
The Impact of 3D Printing Technology on the Improvement of External Wall Thermal Efficiency—An Experimental Study



Abstract
1. Introduction
1.1. The Potential of 3DP for Energy Efficiency in Buildings
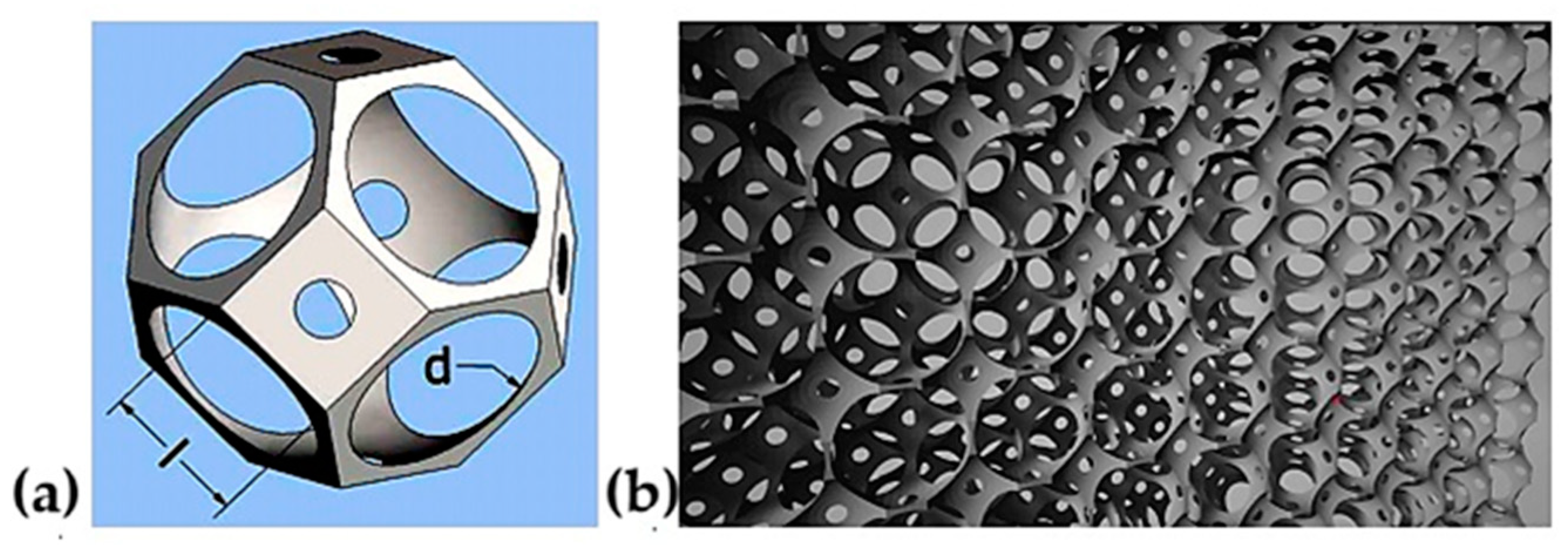
1.2. A Virtual Model of a Sandwich Composite with a Kelvin Cell Foam Core
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedure
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Hu, S.; Guo, F.; Mastrucci, A.; Zhang, S.; Yang, Z.; Yan, D. Assessing the Potential of Decarbonizing China’s Building Construction by 2060 and Synergy with Industry Sector. J. Clean. Prod. 2022, 359, 132086. [Google Scholar] [CrossRef]
- Rissman, J.; Bataille, C.; Masanet, E.; Aden, N.; Morrow, W.R.; Zhou, N.; Elliott, N.; Dell, R.; Heeren, N.; Huckestein, B.; et al. Technologies and Policies to Decarbonize Global Industry: Review and Assessment of Mitigation Drivers through 2070. Appl. Energy 2020, 266, 114848. [Google Scholar] [CrossRef]
- Harputlugil, T.; de Wilde, P. The Interaction between Humans and Buildings for Energy Efficiency: A Critical Review. Energy Res. Soc. Sci. 2021, 71, 101828. [Google Scholar] [CrossRef]
- Huang, H.; Zhou, Y.; Huang, R.; Wu, H.; Sun, Y.; Huang, G.; Xu, T. Optimum Insulation Thicknesses and Energy Conservation of Building Thermal Insulation Materials in Chinese Zone of Humid Subtropical Climate. Sustain. Cities Soc. 2020, 52, 101840. [Google Scholar] [CrossRef]
- Schulte, M.; Lewandowski, I.; Pude, R.; Wagner, M. Comparative Life Cycle Assessment of Bio-based Insulation Materials: Environmental and Economic Performances. GCB Bioenergy 2021, 13, 979–998. [Google Scholar] [CrossRef]
- Raja, P.; Murugan, V.; Ravichandran, S.; Behera, L.; Mensah, R.A.; Mani, S.; Kasi, A.; Balasubramanian, K.B.N.; Sas, G.; Vahabi, H.; et al. A Review of Sustainable Bio-Based Insulation Materials for Energy-Efficient Buildings. Macromol. Mater. Eng. 2023, 308, 2300086. [Google Scholar] [CrossRef]
- Rahla, K.M.; Mateus, R.; Bragança, L. Selection Criteria for Building Materials and Components in Line with the Circular Economy Principles in the Built Environment—A Review of Current Trends. Infrastructures 2021, 6, 49. [Google Scholar] [CrossRef]
- Góra, M.; Bańkosz, M.; Tyliszczak, B. Use of Innovative Methods to Produce Highly Insulating Walls Using 3D-Printing Technology. Materials 2024, 17, 3990. [Google Scholar] [CrossRef] [PubMed]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed]
- Lau, W.W.Y.; Shiran, Y.; Bailey, R.M.; Cook, E.; Stuchtey, M.R.; Koskella, J.; Velis, C.A.; Godfrey, L.; Boucher, J.; Murphy, M.B.; et al. Evaluating Scenarios toward Zero Plastic Pollution. Science (1979) 2020, 369, 1455–1461. [Google Scholar] [CrossRef]
- Kumar, D.; Alam, M.; Zou, P.X.W.; Sanjayan, J.G.; Memon, R.A. Comparative Analysis of Building Insulation Material Properties and Performance. Renew. Sustain. Energy Rev. 2020, 131, 110038. [Google Scholar] [CrossRef]
- Pérez, M.; Carou, D.; Rubio, E.M.; Teti, R. Current Advances in Additive Manufacturing. Procedia CIRP 2020, 88, 439–444. [Google Scholar] [CrossRef]
- Delgado Camacho, D.; Clayton, P.; O’Brien, W.J.; Seepersad, C.; Juenger, M.; Ferron, R.; Salamone, S. Applications of Additive Manufacturing in the Construction Industry—A Forward-Looking Review. Autom. Constr. 2018, 89, 110–119. [Google Scholar] [CrossRef]
- Shanmugam, V.; Das, O.; Neisiany, R.E.; Babu, K.; Singh, S.; Hedenqvist, M.S.; Berto, F.; Ramakrishna, S. Polymer Recycling in Additive Manufacturing: An Opportunity for the Circular Economy. Mater. Circ. Econ. 2020, 2, 11. [Google Scholar] [CrossRef]
- Ganobjak, M.; Carstensen, J.V. Topology-Optimized Insulating Facebrick with Aerogel Filling. J. Phys. Conf. Ser. 2019, 1343, 012195. [Google Scholar] [CrossRef]
- Sarakinioti, V.; Konstantinou, T.; Turrin, M.; Tenpierik, M.; Loonen, R.C.G.M. Development and Prototyping of an Integrated 3D-Printed Façade for Thermal Regulation in Complex Geometries. J. Facade Des. Eng. 2018, 6, 29–40. [Google Scholar]
- EN ISO 9869-1:2014; Thermal Insulation—Building Elements—In Situ Measurement of Thermal Resistance and Thermal Transmittance. Part 1: Heat Flow Meter Method. International Organization for Standardization: Geneva, Switzerland, 2014.
- de Rubeis, T.; Ciccozzi, A.; Paoletti, D.; Ambrosini, D. 3D Printing for Energy Optimization of Building Envelope—Experimental Results. Heliyon 2024, 10, e31107. [Google Scholar] [CrossRef]
- de Rubeis, T. 3D-Printed Blocks: Thermal Performance Analysis and Opportunities for Insulating Materials. Sustainability 2022, 14, 1077. [Google Scholar] [CrossRef]
- de Rubeis, T.; Ciccozzi, A.; Giusti, L.; Ambrosini, D. On the Use of 3D Printing to Enhance the Thermal Performance of Building Envelope—A Review. J. Build. Eng. 2024, 95, 110284. [Google Scholar] [CrossRef]
- de Rubeis, T.; Ciccozzi, A.; Giusti, L.; Ambrosini, D. The 3D Printing Potential for Heat Flow Optimization: Influence of Block Geometries on Heat Transfer Processes. Sustainability 2022, 14, 15830. [Google Scholar] [CrossRef]
- Cuevas, K.; Strzałkowski, J.; Kim, J.-S.; Ehm, C.; Glotz, T.; Chougan, M.; Ghaffar, S.H.; Stephan, D.; Sikora, P. Towards Development of Sustainable Lightweight 3D Printed Wall Building Envelopes—Experimental and Numerical Studies. Case Stud. Constr. Mater. 2023, 18, e01945. [Google Scholar] [CrossRef]
- Mihalache, A.; Hriţuc, A.; Boca, M.; Oroian, B.; Condrea, I.; Botezatu, C.; Slătineanu, L. Thermal Insulation Capacity of a 3D Printed Material. Macromol. Symp. 2021, 396, 2000286. [Google Scholar] [CrossRef]
- Dey, D.; Panda, B. An Experimental Study of Thermal Performance of 3D Printed Concrete Slabs. Mater. Lett. 2023, 330, 133273. [Google Scholar] [CrossRef]
- Pessoa, S.; Guimarães, A.S.; Lucas, S.S.; Simões, N. 3D Printing in the Construction Industry—A Systematic Review of the Thermal Performance in Buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Kaszynka, M.; Olczyk, N.; Techman, M.; Skibicki, S.; Zielinski, A.; Filipowicz, K.; Wroblewski, T.; Hoffmann, M. Thermal-Humidity Parameters of 3D Printed Wall. IOP Conf. Ser. Mater. Sci. Eng. 2019, 471, 082018. [Google Scholar] [CrossRef]
- de Rubeis, T.; Ciccozzi, A.; Pasqualoni, G.; Paoletti, D.; Ambrosini, D. Thermal Optimization of 3D-Printed Block—Hot Box and Heat Flow Meter Experimental Analysis. In Proceedings of the 2023 8th International Conference on Smart and Sustainable Technologies (SpliTech), Split, Croatia, 20–23 June 2023; IEEE: Piscataway, NJ, USA, 2023; pp. 1–5. [Google Scholar]
- Chung, S.-Y.; Stephan, D.; Elrahman, M.A.; Han, T.-S. Effects of Anisotropic Voids on Thermal Properties of Insulating Media Investigated Using 3D Printed Samples. Constr. Build. Mater. 2016, 111, 529–542. [Google Scholar] [CrossRef]
- Sarakinioti, M.V.; Turrin, M.; Konstantinou, T.; Tenpierik, M.; Knaack, U. Developing an Integrated 3D-Printed Façade with Complex Geometries for Active Temperature Control. Mater. Today Commun. 2018, 15, 275–279. [Google Scholar] [CrossRef]
- Nemova, D.; Kotov, E.; Andreeva, D.; Khorobrov, S.; Olshevskiy, V.; Vasileva, I.; Zaborova, D.; Musorina, T. Experimental Study on the Thermal Performance of 3D-Printed Enclosing Structures. Energies 2022, 15, 4230. [Google Scholar] [CrossRef]
- Marais, H.; Christen, H.; Cho, S.; De Villiers, W.; Van Zijl, G. Computational Assessment of Thermal Performance of 3D Printed Concrete Wall Structures with Cavities. J. Build. Eng. 2021, 41, 102431. [Google Scholar] [CrossRef]
- Suntharalingam, T.; Upasiri, I.; Gatheeshgar, P.; Poologanathan, K.; Nagaratnam, B.; Santos, P.; Rajanayagam, H. Energy Performance of 3D-Printed Concrete Walls: A Numerical Study. Buildings 2021, 11, 432. [Google Scholar] [CrossRef]
- El-Mahdy, D.; Gabr, H.S.; Abdelmohsen, S. SaltBlock as a 3D Printed Sustainable Construction Material in Hot Arid Climates. J. Build. Eng. 2021, 43, 103134. [Google Scholar] [CrossRef]
- He, Y.; Zhang, Y.; Zhang, C.; Zhou, H. Energy-Saving Potential of 3D Printed Concrete Building with Integrated Living Wall. Energy Build. 2020, 222, 110110. [Google Scholar] [CrossRef]
- Song, J.; Cao, M.; Cai, L.; Zhou, Y.; Chen, J.; Liu, S.; Zhou, B.; Lu, Y.; Zhang, J.; Long, W.; et al. 3D Printed Polymeric Formwork for Lattice Cementitious Composites. J. Build. Eng. 2021, 43, 103074. [Google Scholar] [CrossRef]
- Cuevas, K.; Chougan, M.; Martin, F.; Ghaffar, S.H.; Stephan, D.; Sikora, P. 3D Printable Lightweight Cementitious Composites with Incorporated Waste Glass Aggregates and Expanded Microspheres—Rheological, Thermal and Mechanical Properties. J. Build. Eng. 2021, 44, 102718. [Google Scholar] [CrossRef]
- Małek, M.; Kluczyński, J.; Łasica, W.; Jackowski, M.; Szachogłuchowicz, I.; Łuszczek, J.; Torzewski, J.; Grzelak, K. Performance Properties of Cement–Glass Composite Bricks (CGCB) with Additively Manufactured (AM) Polymeric Scaffolding. Materials 2023, 16, 1909. [Google Scholar] [CrossRef] [PubMed]
- Ebrahimi, M.; Mohseni, M.; Aslani, A.; Zahedi, R. Investigation of Thermal Performance and Life-Cycle Assessment of a 3D Printed Building. Energy Build. 2022, 272, 112341. [Google Scholar] [CrossRef]
- Kam, D.; Layani, M.; BarkaiMinerbi, S.; Orbaum, D.; Abrahami BenHarush, S.; Shoseyov, O.; Magdassi, S. Additive Manufacturing of 3D Structures Composed of Wood Materials. Adv. Mater. Technol. 2019, 4, 1900158. [Google Scholar] [CrossRef]
- Zeng, C.; Liu, L.; Bian, W.; Leng, J.; Liu, Y. Compression Behavior and Energy Absorption of 3D Printed Continuous Fiber Reinforced Composite Honeycomb Structures with Shape Memory Effects. Addit. Manuf. 2021, 38, 101842. [Google Scholar] [CrossRef]
- Maier, M.; Salazar, B.; Unluer, C.; Taylor, H.K.; Ostertag, C.P. Thermal and Mechanical Performance of a Novel 3D Printed Macro-Encapsulation Method for Phase Change Materials. J. Build. Eng. 2021, 43, 103124. [Google Scholar] [CrossRef]
- Rahemipoor, S.; Hasany, M.; Mehrali, M.; Almdal, K.; Ranjbar, N.; Mehrali, M. Phase Change Materials Incorporation into 3D Printed Geopolymer Cement: A Sustainable Approach to Enhance the Comfort and Energy Efficiency of Buildings. J. Clean. Prod. 2023, 417, 138005. [Google Scholar] [CrossRef]
- Anwajler, B. The Thermal Properties of a Prototype Insulation with a Gyroid Structure—Optimization of the Structure of a Cellular Composite Made Using SLS Printing Technology. Materials 2022, 15, 1352. [Google Scholar] [CrossRef] [PubMed]
- Anwajler, B.; Szkudlarek, M. Właściwości Cieplne Materiałów o Strukturze TPMS Wykonanych w Technologii Druku Addytywnego SLS. Rynek Energii 2023, 1, 11–20. [Google Scholar]
- Anwajler, B.; Piwowar, A. Bioniczny Kompozyt Komórkowy o Właściwościach Izolacyjnych Wykonany w Technologii Addytywnej SLS. Izolacje 2023, 28, 116–123. [Google Scholar]
- Anwajler, B.; Zielińska, S.; Witek-Krowiak, A. Innovative Cellular Insulation Barrier on the Basis of Voronoi Tessellation—Influence of Internal Structure Optimization on Thermal Performance. Materials 2024, 17, 1578. [Google Scholar] [CrossRef]
- Anwajler, B.; Szołomicki, J.; Noszczyk, P.; Baryś, M. The Potential of 3D Printing in Thermal Insulating Composite Materials—Experimental Determination of the Impact of the Geometry on Thermal Resistance. Materials 2024, 17, 1202. [Google Scholar] [CrossRef]
- Piwowar, A.; Anwajler, B.; Szulc, P. Właściwości Cieplne Materiałów Izolacyjnych Wykonanych w Technologii Druku 3D—Wpływ Optymalizacji Struktury Opartej Na Modelu Piany Kelvina. Rynek Energii 2024, 1, 60–68. [Google Scholar]
- Nie, Z.; Lin, Y.; Tong, Q. Modeling Structures of Open Cell Foams. Comput. Mater. Sci. 2017, 131, 160–169. [Google Scholar] [CrossRef]
- Islam, S.; Bhat, G.; Sikdar, P. Thermal and Acoustic Performance Evaluation of 3D-Printable PLA Materials. J. Build. Eng. 2023, 67, 105979. [Google Scholar] [CrossRef]
- Kumar, P.; Topin, F.; Vicente, J. Determination of Effective Thermal Conductivity from Geometrical Properties: Application to Open Cell Foams. Int. J. Therm. Sci. 2014, 81, 13–28. [Google Scholar] [CrossRef]
- Brennan-Craddock, J.P.J.; Bingham, G.A.; Hague, R.J.M.W.R.D.; Wildman, R.D. Impact Absorbent Rapid Manufactured Structures (IARMS). Int. Solid Free Fabr. Symp. 2008, 4–6, 266–277. [Google Scholar]
- Norma Europejska EN ISO 6946:2007 ma status Polskiej Normy PN-EN ISO 6946:2008; Komponenty Budowlane i Elementy Budynku Opór Cieplny i Współczynnik Przenikania Ciepła Metoda Obliczania. Polski Komitet Normalizacyjny: Warsaw, Poland, 2008.
- PN-EN ISO 9229:2020-12; Izolacja Cieplna--Materiały, Wyroby i Systemy--Terminologia. SBD, Sektor Budownictwa i Konstrukcji Budowlanych, KT 211, Wyrobów do Izolacji Cieplnej w Budownictwie. LOCJA: Warsaw, Poland, 2020.
- PN-EN ISO 10456: 2009; Materiały i Wyroby Budowlane—Tabele Wartości Projektowych, Określanie Deklarowanych i Projektowych Wartości Cieplnych. Polski Komitet Normalizacyjny: Warsaw, Poland, 2009.
- Jezierski, W. Wpływ Parametrów Fizykalnych Elementów Stolarki Okiennej Na Współczynnik Przenikania Ciepła Okien. Izolacje 2018, 3, 38–42. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Object | 3DP Process Used | Optimization Strategy Used | Thermal Parameters Values | Reference | |
|---|---|---|---|---|---|
| Topology | Material | ||||
| 3D-printed walls, concrete walls | CP brick wall—concrete | ✓ | x | R1 = 5.04 m2 K/W, R2 = 5.74 m2 K/W, R3 = 5.45 m2 K/W; U1 = 0.2 W/m2 K, U2 = 0.17 W/m2 K, U3 = 0.18 W/m2 K | Kaszynka et al. [26] |
| 3D-printed blocks | FDM—PLA | ✓ | x | U1 = 1.43 W/m2 K, U2 = 1.25 W/m2 K, U3 = 1.22 W/m2 K | de Rubeis et al. [21] |
| 3D-printed blocks | FDM—PLA | ✓ | x | U1 = 1.22 W/m2 K, U2 = 0.65 W/m2 K U3 = 0.53 W/m2 K U4 = 0.66 W/m2 K | de Rubeis et al. [18]. |
| 3D-printed blocks | FDM—PLA | ✓ | x | U1a = 1.22 W/m2 K U1b = 1.13 W/m2 K, U2 = 1.18 W/m2 K, U3 = 1.08 W/m2 K | de Rubeis et al. [18] |
| 3D-printed blocks | FDM—PLA | ✓ | x | U1 = 2.19 W/m2 K, U2 = 1.24 W/m2 K, U3 = 0.69 W/m2 K | de Rubeis et al. [19] |
| 3D-printed blocks | FDM—PLA | ✓ | x | U1 = 1.22 W/m2 K, U2 = 1.13 W/m2 K | de Rubeis et al. [27] |
| 3D-printed insulation | FDM—ABS | x | ✓ | 0.12 ≤ λ ≤ 0.18 W/(m·K) | Chung et al. [28] |
| Adaptive facade panel | FDM—PLA, PETG | ✓ | x | 0.09 < λ < 0.1 W/(m·K) | Sarakinioti et al. [29] |
| 3D-printed tiles | FDM -PLA | ✓ | x | 36 ≤ Tsi ≤ 55 °C, 32 ≤ Tse ≤ 50 °C | Mihalache et al. [23] |
| 3D-printed enclosures | Concrete CP | ✓ | x | U = 1.18 W/m2 K | Nemova et al. [30] |
| 3D-printed walls with cavities | LWFC, HPC CP | ✓ | x | λ1 = 0.37 W/(m·K), λ2 = 1.1 W/(m·K) | Marais et al. [31] |
| 3D-printed walls | Concrete CP | ✓ | x | 0.59 ≤ U1 ≤ 0.83 W/m2 K 0.2 ≤ U2 ≤ 0.58 W/m2 K | Cuevas et al. [22] |
| 3D-printed concrete walls | EPLA CP | ✓ | x | 0.34 ≤ U ≤ 3.16 W/m2 K | Sutharalingam et al. [32] |
| 3D-printed salt blocks | Sand, EVA RC/DIW | ✓ | x | U = 0.94 W/m2 K | El-Mahdy et al. [33] |
| 3D-printed concrete walls | CP | ✓ | x | Qm = 3.94 W/m2 K | He et al. [34] |
| 3D CS-LCC | Polymer SLA | x | ✓ | 0.21 ≤ λ ≤ 0.33 W/(m·K) | Song et al. [35] |
| 3D-printed concrete samples | LWC CP | x | ✓ | 0.35 ≤ λ ≤ 0.74 W/m2 K 0.35 ≤ C ≤ 0.94 MJ/m3K | Cuevas et al. [36] |
| 3D-printed brick samples | PETG FFF | x | ✓ | 0.87 ≤ λ ≤ 0.99 W/(m·K); 0.61 ≤ α ≤ 0.69 μm2/s; 1.31 ≤ C ≤ 1.64 MJ/m3K | Malek et al. [37] |
| 3D-printed RMC concrete | Concrete with CSA, CP | x | ✓ | 9171.29 ≤ TSE ≤ 10,390.47 kWh; 5398.13 ≤ El ≤ 5419.5 kWh; 3036.42 ≤ DC≤ 4192.14 kWh; 609.58 ≤ DH ≤ 915.24 kWh | Ebrahimi et al. [38] |
| 3D-printed objects DIW Wood | DCW, binder Injection | x | ✓ | λ1 = 0.09 W/(m·K), λ2 = 0.05 W/(m·K) | Kam et al. [39] |
| 3D-printed CFRCHS | SMP FFF | x | ✓ | 0.27 ≤ EA ≤1.10 kJ; 2.2 ≤ SEA ≤ 14.00 kJ/kg | Zeng et al. [40] |
| 3D-printed polymer mesh embedded in cement-based matrix | ABS | x | ✓ | C = 57.55 J/g°C | Maier et al. [41] |
| MEPCM integrated with GPP for 3D printing | GPP | x | ✓ | 6.40 ≤ ΔH ≤ 24.74 J/g; 18.30 ≤ Tm ≤ 27.27 °C; 0.38 ≤ λ ≤ 0.84 W/mK | Rahemipoor et al. [42] |
| M | Me | Min | Max | SD | Sk | K | |
|---|---|---|---|---|---|---|---|
| U, (m2·K)/W | 1.47 | 1.55 | 1.04 | 1.87 | 0.25 | 0.33 | 1.09 |
| M | Me | Min | Max | SD | Sk | K | |
|---|---|---|---|---|---|---|---|
| U, (m2·K)/W | 0.59 | 0.55 | 0.14 | 1.15 | 0.34 | 0.44 | 1.13 |
| M | Me | Min | Max | SD | Sk | K | |
|---|---|---|---|---|---|---|---|
| U, (m2·K)/W | 0.19 | 0.20 | 0.14 | 0.24 | 0.02 | 0.56 | 0.62 |
| The Symbol That Identifies the Input Factors and Their Interactions | SS | df | MS | F | p | |
|---|---|---|---|---|---|---|
| U, (m2·K)/W | ||||||
| absolute term | 91.1426 | 1 | 91.1426 | 3463.097 | 0 | |
| m | 0.90322 | 3 | 0.30107 | 11.44 | 0.000 | |
| n | 0.90124 | 2 | 0.45062 | 17.122 | 0.000 | |
| m*n | 0.14499 | 6 | 0.02416 | 0.918 | 0.494 | |
| absolute term | 0.8685 | 33 | 0.02632 | |||
| The Symbol That Identifies the Input Factors and Their Interactions | SS | df | MS | F | p |
|---|---|---|---|---|---|
| U, (m2·K)/W | |||||
| absolute term | 20.6292 | 1 | 20.6292 | 556,028.9 | 0.000 |
| m | 0.03455 | 3 | 0.01152 | 310.4 | 0.000 |
| δ | 6.88062 | 4 | 1.72016 | 46,364.3 | 0.000 |
| m*δ | 0.02633 | 12 | 0.00219 | 59.1 | 0.000 |
| absolute term | 0.00148 | 40 | 0.00004 | ||
| The Symbol That Identifies the Input Factors and Their Interactions | SS | df | MS | F | p |
|---|---|---|---|---|---|
| U, (m2·K)/W | |||||
| absolute term | 1.127252 | 1 | 1.127252 | 41,534.62 | 0.000 |
| m | 0.003398 | 4 | 0.00085 | 31.3 | 0.000 |
| n | 0.010684 | 1 | 0.010684 | 393.67 | 0.000 |
| m*n | 0.002871 | 4 | 0.000718 | 26.45 | 0.000 |
| absolute term | 0.000543 | 20 | 0.000027 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anwajler, B.; Szulc, P. The Impact of 3D Printing Technology on the Improvement of External Wall Thermal Efficiency—An Experimental Study. J. Compos. Sci. 2024, 8, 389. https://doi.org/10.3390/jcs8100389
Anwajler B, Szulc P. The Impact of 3D Printing Technology on the Improvement of External Wall Thermal Efficiency—An Experimental Study. Journal of Composites Science. 2024; 8(10):389. https://doi.org/10.3390/jcs8100389
Chicago/Turabian StyleAnwajler, Beata, and Piotr Szulc. 2024. "The Impact of 3D Printing Technology on the Improvement of External Wall Thermal Efficiency—An Experimental Study" Journal of Composites Science 8, no. 10: 389. https://doi.org/10.3390/jcs8100389
APA StyleAnwajler, B., & Szulc, P. (2024). The Impact of 3D Printing Technology on the Improvement of External Wall Thermal Efficiency—An Experimental Study. Journal of Composites Science, 8(10), 389. https://doi.org/10.3390/jcs8100389