
Keratinous Natural Fibres as Sustainable Flame Retardants and Reinforcements in Polymer Composites




Abstract
1. Introduction
2. Thermal Mechanisms of Fibre-Reinforced Composites
3. Factors Affecting the Combustion and Mechanical Behaviour of Composites
3.1. Fibre Type

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre | Density (g/cm3) | Diameter (µm) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| Wool | 1.28~1.32 | 19~41 | 147~245 | 25~45 |
| Angora | 1.14 | 10~18 | 167~255 | 30~35 |
| Alpaca | 1.3 | 18~35 | 151~221 | 34~37 |
| Mohair | ----- | 22~40 | ------ | 42.7 |
| Silk | 1.34~1.38 | 10~13 | 600 | 25~40 |
| Chicken feather | 0.89 | 5~40 | 175~275 | 7.7 |

3.2. Fibre Content
| Fibre | Matrix | FR | Fibre Content (wt.%) | Average PHRR (kW/m2) | References |
|---|---|---|---|---|---|
| CFF | SPUR | 10 | 283 | [64] | |
| CFF | SPUR | 10ATH | 10 | 307 | [64] |
| CFF | SPUR | 10GE | 10 | 165 | [64] |
| CFF | SPUR | 10APP | 10 | 341 | [64] |
| CFF | PP | EDAP | 13 | 216.1 ± 18.1 | [10] |
| CFF | PP | MP + 6APP | 14.3 | 276.707 ± 20.85 | [17] |
| CFF | PP | EDAP | 16 | 280.5 ± 16.6 | [10] |
| CFF | PP | 40 | 1234.1 ± 109.8 | [10] |
3.3. Pyrolysis of Keratinous Fibres
| Fibre Type | Thermal Conductivity (W/Mk) | TG–DTG | Final Residue Wt.% | References | |||||
|---|---|---|---|---|---|---|---|---|---|
| First Stage Degradation Temperature (°C) | Mass Loss (%) | Second Stage Degradation Temperature (°C) | Mass Loss (%) | Third Stage Degradation Temperature (°C) | Mass Loss (%) | ||||
| Sheep wool | 0.0327–0.0779 | 30–135 | 14.2 | 218–390 | 51.1 | 390–500 | 23.5 | 11.2 | [67,68] |
| Goat wool | 0.0314–0.0771 | 31–140 | 14.8 | 220–383 | 46.6 | 383–500 | 16.3 | 22.3 | [67,68] |
| Horse mane | 0.0389–0.0867 | 31–133 | 13.8 | 224–370 | 41.2 | 370–500 | 21.9 | 23.1 | [67,68] |
| Duck feather | 0.05 | 50–100 | 8 | 210–340 | 58 | 340–520 | 15 | 19 | [69,70] |
| Chicken feather | 0.036 | 25–230 | 12.9–13.4 | 230–380 | ~33 | 380–550 | 35.75–37.70 | 16.5 | [13] |


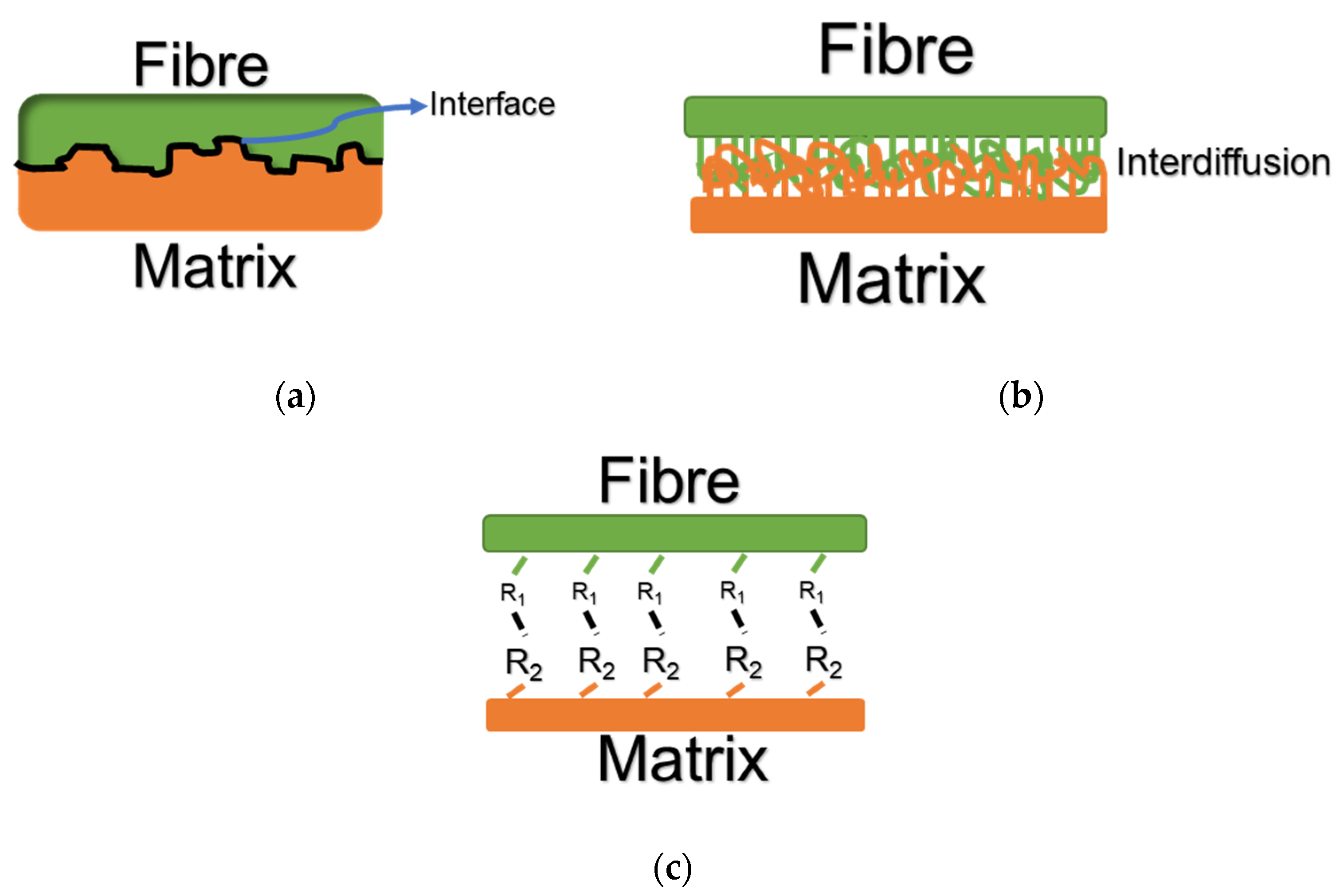
3.4. Interfacial Adhesion
3.4.1. Mechanical Interlocking
3.4.2. Interdiffusion Bonding
3.4.3. Chemical Bonding
4. Techniques to Incorporate Flame Retardancy
4.1. Polymer Matrix Modification
4.1.1. Thermoset Polymer Modification
4.1.2. Thermoplastic Polymer Modifications
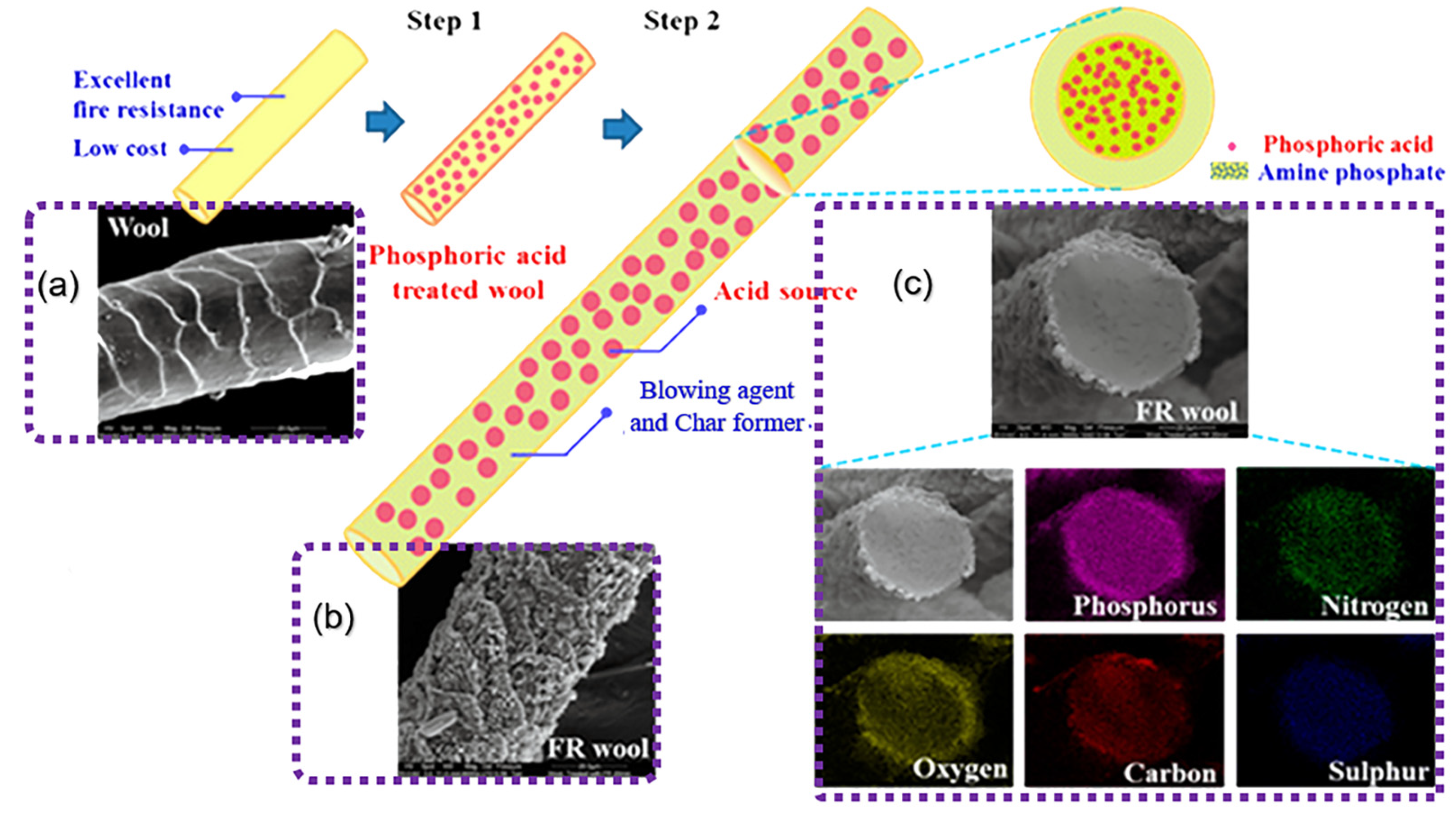
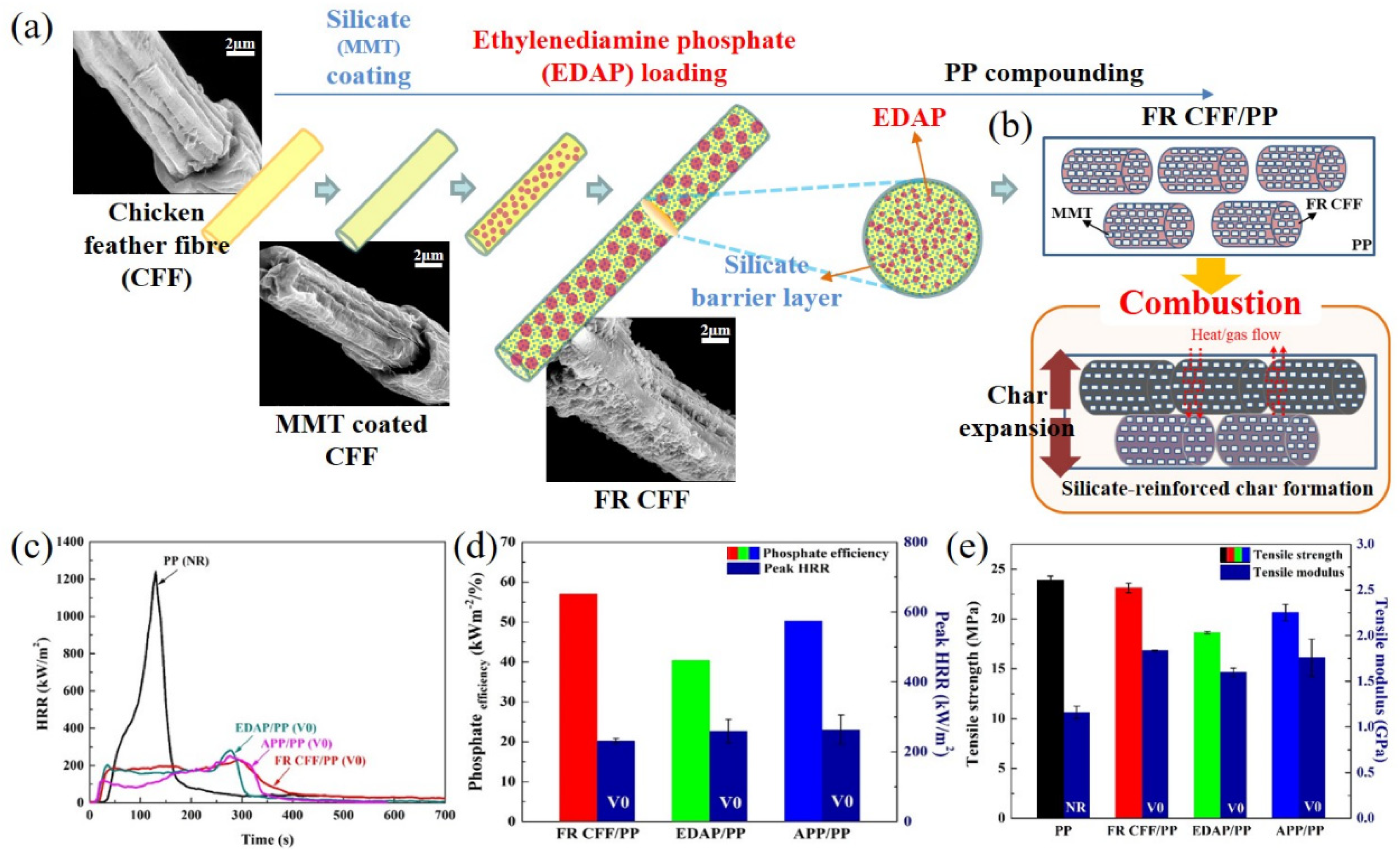
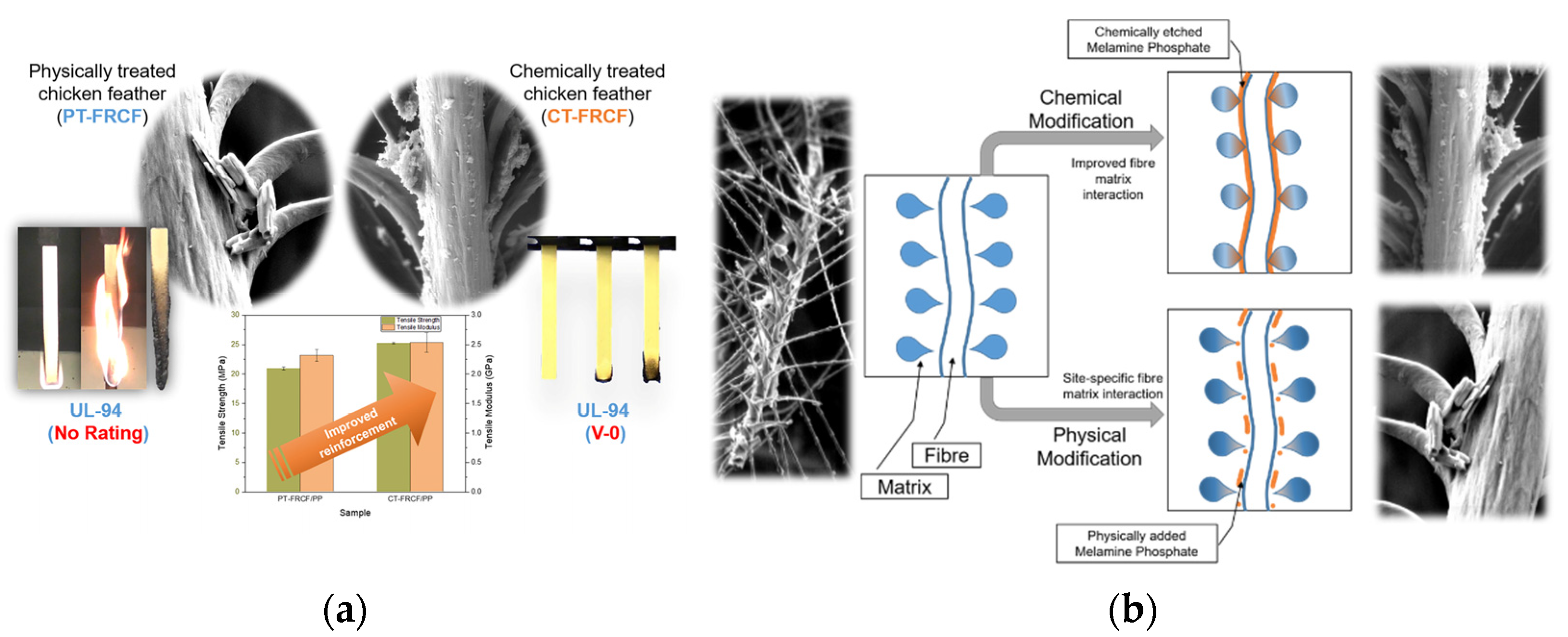
4.2. Fibre Treatment
5. Future Directions
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- El Hawary, O.; Boccarusso, L.; Ansell, M.P.; Durante, M.; Pinto, F. An Overview of Natural Fiber Composites for Marine Applications. J. Mar. Sci. Eng. 2023, 11, 1076. [Google Scholar] [CrossRef]
- Ravindran, G.; Mahesh, V.; Bheel, N.; Chittimalla, S.; Srihitha, K.; Sushmasree, A. Usage of Natural Fibre Composites for Sustainable Material Development: Global Research Productivity Analysis. Buildings 2023, 13, 1260. [Google Scholar] [CrossRef]
- Toldy, A.; Szolnoki, B.; Marosi, G. Flame Retardancy of Fibre-Reinforced Epoxy Resin Composites for Aerospace Applications. Polym. Degrad. Stab. 2011, 96, 371–376. [Google Scholar] [CrossRef]
- Suoware, T.; Ezema, I.; Edelugo, S. Flammability of Flame Retarded Natural Fibre Composites and Application in Automobile Interior: A Review. Imp. J. Interdiscip. Res. 2017, 3, 587–600. [Google Scholar]
- Chen, H.; Deng, C.; Zhao, Z.-Y.; Wan, L.; Yang, A.-H.; Wang, Y.-Z. Novel Piperazine-Containing Oligomer as Flame Retardant and Crystallization Induction Additive for Thermoplastics Polyurethane. Chem. Eng. J. 2020, 400, 125941. [Google Scholar] [CrossRef]
- Wang, H.; Li, S.; Zhu, Z.; Yin, X.; Wang, L.; Weng, Y.; Wang, X. A Novel DOPO-Based Flame Retardant Containing Benzimidazolone Structure with High Charring Ability towards Low Flammability and Smoke Epoxy Resins. Polym. Degrad. Stab. 2021, 183, 109426. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, L.; Li, D.-F.; Fu, T.; He, L.; Wang, X.-L.; Wang, Y.-Z. Biomimetic Construction Peanut-Leaf Structure on Ammonium Polyphosphate Surface: Improving Its Compatibility with Poly(Lactic Acid) and Flame-Retardant Efficiency Simultaneously. Chem. Eng. J. 2021, 412, 128737. [Google Scholar] [CrossRef]
- Kim, Y.-O.; Cho, J.; Kim, Y.N.; Kim, K.W.; Lee, B.W.; Kim, J.W.; Kim, M.; Jung, Y.C. Recyclable, Flame-Retardant and Smoke-Suppressing Tannic Acid-Based Carbon-Fiber-Reinforced Plastic. Compos. Part B Eng. 2020, 197, 108173. [Google Scholar] [CrossRef]
- Jung, D.; Bhattacharyya, D. Keratinous Fiber Based Intumescent Flame Retardant with Controllable Functional Compound Loading. ACS Sustain. Chem. Eng. 2018, 6, 13177–13184. [Google Scholar] [CrossRef]
- Jung, D.; Persi, I.; Bhattacharyya, D. Synergistic Effects of Feather Fibers and Phosphorus Compound on Chemically Modified Chicken Feather/Polypropylene Composites. ACS Sustain. Chem. Eng. 2019, 7, 19072–19080. [Google Scholar] [CrossRef]
- Bertini, F.; Canetti, M.; Patrucco, A.; Zoccola, M. Wool Keratin-Polypropylene Composites: Properties and Thermal Degradation. Polym. Degrad. Stab. 2013, 98, 980–987. [Google Scholar] [CrossRef]
- Kim, N.K.; Lin, R.J.T.; Bhattacharyya, D. Extruded Short Wool Fibre Composites: Mechanical and Fire Retardant Properties. Compos. Part B Eng. 2014, 67, 472–480. [Google Scholar] [CrossRef]
- Dieckmann, E.; Onsiong, R.; Nagy, B.; Sheldrick, L.; Cheeseman, C. Valorization of Waste Feathers in the Production of New Thermal Insulation Materials. Waste Biomass Valorization 2021, 12, 1119–1131. [Google Scholar] [CrossRef]
- Tesfaye, T.; Sithole, B.; Ramjugernath, D. Valorisation of Chicken Feathers: A Review on Recycling and Recovery Route—Current Status and Future Prospects. Clean Technol. Environ. Policy 2017, 19, 2363–2378. [Google Scholar] [CrossRef]
- Wang, L.; Wang, X. 6-Effect of Structure–Property Relationships on Fatigue Failure in Natural Fibres. In Fatigue Failure of Textile Fibres; Miraftab, M., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Cambridge, UK, 2009; pp. 95–132. ISBN 978-1-84569-327-5. [Google Scholar]
- Barone, J.R.; Schmidt, W.F. Polyethylene Reinforced with Keratin Fibers Obtained from Chicken Feathers. Compos. Sci. Technol. 2005, 65, 173–181. [Google Scholar] [CrossRef]
- Mishra, A.; Jung, D.; Kim, N.K.; Bhattacharyya, D. Influence of Chicken Feather Fibre Processing Technique on Mechanical and Fire Performances of Flame-Retardant Polypropylene Composites. Compos. Part Appl. Sci. Manuf. 2023, 165, 107338. [Google Scholar] [CrossRef]
- Tesfaye, T.; Sithole, B.; Ramjugernath, D.; Chunilall, V. Valorisation of Chicken Feathers: Characterisation of Chemical Properties. Waste Manag. 2017, 68, 626–635. [Google Scholar] [CrossRef]
- Verma, A.; Negi, P.; Singh, V.K. Experimental Investigation of Chicken Feather Fiber and Crumb Rubber Reformed Epoxy Resin Hybrid Composite: Mechanical and Microstructural Characterization. J. Mech. Behav. Mater. 2018, 27, 20180014. [Google Scholar] [CrossRef]
- Arzt, E.; Quan, H.; McMeeking, R.M.; Hensel, R. Functional Surface Microstructures Inspired by Nature—From Adhesion and Wetting Principles to Sustainable New Devices. Prog. Mater. Sci. 2021, 120, 100823. [Google Scholar] [CrossRef]
- Dutta, S.; Das, R.; Bhattacharyya, D. A Multi-Physics Framework Model towards Coupled Fire-Structure Interaction for Flax/PP Composite Beams. Compos. Part B Eng. 2019, 157, 207–218. [Google Scholar] [CrossRef]
- Nicholson, J.W.; Nolan, P.F. The Behaviour of Thermoset Polymers under Fire Conditions. Fire Mater. 1983, 7, 89–95. [Google Scholar] [CrossRef]
- Ramadan, N.; Taha, M.; La Rosa, A.D.; Elsabbagh, A. Towards Selection Charts for Epoxy Resin, Unsaturated Polyester Resin and Their Fibre-Fabric Composites with Flame Retardants. Materials 2021, 14, 1181. [Google Scholar] [CrossRef] [PubMed]
- Ingham, P.E. The Pyrolysis of Wool and the Action of Flame Retardants. J. Appl. Polym. Sci. 1971, 15, 3025. [Google Scholar] [CrossRef]
- Li, B.; Xu, M. Effect of a Novel Charring–Foaming Agent on Flame Retardancy and Thermal Degradation of Intumescent Flame Retardant Polypropylene. Polym. Degrad. Stab. 2006, 91, 1380. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Subasinghe, A.; Kim, N.K. Chapter 4—Natural Fibers: Their Composites and Flammability Characterizations. In Multifunctionality of Polymer Composites; Friedrich, K., Breuer, U., Eds.; William Andrew Publishing: Oxford, UK, 2015; pp. 102–143. ISBN 978-0-323-26434-1. [Google Scholar]
- Thirumal, M.; Khastgir, D.; Nando, G.B.; Naik, Y.P.; Singha, N.K. Halogen-Free Flame Retardant PUF: Effect of Melamine Compounds on Mechanical, Thermal and Flame Retardant Properties. Polym. Degrad. Stab. 2010, 95, 1138–1145. [Google Scholar] [CrossRef]
- Schartel, B. Phosphorus-Based Flame Retardancy Mechanisms—Old Hat or a Starting Point for Future Development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef] [PubMed]
- Mishra, A.; Bhattacharyya, D. Sustainable Enhancement of the Mechanical and Flammability Performances of Keratinous Feather-PP Composites: The Effects of Processing Temperature and Solvent Choice. J. Compos. Sci. 2023, 7, 305. [Google Scholar] [CrossRef]
- Chukwunonso Ossai, I.; Shahul Hamid, F.; Hassan, A. Valorisation of Keratinous Wastes: A Sustainable Approach towards a Circular Economy. Waste Manag. 2022, 151, 81–104. [Google Scholar] [CrossRef] [PubMed]
- Navaratnam, S.; Selvaranjan, K.; Jayasooriya, D.; Rajeev, P.; Sanjayan, J. Applications of Natural and Synthetic Fiber Reinforced Polymer in Infrastructure: A Suitability Assessment. J. Build. Eng. 2023, 66, 105835. [Google Scholar] [CrossRef]
- Wong, D.; Anwar, M.; Debnath, S.; Hamid, A.; Izman, S. A Review: Recent Development of Natural Fiber-Reinforced Polymer Nanocomposites. JOM 2021, 73, 2504–2515. [Google Scholar] [CrossRef]
- Hazwani, M.; Abdul Majid, M.S.; Azaman, M.D.; Ridzuan, M.J.M.; Cheng, E.M. Mechanical Properties and Flammability of Pineapple Leaf Fiber (PALF) Reinforced Polymer Composite with Hybridized Fire Retardants. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Bryll, K.; Kostecka, E.; Scheibe, M.; Dobrzyńska, R.; Kostecki, T.; Ślączka, W.; Korczyńska, I. Evaluation of Fire Resistance of Polymer Composites with Natural Reinforcement as Safe Construction Materials for Small Vessels. Appl. Sci. 2023, 13, 5832. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.-M.; Dubois, P. New Prospects in Flame Retardant Polymer Materials: From Fundamentals to Nanocomposites. Mater. Sci. Eng. R Rep. 2009, 63, 100. [Google Scholar] [CrossRef]
- Wilson, W.E.; O’Donovan, J.T.; Fristrom, R.M. Flame Inhibition by Halogen Compounds. Symp. Int. Combust. 1969, 12, 929–942. [Google Scholar] [CrossRef]
- Kashiwagi, T. Polymer Combustion and Flammability—Role of the Condensed Phase. Symp. Int. Combust. 1994, 25, 1423–1437. [Google Scholar] [CrossRef]
- Camino, G.; Costa, L.; Luda di Cortemiglia, M.P. Overview of Fire Retardant Mechanisms. Polym. Degrad. Stab. 1991, 33, 131–154. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Z.; Wang, D.-Y. Polydopamine-Assisted Strategies for Preparation of Fire-Safe Polymeric Materials: A Review. Eur. Polym. J. 2020, 138, 109973. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Gibson, A.G. Fire Properties of Polymer Composite Materials; Springer Science & Business Media: Berlin, Germany, 2007; ISBN 978-1-4020-5356-6. [Google Scholar]
- Fan, M.; Naughton, A. Mechanisms of Thermal Decomposition of Natural Fibre Composites. Compos. Part B Eng. 2016, 88, 1–10. [Google Scholar] [CrossRef]
- Chanda, A.; Kim, N.K.; Wijaya, W.; Bhattacharyya, D. Fire Reaction of Sandwich Panels with Corrugated and Honeycomb Cores Made from Natural Materials. J. Sandw. Struct. Mater. 2021, 23, 4196–4217. [Google Scholar] [CrossRef]
- Zhu, C.; Li, J.; Clement, M.; Yi, X.; Rudd, C.; Liu, X. The Effect of Intumescent Mat on Post-Fire Performance of Carbon Fibre Reinforced Composites. J. Fire Sci. 2019, 37, 257–272. [Google Scholar] [CrossRef]
- Bazli, M.; Abolfazli, M. Mechanical Properties of Fibre Reinforced Polymers under Elevated Temperatures: An Overview. Polymers 2020, 12, 2600. [Google Scholar] [CrossRef] [PubMed]
- Ghazzawi, Y.M.; Osorio, A.F.; Heitzmann, M.T. The Effect of Fibre Length and Fibre Type on the Fire Performance of Thermoplastic Composites: The Behaviour of Polycarbonate as an Example of a Charring Matrix. Constr. Build. Mater. 2020, 234, 117889. [Google Scholar] [CrossRef]
- Xu, Y.-J.; Qu, L.-Y.; Liu, Y.; Zhu, P. An Overview of Alginates as Flame-Retardant Materials: Pyrolysis Behaviors, Flame Retardancy, and Applications. Carbohydr. Polym. 2021, 260, 117827. [Google Scholar] [CrossRef] [PubMed]
- Camino, G.; Costa, L.; Martinasso, G. Intumescent Fire-Retardant Systems. Polym. Degrad. Stab. 1989, 23, 359–376. [Google Scholar] [CrossRef]
- Balaji, S.; Kumar, R.; Sripriya, R.; Rao, U.; Mandal, A.; Kakkar, P.; Reddy, P.N.; Sehgal, P.K. Characterization of Keratin–Collagen 3D Scaffold for Biomedical Applications. Polym. Adv. Technol. 2012, 23, 500–507. [Google Scholar] [CrossRef]
- Parenteau-Bareil, R.; Gauvin, R.; Berthod, F. Collagen-Based Biomaterials for Tissue Engineering Applications. Materials 2010, 3, 1863–1887. [Google Scholar] [CrossRef]
- Alahyaribeik, S.; Ullah, A. Methods of Keratin Extraction from Poultry Feathers and Their Effects on Antioxidant Activity of Extracted Keratin. Int. J. Biol. Macromol. 2020, 148, 449–456. [Google Scholar] [CrossRef]
- Saha, S.; Arshad, M.; Zubair, M.; Ullah, A. Keratin as a Biopolymer. In Keratin as a Protein Biopolymer: Extraction from Waste Biomass and Applications; Sharma, S., Kumar, A., Eds.; Springer Series on Polymer and Composite Materials; Springer International Publishing: Cham, Switzerland, 2019; pp. 163–185. ISBN 978-3-030-02901-2. [Google Scholar]
- Kim, N.K.; Dutta, S.; Bhattacharyya, D. A Review of Flammability of Natural Fibre Reinforced Polymeric Composites. Compos. Sci. Technol. 2018, 162, 64–78. [Google Scholar] [CrossRef]
- Kim, N.K.; Lin, R.J.T.; Bhattacharyya, D. Effects of Wool Fibres, Ammonium Polyphosphate and Polymer Viscosity on the Flammability and Mechanical Performance of PP/Wool Composites. Polym. Degrad. Stab. 2015, 119, 167–177. [Google Scholar] [CrossRef]
- McKittrick, J.; Chen, P.-Y.; Bodde, S.G.; Yang, W.; Novitskaya, E.E.; Meyers, M.A. The Structure, Functions, and Mechanical Properties of Keratin. JOM 2012, 64, 449–468. [Google Scholar] [CrossRef]
- Fattah Amara, A.A.A. The Protein Structure, Function and Specificity. In Biomolecules from Natural Sources; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2022; pp. 181–213. ISBN 978-1-119-76962-0. [Google Scholar]
- Senoz, E.; Wool, R.P. Microporous Carbon–Nitrogen Fibers from Keratin Fibers by Pyrolysis. J. Appl. Polym. Sci. 2010, 118, 1752–1765. [Google Scholar] [CrossRef]
- Tesfaye, T.; Sithole, B.; Ramjugernath, D.; Chunilall, V. Valorisation of Chicken Feathers: Characterisation of Physical Properties and Morphological Structure. J. Clean. Prod. 2017, 149, 349–365. [Google Scholar] [CrossRef]
- Mann, G.S.; Azum, N.; Khan, A.; Rub, M.A.; Hassan, M.I.; Fatima, K.; Asiri, A.M. Green Composites Based on Animal Fiber and Their Applications for a Sustainable Future. Polymers 2023, 15, 601. [Google Scholar] [CrossRef] [PubMed]
- Mattiello, S.; Guzzini, A.; Del Giudice, A.; Santulli, C.; Antonini, M.; Lupidi, G.; Gunnella, R. Physico-Chemical Characterization of Keratin from Wool and Chicken Feathers Extracted Using Refined Chemical Methods. Polymers 2023, 15, 181. [Google Scholar] [CrossRef] [PubMed]
- Brebu, M.; Spiridon, I. Thermal Degradation of Keratin Waste. J. Anal. Appl. Pyrolysis 2011, 91, 288–295. [Google Scholar] [CrossRef]
- Feughelman, M. Natural Protein Fibers. J. Appl. Polym. Sci. 2002, 83, 489–507. [Google Scholar] [CrossRef]
- Zhang, S.; Horrocks, A.R. A Review of Flame Retardant Polypropylene Fibres. Prog. Polym. Sci. 2003, 28, 1517. [Google Scholar] [CrossRef]
- Sanchez-Olivares, G.; Sanchez-Solis, A.; Calderas, F.; Alongi, J. Keratin Fibres Derived from Tannery Industry Wastes for Flame Retarded PLA Composites. Polym. Degrad. Stab. 2017, 140, 42–54. [Google Scholar] [CrossRef]
- Wrześniewska-Tosik, K.; Ryszkowska, J.; Mik, T.; Wesołowska, E.; Kowalewski, T.; Pałczyńska, M.; Sałasińska, K.; Walisiak, D.; Czajka, A. Composites of Semi-Rigid Polyurethane Foams with Keratin Fibers Derived from Poultry Feathers and Flame Retardant Additives. Polymers 2020, 12, 2943. [Google Scholar] [CrossRef]
- Jung, D.; Bhattacharyya, D. Combined Effect of Silicate Coating and Phosphate Loading on the Performance Improvement of a Keratinous Fiber-Based Flame Retardant. Chem. Eng. J. 2021, 424, 130484. [Google Scholar] [CrossRef]
- Martínez-Hernández, A.L.; Velasco-Santos, C.; de-Icaza, M.; Castaño, V.M. Dynamical–Mechanical and Thermal Analysis of Polymeric Composites Reinforced with Keratin Biofibers from Chicken Feathers. Compos. Part B Eng. 2007, 38, 405–410. [Google Scholar] [CrossRef]
- Ahmed, A.; Qayoum, A. Investigation on the Thermal Degradation, Moisture Absorption Characteristics and Antibacterial Behavior of Natural Insulation Materials. Mater. Renew. Sustain. Energy 2021, 10, 4. [Google Scholar] [CrossRef]
- Ahmed, A.; Qayoum, A.; Mir, F.Q. Investigation of the Thermal Behavior of the Natural Insulation Materials for Low Temperature Regions. J. Build. Eng. 2019, 26, 100849. [Google Scholar] [CrossRef]
- Alvarez, S.; Raydan, N.D.V.; Svahn, I.; Gontier, E.; Rischka, K.; Charrier, B.; Robles, E. Assessment and Characterization of Duck Feathers as Potential Source of Biopolymers from an Upcycling Perspective. Sustainability 2023, 15, 14201. [Google Scholar] [CrossRef]
- Bourguiba, A.; Touati, K.; Sebaibi, N.; Boutouil, M.; Khadraoui, F. Recycled Duvets for Building Thermal Insulation. J. Build. Eng. 2020, 31, 101378. [Google Scholar] [CrossRef]
- Martinez-Hernandez, A.L.; Velasco-Santos, C.; De Icaza, M.; Castano, V.M. Microstructural Characterisation of Keratin Fibres from Chicken Feathers. Int. J. Environ. Pollut. 2005, 23, 162–178. [Google Scholar] [CrossRef]
- Wrześniewska-Tosik, K.; Wesołowska, E.; Ryszkowska, J.; Montes, S.; Mik, T.; Kowalewski, T.; Kudra, M. Thermal Characteristic of Keratin Fibres from Poultry Feathers and their Suitability to Conversion into Thermoset Biobased Composites. Fibres Text. East. Eur. 2019, 27, 112–121. [Google Scholar] [CrossRef]
- Rajabi, M.; Ali, A.; McConnell, M.; Cabral, J. Keratinous Materials: Structures and Functions in Biomedical Applications. Mater. Sci. Eng. C 2020, 110, 110612. [Google Scholar] [CrossRef] [PubMed]
- Chilakamarry, C.R.; Mahmood, S.; Saffe, S.N.B.M.; Arifin, M.A.B.; Gupta, A.; Sikkandar, M.Y.; Begum, S.S.; Narasaiah, B. Extraction and Application of Keratin from Natural Resources: A review. 3 Biotech. 2021, 11, 220. [Google Scholar] [CrossRef]
- Poole, L.B. The Basics of Thiols and Cysteines in Redox Biology and Chemistry. Free Radic. Biol. Med. 2015, 80, 148–157. [Google Scholar] [CrossRef]
- Patankar, K.C.; Maiti, S.; Singh, G.P.; Shahid, M.; More, S.; Adivarekar, R.V. Chemically Modified Wool Waste Keratin for Flame Retardant Cotton Finishing. Clean. Eng. Technol. 2021, 5, 100319. [Google Scholar] [CrossRef]
- Senoz, E.; Wool, R.P.; McChalicher, C.W.J.; Hong, C.K. Physical and Chemical Changes in Feather Keratin during Pyrolysis. Polym. Degrad. Stab. 2012, 97, 297–307. [Google Scholar] [CrossRef]
- Liu, L.; Yuan, Z.; Fan, X.; Pan, C.; Li, X. A Review of Interfacial Bonding Mechanism of Bamboo Fiber Reinforced Polymer Composites. Cellulose 2022, 29, 83–100. [Google Scholar] [CrossRef]
- Ghani, S.A.; Jahari, M.H.; Soo-jin, T. Effects of Sodium Hydroxide Treatment on the Properties of Low-Density Polyethylene Composites Filled with Chicken Feather Fiber. J. Vinyl Addit. Technol. 2014, 20, 36–41. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M. 1-Natural Fibers and Their Composites. In Tribology of Natural Fiber Polymer Composites, 2nd ed.; Chand, N., Fahim, M., Eds.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2021; pp. 1–59. ISBN 978-0-12-818983-2. [Google Scholar]
- Conzatti, L.; Giunco, F.; Stagnaro, P.; Patrucco, A.; Tonin, C.; Marano, C.; Rink, M.; Marsano, E. Wool Fibres Functionalised with a Silane-Based Coupling Agent for Reinforced Polypropylene Composites. Compos. Part Appl. Sci. Manuf. 2014, 61, 51–59. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and Bonding Mechanisms of Plant Fibre Composites: An Overview. Compos. Part B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef]
- Kim, H.-S.; Lee, B.-H.; Choi, S.-W.; Kim, S.; Kim, H.-J. The Effect of Types of Maleic Anhydride-Grafted Polypropylene (MAPP) on the Interfacial Adhesion Properties of Bio-Flour-Filled Polypropylene Composites. Compos. Part Appl. Sci. Manuf. 2007, 38, 1473–1482. [Google Scholar] [CrossRef]
- Miao, C.; Hamad, W.Y. Cellulose Reinforced Polymer Composites and Nanocomposites: A Critical Review. Cellulose 2013, 20, 2221–2262. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Surface Modifications of Natural Fibers and Performance of the Resulting Biocomposites: An Overview. Compos. Interfaces 2001, 8, 313–343. [Google Scholar] [CrossRef]
- Li, P.; Wang, J.; Wang, C.; Xu, C.; Ni, A. The Flame Retardant and Mechanical Properties of the Epoxy Modified by an Efficient DOPO-Based Flame Retardant. Polymers 2024, 16, 631. [Google Scholar] [CrossRef]
- Yuan, Y.; Lin, W.; Xiao, Y.; Yu, B.; Wang, W. Advancements in Flame-Retardant Systems for Rigid Polyurethane Foam. Molecules 2023, 28, 7549. [Google Scholar] [CrossRef] [PubMed]
- Shi, Y.; Yu, B.; Wang, X.; Yuen, A.C.Y. Editorial: Flame-Retardant Polymeric Materials and Polymer Composites. Front. Mater. 2021, 8, 703123. [Google Scholar] [CrossRef]
- Mu, B.; Liu, P. Surface Analysis of Polystyrene-Grafted Keratin Fiber via Surface-Initiated Atom Transfer Radical Polymerization. Des. Monomers Polym. 2008, 11, 97–104. [Google Scholar] [CrossRef]
- Kim, N.; Lin, R.; Bhattacharyya, D. Flammability and Mechanical Behaviour of Polypropylene Composites Filled with Cellulose and Protein Based Fibres: A Comparative Study. Compos. Part A 2017, 100, 215. [Google Scholar] [CrossRef]
- Rajaei, M.; Wang, D.; Bhattacharyya, D. Combined Effects of Ammonium Polyphosphate and Talc on the Fire and Mechanical Properties of Epoxy/Glass Fabric Composites. Compos. Part B Eng. 2017, 113, 381–390. [Google Scholar] [CrossRef]
- Bourbigot, S.; Le Bras, M.; Duquesne, S.; Rochery, M. Recent Advances for Intumescent Polymers. Macromol. Mater. Eng. 2004, 289, 499. [Google Scholar] [CrossRef]
- Lim, K.-S.; Bee, S.-T.; Sin, L.T.; Tee, T.-T.; Ratnam, C.T.; Hui, D.; Rahmat, A.R. A Review of Application of Ammonium Polyphosphate as Intumescent Flame Retardant in Thermoplastic Composites. Compos. Part B Eng. 2016, 84, 155–174. [Google Scholar] [CrossRef]
- Pomázi, Á.; Toldy, A. Particle Distribution of Solid Flame Retardants in Infusion Moulded Composites. Polymers 2017, 9, 250. [Google Scholar] [CrossRef] [PubMed]
- Rattanapan, A. Study on the Rheological Behaviour of Sisal Fibre/HDPE Composites with Flame Retardant. Key Eng. Mater. 2017, 737, 307–312. [Google Scholar] [CrossRef]
- Prabhakar, M.N.; Shah, A.U.R.; Song, J.-I. A Review on the Flammability and Flame Retardant Properties of Natural Fibers and Polymer Matrix Based Composites. Compos. Res. 2015, 28, 29–39. [Google Scholar] [CrossRef]
- Elsabbagh, A.; Attia, T.; Ramzy, A.; Steuernagel, L.; Ziegmann, G. Towards Selection Chart of Flame Retardants for Natural Fibre Reinforced Polypropylene Composites. Compos. Part B Eng. 2018, 141, 1–8. [Google Scholar] [CrossRef]
- Perez, R.M.; Sandler, J.K.W.; Altstädt, V.; Hoffmann, T.; Pospiech, D.; Ciesielski, M.; Döring, M. Effect of DOP-Based Compounds on Fire Retardancy, Thermal Stability, and Mechanical Properties of DGEBA Cured with 4,4′-DDS. J. Mater. Sci. 2006, 41, 341–353. [Google Scholar] [CrossRef]
- Perez, R.M.; Sandler, J.K.W.; Altstädt, V.; Hoffmann, T.; Pospiech, D.; Ciesielski, M.; Döring, M.; Braun, U.; Knoll, U.; Schartel, B. Effective Halogen-Free Flame Retardants for Carbon Fibre-Reinforced Epoxy Composites. J. Mater. Sci. 2006, 41, 4981–4984. [Google Scholar] [CrossRef]
- Sun, F.; Yu, T.; Hu, C.; Li, Y. Influence of Functionalized Graphene by Grafted Phosphorus Containing Flame Retardant on the Flammability of Carbon Fiber/Epoxy Resin (CF/ER) Composite. Compos. Sci. Technol. 2016, 136, 76–84. [Google Scholar] [CrossRef]
- Battig, A.; González, K.I.G.; Schartel, B. Valorizing “Non-Vegan” Bio-Fillers: Synergists for Phosphorus Flame Retardants in Epoxy Resins. Polym. Degrad. Stab. 2022, 198, 109875. [Google Scholar] [CrossRef]
- Qu, L.; Sui, Y.; Zhang, C.; Dai, X.; Li, P.; Sun, G.; Xu, B.; Fang, D. Improved Flame Retardancy of Epoxy Resin Composites Modified with a Low Additive Content of Silica-Microencapsulated Phosphazene Flame Retardant. React. Funct. Polym. 2020, 148, 104485. [Google Scholar] [CrossRef]
- Hörold, S. Phosphorus Flame Retardants in Thermoset Resins1. Polym. Degrad. Stab. 1999, 64, 427–431. [Google Scholar] [CrossRef]
- Tawiah, B.; Yu, B.; Ullah, S.; Wei, R.; Yuen, R.; Xin, J.; Fei, B. Flame Retardant Poly(Lactic Acid) Biocomposites Reinforced by Recycled Wool Fibers—Thermal and Mechanical Properties. Express Polym. Lett. 2019, 13, 697–712. [Google Scholar] [CrossRef]
- Kuru, D.; Akpinar Borazan, A.; Guru, M. Effect of Chicken Feather and Boron Compounds as Filler on Mechanical and Flame Retardancy Properties of Polymer Composite Materials. Waste Manag. Res. J. Sustain. Circ. Econ. 2018, 36, 1029–1036. [Google Scholar] [CrossRef]
- Wu, K.; Wang, X.; Xu, Y.; Guo, W. Flame Retardant Efficiency of Modified Para-Aramid Fiber Synergizing with Ammonium Polyphosphate on PP/EPDM. Polym. Degrad. Stab. 2020, 172, 109065. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A Review of Natural Fiber Composites: Properties, Modification and Processing Techniques, Characterization, Applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Sreekala, M.S.; Kumaran, M.G.; Joseph, S.; Jacob, M.; Thomas, S. Oil Palm Fibre Reinforced Phenol Formaldehyde Composites: Influence of Fibre Surface Modifications on the Mechanical Performance. Appl. Compos. Mater. 2000, 7, 295–329. [Google Scholar] [CrossRef]
- Beckermann, G.W.; Pickering, K.L. Engineering and Evaluation of Hemp Fibre Reinforced Polypropylene Composites: Fibre Treatment and Matrix Modification. Compos. Part Appl. Sci. Manuf. 2008, 39, 979–988. [Google Scholar] [CrossRef]
- Ho, M.; Wang, H.; Lee, J.-H.; Ho, C.; Lau, K.; Leng, J.; Hui, D. Critical Factors on Manufacturing Processes of Natural Fibre Composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. A Critical Review on the Fabrication Processes and Performance of Polyamide Biocomposites from a Biofiller Perspective. Mater. Today Sustain. 2019, 5, 100014. [Google Scholar] [CrossRef]
- Adekunle, K.F. Surface Treatments of Natural Fibres—A Review: Part 1. Open J. Polym. Chem. 2015, 05, 41–46. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Jung, D.S.; Kim, N.K. Flame Retardant Keratinous Fibre. U.S. Patent 16/341,700, 16 July 2020. [Google Scholar]
- Rabe, S.; Sanchez-Olivares, G.; Pérez-Chávez, R.; Schartel, B. Natural Keratin and Coconut Fibres from Industrial Wastes in Flame Retarded Thermoplastic Starch Biocomposites. Materials 2019, 12, 344. [Google Scholar] [CrossRef] [PubMed]
- Hu, P.; Zheng, X.; Zhu, J.; Wu, B. Effects of Chicken Feather Keratin on Smoke Suppression Characteristics and Flame Retardancy of Epoxy Resin. Polym. Adv. Technol. 2020, 31, 2480–2491. [Google Scholar] [CrossRef]
- Alongi, J.; Cuttica, F.; Carosio, F. DNA Coatings from Byproducts: A Panacea for the Flame Retardancy of EVA, PP, ABS, PET, and PA6? ACS Sustain. Chem. Eng. 2016, 4, 3544–3551. [Google Scholar] [CrossRef]
- Guan, Y.-H.; Liao, W.; Xu, Z.-Z.; Chen, M.-J.; Huang, J.-Q.; Wang, Y.-Z. Improvement of the Flame Retardancy of Wood-Fibre/Polypropylene Composites with Ideal Mechanical Properties by a Novel Intumescent Flame Retardant System. RSC Adv. 2015, 5, 59865–59873. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Zhang, J.; Lu, B.-X.; Xin, Z.X.; Kang, C.K.; Kim, J.K. Effect of Flame Retardants on Mechanical Properties, Flammability and Foamability of PP/Wood–Fiber Composites. Compos. Part B Eng. 2012, 43, 150–158. [Google Scholar] [CrossRef]
- Cheng, X.-W.; Guan, J.-P.; Chen, G.; Yang, X.-H.; Tang, R.-C. Adsorption and Flame Retardant Properties of Bio-Based Phytic Acid on Wool Fabric. Polymers 2016, 8, 122. [Google Scholar] [CrossRef]
- Mosnáčková, K.; Opálková Šišková, A.; Kleinová, A.; Danko, M.; Mosnáček, J. Properties and Degradation of Novel Fully Biodegradable PLA/PHB Blends Filled with Keratin. Int. J. Mol. Sci. 2020, 21, 9678. [Google Scholar] [CrossRef] [PubMed]
- Mutlu, A.; Tayfun, U.; Dogan, M. Performance Evaluation of Melamine Derivatives as Flame Retardant Additive in Chicken Feather Containing Thermoplastic Polyurethane Biocomposites. J. Thermoplast. Compos. Mater. 2023, 36, 3585–3602. [Google Scholar] [CrossRef]
- Wang, X.; Lu, C.; Chen, C. Effect of Chicken-Feather Protein-Based Flame Retardant on Flame Retarding Performance of Cotton Fabric. J. Appl. Polym. Sci. 2014, 131, 40584. [Google Scholar] [CrossRef]
- Guna, V.; Ilangovan, M.; Vighnesh, H.R.; Sreehari, B.R.; Abhijith, S.; Sachin, H.E.; Mohan, C.B.; Reddy, N. Engineering Sustainable Waste Wool Biocomposites with High Flame Resistance and Noise Insulation for Green Building and Automotive Applications. J. Nat. Fibers 2021, 18, 1871–1881. [Google Scholar] [CrossRef]



| Flame Retardant | Examples |
|---|---|
| Active fillers | Hydrotalcite, silica, hydrated oxides, aluminium hydroxides, magnesium hydroxide |
| Halogenated compounds | Chlorinated, brominated compounds |
| Phosphorylated compounds | Organophosphates, phosphonates, and phosphinates |
| Nano-particulated flame retardants | Nanoclay, nanotube, and graphite |
| Ref. | Fibre Type | Matrix | Flame Retardant | Thermal and Flammability Test | Mechanical Properties |
|---|---|---|---|---|---|
| [64] | Chicken feathers | Single rigid foams (SRPUF) | Fyrol PNX; expandable graphite (GE); AlOH; zinc Oxide; APP | PHRR: −21% (for 10% keratin fibre); −54% (keratin + GE); −59% (keratin + GE + Fyrol) | |
| [121] | Chicken feathers | TPU | Melamine derivatives (MC, MP, MPP) | PHRR: −21% (for 20% MC + chicken feather + TPU); −43% (for 20% MP + chicken feather + TPU); −48% (for 20% MPP + chicken feather + TPU) | |
| [10] | Chicken feathers | Polypropylene | EDAP | PHRR: −80% (for 30% chicken feather + 20% APP); −82% (for 20 wt.% APP) | Tensile strength: −6% (PP + FR-chicken feather); |
| [122] | Chicken feathers | Cotton fabric | P-N flame retardant, Borax, Boric acid | LOI: 30.1 for P-N flame retardant, 39.9 for combination of P-N, boric acid, borax | |
| [17] | Chicken feathers | PP | Melamine derivatives (MP); APP | FGR: 1.75 for chemical treatment and 2.21 for physical treated CF–PP composites; 8.76 for PP | Tensile strength: −8% (PP + FR-chicken feather); |
| [29] | Chicken feathers | PP | Melamine derivatives (MP); APP | PHRR: −22% ((for water treated FR- chicken feather + APP); FGR: −27% (for water as solvent in treated FR- chicken feather + APP) | Tensile strength: −14% (PP + FR-chicken feather); |
| [9] | Wool fibre, chicken feathers | Polypropylene | EDAP | PHRR: −30% for chicken feathers -PP composites compared to wool–PP composites | Tensile strength: FR-Wool/PP performed better than FR-Chicken feather/PP composites |
| [53] | Wool fibre | PP | APP | PHRR: −30% (for 30% wool fibre + 20% APP); −82% (for 20 wt.% APP) | Tensile strength: +16% (PP + wool); −15% (PP + wool + APP) |
| [12] | Wool fibre | PP | TGA: 1.1 wt.% residue (neat PP); 7.9 wt.% residue (30 wt.% wool + PP) | Interfacial shear strength: +4% with addition of 2 wt.% MA-PP | |
| [123] | PP fibre | Wool fibre | UL-94: V0 grade achieved (for 85 wt.% wool +15 wt.% PP fibres) | Tensile strength: +7.2% (wool + PP) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishra, A.; Kim, N.K.; Bhattacharyya, D. Keratinous Natural Fibres as Sustainable Flame Retardants and Reinforcements in Polymer Composites. J. Compos. Sci. 2024, 8, 230. https://doi.org/10.3390/jcs8060230
Mishra A, Kim NK, Bhattacharyya D. Keratinous Natural Fibres as Sustainable Flame Retardants and Reinforcements in Polymer Composites. Journal of Composites Science. 2024; 8(6):230. https://doi.org/10.3390/jcs8060230
Chicago/Turabian StyleMishra, Avishek, Nam Kyeun Kim, and Debes Bhattacharyya. 2024. "Keratinous Natural Fibres as Sustainable Flame Retardants and Reinforcements in Polymer Composites" Journal of Composites Science 8, no. 6: 230. https://doi.org/10.3390/jcs8060230
APA StyleMishra, A., Kim, N. K., & Bhattacharyya, D. (2024). Keratinous Natural Fibres as Sustainable Flame Retardants and Reinforcements in Polymer Composites. Journal of Composites Science, 8(6), 230. https://doi.org/10.3390/jcs8060230