

Composite Panels from Wood Waste: A Detailed Review of Processes, Standards, and Applications
 , ,
, ,  ,
, 

Abstract
1. Introduction
2. Methodology
2.1. Network Visualisation of Previous Studies
2.2. Review Studies of Wood Waste Panels
- What are the available wood waste quality standards and requirements for these materials to be used in wood waste panels for construction?
- How much of an effect do the parameters within the manufacturing process, including pre-treatment methods, particle size and properties, wood waste percentage, pressing conditions, etc., have on the improvement of the physical and mechanical strength of the manufactured panels?
- How well do such manufactured boards commonly available in the construction industry meet the performance requirements specified by the standards?
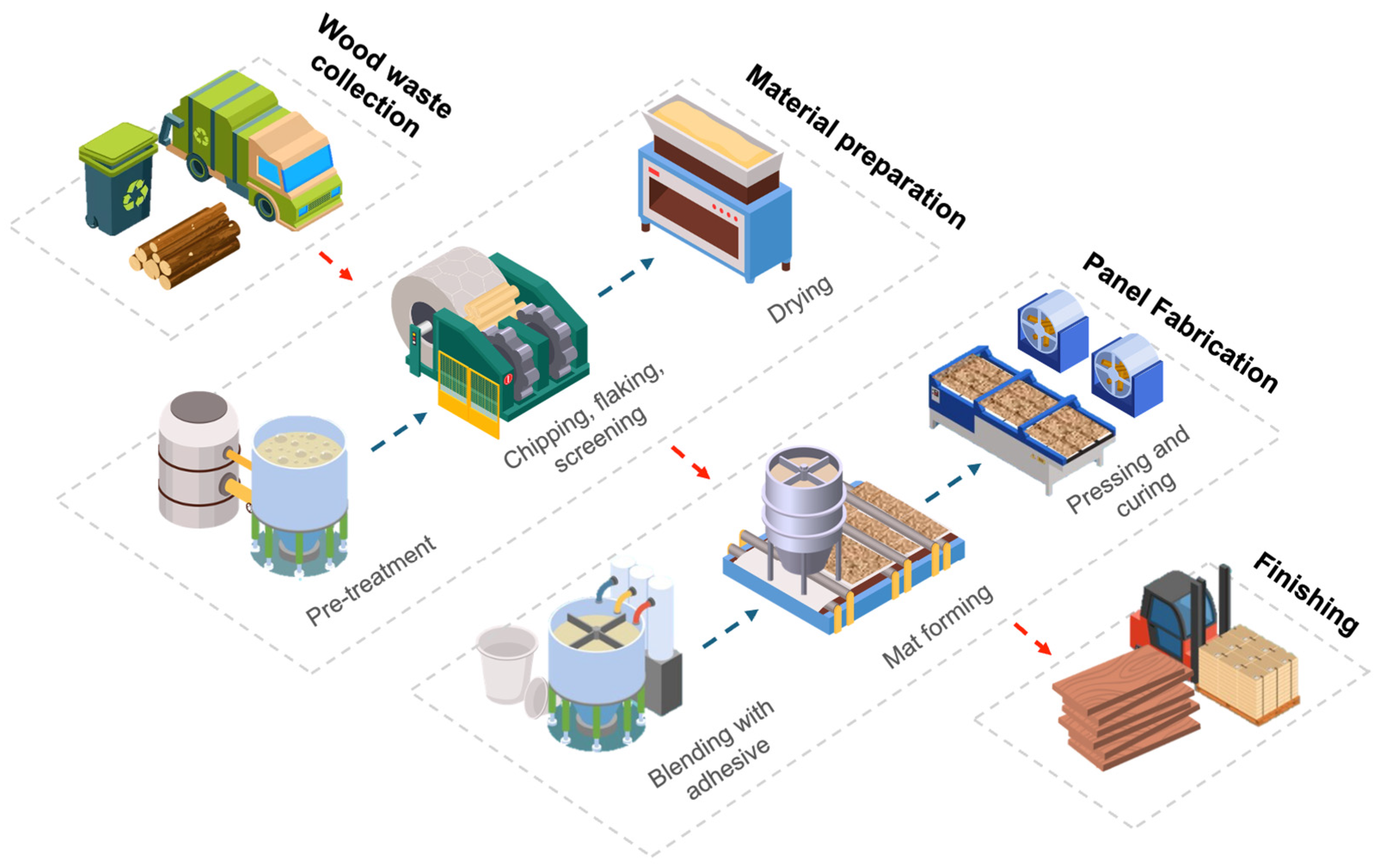
3. Manufacturing Process
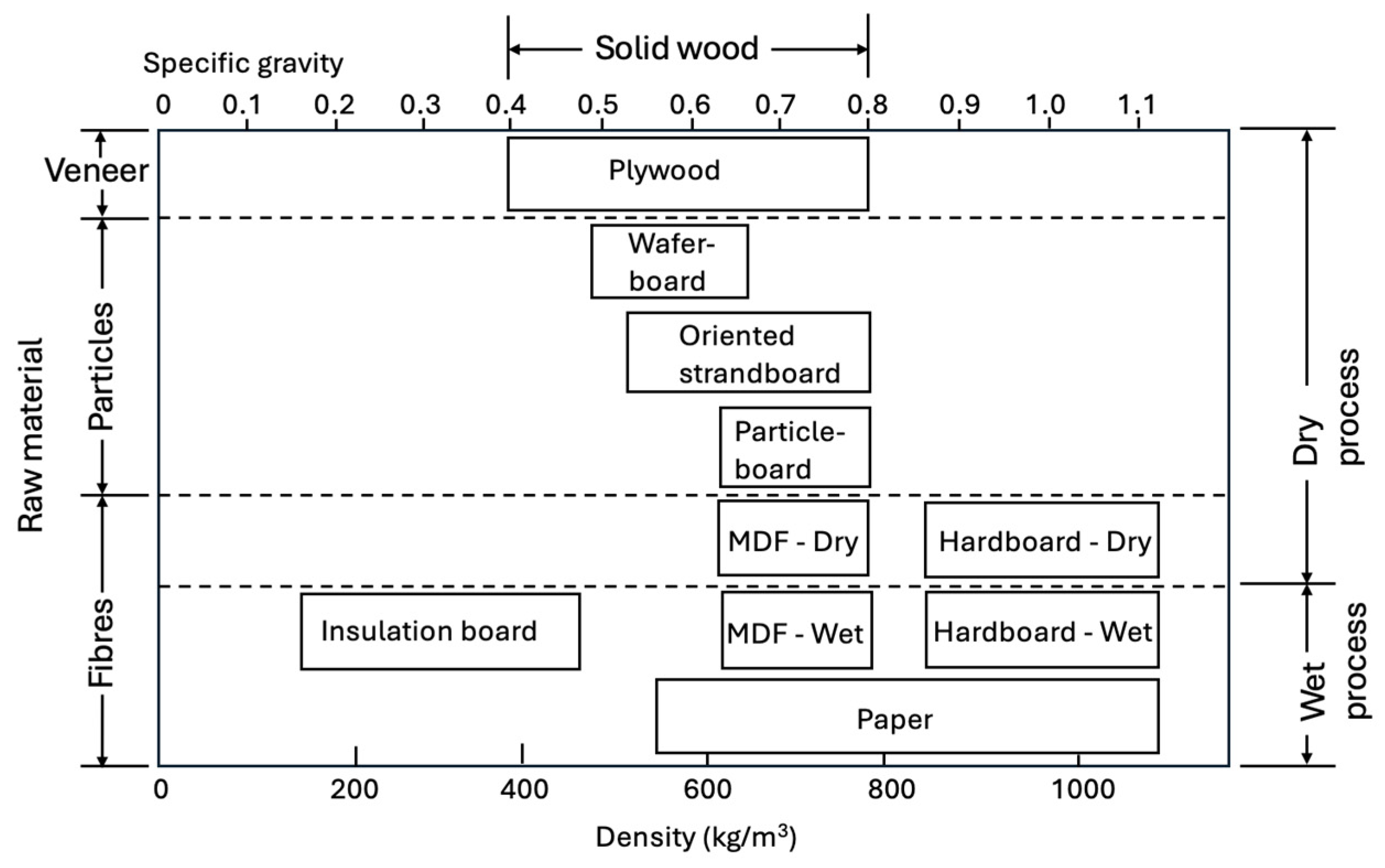
3.1. Wood Waste Classification

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Country | Wood Waste Category | Description | Examples | Applications | Other Adopted Countries |
|---|---|---|---|---|---|
| Germany [49] | A I | Untreated/mechanically treated | Cuttings and shavings from solid wood, pallets, and cable reels made from solid wood | Chips and shavings to produce wood-based materials, synthetic gas, and activated carbon products | Belgium, Denmark, and Poland |
| A II | Glued or painted wood (no halogen organic compounds or preservatives) | Pallets made from derived timber products and particleboard | |||
| A III | Wood containing halogen organic compounds | Particleboards and pallets with halogenated organic compounds | Used as material if varnish and coatings are removed | ||
| A IV | Contaminated wood | Railway sleepers, telephone masts, and hop poles | Energy use by combustion | ||
| UK [50] | Grade A | Visibly clean and chemically untreated | Solid softwood and hardwood, packaging waste, scrap pallets, and offcuts from sawn timber | Manufacture consumer products such as animal bedding, pellets, and as fuel | Finland, France, and the Netherlands |
| Grade B | Chemically treated, non-hazardous business waste | Building demolition materials and domestic furniture made from solid wood | Manufacture of panel board products | ||
| Grade C | Chemically treated, non-hazardous municipal waste | Municipal wood waste, furniture made from board products | Manufacture for panel board in controlled volumes | ||
| Grade D | Chemically treated hazardous waste | Agricultural fencing, telegraph poles, and railway sleepers | Licenced disposal |
3.2. Pre-Treatment Methods
3.2.1. Mechanical Treatment
3.2.2. Chemical Treatment
3.2.3. Hydrothermal Treatment
3.2.4. Combined Treatments
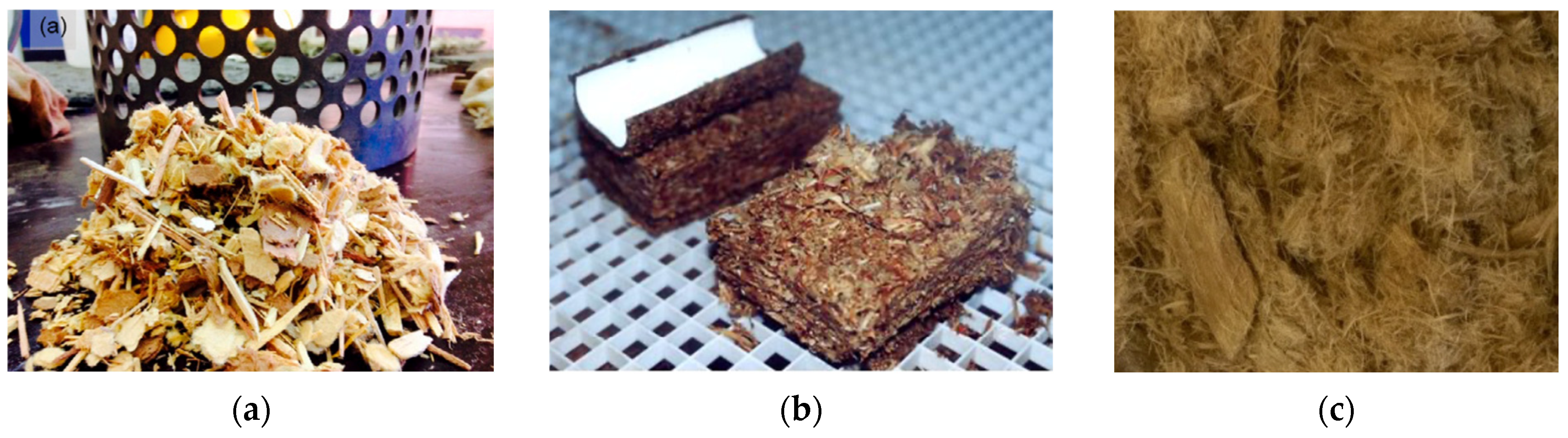
3.3. Chipping and Drying
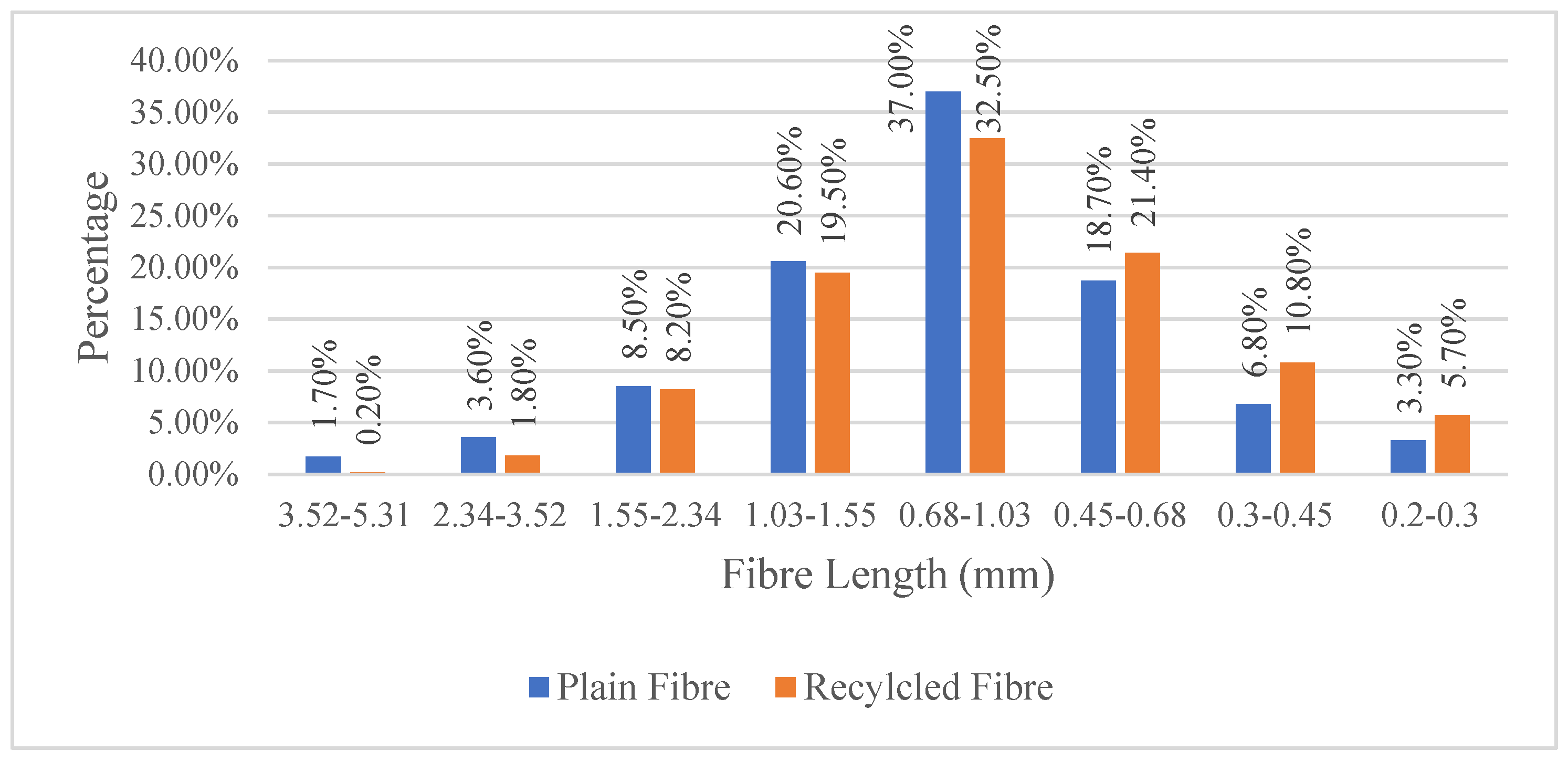
3.3.1. Particle Size Distribution of Wood Waste
3.3.2. Microscopic and Spectroscopic Analyses of Wood Waste Particles
3.4. Blending with Resin and Adhesives
3.5. Mat Forming and Pressing
4. Standards and Suitability Assessment of Manufactured Panels
4.1. Standards and Specifications of Wood-Based Panels from Wood Waste
4.2. Physical Properties
4.3. Mechanical Properties
4.4. Incorporation of Different Percentages of Wood Waste
- The MOR and MOE of particleboards made using a small percentage of wood waste have a slight improvement compared to the original boards, except for the study by Iždinský et al. [99]. This deviation can be explained by the source of wood waste for this study: recycled wood pallets, which the authors attribute to having a portion of deteriorated and polluted wood.
- The internal bonding (IB) of the particleboards is reduced with the increase in the wood waste % in the material mix, except for the study by Zamarian et al. [125], where the inclusion of wood waste improved the IB.
- All particleboards that completely replaced the natural wood particles with recycled wood have significantly lower mechanical properties than the boards without recycled wood, some having values lower than the requirements set by EN 312.
5. Repeated Recycling of Wood Waste Panels
5.1. Life Cycle Assessment (LCA) of Repeated Recycling
| Authors | Highlights | Environmental Impacts |
|---|---|---|
| Kim et al. [157] | Compared the carbon emission of recycling 1 ton of wood pellets with landfill disposal. |
|
| Kim and Song [158] | Compared the carbon emission from 1 ton of particleboard production and energy production between fresh wood and recycled wood. |
|
| Wang et al. [159] |
|
|
| Risse et al. [165] |
|
|
| Niu et al. [166] | Case study of reusing wood from a timber hall in Finland. |
|
| Liang et al. [160] | LCA on a wooden building in the northwestern U.S. and evaluation of the recycling and reuse scenario of mass timber and CLT panels in buildings. |
|
| Höglmeier et al. [156] | Estimated the overall environmental impact of wood cascade in Germany by combining the material flow model of current wood application and LCA. |
|
| Höglmeier et al. [21] | Conducted full LCA of 1 metric ton of cascading wood waste panel and primary wood panel. |
|
5.2. Impact on Physical and Mechanical Properties
6. Conclusions
- Lack of global standardization for wood waste: One prominent challenge in this field is the absence of a universally accepted global standard for defining the parameters that determine the suitability of wood waste for panel production. While European countries often refer to German or British guidelines for wood waste classification, there is a clear need for harmonizing global standards to ensure consistency and facilitate international trade and collaboration. In order to do so, it is necessary to consolidate the best practices of existing standards, identify the key parameters to be considered for each wood waste use, and define allowable limitations.
- Optimal wood waste percentage: The research suggests that incorporating a small percentage of wood waste in particleboard fabrication with conventional adhesives, typically within the range of 10–30%, can enhance the performance of the panels. This is a crucial finding for manufacturers seeking to balance sustainability with product quality. However, using 100% wood waste as the raw material results in a significant decline in physical and mechanical properties, rendering them unsuitable for structural applications.
- Hydroscopic and dimensional stability: Fibreboards and particleboards made from wood waste display improved hydroscopic properties and greater dimensional stability. These characteristics make them attractive for specific applications, especially when combined with controlled proportions of wood waste. Nonetheless, it is essential to acknowledge the trade-off with mechanical properties when considering these panels for commercial use.
- Repeated recycling potential: This study also underscores the potential for the repeated recycling of wood panels in a closed-loop process. The “cascading” approach of repeated recycling in wood panel production from wood waste offers promising environmental benefits, as highlighted by various life cycle assessment (LCA) studies, which reveal reductions in carbon emissions and resource use. However, the complex nature of recycling processes also entails challenges, such as increased chemical and energy usage. It is imperative that future research considers a broader range of environmental impacts and integrates economic and social aspects within the life cycle context. While repeated recycling enhances certain panel properties and lowers formaldehyde emissions, the recommendation is to maintain a controlled percentage of wood waste in the manufacturing process rather than relying on 100% recycled content to achieve superior results while adhering to quality standards. Balancing eco-friendliness with material performance remains a key driver for a more sustainable and resource-efficient future in the wood panel industry.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Irle, M.; Barbu, M.; Niemz, P.; Carvalho, L.; Martins, J.; Costa, C.; Muszyski, L.; Launey, M.; Sernek, M.; Dunky, M.; et al. Wood-Based Panels: An Introduction for Specialists; Brunel University Press: London, UK, 2010. [Google Scholar]
- Food and Agriculture Organisation. Forestry Production and Trade. 2021. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 13 July 2024).
- Youngquist, J.A. Wood-Based Composites and Panel Products. In Wood Handboook: Wood as an Engineering Material; Madison, W.I., Ed.; USDA Forest Service: Washington, DC, USA, 1999; pp. 10.1–10.31. [Google Scholar]
- Norhazaedawati, B.; SaifulAzry, S.O.A.; Lee, S.H.; Ilyas, R.A. 4—Wood-based panel industries. In Oil Palm Biomass for Composite Panels; Sapuan, S.M., Paridah, M.T., SaifulAzry, S.O.A., Lee, S.H., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 69–86. [Google Scholar]
- Rowell, R.M. 25—The use of biomass to produce bio-based composites and building materials. In Advances in Biorefineries; Waldron, K., Ed.; Woodhead Publishing: Cambridge, UK, 2014; pp. 803–818. [Google Scholar]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from agricultural biomass and recycled wood waste: A review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Hill, C.A.S.; Gkaraveli, A.; Ntalos, G.A. Bamboo chips (Bambusa vulgaris) as an alternative lignocellulosic raw material for particleboard manufacture. Holz Als Roh-Und Werkst. 2004, 62, 36–39. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Utilization of Agricultural Waste and Wood Industry Residues in The Production of Natural Fiber—Reinforced Composite Materials. Int. J.—Wood Des. Technol. 2018, 6, 64–71. [Google Scholar]
- Brito, F.M.S.; Bortoletto Júnior, G.; Paes, J.B.; Belini, U.L. Technological characterization of particleboards made with sugarcane bagasse and bamboo culm particles. Constr. Build. Mater. 2020, 262, 120501. [Google Scholar] [CrossRef]
- WeonHee, L.W.L.; SangJin, P.S.P. Studies on wood-based composite panel with waste tire—Properties of composite boards in relation to hot pressing conditions. Mokchae Konghak J. Korean Wood Sci. Technol. 1997, 25, 29–38. [Google Scholar]
- Rocco Lahr, F.; Silva, D.; Varanda, L.; Christoforo, A. Addition of impregnated paper residue to produce MDP wood panel: Example of solid waste recycling. Int. J. Mater. Eng. 2012, 2, 75. [Google Scholar] [CrossRef]
- Löschke, S.K.; Mai, J.; Proust, G.; Brambilla, A. Microtimber: The Development of a 3D Printed Composite Panel Made from Waste Wood and Recycled Plastics. In Digital Wood Design: Innovative Techniques of Representation in Architectural Design; Bianconi, F., Filippucci, M., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 827–848. [Google Scholar]
- von Boyneburgk, C.L.; Zarges, J.-C.; Kuhl, D.; Heim, H.-P. Mechanical Characterization and Simulation of Wood Textile Composites (WTC) supported by Digital Image Correlation (DIC). Compos. Part C Open Access 2023, 11, 100370. [Google Scholar] [CrossRef]
- Uusi-Tarkka, E.K.; Levanič, J.; Heräjärvi, H.; Kadi, N.; Skrifvars, M.; Haapala, A. All-Cellulose Composite Laminates Made from Wood-Based Textiles: Effects of Process Conditions and the Addition of TEMPO-Oxidized Nanocellulose. Polymers 2022, 14, 3959. [Google Scholar] [CrossRef]
- Directive 2008/98/EC; Directive (EU) 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives. The Publication Office for the European Union: Brussels, Belgium, 2008.
- Güner, Ö. Waste Wood-From Ordinary Waste to Valuable Bioresource. In Proceedings of the International Forest Products Congress 2018, Trabzon, Turkey, 26–29 September 2018; Orenko: Trabzon, Turkey, 2018. [Google Scholar]
- Siciliano, A.P.; Zhao, X.; Fedderwitz, R.; Ramakrishnan, K.; Dai, J.; Gong, A.; Zhu, J.Y.; Kośny, J.; Hu, L. Sustainable Wood-Waste-Based Thermal Insulation Foam for Building Energy Efficiency. Buildings 2023, 13, 840. [Google Scholar] [CrossRef]
- Daian, G.; Ozarska, B. Wood waste management practices and strategies to increase sustainability standards in the Australian wooden furniture manufacturing sector. J. Clean. Prod. 2009, 17, 1594–1602. [Google Scholar] [CrossRef]
- Omoniyi, T.; Amiandamhen, S.; Amoo, K. Generation and Potentials of Sawmill Wood Waste in Iwo, Osun State, Nigeria. In Proceedings of the 36th Annual Conference of the Forestry Association of Nigeria, Uyo, Nigeria, 4–9 November 2013; Forestry Assocaition of Nigeria: Uyo, Nigeria, 2013. [Google Scholar]
- Jahan, I.; Zhang, G.; Bhuiyan, M.; Navaratnam, S. Circular Economy of Construction and Demolition Wood Waste—A Theoretical Framework Approach. Sustainability 2022, 14, 10478. [Google Scholar] [CrossRef]
- Höglmeier, K.; Weber-Blaschke, G.; Richter, K. Utilization of recovered wood in cascades versus utilization of primary wood—A comparison with life cycle assessment using system expansion. Int. J. Life Cycle Assess. 2014, 19, 1755–1766. [Google Scholar] [CrossRef]
- ABARES. Australian Forest and Wood Products Statistics, March and June Quarters 2022. In ABARES Series Report; The Department of Agriculture, Fisheries and Forestry: Canberra, Australia, 2022. [Google Scholar]
- Höglmeier, K.; Weber-Blaschke, G.; Richter, K. Potentials for cascading of recovered wood from building deconstruction—A case study for south-east Germany. Resour. Conserv. Recycl. 2013, 78, 81–91. [Google Scholar] [CrossRef]
- Suominen, T.; Kunttu, J.; Jasinevičius, G.; Tuomasjukka, D.; Lindner, M. Trade-offs in sustainability impacts of introducing cascade use of wood. Scand. J. For. Res. 2017, 32, 588–597. [Google Scholar] [CrossRef]
- Sakaguchi, D.; Takano, A.; Hughes, M. The potential for cascading wood from demolished buildings: The condition of recovered wood through a case study in Finland. Int. Wood Prod. J. 2016, 7, 137–143. [Google Scholar] [CrossRef]
- Adhikari, S.; Ozarska, B. Minimizing environmental impacts of timber products through the production process “From Sawmill to Final Products”. Environ. Syst. Res. 2018, 7, 6. [Google Scholar] [CrossRef]
- Hossain, M.U.; Poon, C.S. Comparative LCA of wood waste management strategies generated from building construction activities. J. Clean. Prod. 2018, 177, 387–397. [Google Scholar] [CrossRef]
- Demirkir, C.; Çolakoğlu, G. Formaldehyde emission from particleboards manufactured with waste materials from plywood industry. Holz Als Roh-Und Werkst. 2007, 65, 483–484. [Google Scholar] [CrossRef]
- Mironov, V.A. The development of compositions and technologies of obtaining building materials based on wood waste. J. Min. Inst. 2005, 166, 228–230. [Google Scholar]
- Jayalath, A.; Navaratnam, S.; Gunawardena, T.; Mendis, P.; Aye, L. Airborne and impact sound performance of modern lightweight timber buildings in the Australian construction industry. Case Stud. Constr. Mater. 2021, 15, e00632. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V. Possibilities for Manufacturing Eco-Friendly Medium Density Fibreboards from Recycled Fibres—A Review. In Proceedings of the 30th International Conference on Wood Science and Technology, Zagreb, Croatia, 13–14 December 2019; Faculty of Forestry, University of Zagreb: Zagreb, Croatia, 2019. [Google Scholar]
- Nguyen, D.L.; Luedtke, J.; Nopens, M.; Krause, A. Production of wood-based panel from recycled wood resource: A literature review. Eur. J. Wood Wood Prod. 2023, 81, 557–570. [Google Scholar] [CrossRef]
- Gonçalves, D.; Bordado, J.M.; Marques, A.C.; Galhano Dos Santos, R. Non-Formaldehyde, Bio-Based Adhesives for Use in Wood-Based Panel Manufacturing Industry-A Review. Polymers 2021, 13, 4086. [Google Scholar] [CrossRef] [PubMed]
- Hussin, M.H.; Abd Latif, N.H.; Hamidon, T.S.; Idris, N.N.; Hashim, R.; Appaturi, J.N.; Brosse, N.; Ziegler-Devin, I.; Chrusiel, L.; Fatriasari, W.; et al. Latest advancements in high-performance bio-based wood adhesives: A critical review. J. Mater. Res. Technol. 2022, 21, 3909–3946. [Google Scholar] [CrossRef]
- Schild, A.; Cool, J.; Barbu, M.-C.; Smith, G.D. Feasibility of substituting core layer strands in randomly OSB with contaminated waste wood particles. Wood Mater. Sci. Eng. 2021, 16, 170–177. [Google Scholar] [CrossRef]
- Mirski, R.; Dziurka, D. The Utilization of Chips from Comminuted Wood Waste as a Substitute for Flakes in the Oriented Strand Board Core. For. Prod. J. 2011, 61, 473–477. [Google Scholar] [CrossRef]
- Irle, M.; Privat, F.; Couret, L.; Belloncle, C.; Déroubaix, G.; Bonnin, E.; Cathala, B. Advanced recycling of post-consumer solid wood and MDF. Wood Mater. Sci. Eng. 2019, 14, 19–23. [Google Scholar] [CrossRef]
- Ross, R.J.; Usda Forest Service, F.P.L. Wood Handbook: Wood as an Engineering Material; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Washington, DC, USA, 2010. [Google Scholar] [CrossRef]
- Kües, U.; Bohn, C.; Euring, M.; Müller, C.; Polle, A.; Kharazipour, A. Enzymatically Modified Wood in Panel Board Production. In Wood Production, Wood Technology, and Biotechnical Impacts; Kües, U., Ed.; Universitätsverlag Göttingen: Göttingen, Germany, 2007; pp. 433–468. [Google Scholar]
- Popescu, C.-M.; Jones, D.; Schalnat, J.; Segerholm, K.; Henriksson, M.; Westin, M. Structural characterization and mechanical properties of wet-processed fibreboard based on chemo-thermomechanical pulp, furanic resin and cellulose nanocrystals. Int. J. Biol. Macromol. 2020, 145, 586–593. [Google Scholar] [CrossRef]
- Forest & Wood Products Australia. Life Cycle and Environmental Products Declarations for Australian Wood Products: Full Report; FWPA: Victoria, Australia, 2019. [Google Scholar]
- Jones, D.; Brischke, C. (Eds.) Wood as bio-based building material. In Performance of Bio-Based Building Materials; Woodhead Publishing: Sawston, UK, 2017; pp. 21–96. [Google Scholar]
- Kharazipour, A.; Kües, U. Recycling of Wood Composites and Solid Wood Product. In Wood Production, Wood Technology, and Biotechnical Impacts; Kües, U., Ed.; Universitätsverlag Göttingen: Göttingen, Germany, 2007; pp. 509–533. [Google Scholar]
- Besserer, A.; Troilo, S.; Girods, P.; Rogaume, Y.; Brosse, N. Cascading Recycling of Wood Waste: A Review. Polymers 2021, 13, 1752. [Google Scholar] [CrossRef]
- ASTM-D5231-92; Standard Test Method for Determination of the Composition of Unprocessed Municipal Solid Waste. ASTM: West Conshohocken, PA, USA, 2016. [CrossRef]
- Environment Protection Authority, State of New South Wales. Waste Classification Guideline, Part 1: Classifying Waste. 2014. Available online: https://www.epa.nsw.gov.au/~/media/EPA/Corporate%20Site/resources/wasteregulation/140796-classify-waste.ashx (accessed on 29 November 2023).
- Department of Agriculture, Fisheries and Forestry. Waste Classifications in Australia. 2022. Available online: https://www.agriculture.gov.au/sites/default/files/documents/waste-classifications-comparisons.pdf (accessed on 29 November 2023).
- European Panel Federation. EPF Standard for Recycled Wood Use; Europoean Panel Federation Publications: Brussels, Belgium, 2018. [Google Scholar]
- Food and Agriculture Organization of the United States. Catalogue of Wood Waste Classifications in the UNECE Region; UNECE and FAO, Forestry and Timber Section: Geneva, Switzerland, 2022. [Google Scholar]
- Wood Recyclers’ Association. Waste Wood Assessment Guidance for the UK Waste Wood Industry. 2021. Available online: https://woodrecyclers.org/ (accessed on 13 July 2024).
- Faraca, G.; Boldrin, A.; Astrup, T. Resource quality of wood waste: The importance of physical and chemical impurities in wood waste for recycling. Waste Manag. 2019, 87, 135–147. [Google Scholar] [CrossRef]
- Azambuja, R.d.R.; de Castro, V.G.; Trianoski, R.; Iwakiri, S. Utilization of construction and demolition waste for particleboard production. J. Build. Eng. 2018, 20, 488–492. [Google Scholar] [CrossRef]
- Niemz, P.; Teischinger, A.; Sandberg, D. Springer Handbook of Wood Science and Technology; Springer Nature: Cham, Switzerland, 2023; p. 2094. [Google Scholar] [CrossRef]
- Policardi, F.; Thebault, M. The Buffer Effect of Different Wood Species and the Influence of Oak on Panel Composites Binders. Polymers 2020, 12, 1540. [Google Scholar] [CrossRef] [PubMed]
- Ihnát, V.; Lubke, H.; Russ, A.; Borůvka, V. Waste agglomerated wood materials as a secondary raw material for chipboards and fibreboards. Part I. Preparation and characterization of wood chips in terms of their reuse. Wood Res. 2017, 62, 45–56. [Google Scholar]
- Carvalho, L.; Magalhães, F.; João, F. Formaldehyde Emissions from Wood-Based Panels-Testing Methods and Industrial Perspectives. In Formaldehyde: Chemistry, Applications and Role in Polymerization; Chan, B.C., Feng, H.L., Eds.; Nova Science Publishers, Inc.: Hauppauge, NY, USA, 2012. [Google Scholar]
- Mantanis, G.; Athanassiadou, E.; Nakos, P.; Coutinho, C. A New Process for Recycling Waste Fiberboards. In Proceedings of the 38th Intenational Wood Composite Materials Symposium, Washington, DC, USA, 5–8 April 2004; Washington State University: Washington, DC, USA, 2004. [Google Scholar]
- Andrade, P.I.; Araújo, S.d.O.; Neiva, D.M.; Vital, B.R.; Carneiro, A.d.C.O.; Gominho, J.; Pereira, H. Strength properties and dimensional stability of particleboards with different proportions of thermally treated recycled pine particles. Holzforschung 2016, 70, 467–474. [Google Scholar] [CrossRef]
- Roffael, E.; Athanassiadou, E.; Mantanis, G. Recycling of Particle-and Fibreboards Using the Extruder Technique. In Proceedings of the 2nd Conference of Umweltschutz in der Holzwerkstoffindustrie, Göttingen, Germany, 21–22 March 2002; Universitätsverlag Göttingen: Göttingen, Germany, 2002. [Google Scholar]
- Nukala, S.G.; Kong, I.; Kakarla, A.B.; Tshai, K.Y.; Kong, W. Preparation and Characterisation of Wood Polymer Composites Using Sustainable Raw Materials. Polymers 2022, 14, 3183. [Google Scholar] [CrossRef]
- Wan, H.; Wang, X.-M.; Barry, A.; Shen, J. Recycling Wood Composite Panels: Characterizing Recycled Materials. BioResources 2014, 9, 7554. [Google Scholar] [CrossRef]
- Van den Bossche, G.; Vangeel, T.; Van Aelst, K.; Arts, W.; Trullemans, L.; Navare, K.; Van den Bosch, S.; Van Acker, K.; Sels, B.F. Reductive Catalytic Fractionation: From Waste Wood to Functional Phenolic Oligomers for Attractive, Value-Added Applications. In Lignin Utilization Strategies: From Processing to Applications; American Chemical Society: Washington, DC, USA, 2021; pp. 37–60. [Google Scholar]
- Sandberg, D.; Haller, P.; Navi, P. Thermo-hydro and thermo-hydro-mechanical wood processing: An opportunity for future environmentally friendly wood products. Wood Mater. Sci. Eng. 2013, 8, 64–88. [Google Scholar] [CrossRef]
- Ali, M.R.; Abdullah, U.H.; Ashaari, Z.; Hamid, N.H.; Hua, L.S. Hydrothermal Modification of Wood: A Review. Polymers 2021, 13, 2612. [Google Scholar] [CrossRef]
- Troilo, S.; Besserer, A.; Rose, C.; Saker, S.; Soufflet, L.; Brosse, N. Urea-Formaldehyde Resin Removal in Medium-Density Fiberboards by Steam Explosion: Developing Nondestructive Analytical Tools. ACS Sustain. Chem. Eng. 2023, 11, 3603–3610. [Google Scholar] [CrossRef]
- Pelaez-Samaniego, M.R.; Yadama, V.; Lowell, E.; Espinoza-Herrera, R. A review of wood thermal pretreatments to improve wood composite properties. Wood Sci. Technol. 2013, 47, 1285–1319. [Google Scholar] [CrossRef]
- Roffael, E.; Hüster, H.G. Complex chemical interactions on thermo hydrolytic degradation of urea formaldehyde resins (UF-resins) in recycling UF-bonded boards. Eur. J. Wood Wood Prod. 2012, 70, 401–405. [Google Scholar] [CrossRef]
- Hüster, H.G. Beiträge Zum Recycling von Harnstofformaldehydharzgebundenen Holzspanplatten unter Besonderer Berücksichtigung des Einsatzes von Tanninen; Berichte aus der Holz-und Forstwirtschaft; Shaker: Aachen, Germany, 2000. [Google Scholar]
- Lubis, M.A.; Yadav, S.; Laksana, R.; Fatriasari, W.; Ismayati, M.; Falah, F.; Solihat, N.; Sari, F.; Hidayat, W. The Removal of Cured Urea-Formaldehyde Adhesive Towards Sustainable Medium Density Fiberboard Production: A Review. J. Sylva Lestari 2021, 9, 23–44. [Google Scholar] [CrossRef]
- Nuryawan, A.; Rahmawaty; Tambun, K.D.S.; Risnasari, I.; Masruchin, N. Hydrolysis of particleboard bonded with urea-formaldehyde resin for recycling. Heliyon 2020, 6, e03936. [Google Scholar] [CrossRef] [PubMed]
- Bütün Buschalsky, F.Y.; Mai, C. Repeated thermo-hydrolytic disintegration of medium density fibreboards (MDF) for the production of new MDF. Eur. J. Wood Wood Prod. 2021, 79, 1451–1459. [Google Scholar] [CrossRef]
- Gibier, M.; Sadeghisadeghabad, M.; Girods, P.; Zoulalian, A.; Rogaume, Y. Furniture wood waste depollution through hydrolysis under pressurized water steam: Experimental work and kinetic modelization. J. Hazard. Mater. 2022, 436, 129126. [Google Scholar] [CrossRef]
- Dafni, F.; Karastergiou, S.; Papadopoulos, A.N. Cold Water Immersion Pretreatment of Post-Consuming Particleboards for Wood Chips Recovery by the Hydromechanical Process. J. Compos. Sci. 2022, 6, 105. [Google Scholar] [CrossRef]
- Zamarian, E.; Iwakiri, S.; Trianoski, R.; Camargo de Albuquerque, C. Discarded Furniture Panels with Different Densities and Resin Contents. Floresta Ambiente 2020, 27, e20171078. [Google Scholar] [CrossRef]
- Hagel, S.; Joy, J.; Cicala, G.; Saake, B. Recycling of Waste MDF by Steam Refining: Evaluation of Fiber and Paper Strength Properties. Waste Biomass Valorization 2021, 12, 5701–5713. [Google Scholar] [CrossRef]
- Fu, Q.; Wang, X.-M.; Cloutier, A.; Roussière, F. Chemical characteristics of thermo-hydrolytically recycled particles. BioResources 2020, 15, 3774–3786. [Google Scholar] [CrossRef]
- Lykidis, C.; Grigoriou, A. Quality characteristics of hydrothermally recycled particleboards using various wood recovery parameters. Int. Wood Prod. J. 2011, 2, 38–43. [Google Scholar] [CrossRef]
- Hagel, S.; Saake, B. Fractionation of Waste MDF by Steam Refining. Molecules 2020, 25, 2165. [Google Scholar] [CrossRef]
- Moezzipour, B.; Ahmadi, M.; Abdolkhani, A.; Doosthoseini, K. Chemical changes of wood fibers after hydrothermal recycling of MDF wastes. J. Indian Acad. Wood Sci. 2017, 14, 133–138. [Google Scholar] [CrossRef]
- Lubke, H.; Ihnát, V.; Kuňa, V.; Balberčák, J. A multi-stage cascade use of wood composite boards. Wood Res. 2020, 65, 843–854. [Google Scholar] [CrossRef]
- Zeng, Q.; Lu, Q.; Zhou, Y.; Chen, N.; Rao, J.; Fan, M. Circular development of recycled natural fibers from medium density fiberboard wastes. J. Clean. Prod. 2018, 202, 456–464. [Google Scholar] [CrossRef]
- Michanickl, A.; Boehme, C. Process for Recovering Chips and Fibers from Residues of Timber-Derived Materials, Old Pieces of Furniture, Production Residues, Waste and Other Timber-Containing Materials (Canada Patent No. CA2162894A1); Canadian Intellectual Property Office: Québec, QC, Canada, 2003. [Google Scholar]
- Girods, P.; Dufour, A.; Rogaume, Y.; Rogaume, C.; Zoulalian, A. Pyrolysis of wood waste containing urea-formaldehyde and melamine-formaldehyde resins. J. Anal. Appl. Pyrolysis 2008, 81, 113–120. [Google Scholar] [CrossRef]
- Han, T.U.; Kim, Y.-M.; Watanabe, C.; Teramae, N.; Park, Y.-K.; Kim, S.; Lee, Y. Analytical pyrolysis properties of waste medium-density fiberboard and particle board. J. Ind. Eng. Chem. 2015, 32, 345–352. [Google Scholar] [CrossRef]
- Zhang, Y.; He, Z.; Xue, L.; Chu, D.; Mu, J. Influence of a urea–formaldehyde resin adhesive on pyrolysis characteristics and volatiles emission of poplar particleboard. RSC Adv. 2016, 6, 12850–12861. [Google Scholar] [CrossRef]
- Moezzipour, B.; Abdolkhani, A.; Doost-hoseini, K.; Ahmad Ramazani, S.A.; Tarmian, A. Practical properties and formaldehyde emission of medium density fiberboards (MDFs) recycled by electrical method. Eur. J. Wood Wood Prod. 2018, 76, 1287–1294. [Google Scholar] [CrossRef]
- Shi, L.; Hu, C.; Zhang, W.; Lin, X. Effect of hot-pressing and hydrothermal parameters on recycled wood particles and particleboards. Wood Mater. Sci. Eng. 2023, 18, 1741–1748. [Google Scholar] [CrossRef]
- Laskowska, A.; Mamiński, M. Properties of particleboard produced from post-industrial UF- and PF-bonded plywood. Eur. J. Wood Wood Prod. 2018, 76, 427–435. [Google Scholar] [CrossRef]
- Hashim, R.; Saari, N.; Sulaiman, O.; Sugimoto, T.; Hiziroglu, S.; Sato, M.; Tanaka, R. Effect of particle geometry on the properties of binderless particleboard manufactured from oil palm trunk. Mater. Des. 2010, 31, 4251–4257. [Google Scholar] [CrossRef]
- Niemz, P.; Sandberg, D. Critical wood-particle properties in the production of particleboard. Wood Mater. Sci. Eng. 2022, 17, 386–387. [Google Scholar] [CrossRef]
- Juliana, A.H.; Paridah, M.T.; Rahim, S.; Nor Azowa, I.; Anwar, U.M.K. Properties of particleboard made from kenaf (Hibiscus cannabinus L.) as function of particle geometry. Mater. Des. 2012, 34, 406–411. [Google Scholar] [CrossRef]
- Astari, L.; Prasetiyo, K.W.; Suryanegara, L. Properties of Particleboard Made from Wood Waste with Various Size. IOP Conf. Ser. Earth Environ. Sci. 2018, 166, 012004. [Google Scholar] [CrossRef]
- Mirski, R.; Dukarska, D.; Derkowski, A.; Czarnecki, R.; Dziurka, D. By-products of sawmill industry as raw materials for manufacture of chip-sawdust boards. J. Build. Eng. 2020, 32, 101460. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Hong, M.-K.; Park, B.-D.; Lee, S.-M. Effects of recycled fiber content on the properties of medium density fiberboard. Eur. J. Wood Wood Prod. 2018, 76, 1515–1526. [Google Scholar] [CrossRef]
- Nasyrov, I.A.; Mavrin, G.V.; Fazullin, D.D.; Shaikhiev, I.G. Investigation of the influence of ultrasonic treatment on the sorption properties of the pyrolysis product of wood waste. J. Phys. Conf. Ser. 2019, 1347, 012080. [Google Scholar] [CrossRef]
- Kuo, M.L.; Mcclelland, J.F.; Luo, S.; Chien, P.L.; Hse, C.Y. Applications of infrared photo-acoustic spectroscopy for wood samples. Wood Fiber Sci. 1988, 20, 132–145. [Google Scholar]
- Günter, M.; Schöpper, C.; Hubert, V.; Kharazipour, A.; Polle, A. FTIR-ATR spectroscopic analyses of changes in wood properties during particleand fibreboard production of hardand softwood trees. BioResources 2009, 4, 49–71. [Google Scholar] [CrossRef]
- Esteves, B.; Marques, A.; Domingos, I.; Pereira, H. Chemical changes of heat treated pine and eucalypt wood monitored by FTIR. Maderas. Cienc. Tecnol. 2013, 15, 245–258. [Google Scholar] [CrossRef]
- Iždinský, J.; Reinprecht, L.; Vidholdová, Z. Particleboards from Recycled Pallets. Forests 2021, 12, 1597. [Google Scholar] [CrossRef]
- Conner, A.H. Wood: Adhesives. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Oxford, UK, 2001; pp. 9583–9599. [Google Scholar]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef] [PubMed]
- Czarnecki, R.; Dziurka, D.; Łęcka, J. The use of recycled boards as the substitute for particles in the centre layer of particleboards. Electron. J. Pol. Agric. Univ. 2003, 6, 1. [Google Scholar]
- Moore, G.R.; Kline, D.E.; Blankenhorn, P.R. Impregnation of Wood With a High Viscosity Epoxy Resin. Wood Fiber Sci. 2007, 15, 223–234. [Google Scholar]
- Yang, T.-H.; Lin, C.-J.; Wang, S.-Y.; Tsai, M.-J. Characteristics of particleboard made from recycled wood-waste chips impregnated with phenol formaldehyde resin. Build. Environ. 2007, 42, 189–195. [Google Scholar] [CrossRef]
- Li, X.; Cai, Z.; Winandy, J.E.; Basta, A.H. Selected properties of particleboard panels manufactured from rice straws of different geometries. Bioresour. Technol. 2010, 101, 4662–4666. [Google Scholar] [CrossRef] [PubMed]
- Arabi, M.; Faezipour, M.; Layeghi, M.; Enayati, A.A. Interaction analysis between slenderness ratio and resin content on mechanical properties of particleboard. J. For. Res. 2011, 22, 461–464. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. The Influence of Multiple Mechanical Recycling of Particleboards on Their Selected Mechanical and Physical Properties. Materials 2022, 15, 8487. [Google Scholar] [CrossRef]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- Stoeckel, F.; Konnerth, J.; Gindl-Altmutter, W. Mechanical properties of adhesives for bonding wood—A review. Int. J. Adhes. Adhes. 2013, 45, 32–41. [Google Scholar] [CrossRef]
- Tran, A.; Mayr, M.; Konnerth, J.; Gindl-Altmutter, W. Adhesive strength and micromechanics of wood bonded at low temperature. Int. J. Adhes. Adhes. 2020, 103, 102697. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Sustainable Bio-Based Adhesives for Eco-Friendly Wood Composites A Review. Wood Res. 2020, 65, 51–62. [Google Scholar] [CrossRef]
- Papadopoulos, A.; Hill, C.; Traboulay, E.; Hague, J. Isocyanate resins for particleboard: PMDI vs. EMDI. Holz Als Roh-Und Werkst. 2002, 60, 81–83. [Google Scholar] [CrossRef]
- Papadopoulos, A. Property comparisons and bonding efficiency of UF and PMDI bonded particleboards as affected by key process variables. BioResources 2006, 1, 201–208. [Google Scholar] [CrossRef]
- Tan, R. The Use of p-MDI Resin in MDF Manufacture; University of British Columbia Library: Vancouver, BC, Canada, 2012. [Google Scholar]
- Arias, A.; González-Rodríguez, S.; Vetroni Barros, M.; Salvador, R.; de Francisco, A.C.; Moro Piekarski, C.; Moreira, M.T. Recent developments in bio-based adhesives from renewable natural resources. J. Clean. Prod. 2021, 314, 127892. [Google Scholar] [CrossRef]
- Lei, H.; Pizzi, A.; Du, G. Environmentally friendly mixed tannin/lignin wood resins. J. Appl. Polym. Sci. 2008, 107, 203–209. [Google Scholar] [CrossRef]
- Mili, M.; Hashmi, S.A.R.; Ather, M.; Hada, V.; Markandeya, N.; Kamble, S.; Mohapatra, M.; Rathore, S.K.S.; Srivastava, A.K.; Verma, S. Novel lignin as a natural-biodegradable binder for various sectors—A review. J. Appl. Polym. Sci. 2021, 139, 51951. [Google Scholar] [CrossRef]
- Frihart, C. 9 Wood Adhesion and Adhesives. In Handbook of Wood Chemistry and Wood Composites; Springer Nature: Cham, Switzerland, 2012. [Google Scholar] [CrossRef]
- Viana de Souza, M.; Silva, S.; Cazella, P.; Reis Rodrigues, F.; Bonfim, K.; Sanches, A.; De Araujo, V.; Santos, H.; Pinto, E.; Christoforo, A.; et al. Particleboards manufactured from Tectona grandis wood waste with homogeneous and three-layer heterogeneous compositions for commercial purposes. Bioresources 2022, 17, 5011–5020. [Google Scholar] [CrossRef]
- Albuquerque, C.E.; Iwakiri, S. Interações de variáveis no ciclo de prensagem de aglomerados. In Saarbrücken: Novas Edições Acadêmicas; Universidade Do Porto: Porto, Portugal, 2016; p. 150. [Google Scholar]
- Thoemen, H.; Humphrey, P. Modeling the physical processes relevant during hot pressing of wood-based composites. Part I. Heat and mass transfer. Holz Als Roh-Und Werkst. 2005, 64, 1–10. [Google Scholar] [CrossRef]
- Suleiman, B.; Larfeldt, J.; Leckner, B.; Gustavsson, M. Thermal Conductivity and Diffusivity of Wood. Wood Sci. Technol. 1999, 33, 465–473. [Google Scholar] [CrossRef]
- Iwakiri, S.; Trianoski, R.; Rosa, T.; Sousa, L.; Costa, S. Effects of Temperature and Pressure time in the manufacture of particleboards. Floresta 2019, 49, 383–390. [Google Scholar] [CrossRef]
- Fehrmann, J.; Belleville, B.; Ozarska, B.; Gutowski, V.; Wilson, D. Influence of particle granulometry and panel composition on the physico-mechanical properties of ultra-low-density hemp hurd particleboard. Polym. Compos. 2023, 44, 7363–7383. [Google Scholar] [CrossRef]
- Zamarian, E.H.C.; Iwakiri, S.; Trianoski, R.; Albuquerque, C.E.C.d. Production of Particleboard from Discarded Furniture. Rev. Árvore 2017, 41, e410407. [Google Scholar]
- Azambuja, R.R.; Castro, V.; Trianoski, R.; Iwakiri, S. Recycling wood waste from construction and demolition to produce particleboards. Maderas. Cienc. Tecnol. 2018, 20, 681–690. [Google Scholar] [CrossRef]
- Lykidis, C.; Grigoriou, A. Hydrothermal recycling of waste and performance of the recycled wooden particleboards. Waste Manag. 2008, 28, 57–63. [Google Scholar] [CrossRef] [PubMed]
- Lubis, M.A.R.; Hong, M.-K.; Park, B.-D. Hydrolytic Removal of Cured Urea–Formaldehyde Resins in Medium-Density Fiberboard for Recycling. J. Wood Chem. Technol. 2018, 38, 1–14. [Google Scholar] [CrossRef]
- Roffael, E.; Behn, C.; Schneider, T.; Krug, D. Bonding of recycled fibres with urea-formaldehyde resins. Int. Wood Prod. J. 2016, 7, 36–45. [Google Scholar] [CrossRef]
- Hong, M.-K.; Lubis, M.A.R.; Park, B.-D.; Sohn, C.H.; Roh, J. Effects of surface laminate type and recycled fiber content on properties of three-layer medium density fiberboard. Wood Mater. Sci. Eng. 2018, 15, 163–171. [Google Scholar] [CrossRef]
- Stark, N.; Cai, Z.; Carll, C. Wood-Based Composite Materials-Panel Products, Glued-Laminated Timber, Structural Composite Lumber, and Wood-Nonwood Composite Material. In Wood Handbook: Wood as an Engineering Material; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Washington, DC, USA, 2010. [Google Scholar]
- EN 312. 2003; European Standard. Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2003.
- EN 316. 2009; European Standards. Wood Fibre Boards. European Committee for Standardization: Brussels, Belgium, 2009.
- EN 622. 2009; European Standards. Fibreboards Specifications. European Committee for Standardization: Brussels, Belgium, 2009.
- ISO 16895:2016; International Organization for Standardization. Wood-Based Panels: Dry-Process Fibreboard. International Organization for Standardization: Geneva, Switzerland, 2016.
- ISO 16893:2016; International Organization for Standardization. Wood-Based Panels: Particleboard. International Organization for Standardization: Geneva, Switzerland, 2016.
- AS/NZS 1859; Standards Australia & Standards New Zealand. Reconstituted Wood-Based Panels—Specifications. Standards Australia: Sydney, Australia, 2014.
- AS/NZS 4266; Standards Australia & Standards New Zealand. Reconstituted Wood-Based Panels—Methods of Testing Base Panels. Standards Australia: Sydney, Australia, 2017.
- JIS A 5908: 2022; Particleboards. Japanese Standards Association: Tokyo, Japan, 2022.
- JIS A 5905: 2014; Fibreboards. Japanese Standards Association: Tokyo, Japan, 2014.
- EN 323. 1993; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 322. 1993; Wood-Based Panels—Determination of Moisture Content. European Committee for Standardization: Brussels, Belgium, 1993.
- Sala, C.M.; Robles, E.; Kowaluk, G. Influence of Adding Offcuts and Trims with a Recycling Approach on the Properties of High-Density Fibrous Composites. Polymers 2020, 12, 1327. [Google Scholar] [CrossRef]
- EN 310. 2002; Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 2002.
- EN 319. 1993; Particleboards and fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1993.
- Kulman, S.; Pinchevska, O.; Sedliacik, J. Durability of Wood-Based Panels Predicted using Bending Strength Results from Accelerated Treatments. Acta Fac. Xylologiae Zvolen Publica Slovaca 2017, 59, 41–52. [Google Scholar] [CrossRef]
- Nilsson, J.; Johansson, J. Bending and Creep Deformation of a Wood-Based Lightweight Panel: An Experimental Study; Morrell, J., Sinha, A., Eds.; Wood and Fiber Science; Society of Wood Science and Technology: Monona, WI, USA, 2019. [Google Scholar]
- Sekino, N.; Korai, H. The evaluation of long-term mechanical properties of wood-based panels by indoor exposure tests. J. Wood Sci. 2018, 64, 377–389. [Google Scholar] [CrossRef]
- UNECE. Forest Products Annual Market Review; United Nations Publications: New York, NY, USA, 2022. [Google Scholar]
- Ajani, J. The global wood market, wood resource productivity and price trends: An examination with special attention to China. Environ. Conserv. 2011, 38, 53–63. [Google Scholar] [CrossRef]
- European Comission. CASCADES ‘Study on the Optimised Cascading Use of Wood’ Executive Summary; Vis, M., Mantau, U., Allen, B., Eds.; Publications Office of the European Union: Brussels, Belgium, 2016. [Google Scholar]
- Thonemann, N.; Schumann, M. Environmental impacts of wood-based products under consideration of cascade utilization: A systematic literature review. J. Clean. Prod. 2018, 172, 4181–4188. [Google Scholar] [CrossRef]
- European Commission. A New Circular Economy Action Plan for a Cleaner and More Competitive Europe; Publications Office of the European Union: Brussels, Belgium, 2020. [Google Scholar]
- Khan, M.M.H.; Deviatkin, I.; Havukainen, J.; Horttanainen, M. Environmental impacts of wooden, plastic, and wood-polymer composite pallet: A life cycle assessment approach. Int. J. Life Cycle Assess. 2021, 26, 1607–1622. [Google Scholar] [CrossRef]
- Lanfredi, M.; Coluzzi, R.; Imbrenda, V.; Nosova, B.; Giacalone, M.; Turco, R.; Prokopovà, M.; Salvati, L. In-between Environmental Sustainability and Economic Viability: An Analysis of the State, Regulations, and Future of Italian Forestry Sector. Land 2023, 12, 1001. [Google Scholar] [CrossRef]
- Höglmeier, K.; Steubing, B.; Weber-Blaschke, G.; Richter, K. LCA-based optimization of wood utilization under special consideration of a cascading use of wood. J. Environ. Manag. 2015, 152, 158–170. [Google Scholar] [CrossRef]
- Kim, M.H.; Jeong, I.T.; Park, S.B.; Kim, J.W. Analysis of environmental impact of activated carbon production from wood waste. Environ. Eng. Res. 2019, 24, 117–126. [Google Scholar] [CrossRef]
- Kim, M.H.; Song, H.B. Analysis of the global warming potential for wood waste recycling systems. J. Clean. Prod. 2014, 69, 199–207. [Google Scholar] [CrossRef]
- Wang, J.; Deng, N.; Cao, N.; Li, J.; Sun, J. Life cycle analysis of a novel treatment method for recycling wood processing residues into the core material of wooden doors. J. Clean. Prod. 2023, 415, 137798. [Google Scholar] [CrossRef]
- Liang, S.; Gu, H.; Bergman, R. Environmental Life-Cycle Assessment and Life-Cycle Cost Analysis of a High-Rise Mass Timber Building: A Case Study in Pacific Northwestern United States. Sustainability 2021, 13, 7831. [Google Scholar] [CrossRef]
- Taskhiri, M.S.; Jeswani, H.; Geldermann, J.; Azapagic, A. Optimising cascaded utilisation of wood resources considering economic and environmental aspects. Comput. Chem. Eng. 2019, 124, 302–316. [Google Scholar] [CrossRef]
- Pinho, G.C.d.S.; Calmon, J.L. LCA of Wood Waste Management Systems: Guiding Proposal for the Standardization of Studies Based on a Critical Review. Sustainability 2023, 15, 1854. [Google Scholar] [CrossRef]
- Husgafvel, R.; Linkosalmi, L.; Hughes, M.; Kanerva, J.; Dahl, O. Forest sector circular economy development in Finland: A regional study on sustainability driven competitive advantage and an assessment of the potential for cascading recovered solid wood. J. Clean. Prod. 2018, 181, 483–497. [Google Scholar] [CrossRef]
- Hedlund-Åström, A. Model for End of Life Treatment of Polymer Composite Materials; Royal Institute of Technology: Stockholm, Sweden, 2005. [Google Scholar]
- Risse, M.; Weber-Blaschke, G.; Richter, K. Eco-efficiency analysis of recycling recovered solid wood from construction into laminated timber products. Sci. Total Environ. 2019, 661, 107–119. [Google Scholar] [CrossRef] [PubMed]
- Niu, Y.; Rasi, K.; Hughes, M.; Halme, M.; Fink, G. Prolonging life cycles of construction materials and combating climate change by cascading: The case of reusing timber in Finland. Resour. Conserv. Recycl. 2021, 170, 105555. [Google Scholar] [CrossRef]








| Treatment Name | Treatment Method | Description of Treatment Method | Temperature | Duration (min) | Manufactured Wood Panel | Reference(s) | ||
|---|---|---|---|---|---|---|---|---|
| Mechanical | Chemical | Hydrothermal | ||||||
| Thermohydrolytic disintegration | ✓ | ✓ | Steam-treated and broken down using centrifugal device | 95 °C | 20–30 | MDF | [71] | |
| 100–160 °C | 20–100 | - | [76] | |||||
| 150–190 °C | 10–20 | MDF | [75,78] | |||||
| 105–160 °C | 150 | MDF | [79] | |||||
| Hot water treatment and disintegration | ✓ | ✓ | Particles cooked in hot water and disintegrated using a drum chipper | 100 °C | 30–180 | Particleboard | [55,80] | |
| 60 | MDF | [81] | ||||||
| Chemo-thermo- mechanical method | ✓ | ✓ | ✓ | Crushing and impregnating waste particles with aqueous chemical solution and heating | 100–120 °C | - | - | [82] |
| Pressing Temperature (°C) | Max Pressure (MPa) | Pressing Time (min) | References |
|---|---|---|---|
| Board Type: Particleboard (12–19 mm thickness) | |||
| 140–170 | 4 | 8–10 | [87,125,126] |
| 180 | 2.5–3 | 5–8 | [58,88,102,104] |
| 190–240 | 5.75 | 2.5–4 | [108,127] |
| Board Type: MDF (12–19 mm thickness) | |||
| 170–180 | 2–3 | 3–5 | [80,81,128] |
| 190–200 | 2.5–5 | 4–10 | [71,129,130] |
| Reference | Recycled Material Used | Pre-Treatment | Particle Size | MC of Particles | Adhesive | Density (kg/m3) | Thickness of Panel (mm) | Hot-Pressing Parameters | Testing Standards Used |
|---|---|---|---|---|---|---|---|---|---|
| Iždinský et al. [108] | MDF boards, PBs, old furniture, and faulty PBs | Mechanical | Core layer—0.25 to 4.0 mm, surface layers from 0.125 to 1.0 mm | 2% for core layer, 4% for surface layers | UF 11% for surface layer and 7% for core layer | 650 | 16 | 240 °C, 5.75 MPa, 8 s/mm speed | EN 323, EN 322, EN 317, STN 490164 |
| Zamarian et al. [125] | From discarded furniture | Electromagnet for metal removing | - | 3% | UF resin 10% +1% paraffin emulsion | 700 | 13 | 140 °C, 4 MPa, for 10 min | EN 323, EN 317, EN 310, EN 319, NBR 14810-3 |
| Laskowska and Mamiński [88] | Plywood waste | Mechanical | Sieving using 10, 14, 25, and 38 mm screens | - | UF/PF resin— 2% face, 10% core, and 1% paraffin emulsion | 650 | 16 | 180 °C, 3 MPa, for 5 min | EN 323, EN 317, EN 310, EN 319 |
| Iždinský et al. [99] | Recycled spruce pallets | Mechanical | Core layer—0.25 to 4.0 mm, surface layers from 0.125 to 1.0 mm | 2% for core layer, 4% for surface layers | UF 11% for surface layer and 7% for core layer | 650 | 16 | 240 °C, 5.75 MPa, 8 s/mm speed | EN 323, EN 322, EN 317, STN 490164 |
| Wronka and Kowaluk [107] | Recycled particleboard | - | Sieving using 8, 4, 2, 1, 0.5, and 0.25 mm sieves | 3% | UF resin +1% paraffin emulsion | 680 | 16 | 180 °C, 20 s/mm speed, 2.5 MPa | EN 323, EN 317, EN 310, EN 319 |
| Lykidis and Grigoriou [127] | Recovered particleboard | Hydrothermal treatment | Particle fractions <1.5 mm were removed | - | UF 7% +2% ammonium chloride hardener | 650 | 12 | 85 °C for 240 s | EN 323, EN 317, EN 310, EN 319 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amarasinghe, I.T.; Qian, Y.; Gunawardena, T.; Mendis, P.; Belleville, B. Composite Panels from Wood Waste: A Detailed Review of Processes, Standards, and Applications. J. Compos. Sci. 2024, 8, 417. https://doi.org/10.3390/jcs8100417
Amarasinghe IT, Qian Y, Gunawardena T, Mendis P, Belleville B. Composite Panels from Wood Waste: A Detailed Review of Processes, Standards, and Applications. Journal of Composites Science. 2024; 8(10):417. https://doi.org/10.3390/jcs8100417
Chicago/Turabian StyleAmarasinghe, Isuri Tamura, Yi Qian, Tharaka Gunawardena, Priyan Mendis, and Benoit Belleville. 2024. "Composite Panels from Wood Waste: A Detailed Review of Processes, Standards, and Applications" Journal of Composites Science 8, no. 10: 417. https://doi.org/10.3390/jcs8100417
APA StyleAmarasinghe, I. T., Qian, Y., Gunawardena, T., Mendis, P., & Belleville, B. (2024). Composite Panels from Wood Waste: A Detailed Review of Processes, Standards, and Applications. Journal of Composites Science, 8(10), 417. https://doi.org/10.3390/jcs8100417