

Tensile Properties of Aluminum Matrix Composites Produced via a Nitrogen-Induced Self-Forming Process
 , , ,
, , , 
Abstract
: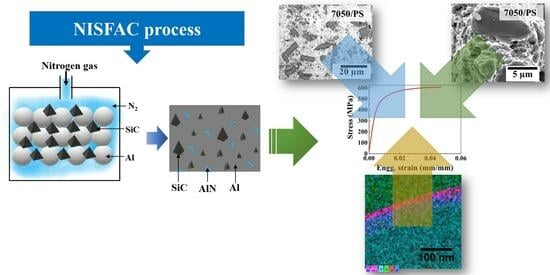
1. Introduction
2. Experimental
3. Results and Discussion
3.1. Tensile Properties
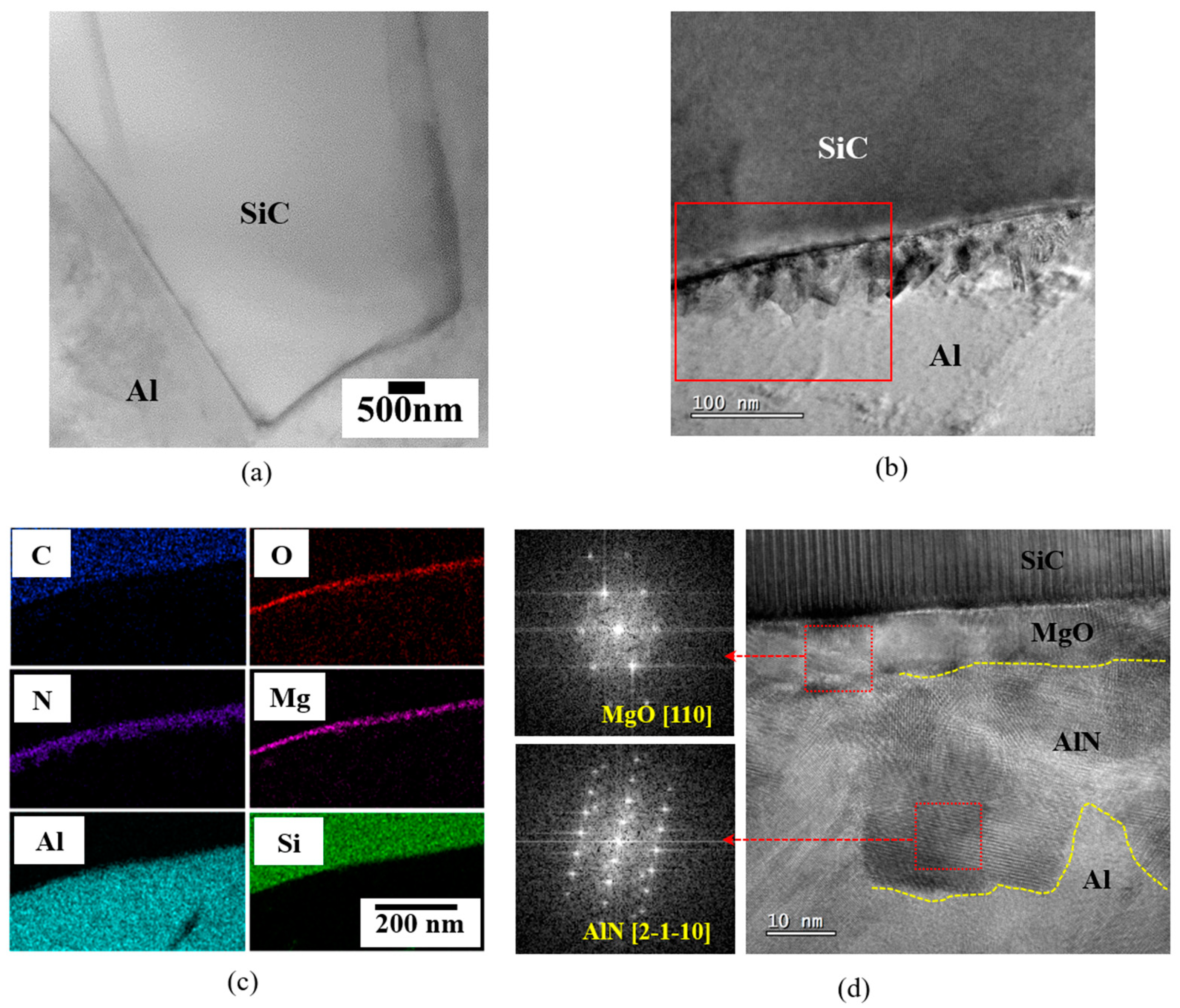
3.2. Microstructural Features
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Hooker, J.A.; Doorbar, P.J. Metal matrix composites for aeroengines. Mater. Sci. Technol. 2000, 16, 725–731. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Prasad, S.V.; Asthana, R. Aluminum metal-matrix composites for automotive applications: Tribological considerations. Tribol. Lett. 2004, 17, 445–453. [Google Scholar] [CrossRef]
- Kaczmar, J.W.; Pietrzak, K.; Wlosinski, W. The production and application of metal matrix composite materials. J. Mater. Process. Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Wazeer, A.; Das, A.; Abeykoon, C.; Sinha, A.; Karmakar, A. Composites for electric vehicles and automotive sector: A review. Green Energy Intell. Transp. 2023, 2, 100043. [Google Scholar] [CrossRef]
- Newswire, G. Metal Matrix Composite Market Size, Share & Trends Analysis Report by End-Use (Ground Transportation, Electronics), by Product (Refractory, Aluminum), by Region, and Segment Forecasts, 2020–2027. 2020. Available online: https://www.grandviewresearch.com/industry-analysis/metal-matrix-composites-mmc-market (accessed on 28 October 2023).
- Parveez, B.; Kittur, M.I.; Badruddin, I.A.; Kamangar, S.; Hussien, M.; Umarfarooq, M.A. Scientific Advancements in Composite Materials for Aircraft Applications: A Review. Polymers 2022, 14, 5007. [Google Scholar] [CrossRef]
- Krizik, P.; Balog, M.; Matko, I.; Svec, P.; Cavojsky, M.; Simancik, F. The effect of a particle-matrix interface on the Young’s modulus of Al-SiC composites. J. Compos. Mater. 2016, 50, 99–108. [Google Scholar] [CrossRef]
- Chawla, N.; Shen, Y.-L. Mechanical Behavior of Particle Reinforced Metal Matrix Composites. Adv. Eng. Mater. 2001, 3, 357–370. [Google Scholar] [CrossRef]
- Lee, K.B.; Kwon, H. Strength of Al-Zn-Mg-Cu matrix composite reinforced with SiC particles. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2002, 33, 455–465. [Google Scholar] [CrossRef]
- Lee, K.B.; Sim, H.S.; Cho, S.Y.; Kwon, H. Tensile properties of 5052 Al matrix composites reinforced with B4C particles. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2001, 32, 2142–2147. [Google Scholar] [CrossRef]
- Tran, T.Q.; Lee, J.K.Y.; Chinnappan, A.; Loc, N.U.; Tran, L.T.; Ji, D.; Jayathilaka, W.A.D.M.; Kumar, V.V. High-performance carbon fiber/gold/copper composite wire for lightweight electrical cables. J. Mater. Sci. Technol. 2020, 42, 46–53. [Google Scholar] [CrossRef]
- Tran, T.Q.; Lee, J.K.Y.; Chinnappan, A.; Jayathilaka, W.A.D.M.; Ji, D.; Kumar, V.V.; Ramakrishna, S. Strong, lightweight, and highly conductive CNT/Au/Cu wires from sputtering and electroplating methods. J. Mater. Sci. Technol. 2020, 40, 99–106. [Google Scholar] [CrossRef]
- Mortazavian, S.; Fatemi, A. Effects of fiber orientation and anisotropy on tensile strength and elastic modulus of short fiber reinforced polymer composites. Compos. B 2015, 72, 116–129. [Google Scholar] [CrossRef]
- Ogasawara, T.; Ishida, Y.; Kasai, T. Mechanical properties of carbon fiber/fullerene-dispersed epoxy composites. Compos. Sci. Technol. 2009, 69, 2002–2007. [Google Scholar] [CrossRef]
- Almeida Jr, J.H.S.; Angrizani, C.C.; Botelho, E.C.; Amico, S.C. Effect of fiber orientation on the shear behavior of glass fiber/epoxy composites. Mater. Des. 2015, 65, 789–795. [Google Scholar] [CrossRef]
- Hsieh, C.T.; Ho, Y.C.; Wang, H.; Sugiyama, S.; Yanagimoto, J. Mechanical and tribological characterization of nanostructured graphene sheets/A6061 composites fabricated by induction sintering and hot extrusion. Mater. Sci. Eng. A 2020, 786, 138998. [Google Scholar] [CrossRef]
- Karthik, M.; Honnaiah, C.; Prasad, S.L.A.; Srinath, M.S. A Study on Fatigue Characteristics of Al-SiC Metal Matrix Composites Processed Through Microwave Energy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 376, 1–6. [Google Scholar] [CrossRef]
- Bhoi, N.K.; Singh, H.; Pratap, S. Developments in the aluminum metal matrix composites reinforced by micro/nano particles—A review. J. Compos. Mater. 2020, 54, 813–833. [Google Scholar] [CrossRef]
- Chawla, K.K. Composite Materials: Science and Engineering, 3rd ed.; Springer-Verlag: New York, NY, USA, 2012. [Google Scholar]
- Lee, K.B.; Yoo, S.H.; Kim, Y.H.; Han, C.W.; Won, S.O.; Ahn, J.P.; Choi, H.J. A cost-effective route to produce Al/AlN composites with low coefficient of thermal expansion. J. Compos. Mater. 2017, 51, 2845–2851. [Google Scholar] [CrossRef]
- Huber, T.; Degischer, H.P.; Lefranc, G.; Schmitt, T. Thermal expansion studies on aluminium-matrix composites with different reinforcement architecture of SiC particles. Compos. Sci. Technol. 2006, 66, 2206–2217. [Google Scholar] [CrossRef]
- Qu, X.H.; Zhang, L.; Wu, M.; Ren, S.B. Review of metal matrix composites with high thermal conductivity for thermal management applications. Prog. Nat. Sci. Mater. Int. 2011, 21, 189–197. [Google Scholar] [CrossRef]
- Miracle, D.B. Metal matrix composites–From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Zweben, C. Metal matrix composites for electronic packaging. JOM J. Miner. Met. Mater. Soc. 1992, 44, 15–23. [Google Scholar] [CrossRef]
- Lee, H.S.; Jeon, K.Y.; Kim, H.Y.; Hong, S.H. Fabrication process and thermal properties of SiCp/Al metal matrix composites for electronic packaging applications. J. Mater. Sci. 2000, 35, 6231–6236. [Google Scholar] [CrossRef]
- Degischer, H.P.; Prader, P.; Marchi, C.S. Assessment of Metal Matrix Composites for Innovations—Intermediate report of a European Thematic Network. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1161–1166. [Google Scholar] [CrossRef]
- Idrisi, A.H.; Mourad, A.H.I. Conventional stir casting versus ultrasonic assisted stir casting process: Mechanical and physical characteristics of AMCs. J. Alloys Compd. 2019, 805, 502–508. [Google Scholar] [CrossRef]
- Jung, J.; Kang, S. Advances in manufacturing boron carbide-aluminum composites. J. Am. Ceram. Soc. 2004, 87, 47–54. [Google Scholar] [CrossRef]
- Rofman, O.V.; Prosviryakov, A.S.; Kotov, A.D.; Bazlov, A.I.; Milovich, P.O.; Karunakaran, G.; Mikhaylovskaya, A.V. Fabrication of AA2024/SiCp Metal Matrix Composite by Mechanical Alloying. Met. Mater. Int. 2022, 28, 811–822. [Google Scholar] [CrossRef]
- Rosso, M. Ceramic and metal matrix composites: Routes and properties. J. Mater. Process. Technol. 2006, 175, 364–375. [Google Scholar] [CrossRef]
- Lee, K.B.; Kim, S.H.; Kim, D.Y.; Cha, P.R.; Kim, H.S.; Choi, H.J.; Ahn, J.P. Aluminum matrix composites manufactured using Nitridation-Induced Self-Forming process. Sci. Rep. 2019, 9, 20389. [Google Scholar] [CrossRef]
- Jang, H.; Kim, S.H.; Lee, N.; Cha, P.R.; Ahn, J.P.; Choi, H.J.; Lee, K.B. Mechanism for self-formation of Al matrix composites using nitridation-induced manufacturing processes. J. Mater. Res. Technol. 2022, 18, 2331–2342. [Google Scholar] [CrossRef]
- Kim, D.Y.; Cha, P.R.; Nam, H.S.; Choi, H.J.; Lee, K.B. Effect of Material and Process Variables on Characteristics of Nitridation-Induced Self-Formed Aluminum Matrix Composites—Part 1: Effect of Reinforcement Volume Fraction, Size, and Processing Temperatures. Materials 2020, 13, 1309. [Google Scholar] [CrossRef] [PubMed]
- DWA Aluminum Composites. 2005. Available online: http://www.dwa-usa.com (accessed on 28 October 2023).
- Meterion. 2005. Available online: http://materion.com/products/metal-matrix-composites (accessed on 28 October 2023).
- Xu, W.; Li, Z.; Sun, X. Effect of Welding Speed on Mechanical Properties and the Strain-Hardening Behavior of Friction Stir Welded 7075 Aluminum Alloy Joints. J. Mater. Eng. Perform. 2017, 26, 1938–1946. [Google Scholar] [CrossRef]
- Abood, A.N.; Saleh, A.H.; Abdullah, Z.W. Effect of Heat Treatment on Strain Life of Aluminum Alloy AA 6061. J. Mater. Sci. Res. 2013, 2, 51–59. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S. Manufacturing Engineering and Technology, 2nd ed.; Prentice Hall: Wilmington, DE, USA; Pearson Education: Singapore, 2014; p. 62. [Google Scholar]
- Rosazza, P.G.; Baffie, T.; Jeymond, M.; Eustathopoulos, N. Contact angles and spreading kinetics of Al and Al-Cu alloys on sintered AlN. Mater. Sci. Eng. A 2001, 298, 34–43. [Google Scholar] [CrossRef]
- Drehmann, R.; Grund, T.; Lampke, T.; Wielage, B.; Wüstefeld, C.; Motylenko, M.; Schreiber, G.; Rafaja, D. Investigation of the bonding mechanisms of Al coatings on ceramic substrates deposited by cold gas spraying and magnetron sputtering. In Proceedings of the International Thermal Spray Conference, Long Beach, CA, USA, 11–14 May 2015; pp. 544–552. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stir Casting | Infiltration | Powder Metallurgy | NISFAC Process | |
|---|---|---|---|---|
| Advantages |
|
|
|
|
| Disadvantages |
|
|
|
|
| Remarks |
|
|
|
|
| Matrix Alloys | AMCs | SiC Size (µm) | SiC Vol.% | Matrix Size (µm) | Density (gcm3) | E, (GPa) | YS (MPa) | UTS (MPa) | el. (%) | ER | Nr (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 6061 (T6) | 6061 Al | --- | --- | --- | 2.7 | 68.9 | 276 | 310 | 12 | --- | --- |
| 6061/PS | 9.7 | 17.5 | 10 | 2.789 | 110 (±2.5) | 457 (±10.62) | 560 (±4.78) | 4.5 (±0.23) | 18:1 | 1.9 | |
| 6061/Materion | 2~3 | 40 | --- | 2.9 | 140 | 490 | 620 | 2.5 | --- | --- | |
| 6063 (T6) | 6063 Al | --- | --- | --- | 2.7 | 68.9 | 214 | 241 | 12 | --- | --- |
| 6063/PS | 14.5 | 17.5 | 74 | 2.8 | 105 (±3.1) | 306 (±8.6) | 381 (±10.5) | 10 (±1.75) | 18:1 | 0.5 | |
| 6092 (T6) | 6092 Al | --- | --- | --- | 2.7 | 73.8 | 290 | 366 | --- | 60:1 | --- |
| 6092/DWA | 17.5 | --- | 2.79 | 106 | 421 | 490 | 6 | 60:1 | --- | ||
| 7050 (T6) | 7050 Al | --- | --- | --- | 2.83 | 71.7 | 490 | 552 | 11 | --- | --- |
| 7050/PS | 9.7 | 15 | 10 | 2.92 | 103 (±2.7) | 487 (±6.5) | 606 (±7.7) | 4.7 (±0.76) | 18:1 | 1.7 | |
| 7050/DWA | 9.48 | 15 | ~45 | 98.7 | 506 | 538 | 1.2 | 14:1 | --- | ||
| 2009 (T4) | 2009 Al | --- | --- | --- | 2.7 | 69 | 324 | 469 | 19 | --- | --- |
| 2009/PS | 9.7 | 17.5 | 10 | 2.87 | 93 (±2.8) | 444 (±7.5) | 570 (±6.28) | 4.4 (±1.1) | 18:1 | 1.9 | |
| 2009/DWA | --- | 15 | --- | 2.84 | 96 | 379 | 572 | 8.5 | --- | --- | |
| 2124 (T4) | 2024/Materion | 2~3 | 25 | --- | 2.88 | 115 | 480 | 680 | 5 | --- | --- |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, K.-B.; Nayak, K.C.; Shim, C.-H.; Lee, H.-I.; Kim, S.-H.; Choi, H.-J.; Ahn, J.-P. Tensile Properties of Aluminum Matrix Composites Produced via a Nitrogen-Induced Self-Forming Process. J. Compos. Sci. 2023, 7, 457. https://doi.org/10.3390/jcs7110457
Lee K-B, Nayak KC, Shim C-H, Lee H-I, Kim S-H, Choi H-J, Ahn J-P. Tensile Properties of Aluminum Matrix Composites Produced via a Nitrogen-Induced Self-Forming Process. Journal of Composites Science. 2023; 7(11):457. https://doi.org/10.3390/jcs7110457
Chicago/Turabian StyleLee, Kon-Bae, Kanhu C. Nayak, Cheol-Hwee Shim, Hye-In Lee, Se-Hoon Kim, Hyun-Joo Choi, and Jae-Pyoung Ahn. 2023. "Tensile Properties of Aluminum Matrix Composites Produced via a Nitrogen-Induced Self-Forming Process" Journal of Composites Science 7, no. 11: 457. https://doi.org/10.3390/jcs7110457
APA StyleLee, K.-B., Nayak, K. C., Shim, C.-H., Lee, H.-I., Kim, S.-H., Choi, H.-J., & Ahn, J.-P. (2023). Tensile Properties of Aluminum Matrix Composites Produced via a Nitrogen-Induced Self-Forming Process. Journal of Composites Science, 7(11), 457. https://doi.org/10.3390/jcs7110457