Effect of Cellulose Reducing Ends on the Reinforcing Capacity of Powdered Cellulose in Polypropylene Composites


Abstract
:1. Introduction
2. Experimental
2.1. Materials
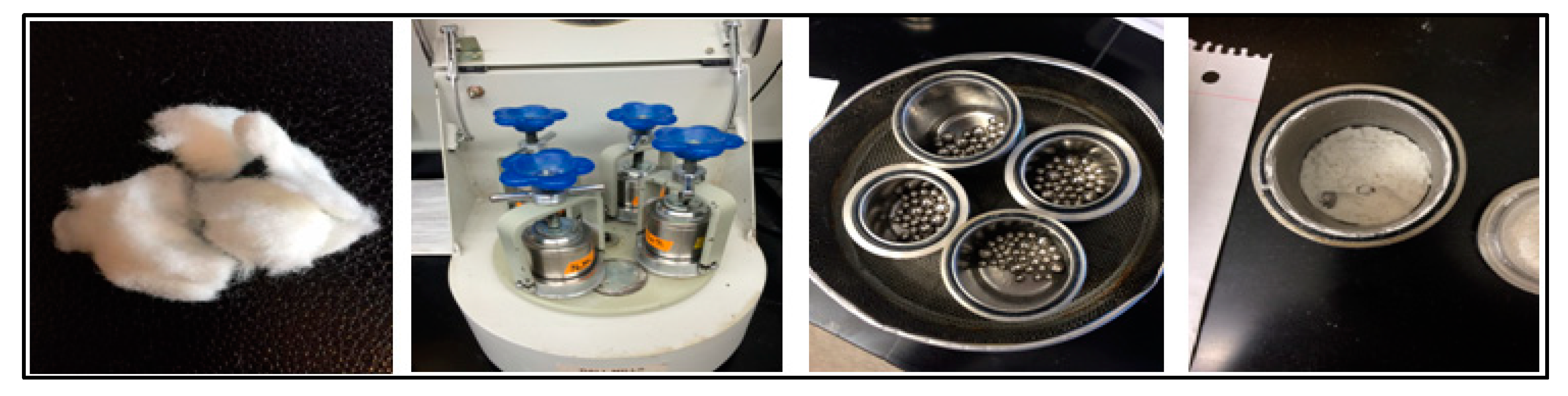
2.2. Preparation of Powdered Cellulose through Ball Milling
2.3. Qualitative Determination of Powdered Cellulose Reducing Ends Using Benedict’s Reagent
2.4. Compounding and Injection Molding
2.5. Characterization of Test Specimens
2.5.1. ATR–FTIR Specimen Analysis
2.5.2. Thermogravimetric Analysis
2.5.3. Mechanical Properties and Scanning Electron Microscopy
3. Results and Discussion
3.1. Benedict Test Analysis
3.2. ATR–FTIR Analysis
3.3. Thermogravimetric Analysis
3.4. Mechanical Property Analysis and Scanning Electron Micrographs of Fracture Surfaces
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Rozman, H.D.; Sobra-Mulisa, A.; Tay, G.S. A comparison study of lignocellulosic–thermoplastic composites prepared from different compounding techniques. J. Appl. Polym. Sci. 2012, 124, 4547–4553. [Google Scholar] [CrossRef]
- English, B.; Chow, P.; Bajwa, D.S. Processing Into Composites; CRC Press, Inc. Lewis Publishers: Boca Raton, FL, USA, 1997. [Google Scholar]
- Maddah, H.A. Polypropylene as a Promising Plastic: A Review. Am. J. Polym. Sci. 2016, 6, 1–11. [Google Scholar]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.-S. A review on natural fiber reinforced polymer composite and its applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Faruk, O.; Jimi, T.; Mohini, S. Lightweight and Sustainable Materials for Automotive Applications; Faruk, O., Jimi, T., Mohini, S., Eds.; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Lee, S.-H.; Wang, S.-Q.; Pharr, G.M.; Xu, H.T. Evaluation of interphase properties in a cellulose fiber-reinforced polypropylene composite by nanoindentation and finite element analysis. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1517–1524. [Google Scholar] [CrossRef]
- Luz, S.M.; Del Tio, J.; Rocha, G.J.M.; Gonçalves, A.R.; Del’Arco, A.P. Cellulose and cellulignin from sugarcane bagasse reinforced polypropylene composites: Effect of acetylation on mechanical and thermal properties. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1362–1369. [Google Scholar] [CrossRef]
- Bajpai, P. Pretreatment of Lignocellulosic Biomass for Biofuel Production; Springer: Manhattan, NY, USA, 2016; pp. 7–11. [Google Scholar]
- Thoorens, G.; Fabrice, K.; Bruno, L.; Brian, C.; Brigitte, E. Microcrystalline cellulose, a direct compression binder in a quality by design environment—A review. Int. J. Pharm. 2014, 473, 64–72. [Google Scholar] [CrossRef]
- Stutz, A.E.; Albert, M. Glycoscience: Epimerisation, Isomerisation and Rearrangement Reactions of Carbohydrates; Springer: Manhattan, NY, USA, 2001. [Google Scholar]
- Mikushina, I.V.; Troitskaya, I.B.; Dushkin, A.V.; Natalia, G. Bazarnova. Changes in the chemical composition of wood during mechanochemical treatment. Chem. Sustain. Dev. 2002, 10, 441–445. [Google Scholar]
- Saito, T.; Akira, I. TEMPO-mediated oxidation of native cellulose. The effect of oxidation conditions on chemical and crystal structures of the water-insoluble fractions. Biomacromolecules 2004, 5, 1983–1989. [Google Scholar] [CrossRef]
- Zhou, Z.; Jaaskelainen, A.S.; Vuorinen, T. Oxidation of cellulose and carboxylic acids by hypochlorous acid: Kinetics and mechanisms. J. Pulp Pap. Sci. 2008, 34, 212. [Google Scholar]
- Cumpstey, I. Chemical modification of polysaccharides. ISRN Org. Chem. 2013, 2013, 414672. [Google Scholar] [CrossRef]
- Eyley, S.; Wim, T. Surface modification of cellulose nanocrystals. Nanoscale 2014, 6, 7764–7779. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Clibbens, D.-A.; Bert, P.-R. 25—The tensile strength and fluidity of chemically modified cotton. J. Text. Inst. Trans. 2008, 19, 389–404. [Google Scholar] [CrossRef]
- Zhang, B.; Leng, E.-W.; Wang, P.; Gong, X.; Zhang, J.; Zhang, Y.; Xu, M.-H. Effect of reducing ends on the pyrolysis characteristics and product distribution of cellulose. J. Anal. Appl. Pyrolysis 2015, 114, 119–126. [Google Scholar] [CrossRef]
- Sharma, P.R.; Varma, A.J. Thermal stability of cellulose and their nanoparticles: Effect of incremental increases in carboxyl and aldehyde groups. Carbohydr. Polym. 2014, 114, 339–343. [Google Scholar] [CrossRef] [PubMed]
- Azuma, Y.H.; Watanabe, T.S.; Nakatani, H. Outdoor and accelerated weathering tests for polypropylene and polypropylene/talc composites: A comparative study of their weathering behavior. Polym. Degrad. Stab. 2009, 94, 2267–2274. [Google Scholar] [CrossRef]
- Xue, Y.; Veazie, D.R.; Glinsey, C.; Horstemeyer, M.F.; Rowell, R.M. Environmental effects on the mechanical and thermomechanical properties of aspen fiber–polypropylene composites. Compos. Part B Eng. 2007, 38, 152–158. [Google Scholar] [CrossRef]
- Abu-Sharkh, B.F.; Halim, H. Degradation study of date palm fibre/polypropylene composites in natural and artificial weathering: Mechanical and thermal analysis. Polym. Degrad. Stab. 2004, 85, 967–973. [Google Scholar] [CrossRef]
- Roger, R.; Sandra, M.; Lange, E.; Jacobson, R.E. Weathering performance of plant-fiber/thermoplastic composites. Mol. Cryst. Liq. Cryst. 2000, 353, 85–94. [Google Scholar] [CrossRef]
- Ribeiro, L.S.; Órfão, J.J.M.; Pereira, M.-F.R. Enhanced direct production of sorbitol by cellulose ball-milling. Green Chem. 2015, 17, 2973–2980. [Google Scholar] [CrossRef]
- Paakkari, T.; Serimaa, R.; Fink, H.-P. Structure of amorphous cellulose. Acta Polym. 1989, 40, 731–734. [Google Scholar] [CrossRef]
- Jiang, J.-X.; Wang, J.-W.; Zhang, X.; Michael, W. Evaluation of physical structural features on influencing enzymatic hydrolysis efficiency of micronized wood. RSC Adv. 2016, 6, 103026–103034. [Google Scholar] [CrossRef]
- Benedict, S.R. A reagent for the detection of reducing sugars. J. Biol. Chem. 1909, 5, 485–487. [Google Scholar]
- Kongruang, S.; Penner, M.H. Borohydride reactivity of cellulose reducing ends. Carbohydr. Polym. 2004, 58, 131–138. [Google Scholar] [CrossRef]
- Azadfar, M.; Gao, A.-H.; Bule, M.V.; Chen, S. Structural characterization of lignin: A potential source of antioxidants guaiacol and 4-vinylguaiacol. Int. J. Biol. Macromol. 2015, 75, 58–66. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Ismail, H.; Rozman, H.D.; Ahmad, M.N. The effect of acetylation on interfacial shear strength between plant fibers and various matrices. Eur. Polym. J. 2001, 37, 1037–1045. [Google Scholar] [CrossRef]
- Bodirlau, R.; Teaca, C.A. Fourier transform infrared spectroscopy and thermal analysis of lignocellulose fillers treated with organic anhydrides. Rom. J. Phys. 2009, 54, 93–104. [Google Scholar]
- Srinivasa, M.S.; Manonmani, K. Fabrication and characterization of TiO2 particulate filled glass fiber reinforced polymer composite. Mater. Phys. Mech. 2013, 18, 28–34. [Google Scholar]
- Sclavons, M.; Laurent, M.; Devaux, J.; Carlier, V. Maleic anhydride-grafted polypropylene: FTIR study of a model polymer grafted by ene-reaction. Polymer 2005, 46, 8062–8067. [Google Scholar] [CrossRef]
- Kazayawoko, M.; Balatinecz, J.J.; Woodhams, R.T. Diffuse reflectance Fourier transform infrared spectra of wood fibers treated with maleated polypropylenes. J. Appl. Polym. Sci. 1997, 66, 1163–1173. [Google Scholar] [CrossRef]
- Kim, H.-S.; Lee, B.-H.; Choi, S.-W.; Kim, S.; Kim, H.-J. The effect of types of maleic anhydride-grafted polypropylene (MAPP) on the interfacial adhesion properties of bio-flour-filled polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1473–1482. [Google Scholar] [CrossRef]
- Sharma, H.S.S.; Kernaghan, K. Thermogravimetric analysis of flax fibres. Thermochim. Acta 1988, 132, 101–109. [Google Scholar] [CrossRef]
- Wang, Z.-H.; McDonald, A.G.; Westerhof, R.J.M.; Kersten, S.R.A.; Cuba-Torres, C.M.; Ha, S.; Pecha, B.; Garcia-Perez, M. Effect of cellulose crystallinity on the formation of a liquid intermediate and on product distribution during pyrolysis. J. Anal. Appl. Pyrolysis 2013, 100, 56–66. [Google Scholar] [CrossRef]
- Joseph, P.V.; Marcelo, S.; Rabello, L.H.C.; Joseph, M.-K.; Thomas, S. Environmental effects on the degradation behaviour of sisal fibre reinforced polypropylene composites. Compos. Sci. Technol. 2002, 62, 1357–1372. [Google Scholar] [CrossRef]
- Davis, A.; David, S. Weathering of Polymers; Springer Science & Business Media: Berlin, Germany, 1983. [Google Scholar]
- Miyazaki, K.; Kyosuke, M.; Noriyasu, O.; Minoru, T.; Hisayuki, N. Cellulose/polypropylene composites: Influence of the molecular weight and concentration of oxidatively degraded and maleated polypropylene compatibilizers on tensile behavior. J. Appl. Polym. Sci. 2009, 111, 1835–1841. [Google Scholar] [CrossRef]
- Narisawa, I. Crazing and shear yielding in polypropylene. In Polymer Science and Technology Series; Karger-Kocsis, J., Ed.; Springer: Dordrecht, Germany, 1999; pp. 124–127. [Google Scholar]
- Coutinho, F.; Costa, T.; João Carlos, S.; Daniele, M. Sawdust reinforced polypropylene composites: A study of fracture behavior. Polym. Test. 2000, 19, 625–633. [Google Scholar] [CrossRef]
- Omrani, E.; Menezes, P.L.; Rohatgi, P.K. State of the art on tribological behavior of polymer matrix composites reinforced with natural fibers in the green materials world. Eng. Sci. Technol. Int. J. 2016, 19, 717–736. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Ball Milling (min) | Sample | Ball Milling (min) | NaBH4 (wt%) |
|---|---|---|---|---|
| S4 | 60 | S4-4 | 10 | 20 |
| Assignment | Samples | |
|---|---|---|
| λ (cm−1) | T (%) | |
| O–H stretching | 3359 (CP), 3395 (S4_Co), 3346 (S4-4_Co) | 92.18 (S2, strong), 105.38 (S4_Co, weak), 107.57 (S4-4_Co, weak) |
| C–H asymmetric/symmetric stretching | 2898 (CP), 2921 (S4_Co), 2919 (S4-4_Co) | 99.90 (CP, moderate), 90.54 (S4_Co, strong), 93.50 (S4-4_Co, strong) |
| CH2, CH3 asymmetric stretching | 1377-1457 (S4-Co), 1375-1457 (S4-4_Co) | 99.95-101.35 (S4_Co, strong), 100.32-102.99 (S4-4_Co, strong) |
| -CH2 and -CH3 vibration of the rocking | 1164 (S4_Co), 1166 (S4-4_Co) | 103.13 (S4_Co, weak), 104.28 (S4-4_Co, weak) |
| C=O stretching | 1744 (S4_Co), 1740 (S4-4_Co) | 104.15 (S4_Co, strong), 107.27 (S4-4_Co, weak) |
| C–O & C–O–C stretching | 1059 (CP), 1049 (S4_Co), 1027 (S4-4_Co) | 89.36 (CP, strong), 102.77 (S4_Co, weak), 103.58 (S4-4_Co, weak) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Azadfar, M.; Graham, M.R.; Wolcott, M.P. Effect of Cellulose Reducing Ends on the Reinforcing Capacity of Powdered Cellulose in Polypropylene Composites. J. Compos. Sci. 2019, 3, 98. https://doi.org/10.3390/jcs3040098
Azadfar M, Graham MR, Wolcott MP. Effect of Cellulose Reducing Ends on the Reinforcing Capacity of Powdered Cellulose in Polypropylene Composites. Journal of Composites Science. 2019; 3(4):98. https://doi.org/10.3390/jcs3040098
Chicago/Turabian StyleAzadfar, Mohammadali, Max R. Graham, and Michael P. Wolcott. 2019. "Effect of Cellulose Reducing Ends on the Reinforcing Capacity of Powdered Cellulose in Polypropylene Composites" Journal of Composites Science 3, no. 4: 98. https://doi.org/10.3390/jcs3040098
APA StyleAzadfar, M., Graham, M. R., & Wolcott, M. P. (2019). Effect of Cellulose Reducing Ends on the Reinforcing Capacity of Powdered Cellulose in Polypropylene Composites. Journal of Composites Science, 3(4), 98. https://doi.org/10.3390/jcs3040098