4.1. Multi-Axis Fiber Placement
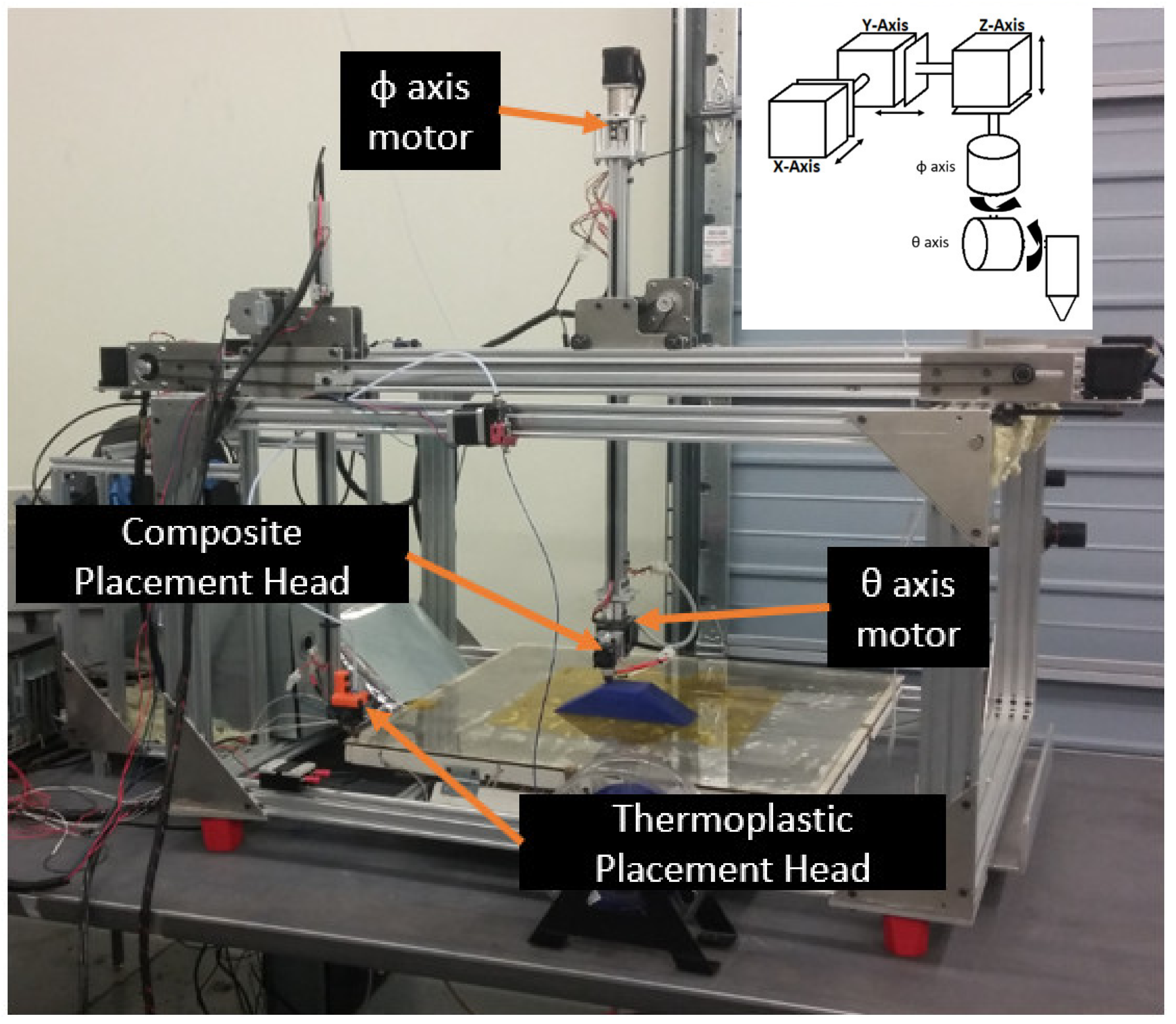
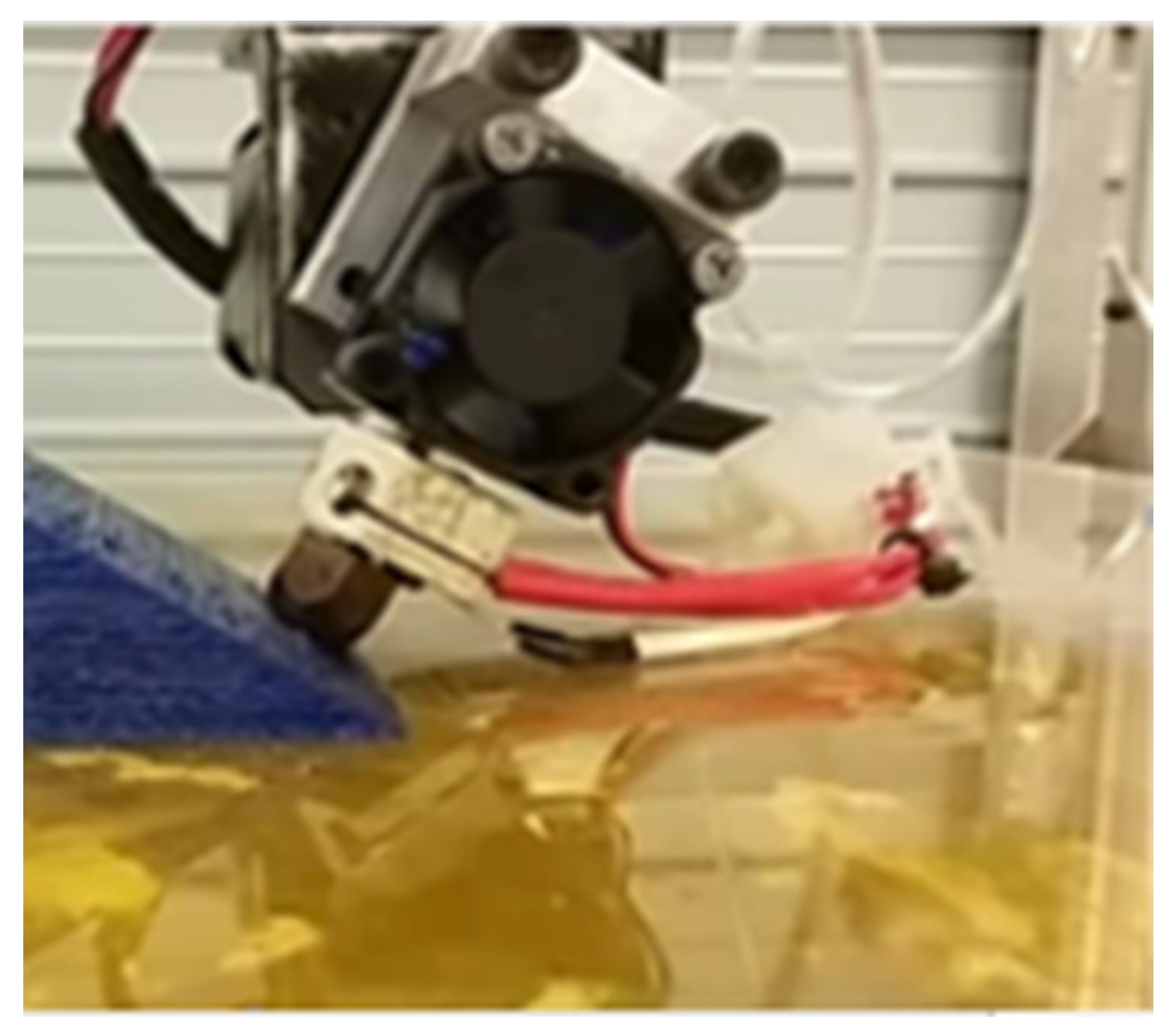
The positioning of the printhead and nozzle for placement on the 30° angled surface of the trapezoidal tool is shown in
Figure 10. The wrist can be seen, rotated to position the nozzle perpendicular to the tool surface. It is also clear that the nozzle is no longer directly in line with the Z-axis of the system which places a lateral load on the Z-axis components.
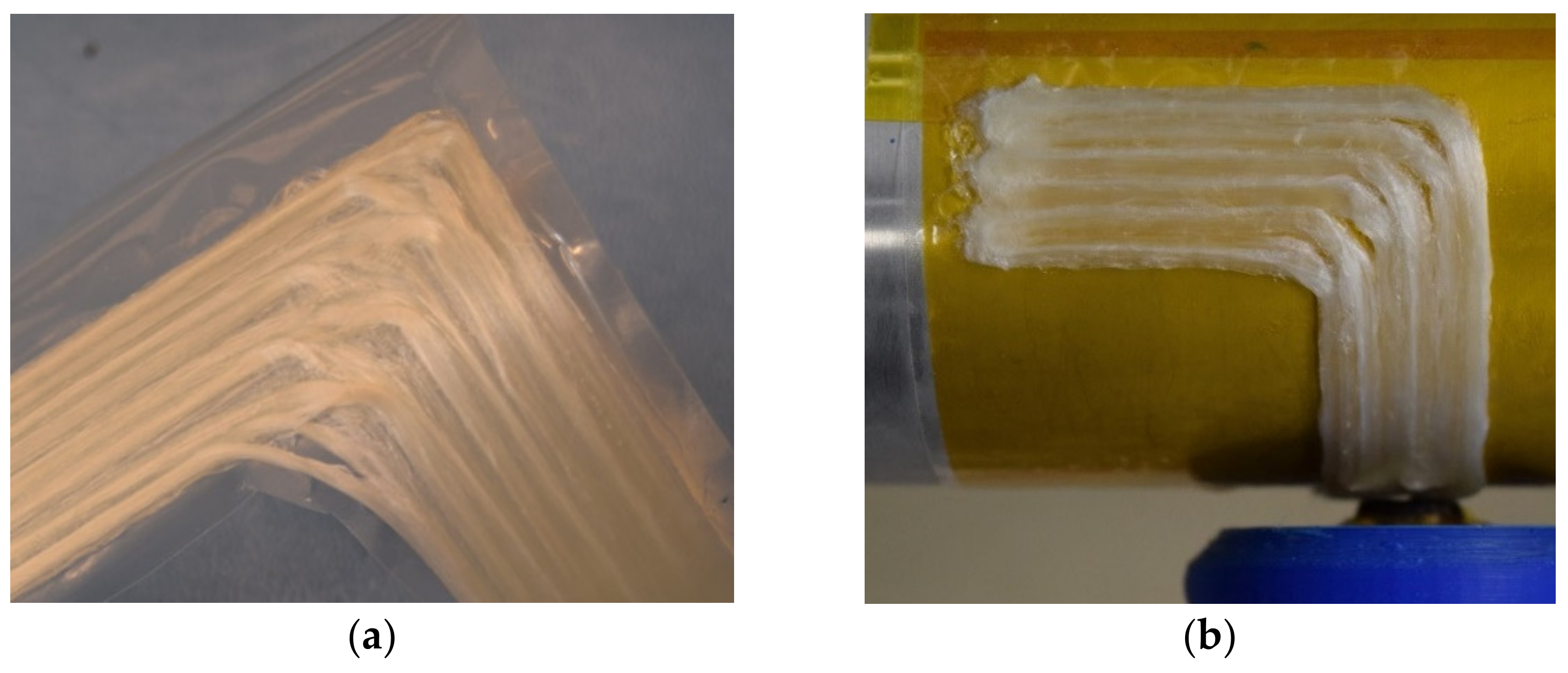
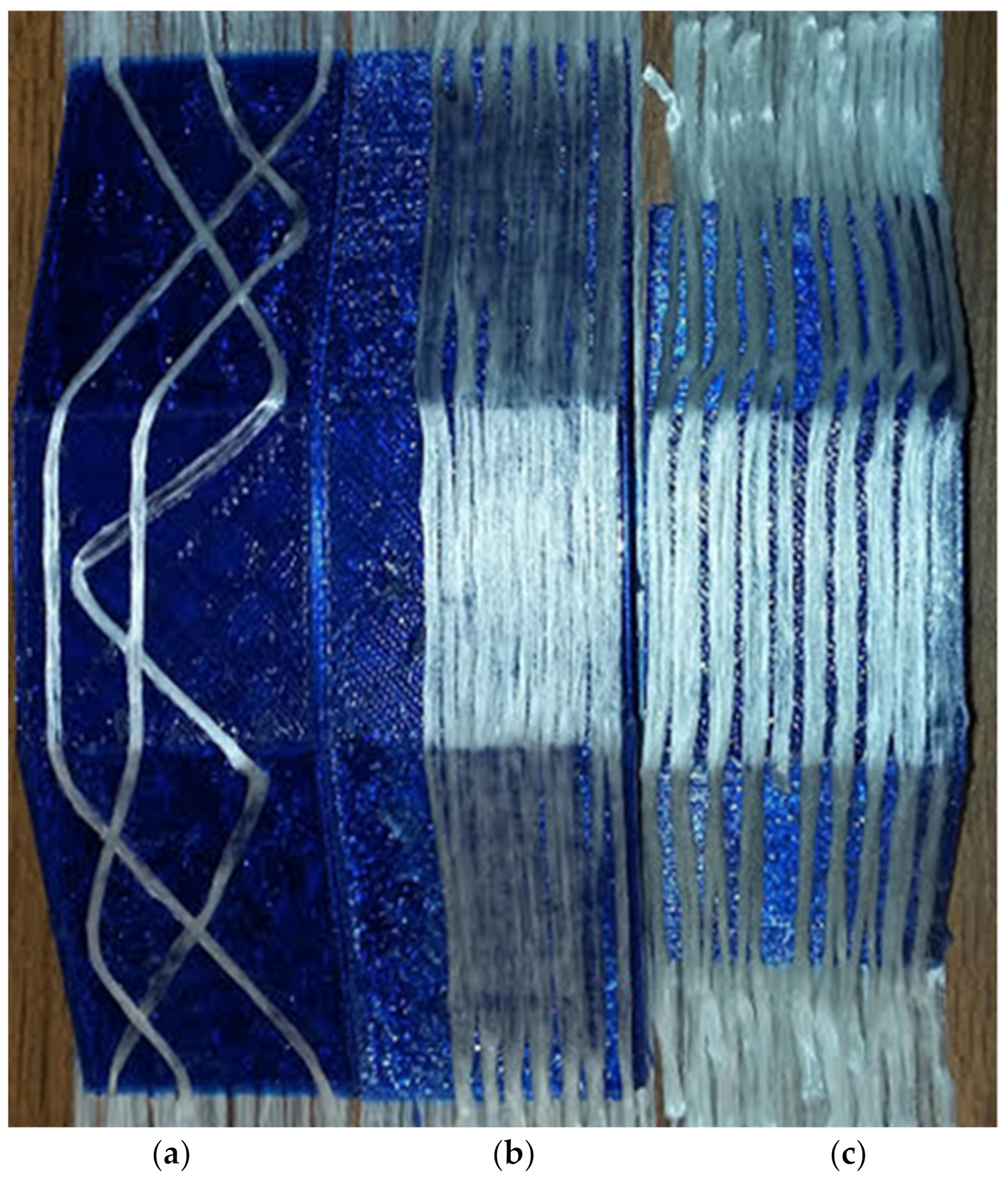
Placement and consolidation of commingled tow, following non-linear and linear paths, over the complex trapezoidal tools, is shown in
Figure 11. These trials were not meant to be used to optimize tow placement parameters, but rather, to investigate areas where equipment modifications were effective and where unexpected issues might arise. The non-linear tow placement paths shown in
Figure 11a demonstrate the challenges involved in simultaneously maintaining consolidation pressure and changing direction, even on the top horizontal surface. The results related to the non-linear placement paths will be discussed in conjunction with results of the automated localized cooling and tow spreading in the following section. The linear tow placement in
Figure 11b on the 30° surface suggests that maintaining the nozzle perpendicular to the surface as the profile changes is successful, as the tow width is visually similar on the sloped surfaces and the top horizontal face. However, there is clearly a tow width change between that on the 45° sloped face and on the horizontal top surface, shown in
Figure 11c.
The degree of consolidation on the 30° angled face,
Figure 11b, is considered equivalent to that on the top horizontal surface as both show similar tow width and optical characteristics. Previous efforts have shown that well-consolidated glass fiber/PETG specimens are translucent, while poorly consolidated commingled tow will look opaque due to a difference in the optical properties of the matrix, the glass, and trapped air [
7,
17]. Placement on the sloped surface of the 45° trapezoidal tool did not result in consolidation of the same quality as that seen on the 30° tool. The difference seems to be related to the higher angle of the sloped tool face and radial deflection of the V- and W-axis, when pulling tow. For the 45° angled surface, the reduced consolidation force results in an increase in the tow thickness, a reduction in tow width, and a corresponding increase in the tow spacing. The increase in tow separation and tow thickness is consistent with a significant print head displacement while moving up the sloped surface. This is an indication that lateral deflection in the Z-axis, along with possible rotation in the wrist, θ, is occurring. However, since the consolidation on the horizontal surface is unaffected, the bending of the Z-axis is believed to be of greater concern than the wrist rotation under load. To overcome this problem, a more rigid gantry system will be required for future activities utilizing the five-axes system.
4.2. Non-Linear Placement Paths
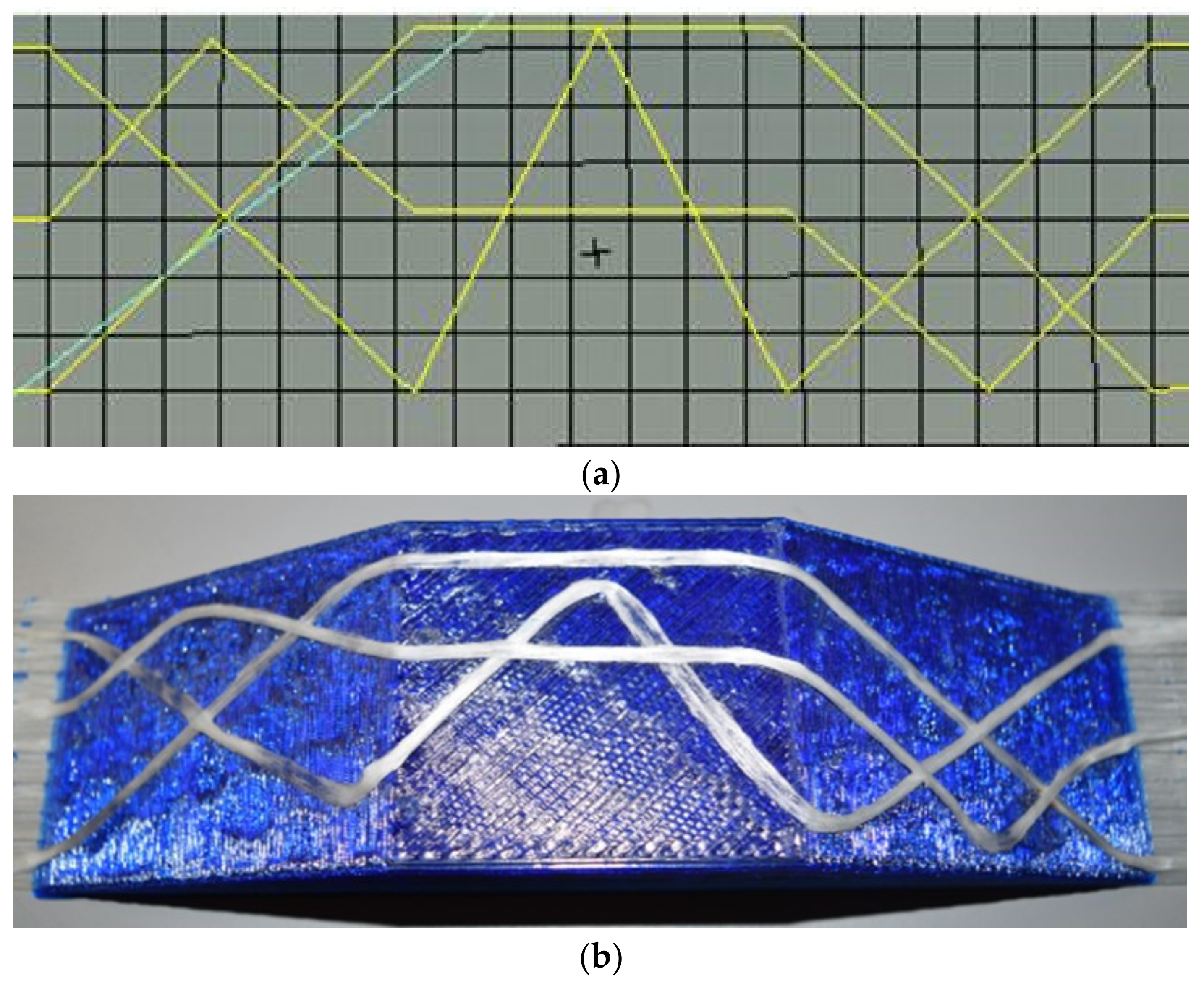
The result of the trial demonstration of non-linear placement paths is shown in
Figure 12. The programmed placement paths are shown in
Figure 12a and the corresponding placed tow can be seen in
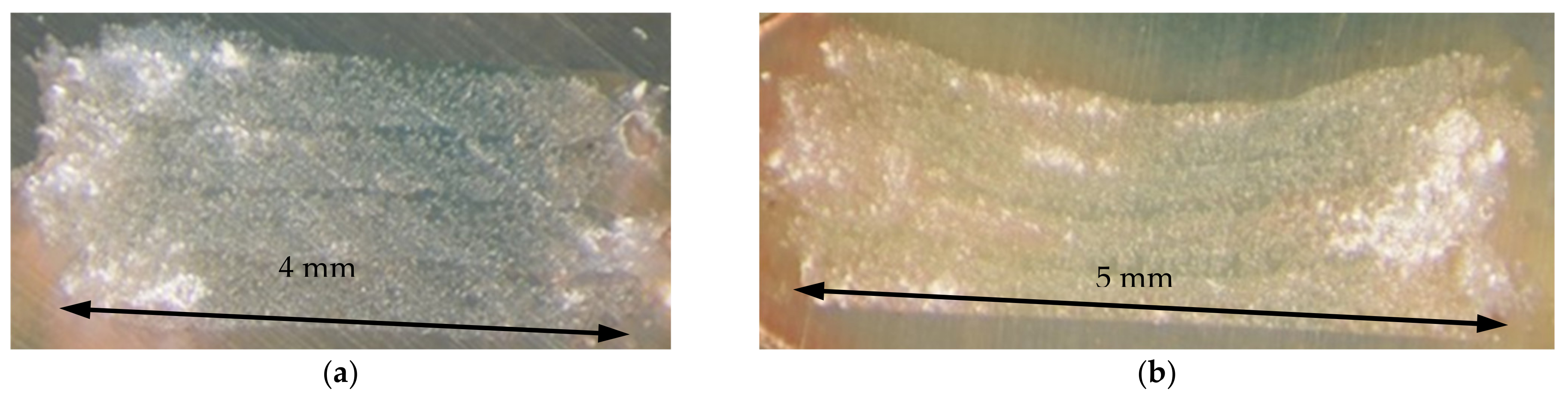
Figure 12b. The test specimen clearly shows that non-linear paths over complex geometries are possible with this system, allowing for a more unique approach to the design of composite structures where reinforcement can be placed along complex load paths, creating a more tailored composite. However, the positioned and consolidated tow did slide at the high angle transitions and deviations from the programed path are visible.
The root cause for this seems to be the large outer diameter of the nozzle used. The center-to-center discrepancy between where the corner was programmed to be placed and where the tow was actually positioned is approximately 5 mm, the same as the radius of the nozzle used, suggesting that a smaller nozzle and localized cooling, to increase the rigidity of the material before introducing a path transition, is needed. There is also a bias, of a few millimeters, on the placed path that favors the inside of the previous angle change. This indicates that the tow sheared toward the center of the turn and in doing so resulted in a reduced tow width and an associated build-up of thickness. The tow path turns that occurred at the transitions between the angled face and the top face showed smaller deviations from the programmed paths than those on the top horizontal surface. The reason for this is that as the head rotated making the angle transition, the cooling air stream, which normally can only cool outside the area covered by the nozzle face, could reach the fiber that was under the angled nozzle. The result was an improvement in positional fidelity at these transitions.
The tows placed on the horizontal top surface seem more well consolidated than those on the angled facets even though the nozzle was maintained perpendicular to each surface during placement. The relative lack of consolidation on the angled faces is traced to a reduced pressure that is related to deflections of the long Z-axis arm of the placement system. When consolidating on the horizontal plane, the machine is more rigid and lateral flex of the Z-axis does not play a large role. For future investigation of non-linear fiber paths over complex contours, substantial modifications to the current placement system would be needed.
4.3. Nozzle/Composite Tow Friction Force
To better understand the resistance required in the wrist and to generate process parameters for in-plane path changes, the results of nozzle/composite tow friction force experiments are presented in
Figure 13. It is seen that the tow more readily pulls from the nozzle as the temperature is increased. The results also show a decrease in the friction force with reduced traverse velocity with the applied cooling flow turned off, which is consistent with the nozzle temperature effects.
Based on the measured force to pull the composite from the nozzle, a higher temperature and lower print speed with no cooling would be the lowest loading conditions, while the highest loading conditions are fast speeds and low temperatures and with active cooling turned on. The lower temperature bound is the result of the force required to pull the fiber from the nozzle exceeding the torque that the stepper motors can provide, causing the wrist to rotate or the machine to stall. For stepper motors of this design, that value is 40 N, which is well above the values measured in this experiment. When cooling is turned on the lower temperature bound is a nozzle control temperature of 240 °C. When cooling air flow is turned off the lower temperature bound is at a control temperature of 220 °C, indicating the substantial effect that the cooling flow has on the material temperature in the longer reach, smaller diameter nozzle. As the force required to pull the composite tow from the nozzle is reduced it would seem that the tacking distance required to adhere the tow to the substrate before changing path direction would be reduced, increasing the resolution of the positioned tow. However, the resistance to shearing/sliding of the fiber reinforced tow being placed over the underlying surface is also related to the nozzle temperature. Rewriting the equations related to tow tacking results in Equation (4), which describes the necessary length, l, for the placed tow to adhere sufficiently to remain in position, in terms of the force to pull the tow from the nozzle, P, the shear strength of the tow to the substrate,
τ, and the width of the placed tow, TW [
9].
Considering that the force required to pull the commingled roving through the nozzle has been measured and the trends have been demonstrated, the maximum shear force that the bond between the material being placed and the substrate can withstand is the only unknown. Increasing either the shear strength between the two materials, , or increasing the tow width, TW, will decrease the minimum placement length required for adhesion. Thus, carefully controlling the temperature and pressure in this region at the tip of the nozzle is required to reduce the required tacked length and enable more radical changes in placement path. This is the basis for incorporating automated localized cooling into the system, which is demonstrated through the manufacture of a crossply laminate on a horizontal build plate surface.
Crossply Laminate Manufacture with a Single Continuous Tow
Due to the loss of consistent consolidation pressure on sloped surfaces related to inadequate stiffness of the Z-axis, experiments investigating large deviations from linear placement paths were shifted to the horizontal plane. To demonstrate the effectiveness of using programmed localized tow cooling to enable a reduced tacked length and improve positional fidelity, five (5) composite laminates were created, each from a single continuous tow of commingled material through tight, 180°, turns at the edges of the laminate. The composite placement head with the extended reach, small diameter nozzle, is heated to a temperature of 290 °C and then moved at 180 mm/min across the substrate placing the commingled tow. These process conditions were determined based on a previous study of the effect of nozzle temperature versus print speed on the void content of beams produced from the same glass fiber/PETG commingled tow [
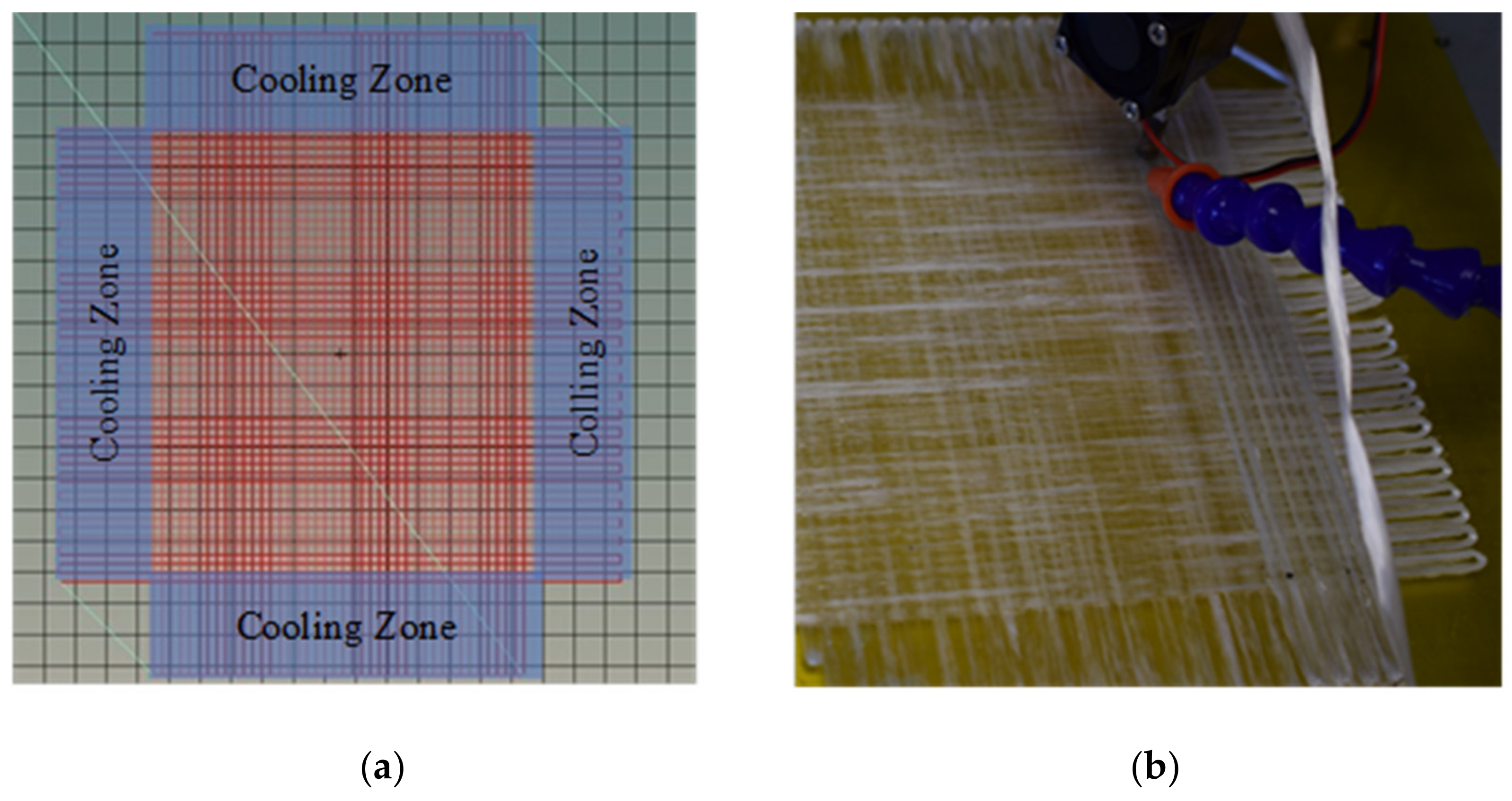
18]. Once the placement head moves into the cooling zone, just off the edge of the laminate area, as shown in
Figure 14a, the pressurized air turns on, cooling the tow for the 180° turn. The cooling reduces the distance required to generate the necessary shear strength. Once the turn is complete, the cooling air is switched off and the placement head moves in the opposite direction, repeating the process at each edge on the laminate until a layer is complete. The ability to implement this 180° turn indicates the effectiveness of the cooling control in improving the placement fidelity during direction transitions. When a single high-volume fraction continuous fiber reinforced layer is complete the composite placement head starts placing the next layer in a similar fashion, but with a different fiber orientation. During the placement of the subsequent layers, the commingled tows are being placed directly onto the previous continuous fiber reinforced/PETG layer. The thermoplastic adheres to the previous layer quickly and the bond is strong enough to withstand the friction force within the nozzle enabling the tow to double back on itself, at the end of each pass, utilizing the programmed cooling control. The resulting laminate shown in
Figure 14b has a stacking sequence of [0/90/0]
T. The yellow color of the Kapton tape heat bed surface that shows through indicates good flow of the PETG and good consolidation of the composite where the cooling flow is turned off, while the tow in the 180° turns remains opaque indicating poor wetout, consistent with the reduced nozzle temperature. This demonstrates the effectiveness of a local cooling control which allows high temperatures and consolidation pressures when switched off, yet good tow directional fidelity when activated.
To confirm the quality of the laminate produced, with the cooling flow off, the void fractions of five representative regions of each of the five (5) laminates were measured using a combination of ASTM D792 and ASTM D3171 [
19,
20]. The measured void contents are given in
Table 2. With the exception of the [0/90/90/0] 4-ply laminate, all void fractions were below 3.5%.
These void fraction results suggest that the automated cooling control is effective in enabling a combination of both complex path control and good consolidation.
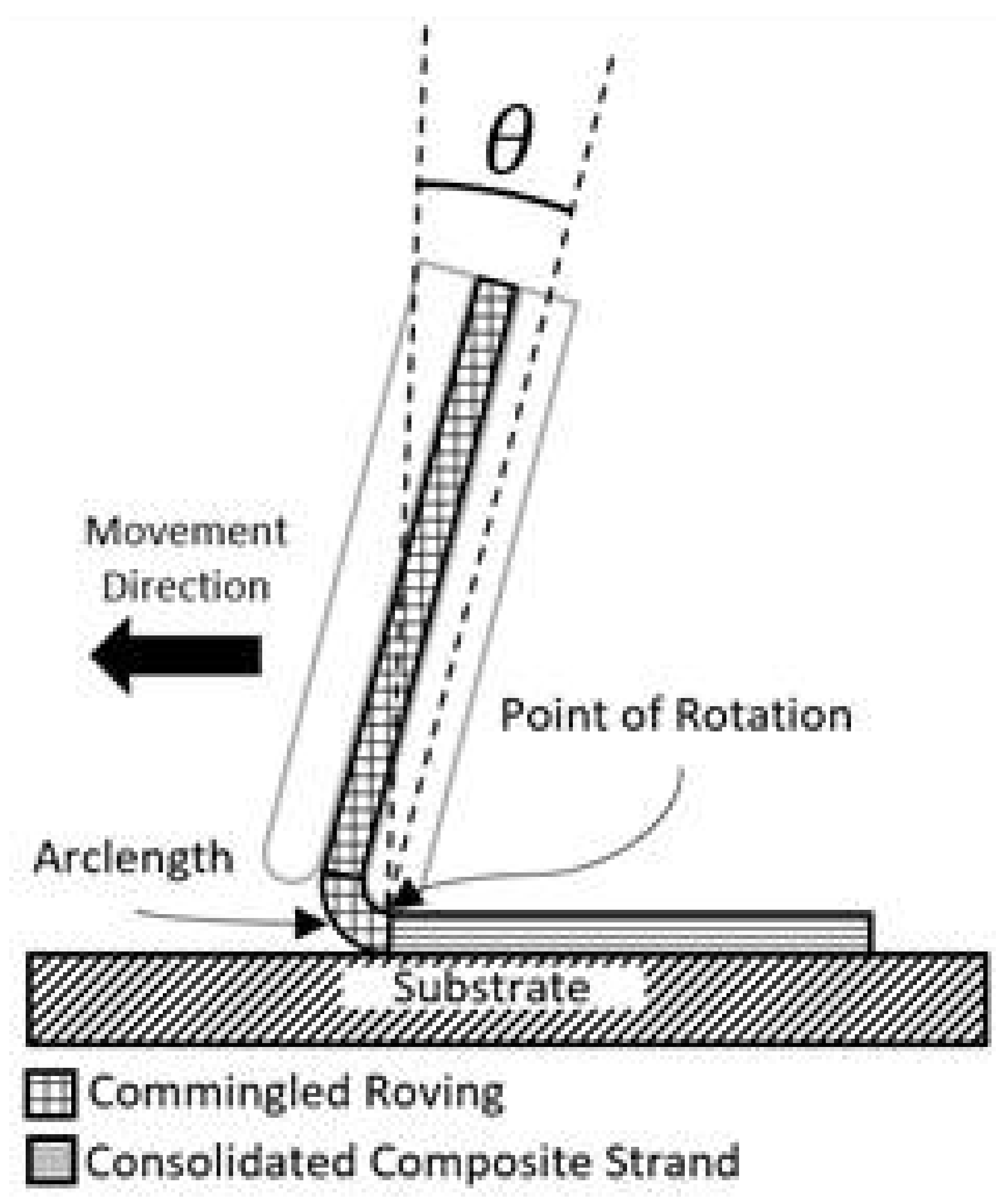
4.4. Tow Spreading
The final experiment undertaken investigated tow spreading, which varied the placement head nozzle angle with respect to the horizontal surface and measured the effect on tow width and geometry. Nozzle temperature was maintained at 260 °C. The maximum thickness, middle thickness, and tow width were measured at five points along the length of each placed tow, as shown in
Figure 15.
The conventional consolidation approach used throughout this study positions the nozzle perpendicular to the tool surface, which corresponds to a 0° nozzle inclination angle. This results in a consolidated tow with a flat surface as shown in
Figure 16a. The concave shape created by the inclined nozzle can be seen, for the 25° nozzle inclination angle, in
Figure 16b. Each layer has a thickness within the center of the consolidated tow that expands toward the edges of the sample. The measurements were made on sets of four tows placed one on top of another to improve the ability to measure the thickness changes, as shown in the micrographs of
Figure 16, for 0° and 25° placement nozzle angles. Consolidation was accomplished by setting the layer height at 0.4 mm but utilizing an initial Z-offset of 0.2 mm. This forces the Z-motor to press the tip of the nozzle, and the first tow, against the stiff tooling plate, facilitating consolidation. Multiple cross-sections of each specimen were checked for quality and all were consistent with the results of
Table 2 and with previous testing of unidirectional beams [
18].
The results, shown in
Figure 17, are tow dimensions plotted against the angle of the placement nozzle. The effect of nozzle angle on the tow width is clear, with the results showing an increase in tow width of just less than 50% at a nozzle angle of 30°, compared to the initial case of the nozzle perpendicular to the surface. The thickness decreases a similar percentage with the middle tow thickness most affected. The middle thickness decreased as the angle increased due to the shape of the nozzle, consolidation force, and the distance the fibers traveled along the surface of the nozzle. The standard deviation for the sets of five values is small, with the highest standard deviation, approximately 3%, being the measured for the widths produced in the 30° nozzle inclination angle sample.
Potentially more important than the maximum magnitude of tow spreading is the result that the effect is relatively linear with the nozzle angle change. This suggests that feedback control of the nozzle angle, based on tow width monitoring, may be an effective method for maintaining a uniform tow width, independent of placement path complexities.
Combining the results of the three experiments, it becomes clear that a multi-axis tow placement system is necessary to produce high-volume fraction continuous fiber reinforced composites on tools of changing face angle. This enables the nozzle to be maintained perpendicular to the changing tool surface. However, in addition to the implementation of multiple axes of control to position the placement nozzle, other features are necessary to enable high fidelity complex fiber path positioning. The incorporation of an automated, localized cooling system is shown to allow local tow tacking and thus, the ability to more immediately deviate from a linear path, executing tighter radius turns than otherwise possible. The effectiveness was demonstrated by 180° turns in the horizontal plane.
It was also recognized, during changes in direction, that the placed tow geometry changes. While this effect is complicated by the interrelations of consolidation pressure, the shear strength of the tacked tow, and limitations related to tow shearing, a separate method to modify tow width in real time was demonstrated through the use of the five-axis system to control the nozzle inclination angle.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}