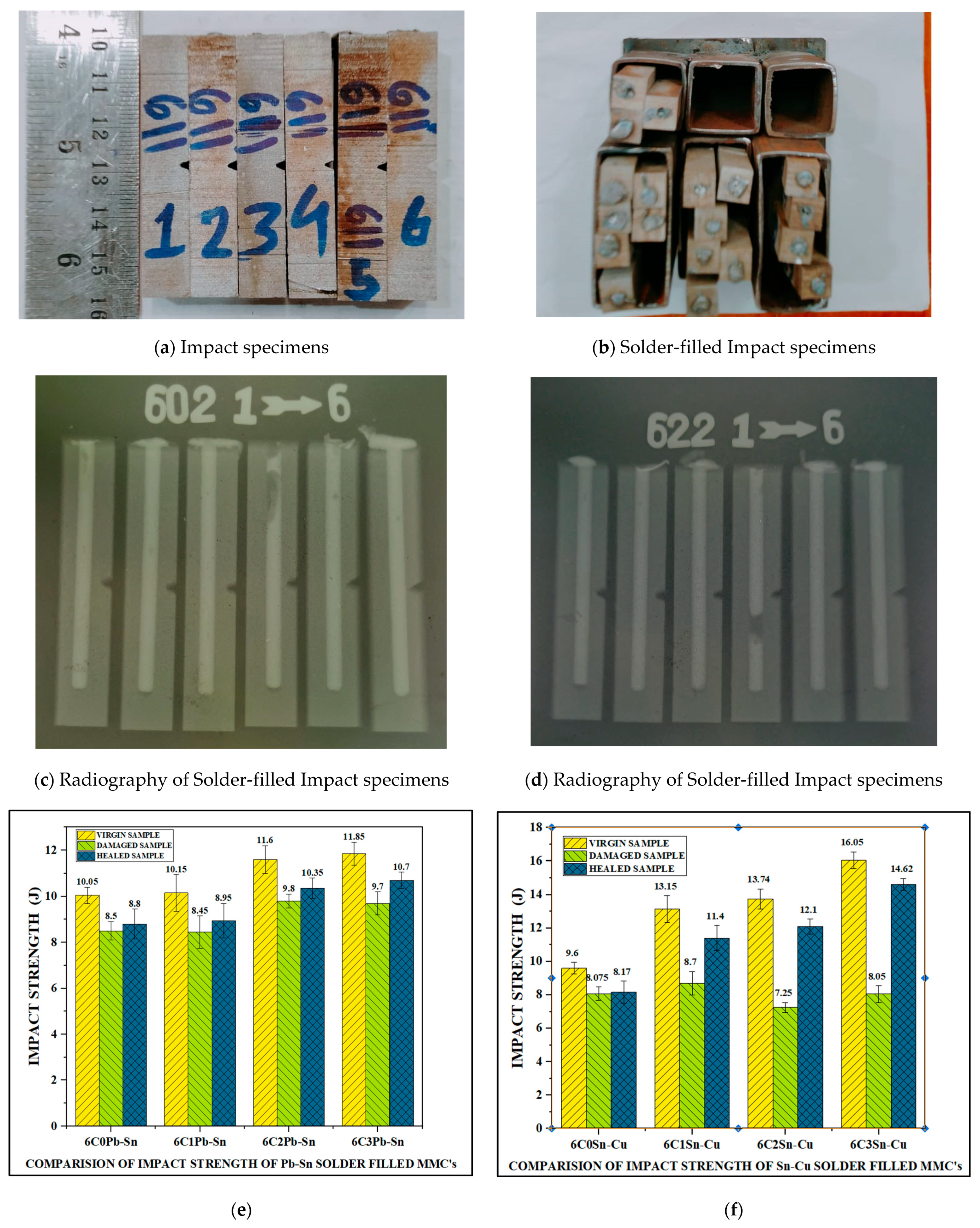
3.4. Impact Test Results for Samples Incorporated with Solders
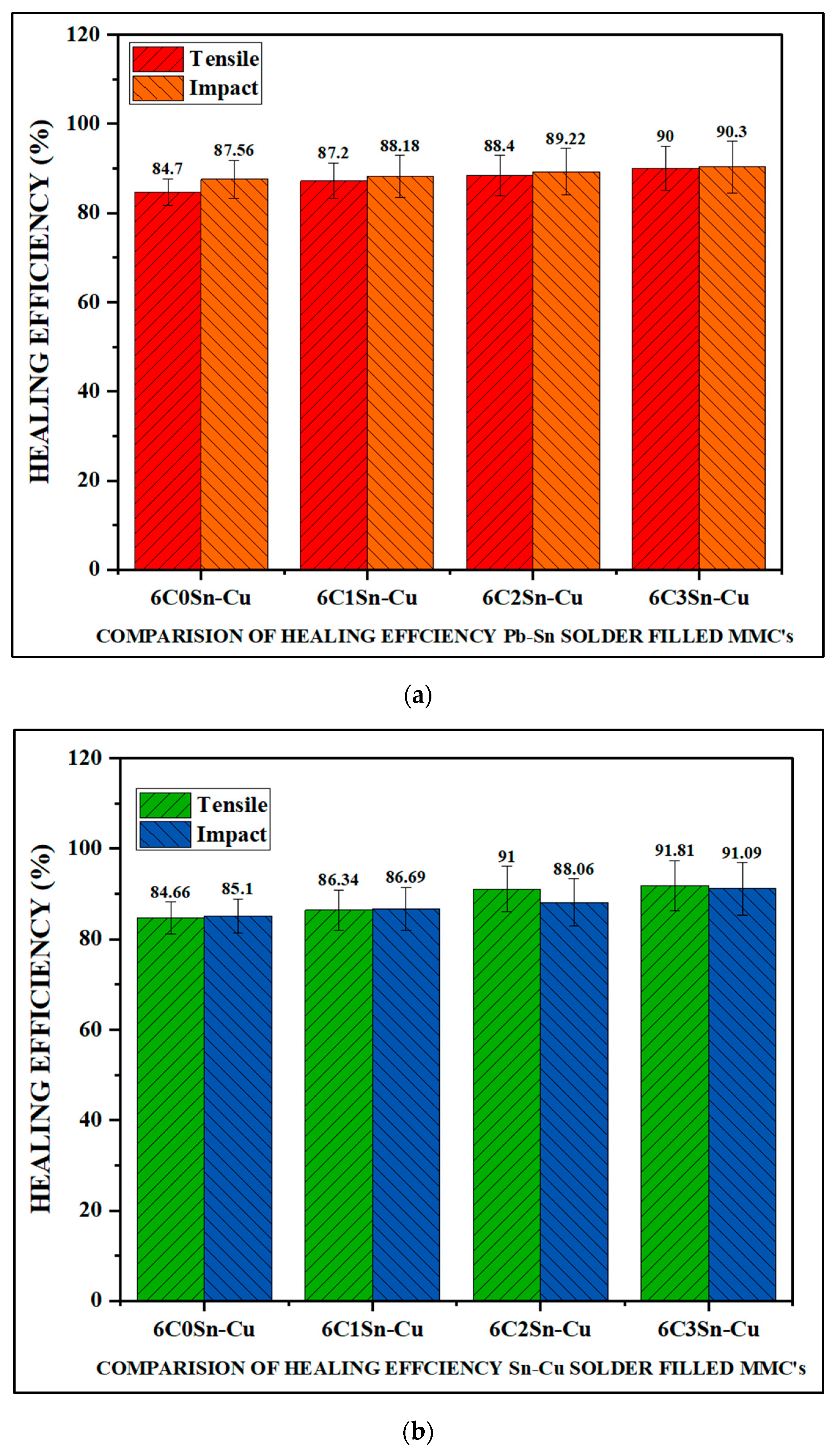
3.5. Self-Healing Efficiency Comparision
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Das, D.K.; Mishra, P.C.; Singh, S.; Thakur, R.K. Properties of Ceramic-Reinforced Aluminium Matrix Composites—A Review. Int. J. Mech. Mater. Eng. 2014, 9, 1–16. [Google Scholar] [CrossRef]
- Maddaiah, K.C.; Veeresh Kumar, G.B.; Pramod, R. Studies on the Mechanical, Strengthening Mechanisms and Tribological Characteristics of AA7150-Al2O3 Nano-Metal Matrix Composites. J. Compos. Sci. 2024, 8, 97. [Google Scholar] [CrossRef]
- Lyu, M.-Y.; Choi, T.G. Research Trends in Polymer Materials for Use in Lightweight Vehicles. Int. J. Precis. Eng. Manuf. 2015, 16, 213–220. [Google Scholar] [CrossRef]
- Rao, T.B. An Experimental Investigation on Mechanical and Wear Properties of Al7075/SiCp Composites: Effect of SiC Content and Particle Size. J. Tribol.-Trans. ASME 2018, 140, 031601. [Google Scholar] [CrossRef]
- Gouda, S.; Veeresh Kumar, G.B.; Pramod, R.; Prasanna, N.D.; Balasubramanya, H.S.; Aradhya, S.M. Fabrication, Mechanical and Wear Properties of Aluminum (Al6061)-Silicon Carbide-Graphite Hybrid Metal Matrix Composites. Frat. Integrità Strutt. 2022, 16, 134–149. [Google Scholar] [CrossRef]
- Dasgupta, R. Aluminium Alloy-Based Metal Matrix Composites: A Potential Material for Wear-Resistant Applications. Int. Sch. Res. Not. 2012, 2012, 594573. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent Progress in Aluminum Metal Matrix Composites: A Review on Processing, Mechanical, and Wear Properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Gök, D.A.; Bayraktar, C.; Hoskun, M. A Review on Processing, Mechanical, and Wear Properties of Al Matrix Composites Reinforced with Al2O3, SiC, B4C, and MgO by Powder Metallurgy Method. J. Mater. Res. Technol. 2024, 31, 1132–1150. [Google Scholar] [CrossRef]
- Mourad, A.-H.I.; Christy, J.V.; Krishnan, P.K.; Mozumder, M.S. Production of Novel Recycled Hybrid Metal Matrix Composites Using Optimized Stir Squeeze Casting Technique. J. Manuf. Process. 2023, 88, 45–58. [Google Scholar] [CrossRef]
- Kandpal, B.C.; Kumar, J.; Singh, H. Manufacturing and Technological Challenges in Stir Casting of Metal Matrix Composites—A Review. Mater. Today Proc. 2018, 5, 5–10. [Google Scholar] [CrossRef]
- Torralba, J.M.; da Costa, C.E.; Velasco, F. P/M Aluminium Matrix Composites: An Overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal Matrix Composites: Production by the Stir Casting Method. J. Mater. Process. Technol. 1999, 92–93, 1–7. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium Matrix Hybrid Composites: A Review of Reinforcement Philosophies; Mechanical, Corrosion, and Tribological Characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Particle Distribution in Cast Metal Matrix Composites—Part I. J. Mater. Process. Technol. 2002, 123, 251–257. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. The Enhancement of Wettability of SiC Particles in Cast Aluminium Matrix Composites. J. Mater. Process. Technol. 2001, 119, 329–335. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Omosule, O.I. Experimental Studies of Self-Healing Behaviour of Under-Aged Al-Mg-Si Alloys and 60Sn-40Pb Alloy Reinforced Aluminium Metal Matrix Composites. J. Miner. Mater. Charact. Eng. 2015, 3, 1–8. [Google Scholar] [CrossRef]
- Amano, R.; Rohatgi, P.; Lucci, J.M.; Schultz, B.; Ruzek, A. Design and Demonstration of Self-Healing Behavior in a Lead-Free Solder Alloy. In Proceedings of the 7th International Energy Conversion Engineering Conference, Denver, CO, USA, 2–5 August 2009. AIAA 2009-4514. [Google Scholar]
- Egan, P.; Sinko, R.; Leduc, P.R.; Ketan, S. The role of mechanics in biological and bio-inspired systems. Nat. Commun. 2015, 6, 7418. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Schultz, B.F.; Rohatgi, P.K. Self-Healing Metals and Metal Matrix Composites. JOM 2014, 66, 866–871. [Google Scholar] [CrossRef]
- Ghosh, S.K. Self-Healing Materials: Fundamentals, Design Strategies, and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar] [CrossRef]
- Schmets, A.J.M.; van der Zaken, G.; Van der Zwaag, S. Self Healing Materials: An Alternative Approach to 20 Centuries of Materials Science; Van der Zwaag, S., Ed.; Springer: Dordrecht, The Netherlands, 2007. [Google Scholar] [CrossRef]
- Hager, M.D.; Greil, P.; Leyens, C.; van der Zwaag, S.; Schubert, U.S. Self-healing materials. Adv. Mater. 2010, 22, 5424–5430. [Google Scholar] [CrossRef]
- Blaiszik, B.J.; Kramer, S.L.B.; Olugebefola, S.C.; Moore, J.S.; Sottos, N.R.; White, S.R. Self-healing polymers and composites. Annu. Rev. Mater. Res. 2010, 40, 179–211. [Google Scholar] [CrossRef]
- Urdl, K.; Kandelbauer, A.; Kern, W.; Müller, U.; Thebault, M.; Zikulnig-Rusch, E. Self-healing of densely crosslinked thermoset polymers—A critical review. Prog. Org. Coat. 2017, 104, 232–249. [Google Scholar] [CrossRef]
- Nakao, W.; Takahashi, K.; Ando, K. Self-healing of surface cracks in structural ceramics. In Advanced Nanomaterials; Wiley-VCH: Weinheim, Germany, 2010; pp. 555–593. [Google Scholar] [CrossRef]
- Madhankumar, M.; Prabhakaran, G.V. Self-healing ability of structural ceramics—A review. In Trends in Intelligent Robotics, Automation, and Manufacturing, Proceedings of the First International Conference, Kuala Lumpur, Malaysia, 28–30 November 2012; Ponnambalam, S.G., Parkkinen, J., Ramanathan, K.C., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 466–474. [Google Scholar]
- Alaneme, K.K.; Bodunrin, M.O. Self-healing using metallic material systems—A review. Appl. Mater. Today 2017, 6, 9–15. [Google Scholar] [CrossRef]
- Manuel, M.V.; Olson, G.B. Biomimetic self-healing metals. In Proceedings of the 1st International Conference on Self-Healing Materials, Noordwijk aan Zee, The Netherlands, 18–20 April 2007. [Google Scholar]
- Bodunrin, M.O.; Oladijo, O.P.; Daramola, O.O.; Alaneme, K.K.; Maledi, N.B. Porosity measurement and wear performance of aluminium hybrid composites reinforced with silica sand and bamboo leaf ash. Ann. Fac. Eng. Hundeoara Int. J. Eng. 2016, 16, 232–238. [Google Scholar]
- Guadagno, L.; Naddeo, C.; Raimondo, M.; Barra, G.; Vertuccio, L.; Sorrentino, A.; Binder, W.H.; Kadlec, M. Development of self-healing multifunctional materials. Compos. Part B Eng. 2017, 128, 30–38. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Schultz, B.F.; Rohatgi, P.K. Zinc alloy ZA-8/shape memory alloy self-healing metal matrix composite. Mater. Sci. Eng. A 2015, 620, 85–88. [Google Scholar] [CrossRef]
- Karabulut, Ş.; Karakoç, H.; Bilgin, M.; Canpolat, B.H.; Krolczyk, G.; Sarıkaya, M. A Comparative Study on Mechanical and Ballistic Performance of Functionally Graded Al6061 Composites Reinforced with B4C, SiC, and Al2O3. J. Mater. Res. Technol. 2023, 23, 5050–5065. [Google Scholar] [CrossRef]
- Mantha, S.R.V.; Kumar, G.B.V.; Pramod, R.; Rao, C.S.P. Investigations on Microstructure, Mechanical, and Wear Properties, with Strengthening Mechanisms of Al6061-CuO Composites. J. Manuf. Mater. Process. 2024, 8, 245. [Google Scholar] [CrossRef]
- Nosonovsky, M.; Rohatgi, P.K. Biomimetics in Materials Science: Self-Healing, Self-Lubricating and Self-Cleaning Materials; Springer Series in Materials Science; Springer: New York, NY, USA, 2012; Volume 152, pp. 53–73. [Google Scholar] [CrossRef]
- Lucci, J.M.; Amano, R.S.; Rohatgi, P.; Schultz, B. Self-Healing in an Aluminum Alloy Reinforces with Microtubes. In Proceedings of the ASME 2008 3rd Energy Nanotechnology International Conference Collocated with the Heat Transfer, Fluids Engineering, and Energy Sustainability Conferences, Jacksonville, FL, USA, 10–14 August 2008; ASME: New York, NY, USA, 2008; pp. 79–88. [Google Scholar] [CrossRef]
- Oladijo, O.P.; Bodunrin, M.O.; Sobiyi, K.; Maledi, N.B.; Alaneme, K.K. Investigating the self-healing behaviour of under-aged and 60Sn-40Pb alloy reinforced aluminium hybrid composites. Thin Solid Film. 2016, 620, 201–205. [Google Scholar] [CrossRef]
- Sanada, K.; Yasuda, I.; Shindo, Y. Transverse tensile strength of unidirectional fibre-reinforced polymers and self-healing of interfacial debonding. Plast. Rubber Compos. 2006, 35, 67–72. [Google Scholar] [CrossRef]
- Lucci, J.M.; Amano, R.S.; Rohatgi, P.; Schultz, B. Experiment and computational analysis of self-healing in an aluminium alloy. In Proceedings of the 2008 ASME International Mechanical Engineering Congress and Exposition, Boston, MA, USA, 31 October–6 November 2008; pp. 1–10. [Google Scholar]
- Srivastava, V.; Gupta, M. Impact of Post Hardening Mechanism on Self-Healing Assessment of AA2014 Nitinol-Based Smart Composites. Met. Mater. Int. 2021, 27, 2666–2681. [Google Scholar] [CrossRef]
- Lucci, J.M.; Amano, R.S.; Rohatgi, P.K. Heat transfer and fluid flow analysis of self-healing in metallic materials. Heat Mass Transf. 2016, 53, 825–848. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | Ti | Mn | Cr | Fe | Si | Zn | Cu | Mg | Al |
|---|---|---|---|---|---|---|---|---|---|
| Al6061 | 0.01 | 0.03 | 0.22 | 0.23 | 0.62 | 0.10 | 0.22 | 0.84 | Bal |
| Property | Thermal Conductivity (W/mk) | Coefficient Thermal Expansion (/K) | Melting Point (°C) | Density (g/cc) | Modulus of Elasticity (Gpa) |
|---|---|---|---|---|---|
| Al6061 | 200 | 23.6 × 10−6 | 600 | 2.7 | 69.5 |
| CuO | 69–75 | 5.5 × 10−6 | 1326 | 6.31 | 81.6 |
| Reinforcement | Nomenclature | |
|---|---|---|
| Solder | Pb-Sn | 6C0Pb-Sn, 6C1Pb-Sn,6C2Pb-Sn, 6C3Pb-Sn |
| Sn-Cu | 6C0Sn-Cu, 6C1Sn-Cu, 6C2Sn-Cu, 6C3Sn-Cu |
| Samples | (Mpa) | (Mpa) | (Mpa) | (%) |
|---|---|---|---|---|
| 6C0Pb-Sn | 154.90 | 92.54 | 131.14 | 84.7 |
| 6C1Pb-Sn | 193.58 | 129.99 | 168.83 | 87.2 |
| 6C2Pb-Sn | 227.44 | 162.92 | 201.16 | 88.4 |
| 6C3Pb-Sn | 253.35 | 188.06 | 228.06 | 90.0 |
| Samples | (Mpa) | (Mpa) | (Mpa) | (%) |
|---|---|---|---|---|
| 6C0Sn-Cu | 154.90 | 92.54 | 131.14 | 84.66 |
| 6C1Sn-Cu | 204.58 | 135.99 | 176.64 | 86.34 |
| 6C2Sn-Cu | 235.51 | 174.37 | 214.32 | 91.00 |
| 6C3Sn-Cu | 263.17 | 199.45 | 241.62 | 91.81 |
| Samples | (Mpa) | (Mpa) | (Mpa) | (%) |
|---|---|---|---|---|
| 6C0Pb-Sn | 10.05 | 8.5 | 8.8 | 87.56 |
| 6C1Pb-Sn | 10.15 | 8.45 | 8.95 | 88.18 |
| 6C2Pb-Sn | 11.6 | 9.8 | 10.35 | 89.22 |
| 6C3Pb-Sn | 11.85 | 9.7 | 10.7 | 90.30 |
| Samples | (Mpa) | (Mpa) | (Mpa) | (%) |
|---|---|---|---|---|
| 6C0Sn-Cu | 9.6 | 8.075 | 8.17 | 85.10 |
| 6C1Sn-Cu | 13.15 | 8.7 | 11.4 | 86.69 |
| 6C2Sn-Cu | 13.74 | 7.25 | 12.1 | 88.06 |
| 6C3Sn-Cu | 16.05 | 8.05 | 14.62 | 91.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mantha, S.R.V.; Kumar, G.B.V.; Pramod, R.; Rao, C.S.P.; Saharudin, M.S.; Sahu, S.K. Comparison of the Self-Healing Behaviour of 60Sn40Pb and 99.3Sn0.7Cu Solder Alloy Reinforced Al6061 MMCs’. J. Manuf. Mater. Process. 2025, 9, 141. https://doi.org/10.3390/jmmp9050141
Mantha SRV, Kumar GBV, Pramod R, Rao CSP, Saharudin MS, Sahu SK. Comparison of the Self-Healing Behaviour of 60Sn40Pb and 99.3Sn0.7Cu Solder Alloy Reinforced Al6061 MMCs’. Journal of Manufacturing and Materials Processing. 2025; 9(5):141. https://doi.org/10.3390/jmmp9050141
Chicago/Turabian StyleMantha, Subrahmanya Ranga Viswanath, Gonal Basavaraja Veeresh Kumar, Ramakrishna Pramod, Chilakalapalli Surya Prakasha Rao, Mohd Shahneel Saharudin, and Santosh Kumar Sahu. 2025. "Comparison of the Self-Healing Behaviour of 60Sn40Pb and 99.3Sn0.7Cu Solder Alloy Reinforced Al6061 MMCs’" Journal of Manufacturing and Materials Processing 9, no. 5: 141. https://doi.org/10.3390/jmmp9050141
APA StyleMantha, S. R. V., Kumar, G. B. V., Pramod, R., Rao, C. S. P., Saharudin, M. S., & Sahu, S. K. (2025). Comparison of the Self-Healing Behaviour of 60Sn40Pb and 99.3Sn0.7Cu Solder Alloy Reinforced Al6061 MMCs’. Journal of Manufacturing and Materials Processing, 9(5), 141. https://doi.org/10.3390/jmmp9050141