
Does the Layer Configuration of Loofah (Luffa cylindrica) Affect the Mechanical Properties of Polymeric Composites?


 , ,
, ,  , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
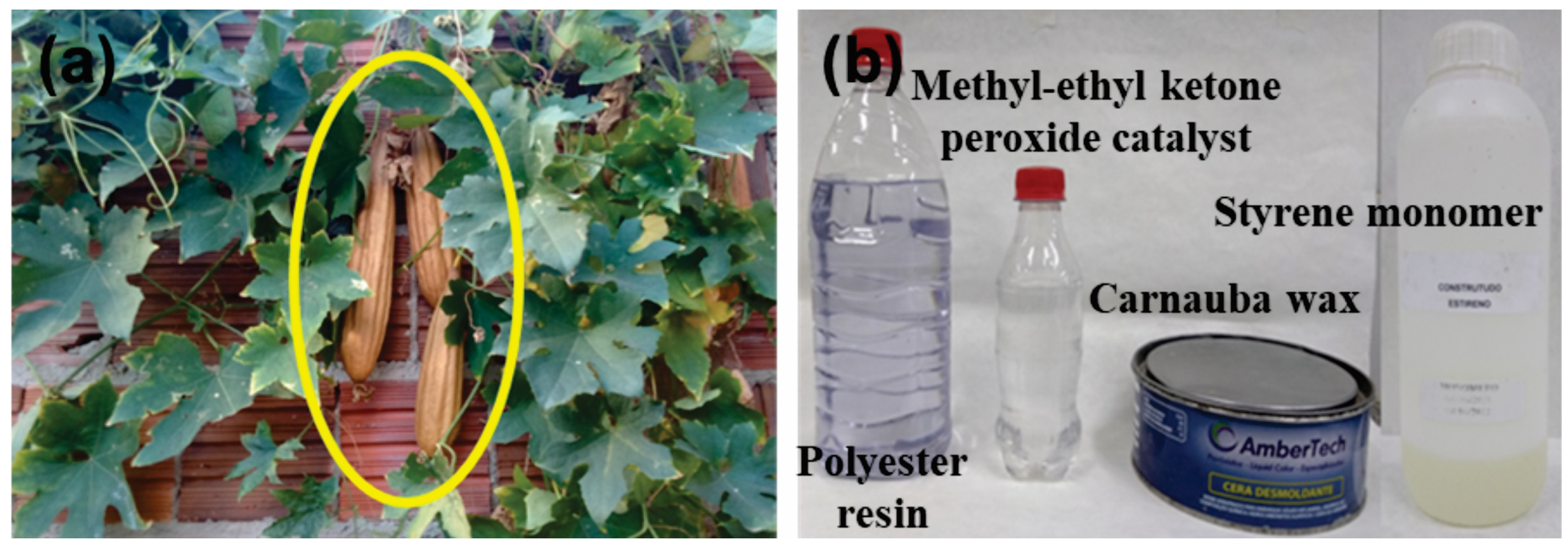
2.1. Collection and Preparation of the Raw Material
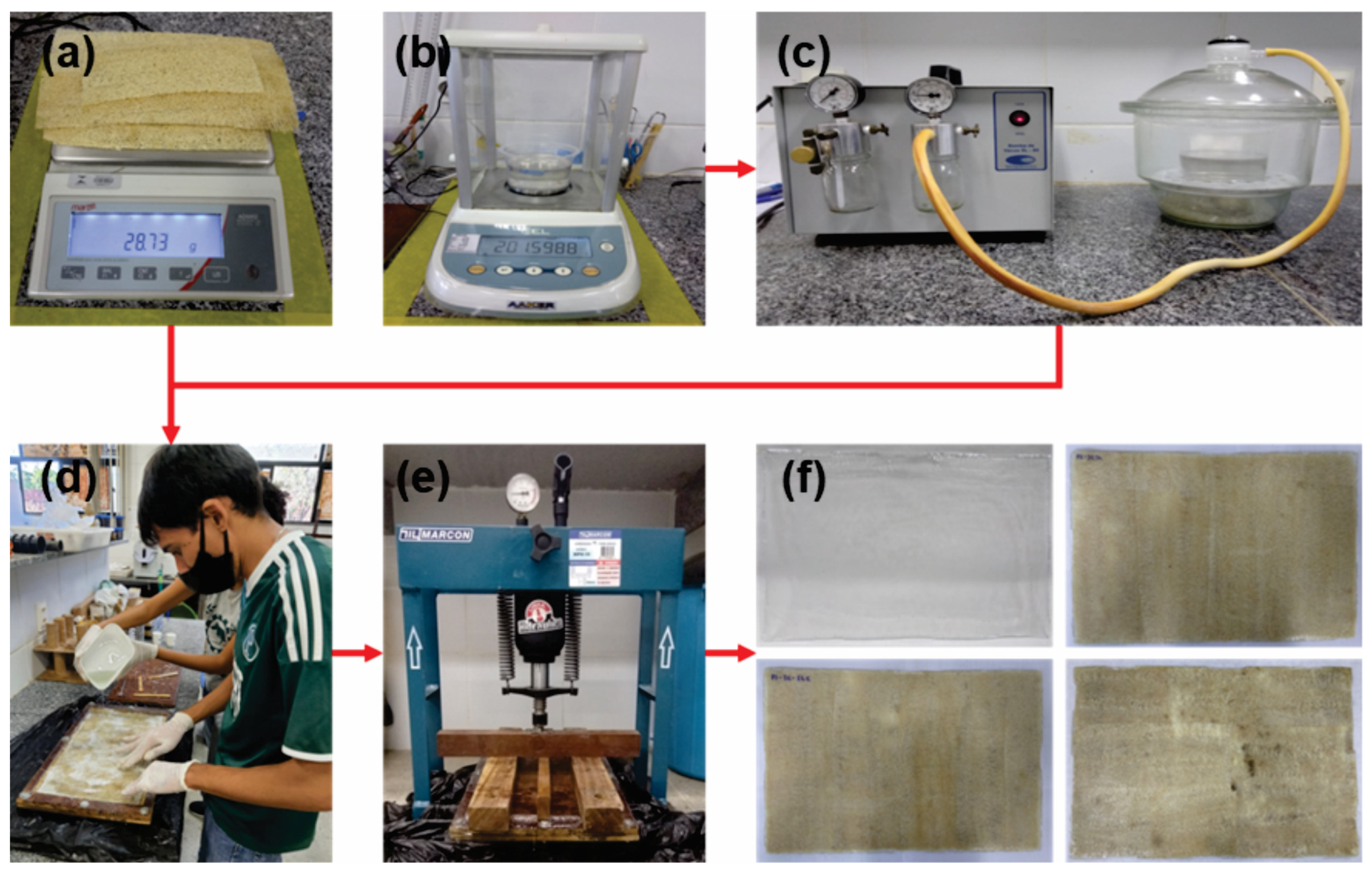
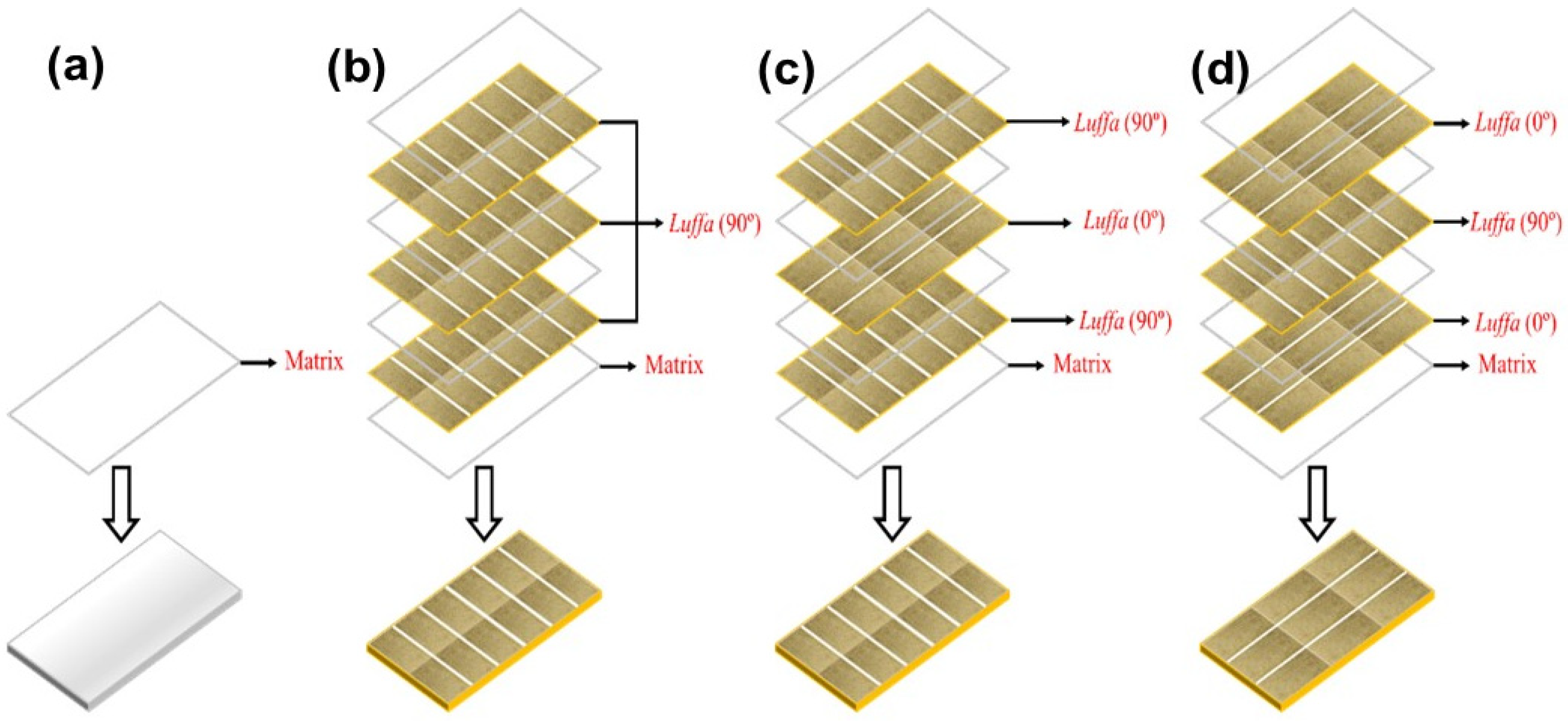
2.2. Production of Composites
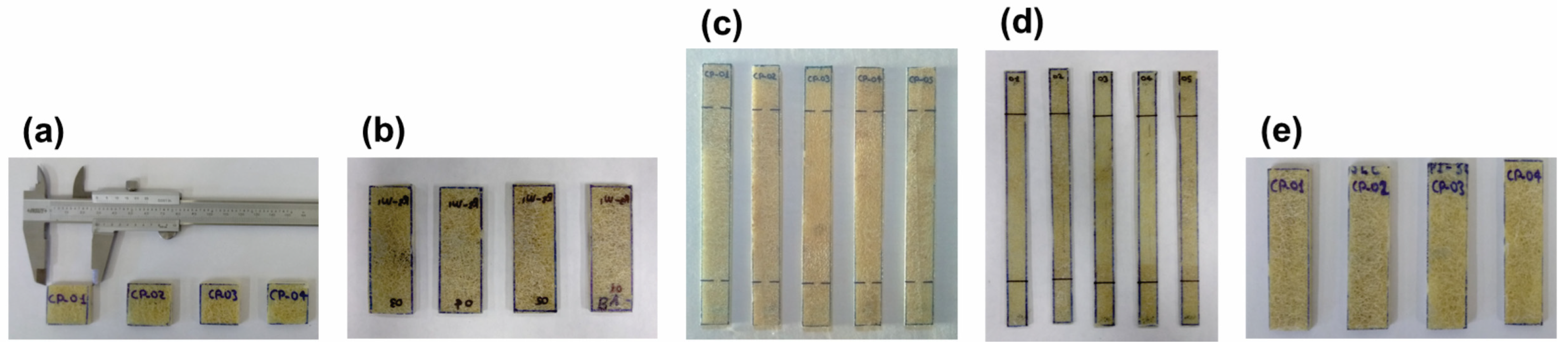
2.3. Physical–Mechanical Characterization of the Composites
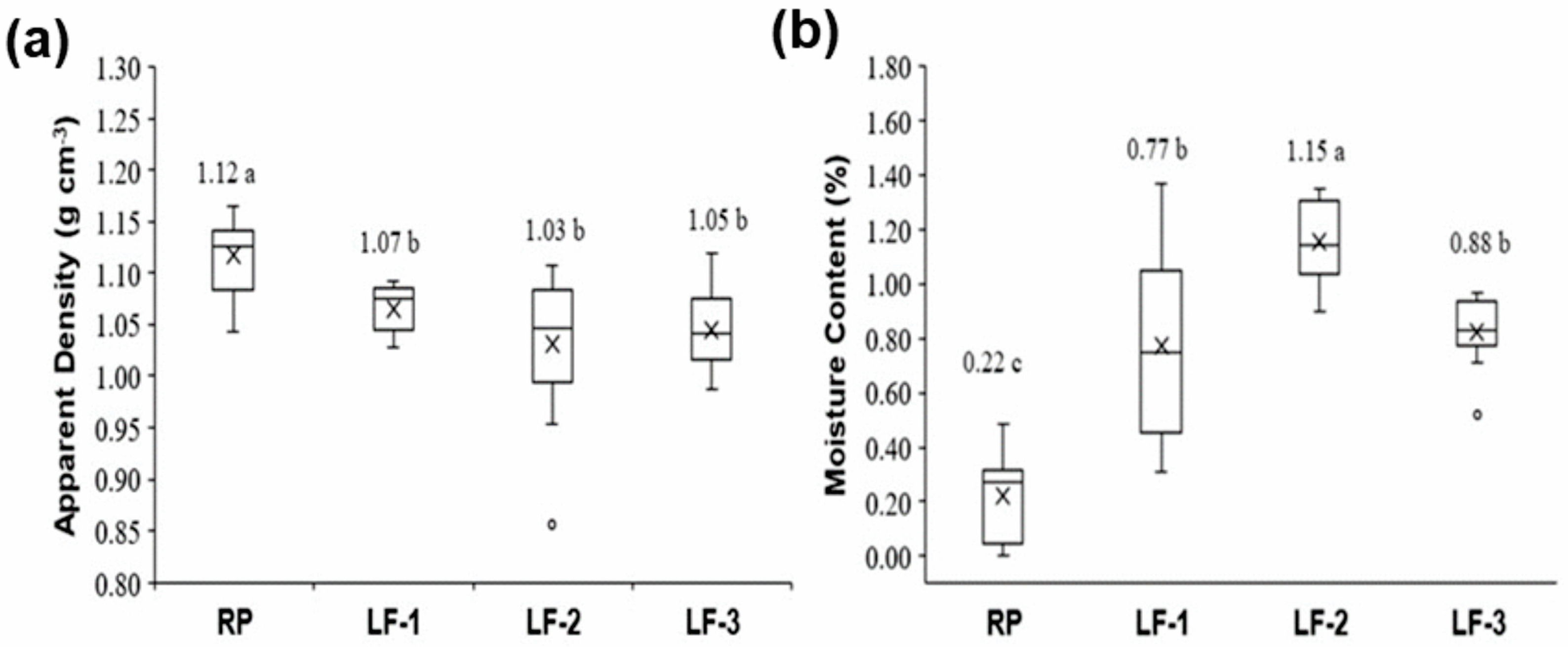
2.3.1. Apparent Density and Moisture Content
2.3.2. Water Absorption and Thickness Swelling
2.3.3. Tensile and Three-Point Bending Strengths Tests
2.3.4. Rockwell Hardness
2.4. Scanning Electron Microscopy (SEM)
2.5. Experimental Design
3. Results and Discussion
3.1. Apparent Density and Moisture Content
3.2. Water Absorption and Thickness Swelling
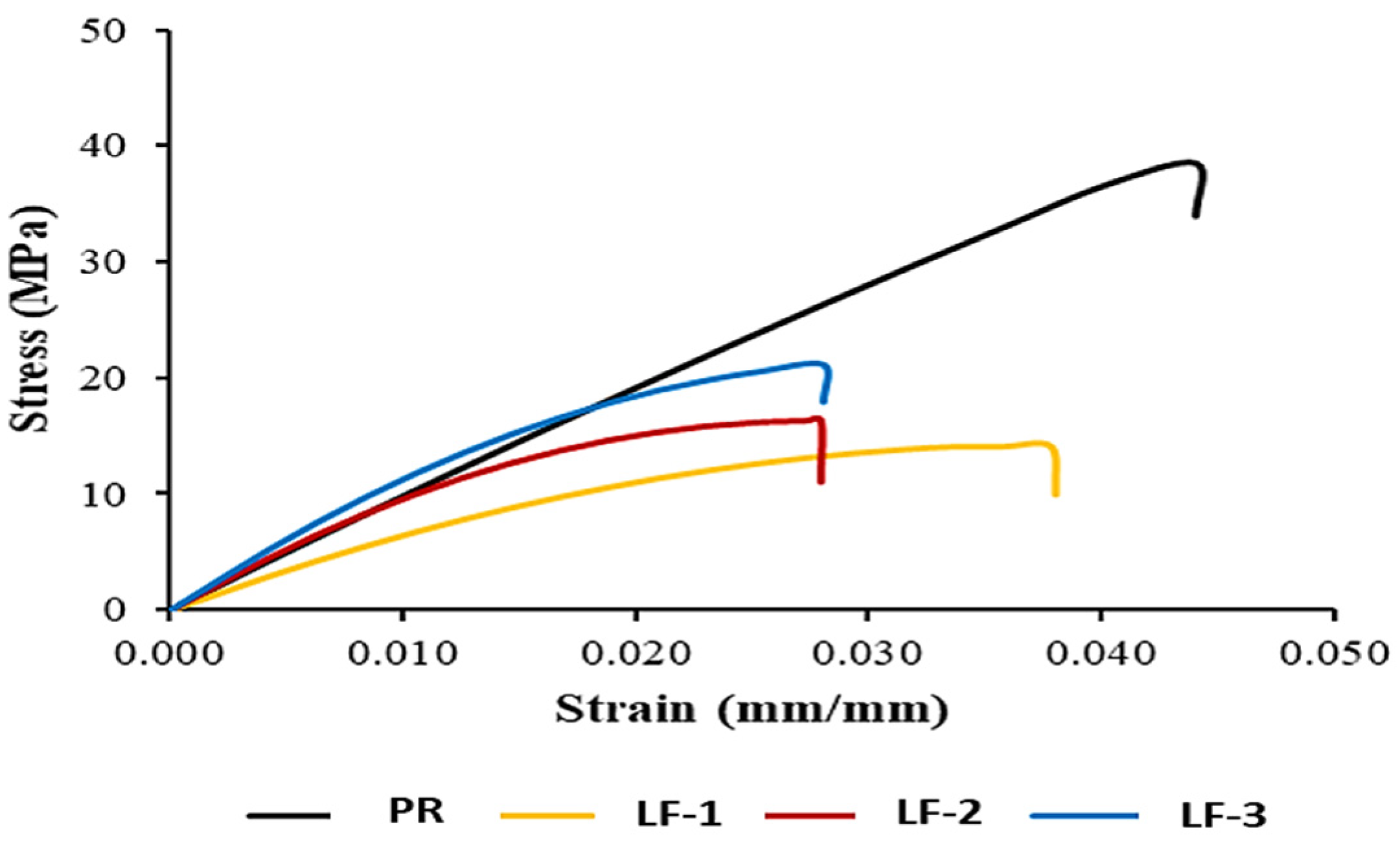
3.3. Tensile Strength
3.4. The Three-Point Bending Strength Test
3.5. Rockwell Hardness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Behera, D.; Pattnaik, S.S.; Mishra, P.P.; Sahu, R.; Manna, S.; Das, N.; Misra, M.; Mohanty, A.K.; Behera, A.K. Fabrication and characterization of industrial biocomposite from cellulosic fibers of Luffa cylindrica in a protein based natural matrix. Ind. Crops Prod. 2024, 212, 118328. [Google Scholar] [CrossRef]
- Ponsoni, L.V.; Almeida, M.K.; Madeira, K.; Militão, G.P.; Zimmermann, M.V.G. Statistical analysis of the substitution of inorganic fibers and fillers with vegetable fibers and fillers in polystyrene composites. J. Appl. Polym. Sci. 2024, 141, e55497. [Google Scholar] [CrossRef]
- Han, Z.; Jang, J.; Souppez, J.R.G.; Maydison, M.; Oh, D. Environmental implications of a sandwich structure of a glass fiber-reinforced polymer ship. Ocean Eng. 2024, 298, 117122. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- Mahmud, S.; Hasan, K.M.F.; Jahid, M.A.; Mohiuddin, K.; Zhang, R.; Zhu, J. Comprehensive review on plant fiber-reinforced polymeric biocomposites. J. Mater. Sci. 2021, 56, 7231–7264. [Google Scholar] [CrossRef]
- Chaudhary, V.; Ahmad, F. A review on plant fiber reinforced thermoset polymers for structural and frictional composites. Polym. Test. 2020, 91, 106792. [Google Scholar] [CrossRef]
- Paula, E.A.; Melo, R.R.; Silva, M.Q.; Paula, Y.L.; Pimenta, A.S.; Souza, J.A.G.; Oliveira, R.R.A.; Paula, E.A.O.; Medeiros Neto, P.N.; Rodolfo, F., Jr. Characterization of polyester composites reinforced with natural fibers from Luffa cylindrica. J. Compos. Mater. 2022, 56, 4313–4327. [Google Scholar] [CrossRef]
- Sajin, J.B.; Aurtherson, P.B.; Binoj, J.S.; Manikandan, N.; Saravanan, M.S.S.; Haarison, T.M. Influence of fiber length on mechanical properties and microstructural analysis of jute fiber reinforced polymer composites. Mater. Today Proc. 2021, 39, 398–402. [Google Scholar] [CrossRef]
- Arjmandi, R.; Yđldđrđm, I.; Hatton, F.; Hassan, A.; Jefferies, C.; Mohamad, Z.; Othman, N. Kenaf fibers reinforced unsaturated polyester composites: A review. J. Eng. Fibers Fabr. 2021, 16, 155892502110401. [Google Scholar] [CrossRef]
- Sivakandhan, C.; Balaji, R.; Loganathan, G.B.; Madan, D.; Muralli, G. Investigation of mechanical behaviour on sponge/ridge gourd (Luffa aegyptiaca) natural fiber using epoxy and polyester resin. Mater. Today Proc. 2020, 22, 705–714. [Google Scholar] [CrossRef]
- Gurjar, A.K.; Kulkarni, S.M.; Joladarashi, S.; Doddamani, S. Investigation of mechanical properties of luffa fibre reinforced natural rubber composites: Implications of process parameters. J. Mater. Res. Technol. 2024, 29, 4232–4244. [Google Scholar] [CrossRef]
- Aranda-Figueroa, M.G.; Rodríguez-Torres, A.; Rodríguez, A.; Bolio-López, G.I.; Salinas-Sánchez, D.O.; Arias-Atayde, D.M.; Romero, R.J.; Valladares-Cisneros, M.G. Removal of azo dyes from water using natural Luffa cylindrica as a non-conventional adsorbent. Molecules 2024, 29, 1954. [Google Scholar] [CrossRef]
- Sathish, S.; Makeshkumar, M.; Bharathi, M. Improvement of physical, chemical, mechanical, and morphological properties of Luffa cylindrica fiber reinforcement composites using Java seed filler. Biomass Convers. Biorefinery 2024, 14, 10. [Google Scholar] [CrossRef]
- Alhijazi, M.; Safael, B.; Zeeshan, Q.; Asmael, M.; Evazian, A.; Qin, Z. Recent developments in luffa natural fiber composites: A review. Sustainability 2020, 12, 7683. [Google Scholar] [CrossRef]
- Ashok, K.G.; Kalaichelvan, K.; Elango, V.; Damodaran, A.; Gopinath, B.; Raju, M. Mechanical and morphological properties of luffa/carbon fiber reinforced hybrid composites. Mater. Today Proc. 2020, 33, 637–641. [Google Scholar] [CrossRef]
- Adeyanju, C.A.; Ogunniyi, S.; Ighalo, J.O.; Adeniyi, A.G.; Abdulkareem, A.S. A review on Luffa fibres and their polymer composites. J. Mater. Sci. 2020, 56, 2797–2813. [Google Scholar] [CrossRef]
- Mk-Pume, D.C.C.; Ugochukwu, C.; Okonkwo, E.G.; Fayomi, O.S.I.; Obiorah, S.M. Effect of Luffa cylindrica fiber and particulate on the mechanical properties of epoxy. Int. J. Adv. Manuf. Technol. 2019, 102, 3439–3444. [Google Scholar] [CrossRef]
- NBR 14810-2; Painéis de Partículas de Média Densidade–Parte 2–Requisitos e Métodos de Ensaio. ABNT: Rio de Janeiro, Brazil, 2018; 71p.
- D570–22; Standard Test Method for Water Absorption of Plastics. ASTM Internacional: West Conshohocken, PA, USA, 2022. [CrossRef]
- D3039/D3039M–14; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM Internacional: West Conshohocken, PA, USA, 2014.
- D7264/D7264M–15; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM Internacional: West Conshohocken, PA, USA, 2015.
- Kenned, J.J.; Sankaranarayanasamy, K.; Binoj, J.S.; Chelliah, S.K. Thermo-mechanical and morphological characterization of needle punched non-woven banana fiber reinforced polymer composites. Compos. Sci. Technol. 2020, 185, 107890. [Google Scholar] [CrossRef]
- D785–08; Standard Test Method for Rockwell Hardness of Plastics and Electrical Insulating Materials. ASTM Internacional: West Conshohocken, PA, USA, 2015.
- Manimaran, P.; Saravanan, S.P.; Sanjay, M.R.; Siengchin, S.; Jawaid, M.; Khan, A. Characterization of new cellulosic fiber: Dracaena reflexa as a reinforcement for polymer composite structures. J. Mater. Res. Technol. 2019, 8, 1952–1963. [Google Scholar] [CrossRef]
- Akter, M.; Uddin, M.H.; Anik, H.R. Plant fiber-reinforced polymer composites: A review on modification, fabrication, properties, and applications. Polym. Bull. 2024, 81, 1–85. [Google Scholar] [CrossRef]
- Feng, Y.; Hao, H.; Lu, H.; Chow, C.L.; Lau, D. Exploring the development and applications of sustainable natural fiber composites: A review from a nanoscale perspective. Compos. Part B Eng. 2024, 276, 111369. [Google Scholar] [CrossRef]
- Bousfield, G.; Morin, S.; Jacquet, N.; Richel, A. Extraction and refinement of agricultural plant fibers for composites manufacturing. Comptes Rendus Chim. 2018, 21, 897–906. [Google Scholar] [CrossRef]
- Yorseng, K.; Rangappa, S.M.; Pulikkalparambil, H.; Siengchin, S.; Parameswaranpillai, J. Accelerated weathering studies of kenaf/sisal fiber fabric reinforced fully biobased hybrid bioepoxy composites for semi-structural applications: Morphology, thermo-mechanical, water absorption behavior and surface hydrophobicity. Constr. Build. Mater. 2020, 235, 11746. [Google Scholar] [CrossRef]
- Araújo, V.M.C.R.; Scatolino, M.V.; Gonçalves, M.M.B.P.; Vale, M.L.A.; Protásio, T.P.; Mendes, L.M.; Guimarães, J.B., Jr. Sustainable valorization of recycled low-density polyethylene and cocoa biomass for composite production. Environ. Sci. Pollut. Res. 2021, 28, 32810–32822. [Google Scholar] [CrossRef]
- Dayo, A.Q.; Zegaoui, A.; Nizamani, A.A.; Kiran, S.; Wang, J.; Derradji, M.; Cai, W.; Liu, W.B. The influence of different chemical treatments on the hemp fiber/polybenzoxazine based green composites: Mechanical, thermal and water absorption properties. Mater. Chem. Phys. 2018, 217, 270–277. [Google Scholar] [CrossRef]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A review on natural fibers for development of eco-friendly bio-composite: Characteristics, and utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Mensah, P.; Melo, R.R.; Mitchual, S.J.; Owusu, F.W.; Mensah, M.A.; Donkoh, M.B.; Paula, E.A.O.; Pedrosa, T.D.; Rodolfo Junior, F.; Rusch, F. Ecological adhesive based on cassava starch: A sustainable alternative to replace urea-formaldehyde (UF) in particleboard manufacture. Matéria 2024, 29, e20230373. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2019, 55, 829–892. [Google Scholar] [CrossRef]
- Murali, B.; Ramnath, B.V.; Chandramohan, D. Mechanical properties of boehmeria nivea reinforced polymer composite. Mater. Today Proc. 2019, 16, 883–888. [Google Scholar] [CrossRef]
- Sair, S.; Oushabi, A.; Kammouni, A.; Tanane, O.; Abboud, Y.; Bouari, A.E. Mechanical and thermal conductivity properties of hemp fiber reinforced polyurethane composites. Case Stud. Constr. Mater. 2018, 8, 203–212. [Google Scholar] [CrossRef]
- Loan, T.T.V.; Jordi, G.; Marie-Pierre, J.; Frédéric, L.; Laurent, C.; Catherine, L.; Hage, F.E.; Valérie, M.; Matthieu, R.; Patrick, N. Correlations between genotype biochemical characteristics and mechanical properties of maize stem-polyethylene composites. Ind. Crop. Prod. 2020, 143, 111925. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Selvan, M.T.; Rajeshkumar, L.; Balaji, D.; Bhuvaneswari, V. Mechanical and water absorption properties of Calotropis gigantea plant fibers reinforced polymer composites. Mater. Today Proc. 2021, 46, 3367–3372. [Google Scholar] [CrossRef]
- Patil, A.Y.; Banapurmath, N.R.; Yaradoddi, J.S.; Kotturshettar, B.B.; Shettar, A.S.; Basavaraj, G.D.; Keshavamurthy, R.; Khan, T.M.Y.; Mathad, S.N. Experimental and simulation studies on waste vegetable peels as bio-composite fillers for light duty applications. Arab. J. Sci. Eng. 2019, 44, 7895–7907. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Pradeep, S.; Bhat, K.S.; Yogesha, B.; Siengchin, S. Characterization of cellulosic fibre from Phoenix pusilla leaves as potential reinforcement for polymeric composites. J. Mater. Res. Technol. 2019, 8, 2597–2604. [Google Scholar] [CrossRef]
- Gobikannan, T.; Berihun, H.; Aklilu, E.; Pawar, S.J.; Akele, G.; Agazie, T.; Bihonegn, S. Development and characterization of sisal fiber and wood dust reinforced polymeric composites. J. Nat. Fibers 2020, 18, 1924–1933. [Google Scholar] [CrossRef]
- Aparício, R.R.; Santos, G.M.; Rebelo, V.S.M.; Goicon, V.M.; Silva, C.G. Performance of castor oil polyurethane resin in composite with the piassava fibers residue from the Amazon. Sci. Rep. 2024, 14, 6679. [Google Scholar] [CrossRef] [PubMed]
- Oliveira Filho, G.C.; Mota, R.C.S.; Conceição, A.C.R.; Leão, M.A.; Araújo, F.O.O. Effects of hybridization on the mechanical properties of composites reinforced by piassava fibers tissue. Compos. Part B Eng. 2019, 162, 73–79. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A.A. Comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar] [CrossRef] [PubMed]
- Mansingh, B.B.; Binoj, J.S.; Anbazhagan, V.N.; Hassan, S.A.; Goh, K.L.; Siengchin, S.; Sanjay, M.R.; Jaafar, M.; Liu, Y. Characterization of cocos nucifera L. peduncle fiber reinforced polymer composites for lightweight sustainable applications. J. Appl. Polym. Sci. 2022, 139, 52245. [Google Scholar] [CrossRef]
- Paula, E.A.O.; Mendes, R.B.A.; Costa, C.Y.M.; Melo, R.R.; Pimenta, A.S.; Oliveira, R.R.A.; Souza, J.A.G. Mechanical characterization of a polyester matrix composite reinforced with natural fibers from Luffa cylindrica Hoen. Nativa 2021, 9, 558–562. [Google Scholar] [CrossRef]
- Adeniyi, A.G.; Abdulkareem, S.A.; Adeyanju, C.A.; Abdulkareem, T.M.; Odimayomi, K.P.; Iwuozor, K.O.; Amoloye, M.A.; Belgore, R.O. Production and properties of the fibrillated plastic composite from recycled polystyrene and Luffa cylindrica. Polym. Bull. 2023, 80, 9569–9588. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatments | Tensile of Rupture (MPa) | Maximum Deformation (mm/mm) | Modulus of Elasticity (MPa) |
|---|---|---|---|
| PR control | 28.5 ± 4.9 a | 0.031 ± 0.004 a | 911.1 ± 99.1 a |
| LF-1 | 10.8 ± 1.6 b | 0.017 ± 0.002 c | 657.6 ± 107.8 b |
| LF-2 | 10.8 ± 1.4 b | 0.021 ± 0.004 b | 535.5 ± 124.2 b |
| LF-3 | 10.8 ± 1.4 b | 0.017 ± 0.003 c | 656.2 ± 93.6 b |
| Treatments | Stress of Rupture (MPa) | Maximum Deformation (mm/mm) | Modulus of Elasticity (MPa) |
|---|---|---|---|
| RP control | 38.6 ± 19.0 a | 0.042 ± 0.007 a | 928.7 ± 402.1 a |
| LF-1 | 14.1 ± 4.3 b | 0.037 ± 0.009 a | 410.8 ± 136.3 b |
| LF-2 | 16.2 ± 5.0 b | 0.028 ± 0.007 b | 667.1 ± 207.8 ab |
| LF-3 | 21.2 ± 4.4 b | 0.028 ± 0.005 b | 774.8 ± 163.0 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paula, E.A.d.O.; Melo, R.R.d.; Albuquerque, F.B.d.; Silva, F.M.d.; Scatolino, M.V.; Pimenta, A.S.; Paula, E.A.d.O.; Pedrosa, T.D.; Vieira, R.A.d.S.; Rodolfo Junior, F. Does the Layer Configuration of Loofah (Luffa cylindrica) Affect the Mechanical Properties of Polymeric Composites? J. Compos. Sci. 2024, 8, 223. https://doi.org/10.3390/jcs8060223
Paula EAdO, Melo RRd, Albuquerque FBd, Silva FMd, Scatolino MV, Pimenta AS, Paula EAdO, Pedrosa TD, Vieira RAdS, Rodolfo Junior F. Does the Layer Configuration of Loofah (Luffa cylindrica) Affect the Mechanical Properties of Polymeric Composites? Journal of Composites Science. 2024; 8(6):223. https://doi.org/10.3390/jcs8060223
Chicago/Turabian StylePaula, Edgley Alves de Oliveira, Rafael Rodolfo de Melo, Felipe Bento de Albuquerque, Fernanda Monique da Silva, Mário Vanoli Scatolino, Alexandre Santos Pimenta, Edjane Alves de Oliveira Paula, Talita Dantas Pedrosa, Ricardo Alan da Silva Vieira, and Francisco Rodolfo Junior. 2024. "Does the Layer Configuration of Loofah (Luffa cylindrica) Affect the Mechanical Properties of Polymeric Composites?" Journal of Composites Science 8, no. 6: 223. https://doi.org/10.3390/jcs8060223
APA StylePaula, E. A. d. O., Melo, R. R. d., Albuquerque, F. B. d., Silva, F. M. d., Scatolino, M. V., Pimenta, A. S., Paula, E. A. d. O., Pedrosa, T. D., Vieira, R. A. d. S., & Rodolfo Junior, F. (2024). Does the Layer Configuration of Loofah (Luffa cylindrica) Affect the Mechanical Properties of Polymeric Composites? Journal of Composites Science, 8(6), 223. https://doi.org/10.3390/jcs8060223