
A Review of Rubber Biocomposites Reinforced with Lignocellulosic Fillers



Abstract
:1. Introduction
2. Natural Rubber (NR)
2.1. Natural Fiber/NR Composite
2.1.1. Effect of Natural Fiber Physical Properties
2.1.2. Biodegradability
2.1.3. Curing Characteristics
2.1.4. Mechanical Properties
2.1.5. Dynamic Mechanical Properties
2.1.6. Natural Fiber Modification
Alkali Treatment
Modification with Hydrophobic Functional Groups
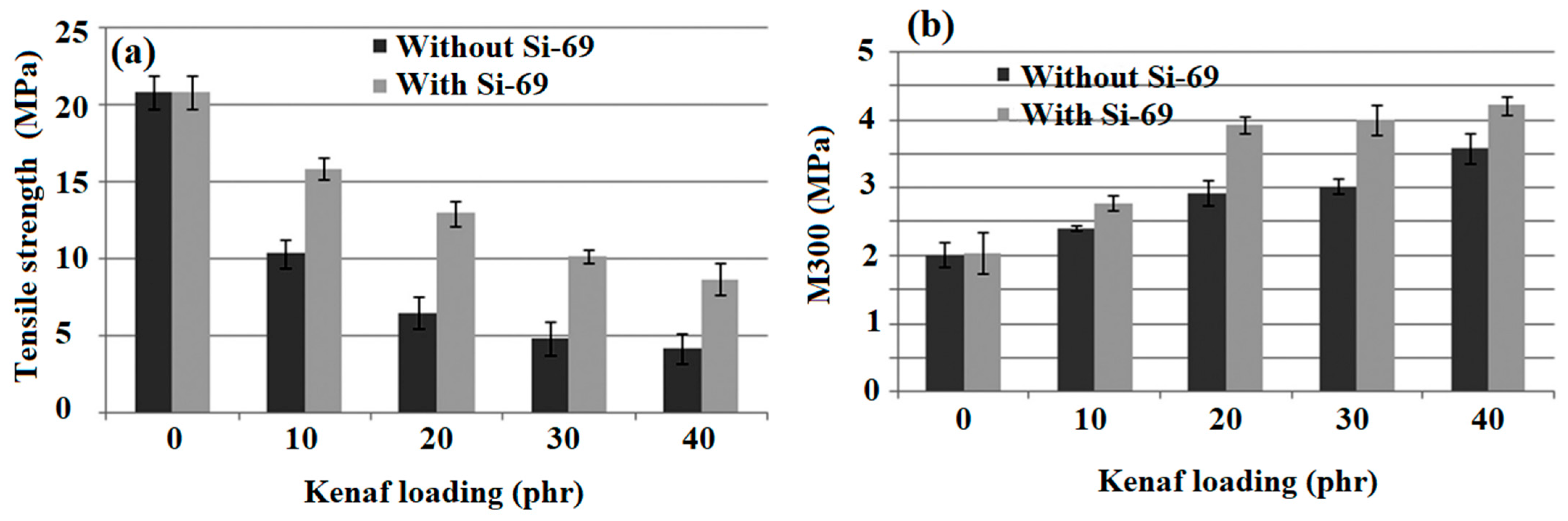
Silane Coupling Agents
2.1.7. Natural Rubber Modification
2.1.8. NF/NR Composites Reinforced with Hybrid Fillers
2.2. Microcrystalline Cellulose (MCC)/NR Composite
2.3. Lignin/NR Composite
2.3.1. Curing Characteristics and Mechanical and Dynamic Mechanical Properties of Lignin/NR Composites
2.3.2. Lignin/NR Composite Modification
2.3.3. Lignin/NR Composites Reinforced with Hybrid Fillers
2.4. Nanocellulose/NR Nanocomposite
2.4.1. Curing Characteristics
2.4.2. Mechanical Properties
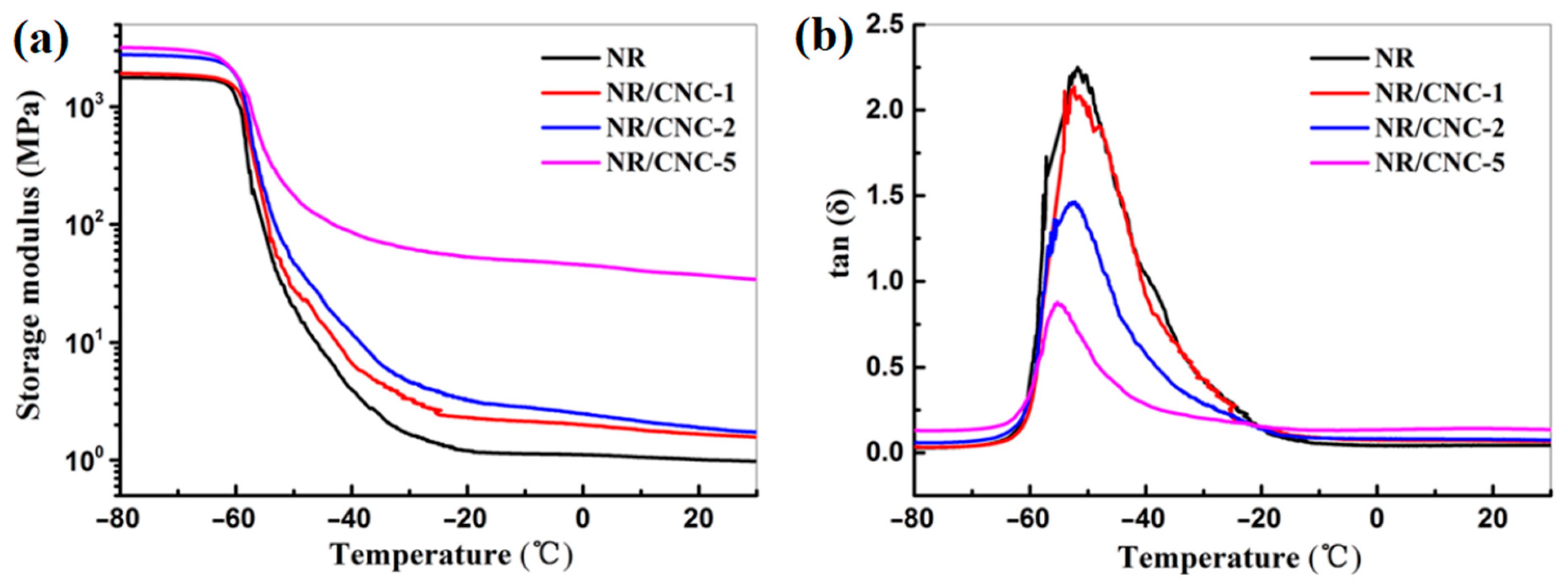
2.4.3. Dynamic Mechanical Properties
2.4.4. Nanocellulose/NR Nanocomposite Modifications
2.4.5. Nanocellulose/NR Composites Reinforced with Hybrid Fillers
3. Synthetic Rubbers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sisanth, K.S.; Thomas, M.G.; Abraham, J.; Thomas, S. General Introduction to Rubber Compounding. In Progress in Rubber Nanocomposites; Thomas, S., Maria, H.J., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 1–39. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Recycling Waste Tires into Ground Tire Rubber (Gtr)/rubber Compounds: A Review. J. Compos. Sci. 2020, 4, 103. [Google Scholar] [CrossRef]
- Kazemi, H.; Mighri, F.; Rodrigue, D. Application of Nanocelluloses in Rubbers. In Cellulose Nanoparticles: Synthesis and Manufacturing; Thakur, V.K., Frollini, E., Scott, J., Eds.; Royal Society of Chemistry: London, UK, 2021; pp. 38–65. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Potiyaraj, P. A Critical Review on the Utilization of Various Reinforcement Modifiers in Filled Rubber Composites. J. Elastomers Plast. 2020, 52, 167–193. [Google Scholar] [CrossRef]
- Peterson, S.C. Silica-Milled Paulownia Biochar as Partial Replacement of Carbon Black Filler in Natural Rubber. J. Compos. Sci. 2019, 3, 107. [Google Scholar] [CrossRef] [Green Version]
- Peterson, S.C. Coppiced Biochars as Partial Replacement of Carbon Black Filler in Polybutadiene/natural Rubber Composites. J. Compos. Sci. 2020, 4, 147. [Google Scholar] [CrossRef]
- Mohamad Aini, N.A.; Othman, N.; Hussin, M.H.; Sahakaro, K.; Hayeemasae, N. Lignin as Alternative Reinforcing Filler in the Rubber Industry: A Review. Front. Mater. 2020, 6, 329. [Google Scholar] [CrossRef] [Green Version]
- Chikri, Y.A.; Wetzels, W. Decarbonisation Options for the Dutch Carbon Black Industry; PBL Netherlands Environmental Assessment Agency: Dutch, The Netherlands, 2020. [Google Scholar]
- Barrera, C.S.; Cornish, K. Characterization of Agricultural and Food Processing Residues for Potential Rubber Filler Applications. J. Compos. Sci. 2019, 3, 102. [Google Scholar] [CrossRef] [Green Version]
- Roy, K.; Debnath, S.C.; Pongwisuthiruchte, A.; Potiyaraj, P. Recent Advances of Natural Fibers Based Green Rubber Composites: Properties, Current Status, and Future Perspectives. J. Appl. Polym. Sci. 2021, 138, 50866. [Google Scholar] [CrossRef]
- Natural Resources Canada; Forest Products Association of Canada. Estimated Production, Consumption and Surplus Mill Wood Residues in Canada—2004; Natural Resources Canada: Ottawa, ON, Canada, 2005.
- John, M.J.; Anandjiwala, R.D. Recent Developments in Chemical Modification and Characterization of Natural Fiber-Reinforced Composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Ngo, T.-D. Natural Fibers for Sustainable Bio-Composites. In Natural and Artificial Fiber-Reinforced Composites as Renewable Sources; Günay, E., Ed.; IntechOpen: London, UK, 2018; pp. 107–126. [Google Scholar] [CrossRef] [Green Version]
- Sareena, C.; Ramesan, M.T.M.; Purushothaman, E. Utilization of Coconut Shell Powder as a Novel Filler in Natural Rubber. J. Reinf. Plast. Compos. 2012, 31, 533–547. [Google Scholar] [CrossRef]
- Ismail, H.; Jaffei, R.M.; Jaffri, R.M. Curing Characteristics and Mechanical Properties of Oil Palm Wood Flour Reinforced Epoxidized Natural Rubber Composites. Int. J. Polym. Mater. Polym. Biomater. 1997, 36, 241–254. [Google Scholar] [CrossRef]
- Ismail, H.; Rozman, H.D.; Jaffri, R.M.; Mohd Ishak, Z.A. Oil Palm Wood Flour Reinforced Epoxidized Natural Rubber Composites: The Effect of Filler Content and Size. Eur. Polym. J. 1997, 33, 1627–1632. [Google Scholar] [CrossRef]
- Fan, M.; Fu, F. Advanced High Strength Natural Fibre Composites in Construction; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar] [CrossRef]
- Joseph, S.; Joseph, K.; Thomas, S. Green Composites from Natural Rubber and Oil Palm Fiber: Physical and Mechanical Properties. Int. J. Polym. Mater. Polym. Biomater. 2006, 55, 925–945. [Google Scholar] [CrossRef]
- Abdel-Hakim, A.; El-Wakil, A.E.A.A.; El-Mogy, S.; Halim, S. Effect of Fiber Coating on the Mechanical Performance, Water Absorption and Biodegradability of Sisal Fiber/natural Rubber Composite. Polym. Int. 2021, 70, 1356–1366. [Google Scholar] [CrossRef]
- Jacob, M.; Thomas, S.; Varughese, K.T. Biodegradability and Aging Studies of Hybrid Biofiber Reinforced Natural Rubber Biocomposites. J. Biobased Mater. Bioenergy 2008, 1, 118–126. [Google Scholar] [CrossRef]
- Kanking, S.; Niltui, P.; Wimolmala, E.; Sombatsompop, N. Use of Bagasse Fiber Ash as Secondary Filler in Silica or Carbon Black Filled Natural Rubber Compound. Mater. Des. 2012, 41, 74–82. [Google Scholar] [CrossRef]
- Geethamma, V.G.; Joseph, R.; Thomas, S. Short Coir Fiber-reinforced Natural Rubber Composites: Effects of Fiber Length, Orientation, and Alkali Treatment. J. Appl. Polym. Sci. 1995, 55, 583–594. [Google Scholar] [CrossRef]
- Ismail, H.; Jaffri, R.M.; Rozman, H.D. The Effects of Filler Loading and Vulcanisation System on Properties of Oil Palm Wood Flour-Natural Rubber Composites. J. Elastomers Plast. 2003, 35, 181–192. [Google Scholar] [CrossRef]
- Sareena, C.; Ramesan, M.T.; Purushothaman, E. Utilization of Peanut Shell Powder as a Novel Filler in Natural Rubber. J. Appl. Polym. Sci. 2012, 125, 2322–2334. [Google Scholar] [CrossRef]
- Ismail, H.; Othman, N.; Komethi, M. Curing Characteristics and Mechanical Properties of Rattan-Powder-Filled Natural Rubber Composites as a Function of Filler Loading and Silane Coupling Agent. J. Appl. Polym. Sci. 2012, 123, 2805–2811. [Google Scholar] [CrossRef]
- Ismail, H.; Edyham, M.R.; Wirjosentono, B. Bamboo Fibre Filled Natural Rubber Composites: The Effects of Filler Loading and Bonding Agent. Polym. Test. 2002, 21, 139–144. [Google Scholar] [CrossRef]
- Zeng, Z.; Ren, W.; Xu, C.; Lu, W.; Zhang, Y.; Zhang, Y. Maleated Natural Rubber Prepared through Mechanochemistry and Its Coupling Effects on Natural Rubber/cotton Fiber Composites. J. Polym. Res. 2010, 17, 213–219. [Google Scholar] [CrossRef]
- Datta, J.; Włoch, M. Preparation, Morphology and Properties of Natural Rubber Composites Filled with Untreated Short Jute Fibres. Polym. Bull. 2017, 74, 763–782. [Google Scholar] [CrossRef]
- Hong, H.; He, H.; Jia, D.; Zhang, H. Effect of Wood Flour on the Curing Behavior, Mechanical Properties, and Water Absorption of Natural Rubber/wood Flour Composites. J. Macromol. Sci. Part B Phys. 2011, 50, 1625–1636. [Google Scholar] [CrossRef]
- Wongsorat, W.; Suppakarn, N.; Jarukumjorn, K. Effects of Compatibilizer Type and Fiber Loading on Mechanical Properties and Cure Characteristics of Sisal Fiber/natural Rubber Composites. J. Compos. Mater. 2014, 48, 2401–2411. [Google Scholar] [CrossRef]
- De, D.; De, D.; Adhikari, B. The Effect of Grass Fiber Filler on Curing Characteristics and Mechanical Properties of Natural Rubber. Polym. Adv. Technol. 2004, 15, 708–715. [Google Scholar] [CrossRef]
- Formela, K.; Hejna, A.; Piszczyk, Ł.; Saeb, M.R.; Colom, X. Processing and Structure–property Relationships of Natural Rubber/wheat Bran Biocomposites. Cellulose 2016, 23, 3157–3175. [Google Scholar] [CrossRef]
- Chuayjuljit, S.; Su-Uthai, S.; Tunwattanaseree, C.; Charuchinda, S. Preparation of Microcrystalline Cellulose from Waste-Cotton Fabric for Biodegradability Enhancement of Natural Rubber Sheets. J. Reinf. Plast. Compos. 2009, 28, 1245–1254. [Google Scholar] [CrossRef]
- Kazemi, H.; Mighri, F.; Park, K.; Shahamati Fard, F.; Rodrigue, D. Vulcanization Kinetics and Properties of Natural Rubber Hybrid Composites Based on Maple/silica/carbon Black. Elastomery 2019, 23, 227–240. [Google Scholar]
- Stelescu, M.-D.D.; Manaila, E.; Craciun, G.; Chirila, C. Development and Characterization of Polymer Eco-Composites Based on Natural Rubber Reinforced with Natural Fibers. Materials 2017, 10, 787. [Google Scholar] [CrossRef]
- Osabohien, E.; Egboh, S.H.O. Utilization of Bowstring Hemp Fiber as a Filler in Natural Rubber Compounds. J. Appl. Polym. Sci. 2008, 107, 210–214. [Google Scholar] [CrossRef]
- Ismail, H.; Haw, F.S. Curing Characteristics and Mechanical Properties of Hybrid Palm Ash/silica/natural Rubber Composites. J. Reinf. Plast. Compos. 2010, 29, 105–111. [Google Scholar] [CrossRef]
- Rybiński, P.; Syrek, B.; Masłowski, M.; Miedzianowska, J.; Strzelec, K.; Żukowski, W.; Bradło, D. Influence of Lignocellulose Fillers on Properties Natural Rubber Composites. J. Polym. Environ. 2018, 26, 2489–2501. [Google Scholar] [CrossRef] [Green Version]
- Lopattananon, N.; Panawarangkul, K.; Sahakaro, K.; Ellis, B. Performance of Pineapple Leaf Fiber-Natural Rubber Composites: The Effect of Fiber Surface Treatments. J. Appl. Polym. Sci. 2006, 102, 1974–1984. [Google Scholar] [CrossRef]
- Mathew, L.; Joseph, R. Mechanical Properties of Short-Isora-Fiber-Reinforced Natural Rubber Composites: Effects of Fiber Length, Orientation, and Loading; Alkali Treatment; and Bonding Agent. J. Appl. Polym. Sci. 2007, 103, 1640–1650. [Google Scholar] [CrossRef]
- Setua, D.K.; De, S.K. Short Silk Fiber Reinforced Natural Rubber Composites. Rubber Chem. Technol. 1983, 56, 808–826. [Google Scholar] [CrossRef]
- Geethamma, V.G.; Kalaprasad, G.; Groeninckx, G.; Thomas, S. Dynamic Mechanical Behavior of Short Coir Fiber Reinforced Natural Rubber Composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1499–1506. [Google Scholar] [CrossRef]
- Roy, K.; Chandra Debnath, S.; Das, A.; Heinrich, G.; Potiyaraj, P. Exploring the Synergistic Effect of Short Jute Fiber and Nanoclay on the Mechanical, Dynamic Mechanical and Thermal Properties of Natural Rubber Composites. Polym. Test. 2018, 67, 487–493. [Google Scholar] [CrossRef]
- Surajarusarn, B.; Hajjar-Garreau, S.; Schrodj, G.; Mougin, K.; Amornsakchai, T. Comparative Study of Pineapple Leaf Microfiber and Aramid Fiber Reinforced Natural Rubbers Using Dynamic Mechanical Analysis. Polym. Test. 2020, 82, 106289. [Google Scholar] [CrossRef]
- Correia, C.A.; De Oliveira, L.M.; Valera, T.S. The Influence of Bleached Jute Fiber Filler on the Properties of Vulcanized Natural Rubber. Mater. Res. 2017, 20, 472–478. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Natural Rubber Composites Filled with Cereals Straw Modified with Acetic and Maleic Anhydride: Preparation and Properties. J. Polym. Environ. 2018, 26, 4141–4157. [Google Scholar] [CrossRef] [Green Version]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Influence of Peroxide Modifications on the Properties of Cereal Straw and Natural Rubber Composites. Cellulose 2018, 25, 4711–4728. [Google Scholar] [CrossRef] [Green Version]
- Jacob, M.; Francis, B.; Thomas, S.; Varughese, K.T. Dynamical Mechanical Analysis of Sisal/oil Palm Hybrid Fiber-Reinforced Natural Rubber Composites. Polym. Compos. 2006, 27, 671–680. [Google Scholar] [CrossRef]
- Joseph, S.; Appukuttan, S.P.; Kenny, J.M.; Puglia, D.; Thomas, S.; Joseph, K. Dynamic Mechanical Properties of Oil Palm Microfibril-Reinforced Natural Rubber Composites. J. Appl. Polym. Sci. 2010, 117, 1298–1308. [Google Scholar] [CrossRef]
- Moonart, U.; Utara, S. Effect of Surface Treatments and Filler Loading on the Properties of Hemp Fiber/natural Rubber Composites. Cellulose 2019, 26, 7271–7295. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Khan, M.A.; Hinrichsen, G. Surface Modification of Jute and Its Influence on Performance of Biodegradable Jute-fabric/Biopol Composites. Compos. Sci. Technol. 2000, 60, 1115–1124. [Google Scholar] [CrossRef]
- Ahmed, K.; Nizami, S.S.; Riza, N.Z. Reinforcement of Natural Rubber Hybrid Composites Based on Marble sludge/Silica and Marble Sludge/rice Husk Derived Silica. J. Adv. Res. 2014, 5, 165–173. [Google Scholar] [CrossRef] [Green Version]
- Wong, S.; Shanks, R. Biocomposites of Natural Fibers and Poly(3-Hydroxybutyrate) and Copolymers: Improved Mechanical Properties through Compatibilization at the Interface. In Biodegradable Polymer Blends and Composites from Renewable Resources; Yu, L., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009; pp. 303–347. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. The Effect of Chemical Treatment on the Properties of Hemp, Sisal, Jute and Kapok for Composite Reinforcement. Angew. Makromol. Chem. 1999, 272, 108–116. [Google Scholar] [CrossRef]
- Jacob, M.; Thomas, S.; Varughese, K.T. Mechanical Properties of Sisal/oil Palm Hybrid Fiber Reinforced Natural Rubber Composites. Compos. Sci. Technol. 2004, 64, 955–965. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K.; Bose, N.R. Effect of Alkali Treated Jute Fibres on Composite Properties. Bull. Mater. Sci. 2001, 24, 129–135. [Google Scholar] [CrossRef]
- Xu, Z.H.; Kong, Z.N. Mechanical and Thermal Properties of Short-Coirfiber-Reinforced Natural Rubber/polyethylene Composites. Mech. Compos. Mater. 2014, 50, 353–358. [Google Scholar] [CrossRef]
- Joseph, S.; Thomas, S.; Joseph, K.; Cvelbar, U.; Panja, P.; Ceh, M. Molecular Transport of Aromatic Solvents through Oil Palm Micro Fiber Filled Natural Rubber Composites: Role of Fiber Content and Interface Adhesion on Transport. J. Adhes. Sci. Technol. 2012, 26, 271–288. [Google Scholar] [CrossRef]
- Jain, M.; Pradhan, M.K. Morphology and Mechanical Properties of Sisal Fiber and Nano Cellulose Green Rubber Composite: A Comparative Study. Int. J. Plast. Technol. 2016, 20, 378–400. [Google Scholar] [CrossRef]
- Nwabanne, J.T.; Igbokwe, P.K.; Ezeonyebuchi, E.J.A. Effect of Palmyra Palm Fiber Filler on Properties of Natural Rubber Vulcanizate. World J. Eng. 2014, 11, 565–574. [Google Scholar] [CrossRef]
- Mohit, H.; Arul Mozhi Selvan, V. A Comprehensive Review on Surface Modification, Structure Interface and Bonding Mechanism of Plant Cellulose Fiber Reinforced Polymer Based Composites. Compos. Interfaces 2018, 25, 629–667. [Google Scholar] [CrossRef]
- Varghese, S.; Kuriakose, B.; Thomas, S.; Joseph, K. Effect of Adhesion on the Equilibrium Swelling of Short Sisal Fiber Reinforced Natural Rubber Composites. Rubber Chem. Technol. 1995, 68, 37–49. [Google Scholar] [CrossRef]
- Geethamma, V.G.; Thomas, S. Diffusion of Water and Artificial Seawater through Coir Fiber Reinforced Natural Rubber Composites. Polym. Compos. 2005, 26, 136–143. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, X.; Liang, M.; Lu, C. Mechanochemical Preparation of Surface-Acetylated Cellulose Powder to Enhance Mechanical Properties of Cellulose-Filler-Reinforced NR Vulcanizates. Compos. Sci. Technol. 2008, 68, 2479–2484. [Google Scholar] [CrossRef]
- Varghese, S.; Kuriakose, B.; Thomas, S. Short Sisal Fibre Reinforced Natural Rubber Composites: High-Energy Radiation, Thermal and Ozone Degradation. Polym. Degrad. Stab. 1994, 44, 55–61. [Google Scholar] [CrossRef]
- Varghese, S.; Kuriakose, B.; Thomas, S. Stress Relaxation in Short Sisal-fiber-reinforced Natural Rubber Composites. J. Appl. Polym. Sci. 1994, 53, 1051–1060. [Google Scholar] [CrossRef]
- Mathew, L.; Joseph, K.U.; Joseph, R. Isora Fibres and Their Composites with Natural Rubber. Prog. Rubber Plast. Recycl. Technol. 2004, 20, 337–349. [Google Scholar] [CrossRef]
- Varghese, S.; Kuriakose, B.; Thomas, S.; Koshy, A.T. Mechanical and Viscoelastic Properties of Short Fiber Reinforced Natural Rubber Composites: Effects of Interfacial Adhesion, Fiber Loading, and Orientation. J. Adhes. Sci. Technol. 1994, 8, 235–248. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical Treatments on Plant-Based Natural Fibre Reinforced Polymer Composites: An Overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Dhanalakshmi, S.; Ramadevi, P.; Basavaraju, B. Effect of Chemical Treatments on Tensile Strength of Areca Fiber Reinforced Natural Rubber Composites. IOSR J. Appl. Chem. Ver. II 2015, 8, 43–52. [Google Scholar] [CrossRef]
- Rajesh, M.; Pitchaimani, J. Mechanical Characterization of Natural Fiber Intra-Ply Fabric Polymer Composites: Influence of Chemical Modifications. J. Reinf. Plast. Compos. 2017, 36, 1651–1664. [Google Scholar] [CrossRef]
- Kaewsakul, W.; Sahakaro, K.; Dierkes, W.K.; Noordermeer, J.W.M. Mechanistic Aspects of Silane Coupling Agents with Different Functionalities on Reinforcement of Silica-Filled Natural Rubber Compounds. Polym. Eng. Sci. 2015, 55, 836–842. [Google Scholar] [CrossRef]
- Ismail, H.; Shuhelmy, S.; Edyham, M.R. The Effects of a Silane Coupling Agent on Curing Characteristics and Mechanical Properties of Bamboo Fibre Filled Natural Rubber Composites. Eur. Polym. J. 2002, 38, 39–47. [Google Scholar] [CrossRef]
- Da Costa, H.M.; Visconte, L.L.Y.; Nunes, R.C.R.; Furtado, C.R.G. The Effect of Coupling Agent and Chemical Treatment on Rice Husk Ash- Filled Natural Rubber Composites. J. Appl. Polym. Sci. 2000, 76, 1019–1027. [Google Scholar] [CrossRef]
- Ismail, H.; Mahir, N.A.; Ahmad, Z. The Effect of Bis-(3-Triethoxysilylpropyl) Tetrasulphide (Si-69) as a Coupling Agent on Properties of Natural Rubber/kenaf Fibre Composites. Polym.-Plast. Technol. Eng. 2011, 50, 893–897. [Google Scholar] [CrossRef]
- Lopattananon, N.; Jitkalong, D.; Seadan, M. Hybridized Reinforcement of Natural Rubber with Silane-Modified Short Cellulose Fibers and Silica. J. Appl. Polym. Sci. 2011, 120, 3242–3254. [Google Scholar] [CrossRef]
- Ismail, H. The Effects of Filler Loading and a Silane Coupling Agent on the Dynamic Properties and Swelling Behaviour of Bamboo Filled Natural Rubber Compounds. J. Elastomers Plast. 2003, 35, 149–159. [Google Scholar] [CrossRef]
- Ismail, H.; Muniandy, K.; Othman, N. Fatigue Life, Morphological Studies, and Thermal Aging of Rattan Powder-Filled Natural Rubber Composites as a Function of Filler Loading and a Silane Coupling Agent. BioResources 2012, 7, 841–858. [Google Scholar] [CrossRef]
- Muniandy, K.; Ismail, H.; Othman, N. Biodegradation, Morpholgical, and Ftir Study of Rattan Powder-Filled Natural Rubber Composites as a Function of Filler Loading and a Silane Coupling Agent. BioResources 2012, 7, 957–971. [Google Scholar] [CrossRef]
- Muniandy, K.; Ismail, H.; Othman, N. Studies on Natural Weathering of Rattan Powder-Filled Natural Rubber Composites. BioResources 2012, 7, 3999–4011. [Google Scholar] [CrossRef]
- Artchomphoo, J.; Rattanapan, S. Maleated Natural Rubber as a Coupling Agent for Sawdust Powder Filled Natural Rubber Composites. Adv. Mater. Res. 2013, 770, 181–184. [Google Scholar] [CrossRef]
- Roy, K.; Potiyaraj, P. Development of High Performance Microcrystalline Cellulose Based Natural Rubber Composites Using Maleated Natural Rubber as Compatibilizer. Cellulose 2018, 25, 1077–1087. [Google Scholar] [CrossRef]
- Ujianto, O.; Noviyanti, R.; Wijaya, R.; Ramadhoni, B. Effect of Maleated Natural Rubber on Tensile Strength and Compatibility of Natural Rubber/coconut Coir Composite. IOP Conf. Ser. Mater. Sci. Eng. 2017, 223, 12014. [Google Scholar] [CrossRef] [Green Version]
- Wongsorat, W.; Suppakarn, N.; Jarukumjorn, K. Sisal Fiber/natural Rubber Composites: Effect of Fiber Content and Interfacial Modification. Adv. Mater. Res. 2012, 410, 63–66. [Google Scholar] [CrossRef]
- Abdel Bary, E.M.; Al-Moghazy, H.; Harmal, A.N. Influence of Nanofibers Prepared from Rice Husk on the Properties of Natural Rubber. Int. J. Environ. Stud. 2019, 76, 412–427. [Google Scholar] [CrossRef]
- Pittayavinai, P.; Thanawan, S.; Amornsakchai, T. Manipulation of Mechanical Properties of Short Pineapple Leaf Fiber Reinforced Natural Rubber Composites through Variations in Cross-Link Density and Carbon Black Loading. Polym. Test. 2016, 54, 84–89. [Google Scholar] [CrossRef]
- Muniandy, K.; Ismail, H.; Othman, N. Effects of Partial Replacement of Rattan Powder by Commercial Fillers on the Properties of Natural Rubber Composites. BioResources 2012, 7, 4640–4657. [Google Scholar] [CrossRef] [Green Version]
- Ismail, H.; Abdul Khalil, H.P.S. The Effects of Partial Replacement of Oil Palm Wood Flour by Silica and Silane Coupling Agent on Properties of Natural Rubber Compounds. Polym. Test. 2000, 20, 33–41. [Google Scholar] [CrossRef]
- Tzounis, L.; Debnath, S.; Rooj, S.; Fischer, D.; Mäder, E.; Das, A.; Stamm, M.; Heinrich, G. High Performance Natural Rubber Composites with a Hierarchical Reinforcement Structure of Carbon Nanotube Modified Natural Fibers. Mater. Des. 2014, 58, 1–11. [Google Scholar] [CrossRef]
- Ben, H.; Chen, X.; Han, G.; Shao, Y.; Jiang, W.; Pu, Y.; Ragauskas, A.J. Characterization of Whole Biomasses in Pyridine Based Ionic Liquid at Low Temperature by 31P NMR: An Approach to Quantitatively Measure Hydroxyl Groups in Biomass as Their Original Structures. Front. Energy Res. 2018, 6, 13. [Google Scholar] [CrossRef]
- Trache, D.; Hussin, M.H.; Hui Chuin, C.T.; Sabar, S.; Fazita, M.R.N.; Taiwo, O.F.A.; Hassan, T.M.; Haafiz, M.K.M. Microcrystalline Cellulose: Isolation, Characterization and Bio-Composites application—A Review. Int. J. Biol. Macromol. 2016, 93, 789–804. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, R.M.B.; Visconte, L.L.Y.; Nunes, R.C.R. Curing Characteristics and Aging Properties of Natural Rubber/epoxidized Natural Rubber and Cellulose II. Int. J. Polym. Mater. Polym. Biomater. 2011, 60, 351–364. [Google Scholar] [CrossRef]
- Martins, A.F.; De Meneses, S.M.; Visconte, L.L.Y.; Nunes, R.C.R. Mechanical and Dynamical Mechanical Properties of Chloroprene Rubber and Cellulose II Composites. J. Appl. Polym. Sci. 2004, 92, 2425–2430. [Google Scholar] [CrossRef]
- Yu, P.; He, H.; Luo, Y.; Jia, D.; Dufresne, A. Reinforcement of Natural Rubber: The Use of in Situ Regenerated Cellulose from Alkaline-Urea-Aqueous System. Macromolecules 2017, 50, 7211–7221. [Google Scholar] [CrossRef]
- Martins, A.F.; Suarez, J.C.M.; Visconte, L.L.Y.; Nunes, R.C.R. Mechanical and Fractographic Behavior of Natural Rubber-Cellulose II Composites. J. Mater. Sci. 2003, 38, 2415–2422. [Google Scholar] [CrossRef]
- Lapa, V.L.C.; Miguez Suarez, J.C.; Visconte, L.L.Y.; Nunes, R.C.R. Fracture Behavior of Nitrile Rubber-Cellulose II Nanocomposites. J. Mater. Sci. 2007, 42, 9934–9939. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Pongwisuthiruchte, A.; Potiyaraj, P. Natural Rubber/microcrystalline Cellulose Composites with Epoxidized Natural Rubber as Compatibilizer. Rubber Chem. Technol. 2019, 92, 378–387. [Google Scholar] [CrossRef]
- Mansor, M.K.; Che Ali, R. Properties Evaluation of Micro-Crystalline Cellulose and Starch as Bio-Filler in Rubber Compounding. Adv. Mater. Res. 2016, 1133, 593–597. [Google Scholar] [CrossRef]
- Phomrak, S.; Nimpaiboon, A.; Newby, B.M.Z.; Phisalaphong, M. Natural Rubber Latex Foam Reinforced with Micro-and Nanofibrillated Cellulose via Dunlop Method. Polymers 2020, 12, 1959. [Google Scholar] [CrossRef] [PubMed]
- Deng, F.; Zhang, Y.; Ge, X.; Li, M.; Li, X.; Cho, U.R. Graft Copolymers of Microcrystalline Cellulose as Reinforcing Agent for Elastomers Based on Natural Rubber. J. Appl. Polym. Sci. 2016, 133, 43087. [Google Scholar] [CrossRef]
- Deng, F.; Ge, X.; Zhang, Y.; Li, M.C.; Cho, U.R. Synthesis and Characterization of Microcrystalline Cellulose-Graft-Poly(methyl Methacrylate) Copolymers and Their Application as Rubber Reinforcements. J. Appl. Polym. Sci. 2015, 132, 42666. [Google Scholar] [CrossRef]
- Kazemi, H.; Mighri, F.; Park, K.W.; Frikha, S.; Rodrigue, D. Effect of Cellulose Fiber Surface Treatment to Replace Carbon Black in Natural Rubber Hybrid Composites. Rubber Chem. Technol. 2021, 95, 128–146. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Lucia, L.A. The “love-Hate” relationship Present in Lignocellulosic Materials. BioResources 2007, 2, 534–535. [Google Scholar] [CrossRef]
- Shimpi, N.G. (Ed.) Biodegradable and Biocompatible Polymer Composites: Processing, Properties and Applications; Woodhead Publishing: Cambridge, UK, 2017. [Google Scholar] [CrossRef]
- Jiang, C.; He, H.; Yao, X.; Yu, P.; Zhou, L.; Jia, D. In Situ Dispersion and Compatibilization of Lignin/epoxidized Natural Rubber Composites: Reactivity, Morphology and Property. J. Appl. Polym. Sci. 2015, 132, 42044. [Google Scholar] [CrossRef]
- Kazemi, H.; Parot, M.; Stevanovic, T.; Mighri, F.; Rodrigue, D. Cellulose and Lignin as Carbon Black Replacement in Natural Rubber. J. Appl. Polym. Sci. 2022, 139, e52462. [Google Scholar] [CrossRef]
- Barana, D.; Ali, S.D.; Salanti, A.; Orlandi, M.; Castellani, L.; Hanel, T.; Zoia, L. Influence of Lignin Features on Thermal Stability and Mechanical Properties of Natural Rubber Compounds. ACS Sustain. Chem. Eng. 2016, 4, 5258–5267. [Google Scholar] [CrossRef]
- Datta, J.; Parcheta, P.; Surówka, J. Softwood-Lignin/natural Rubber Composites Containing Novel Plasticizing Agent: Preparation and Characterization. Ind. Crops Prod. 2017, 95, 675–685. [Google Scholar] [CrossRef]
- Botros, S.H.; Eid, M.A.M.; Nageeb, Z.A. Thermal Stability and Dielectric Relaxation of Natural Rubber/soda Lignin and Natural Rubber/thiolignin Composites. J. Appl. Polym. Sci. 2006, 99, 2504–2511. [Google Scholar] [CrossRef]
- Jiang, C.; He, H.; Jiang, H.; Ma, L.; Jia, D.M. Nano-Lignin Filled Natural Rubber Composites: Preparation and Characterization. Express Polym. Lett. 2013, 7, 480–493. [Google Scholar] [CrossRef]
- Yu, P.; He, H.; Jia, Y.; Tian, S.; Chen, J.; Jia, D.; Luo, Y. A Comprehensive Study on Lignin as a Green Alternative of Silica in Natural Rubber Composites. Polym. Test. 2016, 54, 176–185. [Google Scholar] [CrossRef]
- Datta, J.; Parcheta, P. A Comparative Study on Selective Properties of Kraft Lignin–natural Rubber Composites Containing Different Plasticizers. Iran. Polym. J. 2017, 26, 453–466. [Google Scholar] [CrossRef] [Green Version]
- Ikeda, Y.; Phakkeeree, T.; Junkong, P.; Yokohama, H.; Phinyocheep, P.; Kitano, R.; Kato, A. Reinforcing Biofiller “lignin” for High Performance Green Natural Rubber Nanocomposites. RSC Adv. 2017, 7, 5222–5231. [Google Scholar] [CrossRef] [Green Version]
- Košíková, B.; Gregorová, A.; Osvald, A.; Krajčovičová, J. Role of Lignin Filler in Stabilization of Natural Rubber-Based Composites. J. Appl. Polym. Sci. 2007, 103, 1226–1231. [Google Scholar] [CrossRef]
- Shorey, R.; Gupta, A.; Mekonnen, T.H. Hydrophobic Modification of Lignin for Rubber Composites. Ind. Crops Prod. 2021, 174, 114189. [Google Scholar] [CrossRef]
- Jong, L. Particle Size and Particle–particle Interactions on Tensile Properties and Reinforcement of Corn Flour Particles in Natural Rubber. Eur. Polym. J. 2016, 74, 136–147. [Google Scholar] [CrossRef]
- Ismail, H.; Ramli, R. Organoclay Filled Natural Rubber Nanocomposites: The Effects of Filler Loading and Mixing Method. J. Reinf. Plast. Compos. 2008, 27, 1909–1924. [Google Scholar] [CrossRef]
- Ismail, H.; Ramly, F.; Othman, N. Multiwall Carbon Nanotube-Filled Natural Rubber: The Effects of Filler Loading and Mixing Method. Polym.-Plast. Technol. Eng. 2010, 49, 260–266. [Google Scholar] [CrossRef]
- Xie, H.; Du, H.; Yang, X.; Si, C. Recent Strategies in Preparation of Cellulose Nanocrystals and Cellulose Nanofibrils Derived from Raw Cellulose Materials. Int. J. Polym. Sci. 2018, 2018, 7923068. [Google Scholar] [CrossRef]
- Abol-Fotouh, D.; Hassan, M.A.; Shokry, H.; Roig, A.; Azab, M.S.; Kashyout, A.E.H.B. Bacterial Nanocellulose from Agro-Industrial Wastes: Low-Cost and Enhanced Production by Komagataeibacter Saccharivorans MD1. Sci. Rep. 2020, 10, 3491. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Agrebi, F.; Ghorbel, N.; Bresson, S.; Abbas, O.; Kallel, A. Study of Nanocomposites Based on Cellulose Nanoparticles and Natural Rubber Latex by ATR/FTIR Spectroscopy: The Impact of Reinforcement. Polym. Compos. 2019, 40, 2076–2087. [Google Scholar] [CrossRef]
- Flauzino Neto, W.P.; Mariano, M.; da Silva, I.S.V.; Silvério, H.A.; Putaux, J.L.; Otaguro, H.; Pasquini, D.; Dufresne, A. Mechanical Properties of Natural Rubber Nanocomposites Reinforced with High Aspect Ratio Cellulose Nanocrystals Isolated from Soy Hulls. Carbohydr. Polym. 2016, 153, 143–152. [Google Scholar] [CrossRef]
- Kumagai, A.; Tajima, N.; Iwamoto, S.; Morimoto, T.; Nagatani, A.; Okazaki, T.; Endo, T. Properties of Natural Rubber Reinforced with Cellulose Nanofibers Based on Fiber Diameter Distribution as Estimated by Differential Centrifugal Sedimentation. Int. J. Biol. Macromol. 2019, 121, 989–995. [Google Scholar] [CrossRef]
- Ojogbo, E.; Tzoganakis, C.; Mekonnen, T.H. Effect of Extrusion, Batch-Mixing, and Co-Coagulation on the Dispersion of CNCs in Natural Rubber—CNC Nanocomposites. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106580. [Google Scholar] [CrossRef]
- Thulasimani, C.; Ramesh, S.; Ramesh, K.; Salmah, H. Fabrication and Characterization of Natural rubber/Imperata Cylindrica Cellulose Fiber Biocomposites. Asia-Pac. J. Chem. Eng. 2015, 10, 716–723. [Google Scholar] [CrossRef]
- Bendahou, A.; Habibi, Y.; Kaddami, H.; Dufresne, A. Physico-Chemical Characterization of Palm from Phoenix Dactylifera-L, Preparation of Cellulose Whiskers and Natural Rubber-Based Nanocomposites. J. Biobased Mater. Bioenergy 2009, 3, 81–90. [Google Scholar] [CrossRef]
- Visakh, P.M.; Thomas, S.; Oksman, K.; Mathew, A.P. Crosslinked Natural Rubber Nanocomposites Reinforced with Cellulose Whiskers Isolated from Bamboo Waste: Processing and Mechanical/thermal Properties. Compos. Part A Appl. Sci. Manuf. 2012, 43, 735–741. [Google Scholar] [CrossRef]
- Siqueira, G.; Abdillahi, H.; Bras, J.; Dufresne, A. High Reinforcing Capability Cellulose Nanocrystals Extracted from Syngonanthus nitens (Capim Dourado). Cellulose 2010, 17, 289–298. [Google Scholar] [CrossRef]
- Bras, J.; Hassan, M.L.; Bruzesse, C.; Hassan, E.A.; El-Wakil, N.A.; Dufresne, A. Mechanical, Barrier, and Biodegradability Properties of Bagasse Cellulose Whiskers Reinforced Natural Rubber Nanocomposites. Ind. Crops Prod. 2010, 32, 627–633. [Google Scholar] [CrossRef]
- Abraham, E.; Deepa, B.; Pothan, L.A.; John, M.; Narine, S.S.; Thomas, S.; Anandjiwala, R. Physicomechanical Properties of Nanocomposites Based on Cellulose Nanofibre and Natural Rubber Latex. Cellulose 2013, 20, 417–427. [Google Scholar] [CrossRef]
- Bendahou, A.; Kaddami, H.; Dufresne, A. Investigation on the Effect of Cellulosic Nanoparticles’ Morphology on the Properties of Natural Rubber Based Nanocomposites. Eur. Polym. J. 2010, 46, 609–620. [Google Scholar] [CrossRef]
- Abraham, E.; Thomas, M.S.; John, C.; Pothen, L.A.; Shoseyov, O.; Thomas, S. Green Nanocomposites of Natural Rubber/nanocellulose: Membrane Transport, Rheological and Thermal Degradation Characterisations. Ind. Crops Prod. 2013, 51, 415–424. [Google Scholar] [CrossRef]
- Abraham, E.; Elbi, P.A.; Deepa, B.; Jyotishkumar, P.; Pothen, L.A.; Narine, S.S.; Thomas, S. X-ray Diffraction and Biodegradation Analysis of Green Composites of Natural Rubber/nanocellulose. Polym. Degrad. Stab. 2012, 97, 2378–2387. [Google Scholar] [CrossRef]
- Chawalitsakunchai, W.; Dittanet, P.; Loykulnant, S.; Sae-oui, P.; Tanpichai, S.; Seubsai, A.; Prapainainar, P. Properties of Natural Rubber Reinforced with Nano Cellulose from Pineapple Leaf Agricultural Waste. Mater. Today Commun. 2021, 28, 102594. [Google Scholar] [CrossRef]
- Kazemi, H.; Mighri, F.; Park, K.W.; Frikha, S.; Rodrigue, D. Hybrid Nanocellulose/carbon Nanotube/natural Rubber Nanocomposites with a Continuous Three-Dimensional Conductive Network. Polym. Compos. 2022, 43, 2362–2374. [Google Scholar] [CrossRef]
- Pasquini, D.; de Morais Teixeira, E.; da Silva Curvelo, A.A.; Belgacem, M.N.; Dufresne, A. Extraction of Cellulose Whiskers from Cassava Bagasse and Their Applications as Reinforcing Agent in Natural Rubber. Ind. Crops Prod. 2010, 32, 486–490. [Google Scholar] [CrossRef]
- Phomrak, S.; Phisalaphong, M. Reinforcement of Natural Rubber with Bacterial Cellulose via a Latex Aqueous Microdispersion Process. J. Nanomater. 2017, 2017, 4739793. [Google Scholar] [CrossRef]
- Zhang, C.; Dan, Y.; Peng, J.; Turng, L.-S.S.; Sabo, R.; Clemons, C. Thermal and Mechanical Properties of Natural Rubber Composites Reinforced with Cellulose Nanocrystals from Southern Pine. Adv. Polym. Technol. 2014, 33, 21448. [Google Scholar] [CrossRef]
- Yin, Q.; Wang, D.; Jia, H.; Ji, Q.; Wang, L.; Li, G.; Yin, B. Water-Induced Modulus Changes of Bio-Based Uncured Nanocomposite Film Based on Natural Rubber and Bacterial Cellulose Nanocrystals. Ind. Crops Prod. 2018, 113, 240–248. [Google Scholar] [CrossRef]
- Kulshrestha, U.; Gupta, T.; Kumawat, P.; Jaiswal, H.; Ghosh, S.B.; Sharma, N.N. Cellulose Nanofibre Enabled Natural Rubber Composites: Microstructure, Curing Behaviour and Dynamic Mechanical Properties. Polym. Test. 2020, 90, 106676. [Google Scholar] [CrossRef]
- Yasin, S.; Hussain, M.; Zheng, Q.; Song, Y. Large Amplitude Oscillatory Rheology of Silica and Cellulose Nanocrystals Filled Natural Rubber Compounds. J. Colloid Interface Sci. 2021, 588, 602–610. [Google Scholar] [CrossRef]
- Kato, H.; Nakatsubo, F.; Abe, K.; Yano, H. Crosslinking via Sulfur Vulcanization of Natural Rubber and Cellulose Nanofibers Incorporating Unsaturated Fatty Acids. RSC Adv. 2015, 5, 29814–29819. [Google Scholar] [CrossRef]
- Thakore, S. Nanosized Cellulose Derivatives as Green Reinforcing Agents at Higher Loadings in Natural Rubber. J. Appl. Polym. Sci. 2014, 131, 40632. [Google Scholar] [CrossRef]
- Yasin, S.; Hussain, M.; Zheng, Q.; Song, Y. Effects of Ionic Liquid on Cellulosic Nanofiller Filled Natural Rubber Bionanocomposites. J. Colloid Interface Sci. 2021, 591, 409–417. [Google Scholar] [CrossRef] [PubMed]
- Parambath Kanoth, B.; Claudino, M.; Johansson, M.; Berglund, L.A.; Zhou, Q. Biocomposites from Natural Rubber: Synergistic Effects of Functionalized Cellulose Nanocrystals as Both Reinforcing and Cross-Linking Agents via Free-Radical Thiol–ene Chemistry. ACS Appl. Mater. Interfaces 2015, 7, 16303–16310. [Google Scholar] [CrossRef]
- Li, L.; Tao, H.; Wu, B.; Zhu, G.; Li, K.; Lin, N. Triazole End-Grafting on Cellulose Nanocrystals for Water-Redispersion Improvement and Reactive Enhancement to Nanocomposites. ACS Sustain. Chem. Eng. 2018, 6, 14888–14900. [Google Scholar] [CrossRef]
- Zhu, G.; Dufresne, A. Synergistic Reinforcing and Cross-Linking Effect of Thiol-Ene-Modified Cellulose Nanofibrils on Natural Rubber. Carbohydr. Polym. 2022, 278, 118954. [Google Scholar] [CrossRef]
- Mariano, M.; El Kissi, N.; Dufresne, A. Cellulose Nanocrystal Reinforced Oxidized Natural Rubber Nanocomposites. Carbohydr. Polym. 2016, 137, 174–183. [Google Scholar] [CrossRef]
- Trovatti, E.; Cunha, A.G.; Carvalho, A.J.F.; Gandini, A. Furan-Modified Natural Rubber: A Substrate for Its Reversible Crosslinking and for Clicking It onto Nanocellulose. Int. J. Biol. Macromol. 2017, 95, 762–768. [Google Scholar] [CrossRef] [PubMed]
- Cao, L.; Fu, X.; Xu, C.; Yin, S.; Chen, Y. High-Performance Natural Rubber Nanocomposites with Marine Biomass (Tunicate Cellulose). Cellulose 2017, 24, 2849–2860. [Google Scholar] [CrossRef]
- Cao, L.; Yuan, D.; Fu, X.; Chen, Y. Green Method to Reinforce Natural Rubber with Tunicate Cellulose Nanocrystals via One-Pot Reaction. Cellulose 2018, 25, 4551–4563. [Google Scholar] [CrossRef]
- Cao, L.; Huang, J.; Chen, Y. Dual Cross-Linked Epoxidized Natural Rubber Reinforced by Tunicate Cellulose Nanocrystals with Improved Strength and Extensibility. ACS Sustain. Chem. Eng. 2018, 6, 14802–14811. [Google Scholar] [CrossRef]
- Cao, L.; Fan, J.; Huang, J.; Chen, Y. A Robust and Stretchable Cross-Linked Rubber Network with Recyclable and Self-Healable Capabilities Based on Dynamic Covalent Bonds. J. Mater. Chem. A 2019, 7, 4922–4933. [Google Scholar] [CrossRef]
- Cao, L.; Yuan, D.; Xu, C.; Chen, Y. Biobased, Self-Healable, High Strength Rubber with Tunicate Cellulose Nanocrystals. Nanoscale 2017, 9, 15696–15706. [Google Scholar] [CrossRef]
- Tian, M.; Zhen, X.; Wang, Z.; Zou, H.; Zhang, L.; Ning, N. Bioderived Rubber–Cellulose Nanocrystal Composites with Tunable Water-Responsive Adaptive Mechanical Behavior. ACS Appl. Mater. Interfaces 2017, 9, 6482–6487. [Google Scholar] [CrossRef]
- Singh, S.; Dhakar, G.L.; Kapgate, B.P.; Maji, P.K.; Verma, C.; Chhajed, M.; Rajkumar, K.; Das, C. Synthesis and Chemical Modification of Crystalline Nanocellulose to Reinforce Natural Rubber Composites. Polym. Adv. Technol. 2020, 31, 3059–3069. [Google Scholar] [CrossRef]
- Somseemee, O.; Sae-Oui, P.; Siriwong, C. Reinforcement of Surface-Modified Cellulose Nanofibrils Extracted from Napier Grass Stem in Natural Rubber Composites. Ind. Crops Prod. 2021, 171, 113881. [Google Scholar] [CrossRef]
- Balachandrakurup, V.; George, N.; Gopalakrishnan, J. Effect of Compatibiliser on the Mechanical, Rheological and Thermal Properties of Natural rubber/Cellulose Nanofibre Composites. Mater. Today Proc. 2021, 47, 5345–5350. [Google Scholar] [CrossRef]
- Jiang, W.; Gu, J. Nanocrystalline Cellulose Isolated from Different Renewable Sources to Fabricate Natural Rubber Composites with Outstanding Mechanical Properties. Cellulose 2020, 27, 5801–5813. [Google Scholar] [CrossRef]
- Jiang, W.; Shen, P.; Yi, J.; Li, L.; Wu, C.; Gu, J. Surface Modification of Nanocrystalline Cellulose and Its Application in Natural Rubber Composites. J. Appl. Polym. Sci. 2020, 137, 49163. [Google Scholar] [CrossRef]
- Li, C.; Huang, F.; Wang, J.; Liang, X.; Huang, S.; Gu, J. Effects of Partial Replacement of Carbon Black with Nanocrystalline Cellulose on Properties of Natural Rubber Nanocomposites. J. Polym. Eng. 2018, 38, 137–146. [Google Scholar] [CrossRef]
- Jiang, W.; Cheng, Z.; Wang, J.; Gu, J. Modified Nanocrystalline Cellulose Partially Replaced Carbon Black to Reinforce Natural Rubber Composites. J. Appl. Polym. Sci. 2022, 139, e52057. [Google Scholar] [CrossRef]
- Gu, J.; Chen, W.J.; Lin, L.; Luo, Y.F.; Jia, D.M. Effect of Nanocrystalline Cellulose on the Curing Characteristics and Aging Resistance Properties of Carbon Black Reinforced Natural Rubber. Chin. J. Polym. Sci. 2013, 31, 1382–1393. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, X.; Wu, X.; Lu, C. Tailoring Percolating Conductive Networks of Natural Rubber Composites for Flexible Strain Sensors via a Cellulose Nanocrystal Templated Assembly. Soft Matter 2016, 12, 845–852. [Google Scholar] [CrossRef]
- Shahamati Fard, F.; Kazemi, H.; Mighri, F.; Rodrigue, D. Hybrid Nanocomposites Based on Cellulose Nanocrystals/nanofibrils and Carbon Nanotubes: From Preparation to Applications. In Cellulose Nanocrystal/Nanoparticles Hybrid Nanocomposites; Rodrigue, D., Qaiss, A.E.K., Bouhfid, R., Eds.; Woodhead Publishing: Cambridge, UK, 2021; pp. 65–98. [Google Scholar] [CrossRef]
- Xiong, X.-Q.; Bao, Y.-L.; Liu, H.; Zhu, Q.; Lu, R.; Miyakoshi, T. Study on Mechanical and Electrical Properties of Cellulose Nanofibrils/graphene-Modified Natural Rubber. Mater. Chem. Phys. 2019, 223, 535–541. [Google Scholar] [CrossRef]
- Cao, J.; Zhang, X.; Wu, X.; Wang, S.; Lu, C. Cellulose Nanocrystals Mediated Assembly of Graphene in Rubber Composites for Chemical Sensing Applications. Carbohydr. Polym. 2016, 140, 88–95. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.; Lu, C.; Zhang, X.; Zhou, Z. Conductive Natural Rubber/carbon Black Nanocomposites via Cellulose Nanowhisker Templated Assembly: Tailored Hierarchical Structure Leading to Synergistic Property Enhancements. J. Mater. Chem. A 2015, 3, 13317–13323. [Google Scholar] [CrossRef]
- Wu, X.; Lu, C.; Han, Y.; Zhou, Z.; Yuan, G.; Zhang, X. Cellulose Nanowhisker Modulated 3D Hierarchical Conductive Structure of Carbon Black/natural Rubber Nanocomposites for Liquid and Strain Sensing Application. Compos. Sci. Technol. 2016, 124, 44–51. [Google Scholar] [CrossRef] [Green Version]
- Hait, S.; De, D.; Ghosh, P.; Chanda, J.; Mukhopadhyay, R.; Dasgupta, S.; Sallat, A.; Al Aiti, M.; Stöckelhuber, K.W.; Wießner, S.; et al. Understanding the Coupling Effect between Lignin and Polybutadiene Elastomer. J. Compos. Sci. 2021, 5, 154. [Google Scholar] [CrossRef]
- Peng, C.; Dong, B.; Zhang, C.; Hu, Y.; Liu, L.; Zhang, X. A Host–Guest Interaction Assisted Approach for Fabrication of Polybutadiene Nanocomposites Reinforced with Well-Dispersed Cellulose Nanocrystals. Macromolecules 2018, 51, 4578–4587. [Google Scholar] [CrossRef]
- Peng, C.; Yang, Q.; Zhao, W.; Ren, J.; Yu, Q.; Hu, Y.; Zhang, X. Relationship between Interface Chemistry and Reinforcement in Polybutadiene/cellulose Nanocrystal Nanocomposites. Compos. Sci. Technol. 2019, 177, 103–110. [Google Scholar] [CrossRef]
- Valentini, L.; Bittolo Bon, S.; Mussolin, L.; Pugno, N.M. Silkworm Silk Fibers vs PEEK Reinforced Rubber Luminescent Strain Gauge and Stretchable Composites. Compos. Sci. Technol. 2018, 156, 254–261. [Google Scholar] [CrossRef] [Green Version]
- Kamarul Bahrain, S.H.; Mahmud, J.; Ismail, M.H. Arenga Pinnata–silicone Biocomposite Properties via Experimental and Numerical Analysis. Medziagotyra 2018, 24, 277–282. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Li, Z.; Jiang, Z.; Wang, S.; Liu, H.; Xu, X.; Wang, D.; Miao, Y.; Shang, S.; Song, Z. Mechanical Reinforcement of Room-Temperature-Vulcanized Silicone Rubber Using Modified Cellulose Nanocrystals as Cross-Linker and Nanofiller. Carbohydr. Polym. 2020, 229, 115509. [Google Scholar] [CrossRef]
- Li, X.; Wu, Q.; Zheng, M.; Li, Q.; Wang, S.; Zhang, C. Mechanical, Thermal Properties and Curing Kinetics of Liquid Silicone Rubber Filled with Cellulose Nanocrystal. Cellulose 2018, 25, 473–483. [Google Scholar] [CrossRef]
- Yu, H.-Y.; Chen, R.; Chen, G.-Y.; Liu, L.; Yang, X.-G.; Yao, J.-M. Silylation of Cellulose Nanocrystals and Their Reinforcement of Commercial Silicone Rubber. J. Nanopart. Res. 2015, 17, 361. [Google Scholar] [CrossRef]
- López Manchado, M.A.; Arroyo, M. Short Fibers as Reinforcement of Rubber Compounds. Polym. Compos. 2002, 23, 666–673. [Google Scholar] [CrossRef]
- Rozik, N.N.; Abd-El Messieh, S.L.; Yaseen, A.A.; Shouk, A.A. Dielectric and Mechanical Properties of Natural Nanofibers-reinforced Ethylene Propylene Diene Rubber: Carrot Foliage and Corn Gluten. Polym. Eng. Sci. 2013, 53, 874–881. [Google Scholar] [CrossRef]
- Ma, P.; Jiang, L.; Hoch, M.; Dong, W.; Chen, M. Reinforcement of Transparent Ethylene-Co-Vinyl Acetate Rubber by Nanocrystalline Cellulose. Eur. Polym. J. 2015, 66, 47–56. [Google Scholar] [CrossRef]
- Pal, K.; Chowdhury, S.G.; Mondal, D.; Chattopadhyay, D.; Bhattacharyya, S.K.; Mukhopadhyay, R. Impact of α-Cellulose as a Green Filler on Physico-Mechanical Properties of a Solution Grade Styrene-Butadiene Rubber Based Tire-Tread Compound. Polym. Eng. Sci. 2021, 61, 3017–3028. [Google Scholar] [CrossRef]
- Li, Z.; Li, Y.; Wan, J.; Zhao, S. Static and Dynamic Adhesive Properties between Continuous Basalt Fibre Cords and NR/SBR Matrix Tackified by P-Octylphenolic Resins. Int. J. Adhes. Adhes. 2018, 85, 1–7. [Google Scholar] [CrossRef]
- Wan, J.; Li, Z.; Yang, Y.; Zhao, S. Factors Influencing Resorcinol–formaldehyde–latex-Coated Continuous Basalt Fiber Cord/rubber Interfacial Fatigue Behavior: Loading Direction and RFL Formula. J. Appl. Polym. Sci. 2018, 135, 46619. [Google Scholar] [CrossRef]
- Li, Z.; Wan, J.; Li, Y.; Li, Y.; Zhao, F.; Zhao, S. Effects of Coupling Agents on the Properties of an NR/SBR Matrix and Its Adhesion to Continuous Basalt Fiber Cords. J. Appl. Polym. Sci. 2019, 136, 47098. [Google Scholar] [CrossRef]
- Lin, L.; Ecke, N.; Kamerling, S.; Sun, C.; Wang, H.; Song, X.; Wang, K.; Zhao, S.; Zhang, J.; Schlarb, A.K. Study on the Impact of Graphene and Cellulose Nanocrystal on the Friction and Wear Properties of SBR/NR Composites under Dry Sliding Conditions. Wear 2018, 414, 43–49. [Google Scholar] [CrossRef]
- Karaaǧaç, B. Use of Ground Pistachio Shell as Alternative Filler in Natural Rubber/styrene-Butadiene Rubber-Based Rubber Compounds. Polym. Compos. 2014, 35, 245–252. [Google Scholar] [CrossRef]
- Hariwongsanupab, N.; Thanawan, S.; Amornsakchai, T.; Vallat, M.F.; Mougin, K. Improving the Mechanical Properties of Short Pineapple Leaf Fiber Reinforced Natural Rubber by Blending with Acrylonitrile Butadiene Rubber. Polym. Test. 2017, 57, 94–100. [Google Scholar] [CrossRef]
- Velásquez, S.; Cardona, N.; Giraldo, D. Characterization of Fique Fibers and Evaluation of Mechanical Properties, Abrasive Wear Resistance, and Processability of NR/SBR/BR-Fique Fibers Composites. J. Elastomers Plast. 2018, 50, 435–447. [Google Scholar] [CrossRef]
- Chen, W.J.; Gu, J.; Xu, S.H. Exploring Nanocrystalline Cellulose as a Green Alternative of Carbon Black in Natural Rubber/butadiene Rubber/styrene-Butadiene Rubber Blends. Express Polym. Lett. 2014, 8, 659–668. [Google Scholar] [CrossRef] [Green Version]
- Liang, J.; Sun, L.; Yu, K.; Qian, M.; Jin, W.; Liang, C. Polydopamine Modified Rice Husk-Derived Silicon Carbon Black Used as Green Filler in Natural Rubber/Butadiene Rubber: Design, Processing and Properties. Fibers Polym. 2021, 22, 3144–3152. [Google Scholar] [CrossRef]
- Hashim, F.; Ismail, H.; Rusli, A. Comparison of Properties of Ethylene Vinyl Acetate/natural Rubber/mengkuang Leaf Fibre (EVA/NR/MLF) and Ethylene Vinyl Acetate/epoxidized Natural Rubber/mengkuang Leaf Fibre (EVA/ENR-50/MLF) Thermoplastic Elastomer Composites. Polym. Test. 2017, 61, 1–7. [Google Scholar] [CrossRef]
- Pashaei, S.; Hosseinzadeh, S.; Syed, A.A. Studies on Coconut Shell Powder and Crysnanoclay Incorporated Acrylonitrile-Butadiene Rubber/ Styrene Butadiene Rubber (NBR/SBR) Green Nanocomposites. Polym. Compos. 2017, 38, 727–735. [Google Scholar] [CrossRef]
- Carvelli, V.; Betti, A.; Fujii, T. Fatigue and Izod Impact Performance of Carbon Plain Weave Textile Reinforced Epoxy Modified with Cellulose Microfibrils and Rubber Nanoparticles. Compos. Part A Appl. Sci. Manuf. 2016, 84, 26–35. [Google Scholar] [CrossRef]
- Sanprasert, P.; Sombatsompop, N.; Sae-Oui, P.; Sirisinha, C. Cotton Fiber Alignment and Its Effect on Properties of HNBR Vulcanizates: Influences of Scorch Behavior, Flow Distance, and Injection Pressure. Rubber Chem. Technol. 2016, 89, 436–449. [Google Scholar] [CrossRef]
- Joseph, S.; Sreekumar, P.A.; Kenny, J.M.; Puglia, D.; Thomas, S.; Joseph, K. Dynamic Mechanical Analysis of Oil Palm Microfibril-Reinforced Acrylonitrile Butadiene Rubber Composites. Polym. Compos. 2010, 31, 236–244. [Google Scholar] [CrossRef]
- Mousa, A.; Heinrich, G.; Wagenknecht, U. Rubber-Wood Composites from Chemically Modified Olive Husk Powder and Carboxylated Nitrile Butadiene Rubber: Cure Characteristics, Tensile Behavior, and Morphological Studies. J. Wood Chem. Technol. 2012, 32, 82–92. [Google Scholar] [CrossRef]
- Sanprasert, P.; Sombatsompop, N.; Sae-Oui, P.; Sirisinha, C. Cotton Fibers Reinforcement of HNBR: Control of Fiber Alignment and Its Influence on Properties of HNBR Vulcanizates. J. Appl. Polym. Sci. 2014, 131, 41090. [Google Scholar] [CrossRef]
- Nashar, D.E.E.; Abd-El-Messieh, S.L.; Basta, A.H. Newsprint Paper Waste as a Fiber Reinforcement in Rubber Composites. J. Appl. Polym. Sci. 2004, 91, 3410–3420. [Google Scholar] [CrossRef]
- Biagiotti, J.; Iannoni, A.; Lopez-Manchado, M.A.; Kenny, J.M. Cure Characteristics, Mechanical Properties, and Morphological Studies of Linoleum Flour-Filled NBR Compounds. Polym. Eng. Sci. 2004, 44, 909–916. [Google Scholar] [CrossRef]
- Wisittanawat, U.; Thanawan, S.; Amornsakchai, T. Mechanical Properties of Highly Aligned Short Pineapple Leaf Fiber Reinforced—Nitrile Rubber Composite: Effect of Fiber Content and Bonding Agent. Polym. Test. 2014, 35, 20–27. [Google Scholar] [CrossRef]
- Celestini, V.; Ribeiro, W.B.; Damo, T.; Lavoratti, A.; Zattera, A.J.; Brandalise, R.N. Changes in the Rheometric, Morphological and Mechanical Properties of Nitrile Rubber Composites by the Use of Different Concentrations of Cellulose Nanofibers. J. Elastomers Plast. 2021, 53, 1138–1155. [Google Scholar] [CrossRef]
- Gao, B.; Yang, J.; Chen, Y.; Zhang, S. Oxidized Cellulose Nanocrystal as Sustainable Crosslinker to Fabricate Carboxylated Nitrile Rubber Composites with Antibiosis, Wearing and Irradiation Aging Resistance. Compos. Part B Eng. 2021, 225, 109253. [Google Scholar] [CrossRef]
- Paran, S.M.R.; Naderi, G.; Shokoohi, S.; Ebadati, J.; Dubois, C. Mechanical and Thermal Properties of Green Thermoplastic Elastomer Vulcanizate Nanocomposites Based on Poly (Vinyl Chloride) and Nitrile Butadiene Rubber Containing Organoclay and Rice Straw Natural Fibers. J. Polym. Environ. 2019, 27, 2017–2026. [Google Scholar] [CrossRef]
- Dominic, M.; Joseph, R.; Begum, P.M.S.; Kumar, A.S.; Jeemol, P.A.; Jose, T.; Padmanabhan, D.; Formela, K.; Siengchin, S.; Parameswaranpillai, J.; et al. Cellulosic Bionanocomposites Based on Acrylonitrile Butadiene Rubber and Cuscuta Reflexa: Adjusting Structure-Properties Balance for Higher Performance. Cellulose 2021, 28, 7053–7073. [Google Scholar] [CrossRef]
- Noguchi, T.; Niihara, K.I.; Kurashima, A.; Iwamoto, R.; Miura, T.; Koyama, A.; Endo, M.; Marubayashi, H.; Kumagai, A.; Jinnai, H.; et al. Cellulose Nanofiber-Reinforced Rubber Composites Prepared by TEMPO-Functionalization and Elastic Kneading. Compos. Sci. Technol. 2021, 210, 108815. [Google Scholar] [CrossRef]
- Jiang, M.P.; Zhang, J.H.; Wang, Y.H.; Ahmad, I.; Guo, X.; Cao, L.M.; Chen, Y.K.; Gan, L.; Huang, J. Covalent-Bond-Forming Method to Reinforce Rubber with Cellulose Nanocrystal Based on the Thiol-Ene Click Reaction. Compos. Commun. 2021, 27, 100865. [Google Scholar] [CrossRef]
- Ogunsona, E.; Hojabr, S.; Berry, R.; Mekonnen, T.H. Nanocellulose-Triggered Structural and Property Changes of Acrylonitrile-Butadiene Rubber Films. Int. J. Biol. Macromol. 2020, 164, 2038–2050. [Google Scholar] [CrossRef]
- Guo, Z.; Guo, D.; Liu, F.; Wang, H.; Song, J. Aramid Nanofiber Reinforced Nitrile Rubber Assisted by Cellulose Nanocrystals. J. Appl. Polym. Sci. 2021, 138, 50546. [Google Scholar] [CrossRef]
- Cao, X.; Xu, C.; Wang, Y.; Liu, Y.; Liu, Y.; Chen, Y. New Nanocomposite Materials Reinforced with Cellulose Nanocrystals in Nitrile Rubber. Polym. Test. 2013, 32, 819–826. [Google Scholar] [CrossRef]
- Fukui, S.; Ito, T.; Saito, T.; Noguchi, T.; Isogai, A. Counterion Design of TEMPO-Nanocellulose Used as Filler to Improve Properties of Hydrogenated Acrylonitrile-Butadiene Matrix. Compos. Sci. Technol. 2018, 167, 339–345. [Google Scholar] [CrossRef]
- Abdul Rashid, E.S.; Muhd Julkapli, N.B.; Abdul Hadi Yehya, W. Reinforcement Effect of Nanocellulose on Thermal Stability of Nitrile Butadiene Rubber (NBR) Composites. J. Appl. Polym. Sci. 2018, 135, 46594. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Xu, C.; Cao, X. Cellulose Nanocrystals Reinforced Foamed Nitrile Rubber Nanocomposites. Carbohydr. Polym. 2015, 130, 149–154. [Google Scholar] [CrossRef]
- Taib, M.N.A.M.; Yehye, W.A.; Julkapli, N.M.; Hamid, S.B.O.A.A. Influence of Hydrophobicity of Acetylated Nanocellulose on the Mechanical Performance of Nitrile Butadiene Rubber (NBR) Composites. Fibers Polym. 2018, 19, 383–392. [Google Scholar] [CrossRef]
- Agarwal, K.; Prasad, M.; Sharma, R.B.; Setua, D.K. Novel Bio-Degradable Lignin Reinforced NBR Composites. Int. J. Energy Eng. 2014, 4, 47–62. [Google Scholar]
- Setua, D.K.; Shukla, M.K.; Nigam, V.; Singh, H.; Mathur, G.N. Lignin Reinforced Rubber Composites. Polym. Compos. 2000, 21, 988–995. [Google Scholar] [CrossRef]
- Frigerio, P.; Zoia, L.; Orlandi, M.; Hanel, T.; Castellani, L. Application of Sulphur-Free Lignins as a Filler for Elastomers: Effect of Hexamethylenetetramine Treatment. BioResources 2014, 9, 1387–1400. [Google Scholar] [CrossRef]
- Cao, Z.; Liao, Z.; Wang, X.; Su, S.; Feng, J.; Zhu, J. Preparation and Properties of NBR Composites Filled with a Novel Black Liquor-Montmorillonite Complex. J. Appl. Polym. Sci. 2013, 127, 3725–3730. [Google Scholar] [CrossRef]
- Wang, H.; Liu, W.; Huang, J.; Yang, D.; Qiu, X. Bioinspired Engineering towards Tailoring Advanced Lignin/rubber Elastomers. Polymers 2018, 10, 1033. [Google Scholar] [CrossRef] [Green Version]
- Yu, P.; He, H.; Jiang, C.; Jia, Y.; Wang, D.; Yao, X.; Jia, D.; Luo, Y. Enhanced Oil Resistance and Mechanical Properties of Nitrile Butadiene Rubber/lignin Composites Modified by Epoxy Resin. J. Appl. Polym. Sci. 2016, 133, 42922. [Google Scholar] [CrossRef]
- Raza, M.A.; Ashraf, M.A.; Westwood, A.V.K.; Jamil, T.; Ahmad, R.; Inam, A.; Deen, K.M. Maleated High Oleic Sunflower Oil-treated Cellulose Fiber-based Styrene Butadiene Rubber Composites. Polym. Compos. 2016, 37, 1113–1121. [Google Scholar] [CrossRef] [Green Version]
- Peterson, S.C. Evaluating Corn Starch and Corn Stover Biochar as Renewable Filler in Carboxylated Styrene-Butadiene Rubber Composites. J. Elastomers Plast. 2012, 44, 43–54. [Google Scholar] [CrossRef]
- Bhattacharyya, S.K.; Parmar, B.S.; Chakraborty, A.; Dasgupta, S.; Mukhopadhyay, R.; Bandyopadhyay, A. Exploring Microcrystalline Cellulose (MCC) as a Green Multifunctional Additive (MFA) in a Typical Solution-Grade Styrene Butadiene Rubber (S-SBR)-Based Tread Compound. Ind. Eng. Chem. Res. 2012, 51, 10649–10658. [Google Scholar] [CrossRef]
- Jinitha, T.V.; Safna Hussan, K.P.; Mohamed Shahin, T.; Purushothaman, E. The Interplay between the Fragility and Mechanical Properties of Styrene–butadiene Rubber Composites with Unmodified and Modified Sago Seed Shell Powder. J. Appl. Polym. Sci. 2020, 137, e49180. [Google Scholar] [CrossRef]
- Mannai, F.; Elhleli, H.; Dufresne, A.; Elaloui, E.; Moussaoui, Y. Opuntia (Cactaceae) Fibrous Network-Reinforced Composites: Thermal, Viscoelastic, Interfacial Adhesion and Biodegradation Behavior. Fibers Polym. 2020, 21, 2353–2363. [Google Scholar] [CrossRef]
- Khalaf, E.S.A.; Farag, H.; Abdel-Bary, E.M. Some Studies on the Effect of Bagasse Concentration on the Mechanical and Physical Properties of SBR Composites. Polym. Polym. Compos. 2020, 28, 663–677. [Google Scholar] [CrossRef]
- Ouarhim, W.; Essabir, H.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R.; Qaiss, A. el kacem. A Comparison between Sabra and Alfa Fibers in Rubber Biocomposites. J. Bionic Eng. 2019, 16, 754–767. [Google Scholar] [CrossRef]
- Wang, J.; Wu, W.; Wang, W.; Zhang, J. Effect of a Coupling Agent on the Properties of Hemp-Hurd-Powder-Filled Styrene-Butadiene Rubber. J. Appl. Polym. Sci. 2011, 121, 681–689. [Google Scholar] [CrossRef]
- Annamalai, P.K.; Dagnon, K.L.; Monemian, S.; Foster, E.J.; Rowan, S.J.; Weder, C. Water-Responsive Mechanically Adaptive Nanocomposites Based on Styrene-Butadiene Rubber and Cellulose Nanocrystals—Processing Matters. ACS Appl. Mater. Interfaces 2014, 6, 967–976. [Google Scholar] [CrossRef]
- Cao, X.; Xu, C.; Liu, Y.; Chen, Y. Preparation and Properties of Carboxylated Styrene-Butadiene Rubber/cellulose Nanocrystals Composites. Carbohydr. Polym. 2013, 92, 69–76. [Google Scholar] [CrossRef]
- Fumagalli, M.; Berriot, J.; de Gaudemaris, B.; Veyland, A.; Putaux, J.-L.; Molina-Boisseau, S.; Heux, L. Rubber Materials from Elastomers and Nanocellulose Powders: Filler Dispersion and Mechanical Reinforcement. Soft Matter 2018, 14, 2638–2648. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Li, C.; Gu, J. Effects of MAH/St Grafted Nanocellulose on the Properties of Carbon Reinforced Styrene Butadiene Rubber. J. Polym. Eng. 2019, 39, 450–458. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, C.; Cao, X. Dynamic Rheology Studies of Carboxylated Butadiene–styrene Rubber/cellulose Nanocrystals Nanocomposites: Vulcanization Process and Network Structures. Polym. Compos. 2015, 36, 623–629. [Google Scholar] [CrossRef]
- Hu, J.; Kong, Z.; Liu, K.; Qin, J.; Tao, Y.; Zhou, L.; Yuan, Y.; Jiang, M.; Duan, Y.; Zhang, J. Carboxylation of Cellulose Nanocrystals for Reinforcing and Toughing Rubber through Dual Cross-Linking Networks. ACS Appl. Polym. Mater. 2021, 3, 6120–6129. [Google Scholar] [CrossRef]
- Jardin, J.M.; Zhang, Z.; Hu, G.; Tam, K.C.; Mekonnen, T.H. Reinforcement of Rubber Nanocomposite Thin Sheets by Percolation of Pristine Cellulose Nanocrystals. Int. J. Biol. Macromol. 2020, 152, 428–436. [Google Scholar] [CrossRef]
- Liu, M.; Peng, Q.; Luo, B.; Zhou, C. The Improvement of Mechanical Performance and Water-Response of Carboxylated SBR by Chitin Nanocrystals. Eur. Polym. J. 2015, 68, 190–206. [Google Scholar] [CrossRef]
- Ma, L.; Liu, M.; Peng, Q.; Liu, Y.; Luo, B.; Zhou, C. Crosslinked Carboxylated SBR Composites Reinforced with Chitin Nanocrystals. J. Polym. Res. 2016, 23, 134. [Google Scholar] [CrossRef]
- Yin, B.; Li, G.; Wang, D.; Wang, L.; Wang, J.; Jia, H.; Ding, L.; Sun, D. Enhanced Mechanical Properties of Styrene–butadiene Rubber with Low Content of Bacterial Cellulose Nanowhiskers. Adv. Polym. Technol. 2018, 37, 1323–1334. [Google Scholar] [CrossRef]
- Xiao, S.; Feng, J.; Zhu, J.; Wang, X.; Yi, C.; Su, S. Preparation and Characterization of Lignin-Layered Double Hydroxide/styrene-Butadiene Rubber Composites. J. Appl. Polym. Sci. 2013, 130, 1308–1312. [Google Scholar] [CrossRef]
- Jiang, C.; He, H.; Yao, X.; Yu, P.; Zhou, L.; Jia, D. The Aggregation Structure Regulation of Lignin by Chemical Modification and Its Effect on the Property of Lignin/styrene–butadiene Rubber Composites. J. Appl. Polym. Sci. 2018, 135, 45759. [Google Scholar] [CrossRef]
- Jiang, C.; He, H.; Yu, P.; Wang, D.K.; Zhou, L.; Jia, D.M. Plane-Interface-Induced Lignin-Based Nanosheets and Its Reinforcing Effect on Styrene-Butadiene Rubber. Express Polym. Lett. 2014, 8, 619–634. [Google Scholar] [CrossRef] [Green Version]
- Bahl, K.; Jana, S.C. Surface Modification of Lignosulfonates for Reinforcement of Styrene-Butadiene Rubber Compounds. J. Appl. Polym. Sci. 2014, 131, 40123. [Google Scholar] [CrossRef]
- Bahl, K.; Swanson, N.; Pugh, C.; Jana, S.C. Polybutadiene-G-Polypentafluorostyrene as a Coupling Agent for Lignin-Filled Rubber Compounds. Polymer 2014, 55, 6754–6763. [Google Scholar] [CrossRef]
- Yu, P.; He, H.; Jiang, C.; Wang, D.; Jia, Y.; Zhou, L.; Jia, D.M. Reinforcing Styrene Butadiene Rubber with Lignin-Novolac Epoxy Resin Networks. Express Polym. Lett. 2015, 9, 36–48. [Google Scholar] [CrossRef] [Green Version]
- Bahl, K.; Miyoshi, T.; Jana, S.C. Hybrid Fillers of Lignin and Carbon Black for Lowering of Viscoelastic Loss in Rubber Compounds. Polymer 2014, 55, 3825–3835. [Google Scholar] [CrossRef]
- Košíková, B.; Gregorová, A. Sulfur-Free Lignin as Reinforcing Component of Styrene-Butadiene Rubber. J. Appl. Polym. Sci. 2005, 97, 924–929. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Cellulose (wt.%) | Hemicellulose (wt.%) | Lignin (wt.%) |
|---|---|---|---|
| Bagasse | 55.2 | 16.8 | 25.3 |
| Bamboo | 26.0–43.0 | 30.0 | 21.0–31.0 |
| Coir | 32.0–43.0 | 0.15–0.25 | 40.0–45.0 |
| Cotton | 80.0–95.0 | 5.0–20.0 | 0 |
| Flax | 71.0 | 18.6–20.6 | 2.2 |
| Hemp | 68.0 | 15.0 | 10.0 |
| Jute | 61.0–71.0 | 14.0–20.0 | 12.0–13.0 |
| Kenaf | 72.0 | 20.3 | 9.0 |
| Oat straw | 31.0–35.0 | 20.0–26.0 | 10.0–15.0 |
| Oil palm | 65.0 | - | 29.0 |
| Pineapple | 81.0 | - | 12.7 |
| Rice husk | 35.0–45.0 | 19.0–25.0 | 20.0 |
| Rice straw | 41.0–57.0 | 33.0 | 8.0–19.0 |
| Sisal | 65.0 | 12.0 | 9.9 |
| Wheat straw | 38.0–45.0 | 15.0–31.0 | 12.0–20.0 |
| Filler Content (phr) | 0 | 10 | 20 | 30 | 40 |
|---|---|---|---|---|---|
| Minimum torque (N.m) | 0.01 | 0.12 | 0.18 | 0.19 | 0.23 |
| Maximum torque (N.m) | 2.5 | 2.6 | 3.0 | 3.5 | 3.8 |
| Scorch time (min) | 3.3 | 2.7 | 2.4 | 2.5 | 2.4 |
| Cure time (min) | 11.5 | 9.0 | 8.3 | 8.1 | 6.6 |
| Filler | Content (phr) | Tensile Strength (MPa) | Elongation at Break (%) | Modulus at 100% (MPa) | Hardness (Shore A) | Ref. |
|---|---|---|---|---|---|---|
| Rattan powder | 0 | 24.8 | 1016 | 0.70 | - | [25] |
| 5 | 21.4 | 945 | 0.87 | - | ||
| 10 | 18.9 | 893 | 0.98 | - | ||
| 15 | 16.8 | 855 | 1.21 | - | ||
| 30 | 11.2 | 707 | 1.52 | - | ||
| Bamboo fiber | 0 | 19.8 | 749 | 0.61 | 35 | [26] |
| 10 | 9.3 | 421 | 0.81 | 41 | ||
| 20 | 7.4 | 359 | 1.19 | 49 | ||
| 30 | 5.5 | 293 | 1.41 | 54 | ||
| 50 | 3.6 | 181 | 1.90 | 64 | ||
| Cotton fiber | 0 | 21.3 | 625 | 1.08 | 44 | [27] |
| 5 | 18.6 | 600 | 1.52 | 55 | ||
| 10 | 15.6 | 576 | 2.08 | 65 | ||
| 15 | 12.4 | 561 | 2.18 | 72 | ||
| 20 | 10.3 | 554 | 2.67 | 77 | ||
| Jute fiber | 0 | 18.46 | 788 | 0.68 | - | [28] |
| 1 | 18.21 | 785 | 0.73 | - | ||
| 2.5 | 21.05 | 779 | 1.09 | - | ||
| 5 | 19.03 | 775 | 1.12 | - | ||
| 7.5 | 15.40 | 731 | 1.66 | - | ||
| 10 | 14.23 | 735 | 1.94 | - | ||
| Aspen wood flour | 0 | 18.5 | 593.7 | 0.89 | 42 | [29] |
| 10 | 21.3 | 655.1 | 1.26 | 48 | ||
| 20 | 18.8 | 567.7 | 1.72 | 52 | ||
| 30 | 15.0 | 647.4 | 1.68 | 56 | ||
| 50 | 9.68 | 523.9 | 2.28 | 62 | ||
| Sisal fiber | 0 | 20.1 | 1347 | 0.81 | 40 | [30] |
| 10 | 10.9 | 1089 | 1.08 | 45 | ||
| 20 | 9.6 | 1050 | 1.12 | 49 | ||
| 30 | 8.6 | 916 | 1.22 | 55 |
| Filler | Mixing Method | Content (phr) | Tensile Strength (MPa) | Elongation at Break (%) | Modulus at 300% (MPa) | Hardness (Shore A) | Ref. |
|---|---|---|---|---|---|---|---|
| Softwood lignin | - | 0 | 15.0 | 586 | 3.25 | - | [107] |
| Dry mixing | 15 | 14.3 | 521 | 3.23 | - | ||
| Latex mixing | 15 | 23.7 | 578 | 4.55 | - | ||
| Softwood lignin | Dry mixing | 0 | 16.2 | 717 | - | 43.6 | [108] |
| 5 | 15.1 | 626 | - | 45.5 | |||
| 10 | 14.2 | 706 | - | 44.3 | |||
| 20 | 14.3 | 733 | - | 41.2 | |||
| 40 | 8.3 | 682 | - | 38.3 | |||
| Sulfate lignin | Latex mixing | 0 | 25.2 | 654 | 2.00 | 38 | [110] |
| 1 | 25.0 | 679 | 2.14 | 36 | |||
| 3 | 23.9 | 701 | 1.96 | 37 | |||
| 5 | 23.3 | 675 | 2.13 | 38 | |||
| 7 | 23.8 | 693 | 2.17 | 39 | |||
| Kraft lignin powder | Dry mixing | 0 | 16.9 | 698 | 1.97 | 44.7 | [112] |
| 10 | 13.8 | 725 | 1.78 | 47.0 | |||
| 40 | 10.5 | 645 | 1.99 | 52.8 | |||
| Sodium lignosulfonate | Dry mixing | 0 | 18.8 | 890 | 0.7 | - | [113] |
| 5 | 17.1 | 880 | 0.9 | - | |||
| 10 | 19.2 | 880 | 1 | - | |||
| 20 | 17.4 | 830 | 1.2 | - | |||
| 40 | 11.8 | 750 | 1.4 | - | |||
| Latex mixing | 0 | 13.9 | 950 | 0.9 | - | ||
| 5 | 27.2 | 780 | 1.8 | - | |||
| 10 | 24.6 | 780 | 1.9 | - | |||
| 20 | 15.1 | 680 | 2.4 | - | |||
| 40 | 12.2 | 550 | 4.2 | - |
| Matrix | Nanocellulose Source | Content (wt.%) | Tensile Strength (MPa) | Young’s Modulus (MPa) | Elongation at Break (%) | Ref. |
|---|---|---|---|---|---|---|
| NR | Bamboo | 0 2.5 5 10 | 9.2 ± 1.3 14.0 ± 2.1 14.5 ± 2.6 17.3 ± 1.4 | 1.7 ± 0.2 2.6 ± 0.1 3.0 ± 0.3 3.8 ± 0.2 | 554 ± 9 539 ± 14 477 ± 13 455 ± 11 | [127] |
| NR | Syngonanthus nitens | 0 2.5 5 10 | 0.6 ± 0.1 1.3 ± 0.4 3.4 ± 0.4 7.2 ± 0.6 | 0.6 ± 0.1 4.5 ± 1.8 20.9 ± 6.3 165 ± 23 | 464 ± 125 215 ± 10 94 ± 27 52 ± 17 | [128] |
| NR | Banana | 0 2.5 5 7.5 10 | 1.3 ± 0.1 4.2 ± 0.2 6.3 ± 0.2 8.1 ± 0.3 9.6 ± 0.3 | 1.6 ± 0.2 5.2 ± 0.1 6.8 ± 0.2 9.8 ± 0.2 12.2 ± 0.4 | 912 ± 19 576 ± 23 413 ± 22 275 ± 12 144 ± 5 | [130] |
| CNC Source | CNC Content (wt.%) | E’ (MPa) | Ref. |
|---|---|---|---|
| Soy hulls | 0 1 2.5 5 | 0.6 7.7 13.3 17.6 | [122] |
| Palm | 0 2.5 5 10 15 | 0.5 2.5 6.4 106 204 | [126] |
| Cassava bagasse | 0 2 5 7 10 | 2.2 9.8 33.4 41.1 153.9 | [136] |
| Matrix | Filler | Reference |
|---|---|---|
| NBR | Natural fibers | [193,194,195,196,197,198,199,200] |
| Nanocellulose | [201,202,203,204,205,206,207,208,209,210,211,212,213] | |
| Lignin | [214,215,216,217,218,219] | |
| SBR | Natural fibers | [220,221,222,223,224,225,226,227] |
| Nanocellulose | [228,229,230,231,232,233,234,235,236,237] | |
| Lignin | [238,239,240,241,242,243,244,245] |
| Matrix | Filler | Modification | Main Results | Reference |
|---|---|---|---|---|
| NBR | Pineapple leaf fiber | Bonding agent | Bonding agent improved all mechanical properties | [200] |
| HNBR | CNF | TEMPO oxidation | Grid-like network structure formed in the matrix | [210] |
| NBR | Lignin/CB | Addition of ZNCl2 | Dual crosslinking created inside the matrix network | [218] |
| SBR | Hemp hurd powder | Silane coupling agent (TESPT) | Silanization improved the filler–matrix interaction and properties of rubber composites | [227] |
| SBR | CNC | Modified with 3,3′-dithiodipropionic acid chloride (DTACl) | Covalently bound modified CNC interface to the dienic matrix | [230] |
| SBR | Lignin | Cyclohexylamine modification | Improved compatibility with rubber via proton transfer and hydrogen bonding interactions | [241] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kazemi, H.; Mighri, F.; Rodrigue, D. A Review of Rubber Biocomposites Reinforced with Lignocellulosic Fillers. J. Compos. Sci. 2022, 6, 183. https://doi.org/10.3390/jcs6070183
Kazemi H, Mighri F, Rodrigue D. A Review of Rubber Biocomposites Reinforced with Lignocellulosic Fillers. Journal of Composites Science. 2022; 6(7):183. https://doi.org/10.3390/jcs6070183
Chicago/Turabian StyleKazemi, Hossein, Frej Mighri, and Denis Rodrigue. 2022. "A Review of Rubber Biocomposites Reinforced with Lignocellulosic Fillers" Journal of Composites Science 6, no. 7: 183. https://doi.org/10.3390/jcs6070183
APA StyleKazemi, H., Mighri, F., & Rodrigue, D. (2022). A Review of Rubber Biocomposites Reinforced with Lignocellulosic Fillers. Journal of Composites Science, 6(7), 183. https://doi.org/10.3390/jcs6070183