
Bond Behavior of Stainless-Steel and Ordinary Reinforcement Bars in Refractory Castables under Elevated Temperatures


 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Materials Properties
3.2. Pull-Out Tests
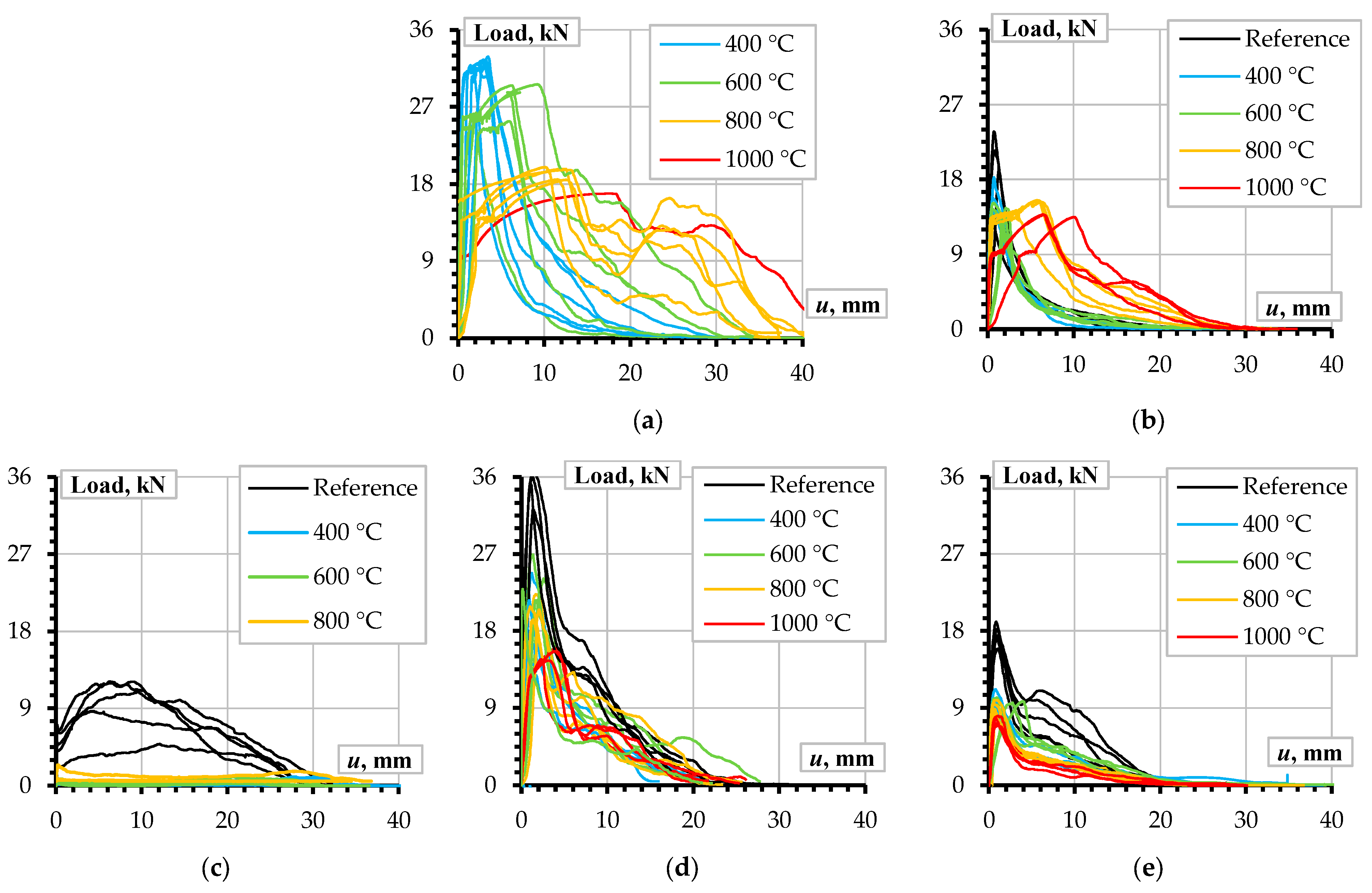
- Ribbed S500 steel bars in CC1 cubes. The bond of the reference CC1 samples (heated at 110 °C) was too strong to allow for pulling-out failure of the specimens—the reinforcement breakage was the test consequence. Therefore, Figure 4a does not include the ‘Reference’ diagrams. In addition, reinforcement failure was observed at all temperature ranges, making S500 steel unsuitable for structural use in combination with the modified CC1 castable.
- Ribbed S500 steel bars in CC0 cubes. Figure 4b shows the expected results for the specimens until 400 °C—the bond resistance is proportional to the compression test results in Figure 2b. With the temperature reaching 800 °C, the bond strength does not change. At the same time, the CC0 samples’ failure remains ductile regarding CC1 specimens (Figure 4a). Figure 4b shows that the bond performance of the CC0 cubes drastically decreases after exceeding the 10 mm pull-out deformation.
- Smooth stainless 304 steel bars in CC1 cubes. Figure 4c shows a substantial bond strength reduction after heating the samples already at 400 °C. After a 1000 °C treatment, the concrete lost contact with reinforcement, and the bars were pulled out by hand. Therefore, Figure 4c does not include diagrams corresponding to the temperature of 1000 °C. In other words, the composite effect in the specimens reinforced with plain bars disappeared after heating, making it inefficient for structural application.
- Ribbed stainless 304 steel bars in CC1 cubes. Figure 4e shows that combining the ribbed bars with the modified mixture of CC1 resulted in the best bonding performance, almost doubling the pull-out resistance compared to the smooth bars (Figure 4c) and CC0 cubes (Figure 4d). Although the stainless 304 steel results are comparable to S500 in the CC1 cubes (Figure 4a), the higher tensile strength of the stainless 304 steel (Figure 3c) compared to the structural S500 bar (Figure 3a) prevents the bar failure. The deformation increase in Figure 4a regarding Figure 4d results from the yielding of S500 steel. Thus, the ductile debonding of the stainless 304 steel shows the practical application possibility of such composites at elevated temperatures.
- Ribbed stainless 304 steel bars in CC0 cubes. Figure 4e shows that the ribbed bars significantly improve the bonding performance compared to the smooth bars (Figure 4c). However, the ultimate resistance of the S500 bars in the same concrete (Figure 4b) was not reached. That is a consequence of the different shapes of the reinforcement ribs (Figure 1b). However, the improved mechanical performance of the modified castable CC1 also improves the bond performance (Figure 4d), making the latter combination promising for structural use.
3.3. Bond Failure Mechanisms
3.4. Further Investigation
4. Conclusions
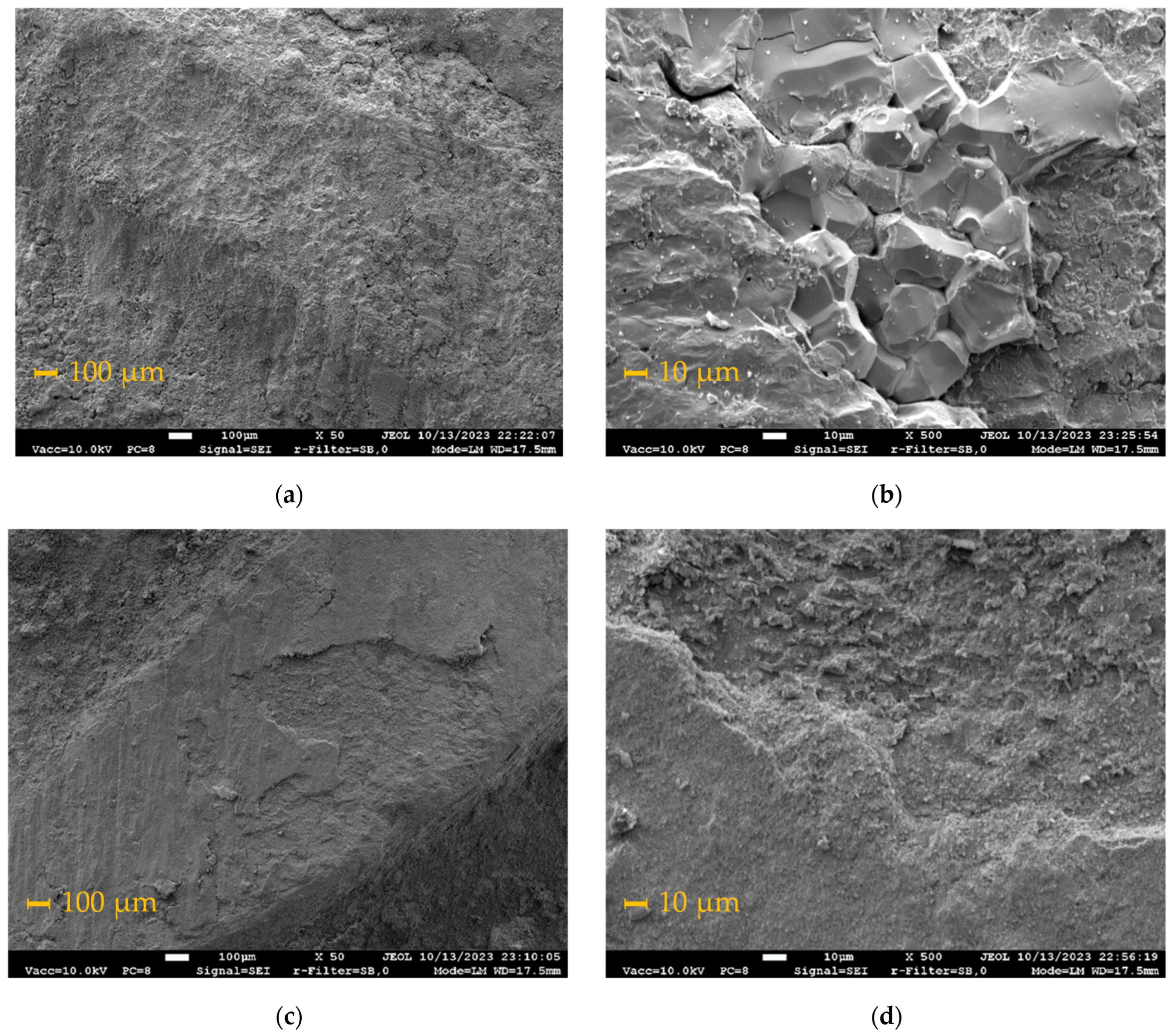
- The mechanical interlock ensures reinforcement to the refractory material after high-temperature heating. Structural S500 steel bars demonstrated bonding ability with the modified castable even after heating at 1000 °C. However, these samples’ brittle fracture was characteristic, demonstrating this combination’s irrelevance for structural applications. Moreover, the SEM analysis determined the iron carbonization signs at the bar surface inside the concrete, which also reduces the bond strength.
- Replacing the S500 ribbed bars with stainless 304 steel ribbed bars was efficient. In particular, the stainless-steel ribbed bars showed good pull-out results comparable to S500 and CC1 under elevated temperatures but without brittle failure risks. However, high temperatures still significantly affect bond performance, and there is room for improvement in the refractory concrete mixture.
- The smooth surface stainless-steel bars demonstrated a substantial reduction in bond strength after 400 °C and complete loss of contact with concrete after 1000 °C. This result proclaims the inability of these bars to reinforce concrete elements under elevated temperatures.
- The scatter of the bond properties sometimes exceeding 50% makes the mechanical characteristics unreliable, proclaiming the necessity of developing a more reliable bonding system. This study revealed a promising potential of combining the stainless-steel ribbed bars with modified CC1 castable, the optimization of which describes a further research object.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bayoumi, I.M.; Ewais, E.M.; El-Amir, A.A. Rheology of refractory concrete: An article review. Boletín Soc. Española Cerámica Vidr. 2022, 61, 453–469. [Google Scholar] [CrossRef]
- Nespor, B.; Chromkova, I.; Szklorzova, H.; Prachar, V.; Svitak, O.; Stanek, L.; Nejedlik, M. A new approach for the determination of thermal shock resistance of refractories. J. Phys. Conf. Ser. 2022, 2341, 012006. [Google Scholar] [CrossRef]
- Zapata, J.F.; Azevedo, A.; Fontes, C.; Monteiro, S.N.; Colorado, H.A. Environmental impact and sustainability of calcium aluminate cements. Sustainability 2021, 14, 2751. [Google Scholar] [CrossRef]
- Saydan, M.; Keskin, Ü.S.; Uzal, B. Very high early strength calcium aluminate based binary and ternary cementitious systems: Properties, hydration and microstructure. Eur. J. Environ. Civ. Eng. 2023, 1–33. [Google Scholar] [CrossRef]
- Erbar, L.; Sarnow, K.; Krause, O.; Brochen, E.; Dannert, C.; Podwórny, J.; Dudek, K.; Kusiorowski, R. Investigation of the influence of impurities typical in secondary raw materials on the behavior of high alumina castables—Part 1: Design of the castables, setting properties and high temperature fracture behavior. Open Ceram. 2023, 16, 100460. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X.; Zhu, B.; Chen, P. Microstructure evolution during the heating process and its effect on the elastic properties of CAC-bonded alumina castables. Ceram. Int. 2016, 42, 11355–11362. [Google Scholar] [CrossRef]
- Wöhrmeyer, C.; Parr, C.; Kerneos, P.; Myhre, F.B.; Elkem, A.S. The optimisations of deflocculated high cement castables (HCC). In Proceedings of the 49th International Colloquium on Refractories, Aachen, Germany, 7–8 November 2006; pp. 85–88. [Google Scholar]
- Lee, W.E.; Vieira, W.; Zhang, S.; Ahari, K.G.; Sarpoolaky, H.; Parr, C. Castable refractory concretes. Int. Mater. Rev. 2001, 46, 145–167. [Google Scholar] [CrossRef]
- Noll, B.; Stein, T.; Simmat, R. Influence of deflocculants on the cement hydrate phase formation and technological properties of CAC-bonded castables during the first heating process. Open Ceram. 2023, 16, 100435. [Google Scholar] [CrossRef]
- Antonovich (Antonovič), V.; Goberis, S.; Pundene, I.; Stonis, R. A new generation of deflocculants and microsilica used to modify the properties of a conventional refractory castable based on a chamotte filler. Refract. Ind. Ceram. 2006, 47, 178–182. [Google Scholar] [CrossRef]
- Braulio, M.A.L.; Morbioli, G.G.; Medeiros, J.; Gallo, L.B.; Pandolfelli, V.C. Nano-bonded wide temperature range designed refractory castables. J. Am. Ceram. Soc. 2012, 95, 1100–1104. [Google Scholar] [CrossRef]
- Boris, R.; Kerienė, J.R.; Antonovič, V.; Madej, D. Characterization of microstructural evolution and mechanical properties of refractory composite. Compos. Struct. 2015, 134, 811–819. [Google Scholar] [CrossRef]
- Peng, H.; Myhre, B. Improved explosion resistance of low cement refractory castables using drying agents. Int. J. Ceram. Eng. Sci. 2022, 4, 84–91. [Google Scholar] [CrossRef]
- Velez, M. Concrete and cement. In Ceramic and Glass Materials; Shackelford, J.F., Doremus, R.H., Eds.; Springer: Boston, MA, USA, 2008; pp. 135–150. [Google Scholar] [CrossRef]
- Chen, S. Review of heat resistant concrete. J. Phys. Conf. Ser. 2023, 2608, 012014. [Google Scholar] [CrossRef]
- Jin, S.H.; Yang, H.J.; Hwang, J.P.; Ann, K.Y. Corrosion behaviour of steel in CAC-mixed concrete containing different concentrations of chloride. Constr. Build. Mater. 2016, 110, 223–234. [Google Scholar] [CrossRef]
- Li, S.; Ding, W.; Zhang, Q.; Xiao, X.; Zhou, Q. Experimental study of the mechanical properties of a new duplex stainless steel exposed to elevated temperatures. Case Stud. Constr. Mater. 2022, 17, e01683. [Google Scholar] [CrossRef]
- Bareiro, W.G.; Silva, F.A.; Sotelino, E.D. Thermo-mechanical behavior of stainless steel fiber reinforced refractory concrete: Experimental and numerical analysis. Constr. Build. Mater. 2020, 240, 117881. [Google Scholar] [CrossRef]
- Shang, J.-Z.; Liu, B.-L.; Shi, K.; Liu, Y.; Mi, Y.-H.; Fan, W.-H.; He, Y.-X. Effect of stainless steel fibers on properties of MgO–C refractories. J. Iron Steel Res. Int. 2023, 30, 2186–2193. [Google Scholar] [CrossRef]
- Andión, L.G.; Garcés, P.; Cases, F.; Andreu, C.G.; Vazquez, J.L. Metallic corrosion of steels embedded in calcium aluminate cement mortars. Cem. Concr. Res. 2001, 31, 1263–1269. [Google Scholar] [CrossRef]
- Gribniak, V. Special Issue “Advanced Composites: From Materials Characterization to Structural Application”. Materials 2020, 13, 5820. [Google Scholar] [CrossRef]
- Xu, C.; Wang, C.; Li, W.; Niu, H.; Sun, K.; Qin, S.; Wang, L. Preparation and characterization of multi-component fire-resistant cement-based materials. Constr. Build. Mater. 2022, 346, 128429. [Google Scholar] [CrossRef]
- Gribniak, V. Material-oriented engineering for eco-optimized structures—A new design approach. Adv. Mater. Lett. 2023, 14, 23011713. [Google Scholar] [CrossRef]
- Chu, S.H.; Kwan, A.K.H. A new method for pull out test of reinforcing bars in plain and fibre reinforced concrete. Eng. Struct. 2018, 164, 82–91. [Google Scholar] [CrossRef]
- ASTM C0860-15R19; Standard Test Method for Determining the Consistency of Refractory Castable Using the Ball-in-Hand Test. ASTM International: West Conshohocken, PA, USA, 2019. [CrossRef]
- LST EN ISO 1927-5:2013; Unshaped Refractory Materials—Part 5: Preparation and Treatment of Test Pieces. European Standard/Lithuanian Standard: Brussels, Belgium, 2013.
- LST EN ISO 1927-6:2013; Monolithic (Unshaped) Refractory Products—Part 6: Measurement of Physical Properties. European Standard/Lithuanian Standard: Brussels, Belgium, 2013.
- Schreiner, J.; Goetz-Neunhoeffer, F.; Neubauer, J.; Volkmann, S.; Bergold, S.; Webler, R.; Jansen, D. Advanced Rietveld refinement and SEM analysis of tobermorite in chemically diverse autoclaved aerated concrete. Powder Diffr. 2019, 34, 143–150. [Google Scholar] [CrossRef]
- Koehler, A.; Rößler, C.; Neubauer, J.; Goetz-Neunhoeffer, F. Phase and porosity changes in a calcium aluminate cement and alumina system under hydrothermal conditions. Ceram. Int. 2023, 49, 4659–4667. [Google Scholar] [CrossRef]
- Sun, L.; Ding, D.; Xiao, G.; Chen, J.; Li, Y.; Kang, J.; Chong, X.; Lei, C.; Luo, J.; Zheng, X. Gas permeability of alumina-spinel refractory castables bonded with hydratable magnesium carboxylate. J. Am. Ceram. Soc. 2023, 106, 7618–7631. [Google Scholar] [CrossRef]
- Konakova, D.; Vejmelkova, E.; Scheinherrova, L.; Keppert, M.; Cheng, A.; Cerny, R. Basic physical and mechanical properties of cement composites after temperature exposure. MATEC Web Conf. 2020, 322, 01001. [Google Scholar] [CrossRef]
- Gribniak, V.; Bacinskas, D.; Kaklauskas, G. Numerical simulation strategy of bearing reinforced concrete tunnel members in fire. Balt. J. Road Bridge Eng. 2006, 1, 5–9. [Google Scholar]
- Feist, C.; Aschaber, M.; Hofstetter, G. Numerical simulation of the load-carrying behavior of RC tunnel structures exposed to fire. Finite Elem. Anal. Des. 2009, 45, 958–965. [Google Scholar] [CrossRef]
- Ring, T.; Zeiml, M.; Lackner, R. Underground concrete frame structures subjected to fire loading: Part II—Re-analysis of large-scale fire tests. Eng. Struct. 2014, 58, 188–196. [Google Scholar] [CrossRef]
- Hua, N.; Khorasani, N.E.; Tessari, A. Numerical modeling of the fire behavior of reinforced concrete tunnel slabs during heating and cooling. Eng. Struct. 2022, 258, 114135. [Google Scholar] [CrossRef]
- Plioplys, L.; Kudžma, A.; Sokolov, A.; Antonovič, V.; Gribniak, V. Reinforcement bonding performance in refractory castables under elevated temperatures. Proc. Int. Struct. Eng. Constr. 2022, 9, MAT-26. [Google Scholar] [CrossRef]
- Gudonis, E.; Kacianauskas, R.; Gribniak, V.; Weber, A.; Jakubovskis, R.; Kaklauskas, G. Mechanical properties of the bond between GFRP reinforcing bars and concrete. Mech. Compos. Mater. 2014, 50, 457–466. [Google Scholar] [CrossRef]
- Garnevičius, M.; Plioplys, L.; Ng, P.-L.; Chu, S.; Gribniak, V. Investigation and improvement of bond performance of synthetic macro-fibres in concrete. Materials 2020, 13, 5688. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, N.T.; Nguyen, T.K.; Du, D.H.; Nguyen, D.N. Finite-element analysis of RC beams strengthened with CFRP U-wraps. Mech. Compos. Mater. 2022, 58, 567–584. [Google Scholar] [CrossRef]
- Yang, J.; Yang, N.; Lin, X.; Wang, S.; Cosgrove, T.; Hughes, P. Design method for reinforced concrete based on bond-slip energy consumption. Buildings 2022, 12, 2065. [Google Scholar] [CrossRef]
- Gao, J.; Xu, P.; Fan, L.; Terrasi, G.P. Study on bond-slip behavior between seawater sea-sand concrete and carbon fiber-reinforced polymer (CFRP) bars with different surface shapes. Polymers 2022, 14, 2689. [Google Scholar] [CrossRef]
- Lemcherreq, Y.; Zanuy, C.; Vogel, T.; Kaufmann, W. Strain-based analysis of reinforced concrete pull-out tests under monotonic and repeated loading. Eng. Struct. 2023, 289, 115712. [Google Scholar] [CrossRef]
- Yang, O.; Zhang, B.; Yan, G.; Chen, J. Bond performance between slightly corroded steel bar and concrete after exposure to high temperature. ASCE J. Struct. Eng. 2018, 144, 04018209. [Google Scholar] [CrossRef]
- Kovács, T.; Gyurkó, Z.; Jakab, L.; Nemes, R. Influence of unidirectional cyclic loading on bond between steel bars embedded in lightweight aggregate concrete. Solids 2022, 3, 397–415. [Google Scholar] [CrossRef]
- Li, Q.; Cui, Y.; Wang, J. Basic mechanical properties of duplex stainless steel bars and experimental study of bonding between duplex stainless steel bars and concrete. Materials 2021, 14, 2995. [Google Scholar] [CrossRef]
- Yang, Y.; Brown, B.; Nesic, S. Study of protective iron carbonate layer dissolution in a CO2 corrosion environment. In Proceedings of the CORROSION 2013, Orlando, FL, USA, 17–21 March 2013; NACE International: Houston, TX, USA, 2013; p. NACE-2013-2708. [Google Scholar]
- Cao, K.; Liu, G.; Li, H.; Huang, Z. Mechanical properties and microstructures of Steel-basalt hybrid fibers reinforced Cement-based composites exposed to high temperatures. Constr. Build. Mater. 2022, 341, 127730. [Google Scholar] [CrossRef]
- Sultani, H.A.; Sokolov, A.; Rimkus, A.; Gribniak, V. Quantifying the residual stiffness of concrete beams with polymeric reinforcement under repeated loads. Polymers 2023, 15, 3393. [Google Scholar] [CrossRef] [PubMed]
- Filho, M.M.A.; Piloto, P.A.G.; Balsa, C. Thermal behaviour of rebars and steel deck components of composite slabs under natural fire. J. Compos. Sci. 2022, 6, 232. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix | CAC | Chamotte BOS145 | SiO2 | Milled Quartz Sand | Deflocculant Castament FS30 * | Water * | |
|---|---|---|---|---|---|---|---|
| Crushed | Milled | ||||||
| CC0 | 25 | 60 | 15 | – | – | – | 14.3 |
| CC1 | 25 | 60 | 10 | 2.5 | 2.5 | 0.1 | 7.5 |
| Mix | Steel | Surface | 110 °C | 400 °C | 600 °C | 800 °C | 1000 °C |
|---|---|---|---|---|---|---|---|
| CC0 | 304 | Ribbed | 5/4 | 3/4 | 4/4 | 4/4 | 4/4 |
| S500 | Ribbed | 4/5 | 5/5 | 4/5 | 4/5 | 3/6 | |
| CC1 | 304 | Smooth | 5/– ** | 4/– ** | 4/– ** | 3/– ** | 4/– ** |
| 304 | Ribbed | 4/4 | 3/3 | 4/3 | 4/4 | 4/4 | |
| S500 | Ribbed | 5(5)/4 ◊ | 8(3)/5 ◊ | 7(1 + 1)/5 ‡ | 10(4)/5 ◊ | 6(5)/5 ◊ |
| Steel | Mix | Parameter | 110 °C | 400 °C | 600 °C | 800 °C | 1000 °C |
|---|---|---|---|---|---|---|---|
| S500 | CC0 | τel (MPa) | 13.23 ± 6.54 | 13.75 ± 1.80 | 9.20 ± 3.01 | 11.90 ± 1.07 | 6.87 ± 0.25 |
| τmax (MPa) | 20.63 ± 2.04 | 15.57 ± 1.66 | 14.55 ± 0.36 | 14.97 ± 0.64 | 11.18 ± 3.39 | ||
| uel (mm) | 0.73 ± 0.22 | 1.08 ± 0.09 | 0.85 ± 0.45 | 0.53 ± 0.19 | 1.38 ± 1.71 | ||
| uult (mm) | 0.86 ± 0.26 | 0.62 ± 0.08 | 0.75 ± 0.40 | 5.26 ± 1.28 | 6.35 ± 0.14 | ||
| CC1 | τel (MPa) | – | 12.70 ± 5.01 | 12.62 ± 7.76 | 10.04 ± 1.5 | 9.25 * | |
| τmax (MPa) | – | 31.29 ± 1.67 | 26.92 ± 1.76 | 19.16 ± 0.58 | 16.82 * | ||
| uel (mm) | – | 0.50 ± 0.34 | 0.44 ± 0.31 | 1.74 ± 1.58 | 0.3 * | ||
| uult (mm) | – | 2.36 ± 1.12 | 5.77 ± 2.33 | 11.06 ± 2.09 | 17.36 * | ||
| 304 | CC0 | τel (MPa) | 12.92 ± 3.50 | 8.60 ± 0.43 | 7.18 ± 0.88 | 5.37 ± 0.69 | 6.15 ± 0.81 |
| τmax (MPa) | 17.42 ± 1.06 | 10.18 ± 0.75 | 9.59 ± 0.17 | 9.34 ± 0.42 | 7.50 ± 0.40 | ||
| uel (mm) | 0.48 ± 0.20 | 0.43 ± 0.05 | 0.95 ± 0.50 | 0.30 ± 0.06 | 0.63 ± 0.15 | ||
| uult (mm) | 0.91 ± 0.08 | 1.20 ± 0.92 | 0.96 ± 0.08 | 0.67 ± 0.07 | 0.95 ± 0.11 | ||
| CC1 | τel (MPa) | 27.6 ± 4.21 | 19.58 ± 0.70 | 20.83 ± 0.89 | 17.85 ± 1.76 | 10.33 ± 1.18 | |
| τmax (MPa) | 34.62 ± 1.89 | 21.66 ± 2.48 | 22.37 ± 4.01 | 19.91 ± 0.67 | 15.13 ± 0.62 | ||
| uel (mm) | 0.80 ± 0.37 | 0.59 ± 0.14 | 1.03 ± 0.64 | 1.10 ± 0.41 | 0.75 ± 0.11 | ||
| uult (mm) | 1.31 ± 0.20 | 0.78 ± 0.33 | 1.42 ± 0.87 | 1.42 ± 0.26 | 3.34 ± 0.70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Plioplys, L.; Kudžma, A.; Sokolov, A.; Antonovič, V.; Gribniak, V. Bond Behavior of Stainless-Steel and Ordinary Reinforcement Bars in Refractory Castables under Elevated Temperatures. J. Compos. Sci. 2023, 7, 485. https://doi.org/10.3390/jcs7120485
Plioplys L, Kudžma A, Sokolov A, Antonovič V, Gribniak V. Bond Behavior of Stainless-Steel and Ordinary Reinforcement Bars in Refractory Castables under Elevated Temperatures. Journal of Composites Science. 2023; 7(12):485. https://doi.org/10.3390/jcs7120485
Chicago/Turabian StylePlioplys, Linas, Andrius Kudžma, Aleksandr Sokolov, Valentin Antonovič, and Viktor Gribniak. 2023. "Bond Behavior of Stainless-Steel and Ordinary Reinforcement Bars in Refractory Castables under Elevated Temperatures" Journal of Composites Science 7, no. 12: 485. https://doi.org/10.3390/jcs7120485