Abstract
Fiberglass is a waste generated in the construction materials industry, which is not dangerous for the environment, but long-term and very long-term storage is expensive. Finding a method of reuse as in creating a useful composite material led to the research work in this study. The impact of waste fiberglass and furnace slag on the characteristics of novel composite materials was examined in this study. The density and mechanical properties of the composite samples were examined to determine the impact of waste fiberglass (WFG) concentration in it. Washed river aggregates were replaced with WFG in various ratios in our laboratory tests. Concrete class C16/20 was utilized, having 0.35–0.7 w. % WFG and 2–10% slag. The obtained material was evaluated for density, workability, and compressive strength. The experiments were carried out in an accredited concrete station laboratory. The density of the resulting materials decreased as the WFG content was increased. The densities were higher than the witness sample, ranging from 2358 to 2405 kg/m3. The findings show that adding WFG and slag to concrete has a positive impact on its characteristics. With the addition of WFG, the mixture became more non-homogenous, but these characteristics can be optimized in future. Because of the differential in density between WFG and natural coarse aggregates, the fresh density of obtained composites dropped as the percentage of WFG increased; this could be an advantage, as the newly obtained material became lighter. The findings show that adding waste to concrete has a detrimental impact on its qualities. The introduction of blast furnace slag up to 5% does not modify the compressive strength, compared to the reference samples, but 10% slag causes a decrease in compressive strength of 4.2%. A proportion of 0.25% WFG causes a slight increase in mechanical strength; therefore, 0.25% WFG and 5% slag increased the compressive strength, the maximum value being obtained for a composite with 0.25% WFG, 5% slag, 5% sand and aggregates. Capitalization of WFG and slag resulted in significant economic and environmental benefits by reducing waste storage costs and production costs, and advantages resulted from the new material.
1. Introduction
Composite materials are the most widely used construction material and huge amounts of natural resources are required to manufacture it [1]. Being a material formed by mixing cement, sand, gravel, and water, with or without additives and admixtures, the properties of this mixture develop through the hydration of the cement. Although concrete is a commonly used building material, its poor ductility, high brittleness, low tensile strength, low tensile strain, and weak impact toughness provide several constraints in engineering applications [2]. The integration of diverse discontinuous fibers into concrete can significantly address its deficiencies [3,4]. An effective method to enhance its characteristics involves the incorporation of various fiber types [5,6]. Several commercially available options include steel, glass, synthetic, and certain natural fibers [7,8]. Notably, glass fiber (GF) and polypropylene fiber (PPF) are commonly utilized materials to reinforce concrete and boost its performance [9]. The addition of GF or PPF in concrete mixes has been explored to augment its mechanical attributes. Incorporating GF or PPF serves to bridge micro-cracks within the matrix, redistributing stress and impeding stress propagation at crack tips. This approach exhibits a favorable inhibitory effect during the initial and propagation stages of matrix cracking, ultimately enhancing the concrete’s load-bearing capacity post-peak load. It facilitates a “cracking without breaking” failure mode, thus improving mechanical properties such as tensile strength, flexural strength, toughness, ductility, modulus of rupture, and energy absorption [10]. Consequently, this transformation results in a transition from brittle to ductile material behavior.
Fiberglass mesh serves as a reinforcement component in the external thermal insulation systems of buildings, proving to be effective in enhancing both interior and exterior plasters. However, the manufacturing process of fiberglass generates a considerable number of recyclable fibers as residue. This study aims to address the challenge of utilizing this waste from the fiberglass manufacturing industry in various strength classes of concrete compositions. Incorporating glass fibers into concrete production offers several advantages and disadvantages [11].
To enhance concrete properties, a second by-product, granulated blast furnace slag, sourced from the steel production process, was introduced [12]. Granulated blast furnace slag is obtained by rapidly quenching molten iron slag with steam or water, resulting in aglassy, granular material rich in iron, silica, and aluminum oxides. This addition serves to improve the durability and strength of concrete. The study evaluates various properties of the composite mixture, including workability, density of the fresh and hardened mixtures, and compressive strength [13].
Concrete reinforced with glass fibers is a common practice in the construction industry [14]. Glass fiber-reinforced concrete (FG) is a composite material that incorporates fine glass fibers into the concrete mix. These fibers can be randomly dispersed or strategically oriented to enhance the mechanical properties of the concrete [15]. Here are some key features and advantages of glass fiber-reinforced concrete: strength and durability [16].
The addition of glass fibers improves the tensile strength of concrete, reducing the likelihood of cracking and enhancing durability. FG is known for its ability to withstand harsh environmental conditions, such as freeze-thaw cycles and exposure to chemicals. Glass fibers are lightweight, which helps in reducing the weight of the concrete. This can be particularly beneficial in applications where weight is a concern. The inclusion of glass fibers helps control and minimize cracking, especially in situations where traditional concrete might be prone to shrinkage cracks [17]. Unlike traditional steel reinforcement, glass fibers do not corrode, providing added resistance to environmental factors that can degrade concrete over time [18]. On the other hand, using wastes achieves a reduction in pollution and CO2 emissions [19,20], with thermal processes for obtaining other types of fibers [21].
Concrete incorporating slag, often referred to as slag cement or ground granulated blast furnace slag, is a widely used construction material [22]. Slag is a by-product of the iron-making process and is obtained by quenching molten iron slag from a blast furnace with water or steam. Incorporated into concrete, slag offers various benefits: enhanced durability, reduced heat of hydration, improved workability, improved strength, etc.
Slag cement improves the long-term durability of concrete. It reduces permeability and enhances resistance to sulfate attack and the alkali–silica reaction, contributing to the overall durability of the concrete structure [23]. On the other hand, the use of slag in concrete helps in reducing the heat generated during the hydration process [24]. This is particularly advantageous in massive concrete structures, where excessive heat can lead to thermal cracking. Workability of concrete with slag can be enhanced; this is often attributed to the fine particles in slag, which act as a filler, improving the overall particle packing of the concrete mix [25]. Regarding strength properties, concrete with slag can achieve comparable or even superior compressive strength compared to conventional concrete over time [23].
Blast furnace slag is the most important by-product of the steel industry, in terms of available quantity and existing and potential areas of reuse. Blast furnace slag is a by-product resulting from the process of extracting pig iron from ores. It is formed as a result of the reduction reactions of iron oxides with carbon monoxide, originating from the burning of coke. In the furnace, along with iron ore and coke, limestone or dolomite is introduced to remove impurities (compounds with sulfur, phosphorus, silicon, aluminum, manganese, etc.) through liquid phase reactions with calcium oxide. The melt formed by the reaction of calcium oxide with iron ore impurities separates as slag at the top, due to its much lower density (approx. 2200 kg/m3) than that of molten iron (approx. 7800 kg/m3).
It is important to note that the proportion of slag used in concrete mixtures can vary, and the specific properties of slag can depend on the source and manufacturing process; for this reason, experiments with definite sources are necessary.
The utilization of waste materials like fiberglass or slag in concrete is indeed environmentally friendly, as it repurposes by-products that would otherwise end up in landfills. This mean sustainable construction practices by reducing the reliance on traditional cement production, which is a significant source of carbon emissions. Depending on the local availability and accessibility of slag, it can offer a cost-effective alternative to traditional cement, especially in regions where slag is abundant. However, it is important to note the potential environmental issues associated with non-biodegradable materials like fiberglass, as highlighted by Karthikeyan et al. [26]. Accumulation of such materials over time can pose challenges, underscoring the need for responsible disposal practices and ongoing research into alternative materials with minimal environmental impact.
In this study, the possibilities of using of fiberglass waste, from a Romanian enterprise, in concrete composite are comprehensively analyzed for the first time. This waste is the result of mesh production, as the original fiberglass and the technology for obtaining of mesh is in wide use.
2. Materials and Methods
2.1. Materials and Mixtures
The ordinary Portland cement CEM II A/LL 42.5R was adopted during this experiment and the physical and mechanical properties of the cement are shown in Table 1.

Table 1.
Cement properties CEM II A/LL42.5R.
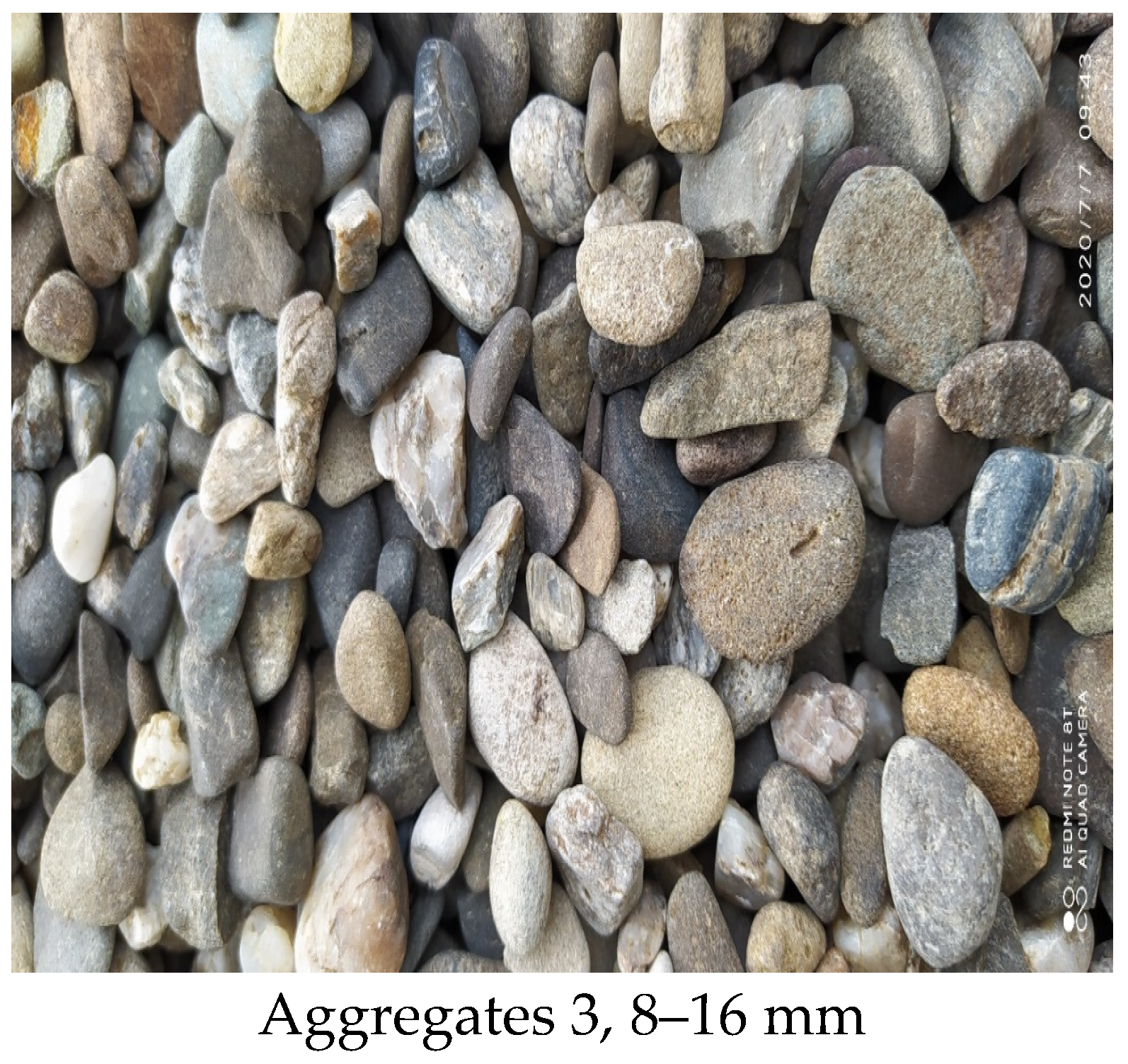
Natural river sand with particle diameter 0–4 mm and with a 2.65 fineness modulus was used as fine aggregate (Agr1). Coarse aggregate a particle diameter of 4–16 mm was used in two classes: Agr2 class 4–8 mm and Agr3 class 8–16 mm. The mix proportions of the concrete mixes prepared are shown in Table 2.
Table 2.
Mix proportions of concrete.
Mix composition was chosen by maintaining the usual recipe of concrete class C16/20 preparation, modifying it by replacing part of the aggregates with slag and WFG. The study is based on increasing the proportions of WFG and slag and finding an optimal and safe composition of concrete that can be used on an industrial scale.
To ensure the workability and mechanical properties of a composite concrete, water/binder ratios were set to 0.55, while the volume fractions of WFG were 0.35% and 0.70%. Three mixtures were used for the comparison: Ref 1–Ref 3.
In order to improve the mechanical qualities of our composite mixture, we used fiber waste from Bico Industries along with slag powder as a mineral admixture. Additionally, we utilized a polycarboxylate-type high-performance water reducer to achieve the desired slump for our fresh concrete.
Using slag powder as a mineral admixture can improve the durability and strength of concrete while reducing its environmental impact. The addition of fiber waste from Bico Industries can enhance properties such as toughness, ductility, and resistance to cracking, contributing to overall mechanical performance.
The use of a polycarboxylate-type high-performance water reducer helps in achieving the desired workability or slump of the concrete mix without compromising its strength or durability. This type of water reducer is commonly used in high-performance concrete mixes to maintain flowability while reducing water content, which can lead to improved strength and durability characteristics.
The granularity of the aggregates and the granulometric composition of the total aggregates with the maximum size of the aggregates 0–16 mm used in the preparation of the concrete used in the study are presented in Table 3.
Table 3.
Granulometric distribution of concrete components.
Additions are fine inorganic materials that can be added to the mixture to improve certain of its characteristics or to achieve special properties. Additions can improve the following characteristics of concrete: workability, degree of impermeability, resistance to aggressive chemical agents, etc. In this study, furnace slag was used as an addition.
The water used was water from the public water supply.
The samples were prepared and tested following the guidelines outlined in [27,28,29,30,31,32,33,34,35] and according to European Standard SR EN 206 + A2:2021 [36]. The mixing of materials and the preparation of specimens were carried out within laboratory conditions at a temperature of 22 °C, obtaining a volume of 0.06 m3. The sequence of adding raw materials into the forced mixer and the duration of stirring was as follows: (1) Coarse aggregates and fine aggregates were introduced into the forced mixer and stirred for about 20 s. (2) Cement and slag were then added and stirred for an additional 20 s, followed by the addition of approximately 30% water, stirred for roughly 90 s. (3) Fiber and 30% water were incorporated and stirred for another 90 s. (4) Subsequently, a superplasticizer and the remaining water were added and stirred until achieving uniform colloid consistency. The workability of the concrete mixture was assessed through a slump test. Following casting, specimens were allowed to cure in molds for 24 h, after which they were demolded and transferred to a curing water tank situated in a standard curing room at 20 °C until reaching either 7 or 28 days of testing age. Following extraction from the curing environment, specimens were air-dried for approximately 5 min at room temperature prior to conducting the test. Three samples were taken from each mixture for testing.
2.2. Materials and Concrete Characterization
Granulometric analysis is a specific step in characterization of granular materials. The granularity of the aggregates is mainly characterized by the following factors: the total area of the granules; the relative volume occupied by the aggregates; the content of the fine part and the coarse part. A very important thing is the total specific surface of the aggregates volume, which directly influences the amount of water required for mixing, with all the advantages and disadvantages that arise from that.
Dry sieving is a method used to separate particles based on their size using a sieve or a set of sieves. It is a common technique in various industries, including construction, environmental science, etc. The process involves passing a sample through a series of sieves with progressively smaller openings, and particles that are larger than the openings are retained on the sieve, while smaller particles pass through.
Screening is performed for each granular class, using the corresponding sieves from the basic series (1; 2; 4; 8; 16; 32) and subunit sieves (0; 0.125; 0.250; 0.5). For example, for the granular class 8/16, the sieves 0, 0.125, 0.250, 0.5, 1, 2, 4, 8, and 16 were used.
Adhesion of the aggregates to the cement paste. This characteristic is of particular importance because it directly influences the strength of the mixture through the degree of interpenetration of the cement paste between the surface roughness of the aggregates. The irregular surfaces specific to the crushing aggregates, together with the soft and heterogeneous nature of the rocks, lead to an increased adhesion with the cement paste.
Granule shape and surface texture. The shape of the granules changes the volume of voids. Classification of the main shapes of aggregates particles: rounded, irregular scaly, angular, elongated. The main aspects that are important from the point of view of the shape and texture of the aggregates are: degree of roundness, sphericity, proportion of scaly grains, surface texture. Thus, the rounded granules give the mixture an easy workability, which needs less mixing water and is easier to compact; the elongated granules give the mixture a 20–25% lower strength compared to the mixture made with rounded granules.
The density can be classified according to real density, apparent density, bulk density, specific density and is determined by weighing as mass is proportional to volume.
Segregation is the phenomenon of separating granules according to size, which leads to its inhomogeneity through the accumulation of large granules at the base of piles formed by the unloading of dump trucks or other means of transport. Humidity allows a reduction in segregation, through the adhesion of fine granules to coarse ones.
Impurities in the aggregates can negatively influence the cement hydration reactions, due to deposits on the granules, which prevent aggregate–cement paste adhesion and particles without resistors. The organic substance in the mass of the aggregates that is formed from the decomposition of organic matter is in the form of organic soil and humus. Silt consists of fine particles (up to 0.02 mm); it can form films on top of the aggregate granules, or it can act freely in the particles. Clay has harmful effects of breaking the adhesion between the cement paste and the aggregates grain, negatively affecting the durability and strength of the mixture. The impurities content of aggregates was determined by washing.
SEM, XRD, and EDS analyses were performed for the raw materials, and for composite materials the mechanical strength, microstructural characteristics, density, and workability were determined. An X’Pert PRO MRD X-ray diffractometer—PANalytical (X-ray diffraction analysis—XRD, Malvern, UK) and SEM VEGA TESCAN Scanning Electron Microscope (VegaTescan LMH II, VegaTescan, Brno—Kohoutovice, Czech Republic) equipped with the QUANTAX Bruker EDS Microanalysis system (Quanta 3D–AL99/D8229–FEI Company, Hillsboro, OR, USA) were used for characterization.
3. Results and Discussion
3.1. Characterization of Aggregates (Agr)
For a given aggregate and a maximum grain size established according to the criteria in the regulations, the total area depends on the proportions of the component fractions of the total aggregates. The proportions of the fractions will be established so as to obtain a minimum volume of voids.
The desired granularity can be obtained by sorting the aggregates by sifting with sieves of different meshes. The proportion of different granules is determined by the summation of the granules up to the given size. In the experimental study, three types of aggregates are used: sand or grit with 0–4 mm coarseness; aggregates with a granularity 4–8 mm grain size; and aggregates of 8–16 mm.
The sample was dried in the oven at a temperature of 110 ± 5 °C until reaching a constant mass. After cooling, the amount of the sample to undergo sieving was taken. The test consists of separating into several classes of aggregates. The masses of granules retained on different sieves are related to the initial mass of the material and the cumulative percentages of passing through each sieve are presented in numerical form. Aspects of the aggregates are presented in Figure 1. The results of granulometric analysis and aggregate properties are presented in Table 4 and in Table 5 the physical and mechanical characteristics of the aggregates are presented.
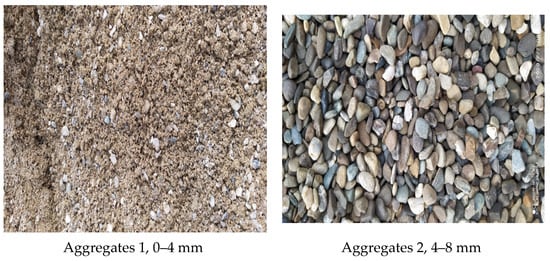
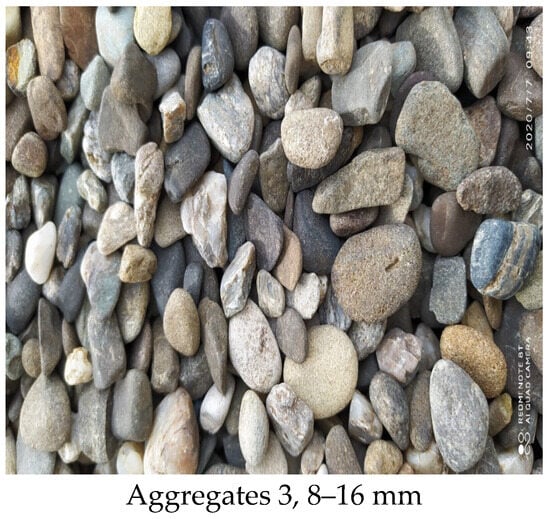
Figure 1.
Aspects of aggregates.
Table 4.
Results of the granularity of the aggregates, %.
Table 5.
Physical and mechanical characteristics of aggregates.
In the case of our study, the impurity content of the aggregates was: aggregate 1—1.9%, aggregate 2—0.4%, and aggregate 3—0.33%.
3.2. Superplasticizer Additive
A high-performance polymeric superplasticizer was used in the study. Adding 0.8% superplasticizer reduces by 5 to 6% the amount of water used in the preparation of the mixture. It provides increased plasticity allowing the production of a low water content mixture with high workability. It prevents settling, facilitates homogenization of the mixture, mixing time is reduced, and dosing can be carried out before or after the addition of water. The additive provides a stable consistency without segregation. Its properties are presented in Table 6.
Table 6.
Properties of additive.
3.3. Waste Fiberglass (WFG)
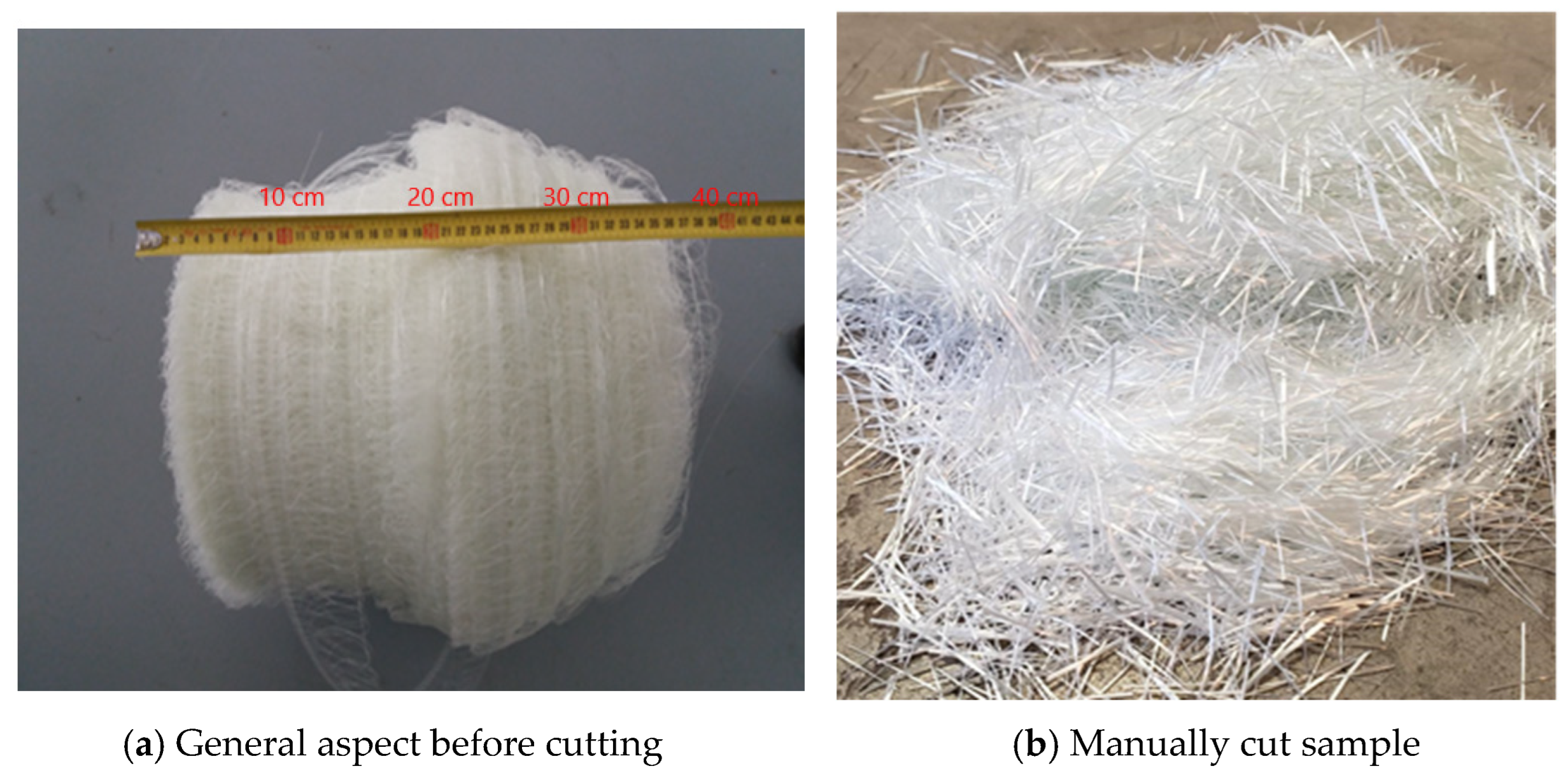
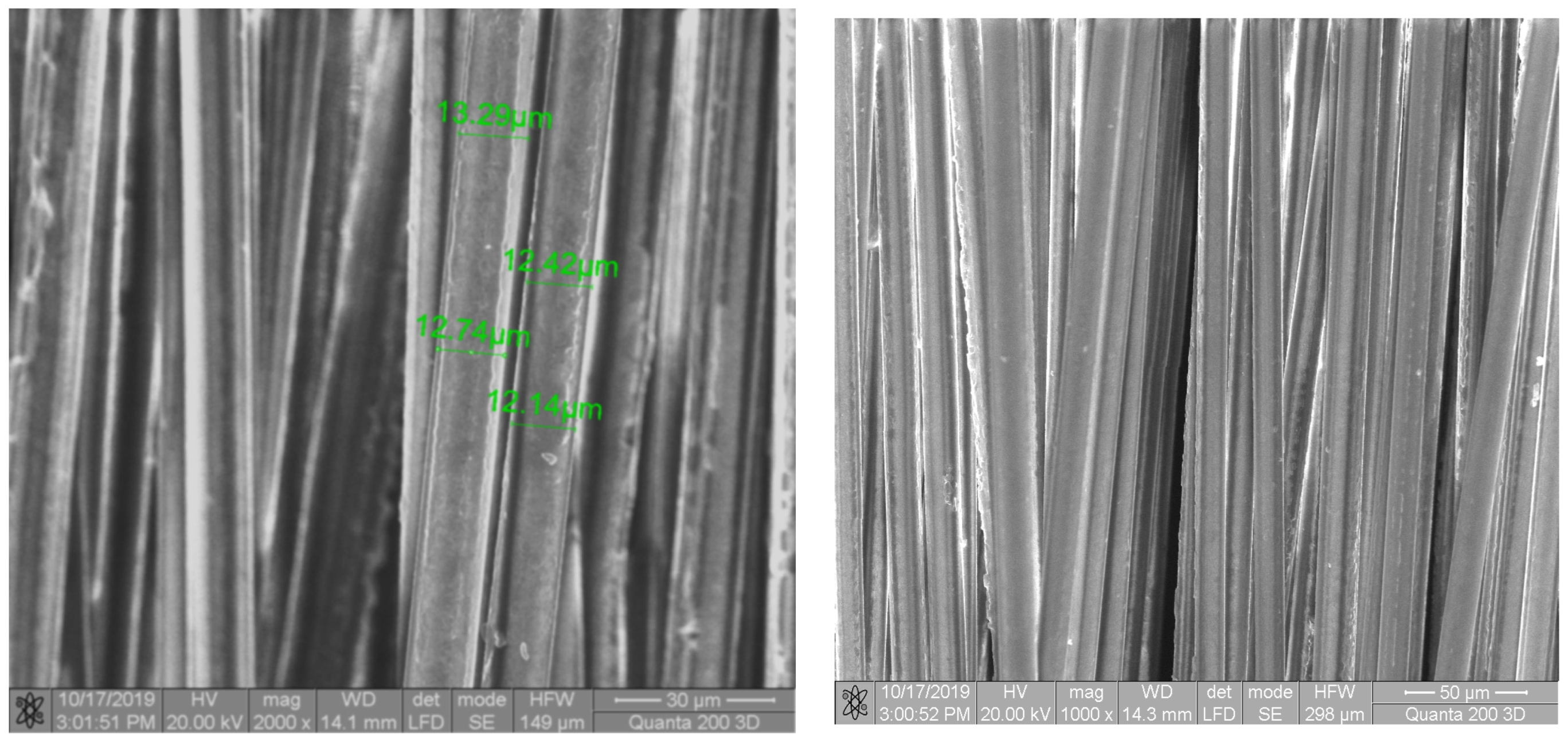
Fiberglass is a glass that comes in the form of fine fibers, which are made from special glass. Glass fibers are used as transmission cables in telecommunications, as textile fibers, or as heat-insulating and sound-insulating materials. During fabrication of fiber mesh, a significant quantity and volume of it is generated. In this study waste glass fiber (WFG) mesh, resistant to alkaline environments, anchored with a layer of styrene-butadiene (a thermoplastic elastomer), was used. The glass fiber mesh has a mass of 160 gr/m2. For the actual study, WFG was received from Bico Industries, Piatra Neamt, Romania, as is shown in Figure 2a. To make it usable in composite preparation, fiberglass roll was manually cut into glass fibers with dimensions between 3 to 5 cm, as is shown in Figure 2b. Blast furnace granulated slag was used just as received from the metallurgical industry supplier, Galati Romania. WFG was used as a reinforcement element in the prepared cement composite. In the composite mixture, we used shredded scrap; the size of the shred is 3–5 cm. The fiberglass waste resulting from obtaining webs were a finished product with defects, and contained more than 70% of fibers of diameter below 13 µm, with an average diameter size of 12.14–13.3 µm.
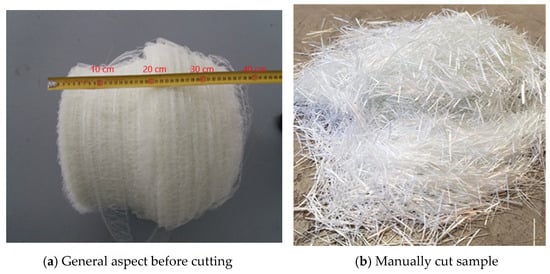
Figure 2.
Waste fiberglass from Bico Industries.
Glass fiber samples were prepared for analysis; the quarter method was used to prepare the significant sample. The determination of humidity was also carried out at 105 °C, in triplicate; the obtained value was 0.3%.
The dried sample was placed in three clean, labelled jars representing the samples for analysis. Morphologic analysis of the fiberglass is presented in Figure 3.
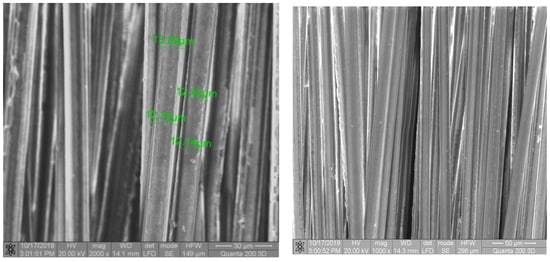
Figure 3.
Morphologic analysis of fiberglass waste.
From Figure 3, it can be seen that the waste fiberglass surface is smooth without texture and distributed in packages, as in the literature [37].
The chemical analysis was performed by EDS. The elemental composition obtained was transformed into the real components: SiO2, Al2O3, and CaO, Table 7. If the sum of the mass percentages of the elements is 100, the sum of the compositions of the fictive components is different, of which in glass fiber Ca, Al, and Si bind in the form of calcium silicates and complex calcium silicates/aluminates [2,38].
Table 7.
Oxidative composition of treated fiber, %.
The literature shows that in general glass fiber has the following composition: SiO2: 58–62%; Al2O3: 14–18%; CaO + MgO: 20–24.5%; CaO: more than 14%; Li2O: 0.01–0.5%; Na2O + K2O: less than 2%; TiO2: less than 3.5%; Fe2O3: less than 1%; and F2: less than 1%. The weight percentage ratio of CaO/MgO is greater than 2 and less than or equal to 2.6; and the weight percentage ratio of SiO2/CaO is between 3.3 and 6 [39,40,41]. The main component of glass fibers is silica (silicon dioxide SiO2) In crystalline form it is tetrahedral, with four oxygen atoms surrounding a central silicon atom. It has no melting point, but softens up to 2000 °C, where it begins to degrade [42].
The density of E–type fibers is 2620 kg/m3, higher than that of boron fibers which is 2550 kg/m3, while ECR-type fibers have densities ranging from 2660 to 2680 kg/m3 [43,44]. The fiberglass used in this study had a density of 2504.3 kg/m3.
The tensile strength was determined; the obtained value was 3985 MPa.
Based on the results of the chemical analyses, the following conclusions and recommendations can be drawn: Glass fiber waste from SC Bico Industries SRL is not dangerous for the environment, not radioactive, does not give off gas under storage conditions; capitalization of the glass fiber waste is recommended due to the space required for storage. to The adhesive-treated fiber additionally contains C (carbon) corresponding to the organic continuum of the adhesive; the oxides present in fiberglass recommend capitalization of it in construction materials.
3.4. Characterization of Furnace Slag
It is a by-product of the metallurgical industry. When melted, slag contains FeO, Fe2O3, SiO2, Al2O3, CaO, MgO. In the study, we use it as an admixture in proportions of 2%, 4%, and 10% to improve the strength of the composite material. It is used in ground form with a grain size similar to that of sand. The blast furnace slag density was 1182 kg/m3, determined by the pycnometer method.
3.4.1. SEM Analysis
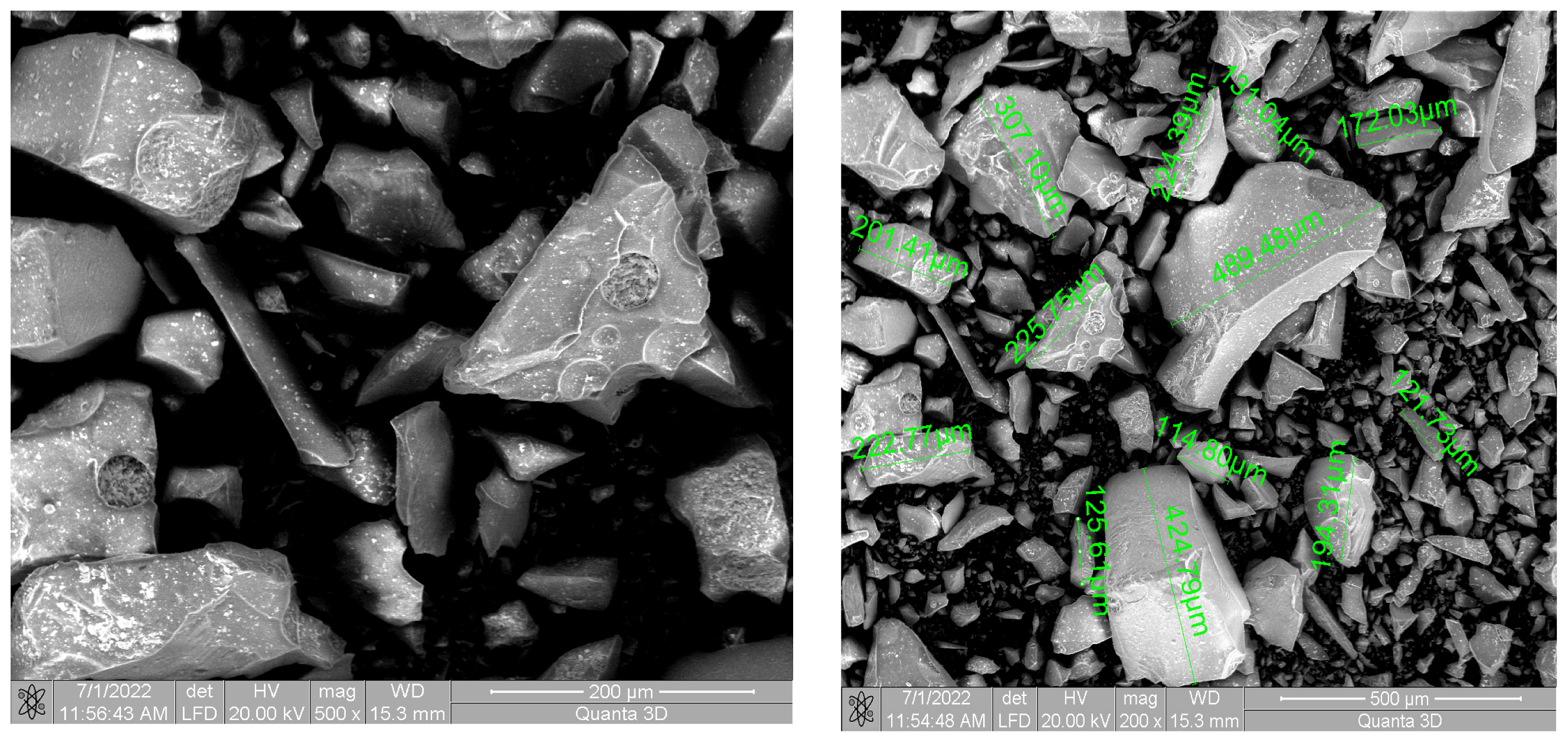
To establishing the possibilities to using the slag in composites, it was characterized. The size and shape of the particles are shown in Figure 4.
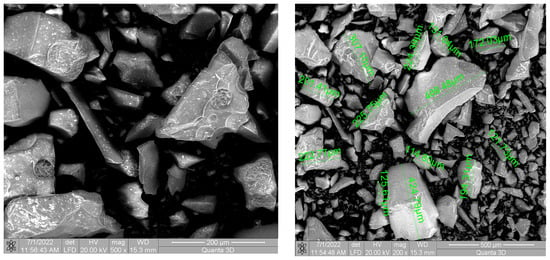
Figure 4.
The shape and dimensions of the slag.
Analyzing the data from Figure 4, the slag presents as a fine powder, with particles of various shapes, specific to mechanical grinding. The slag has a significant fine part by weight with particles below 5 µm. The existence of the coarse part demonstrates an open circuit grinding process.
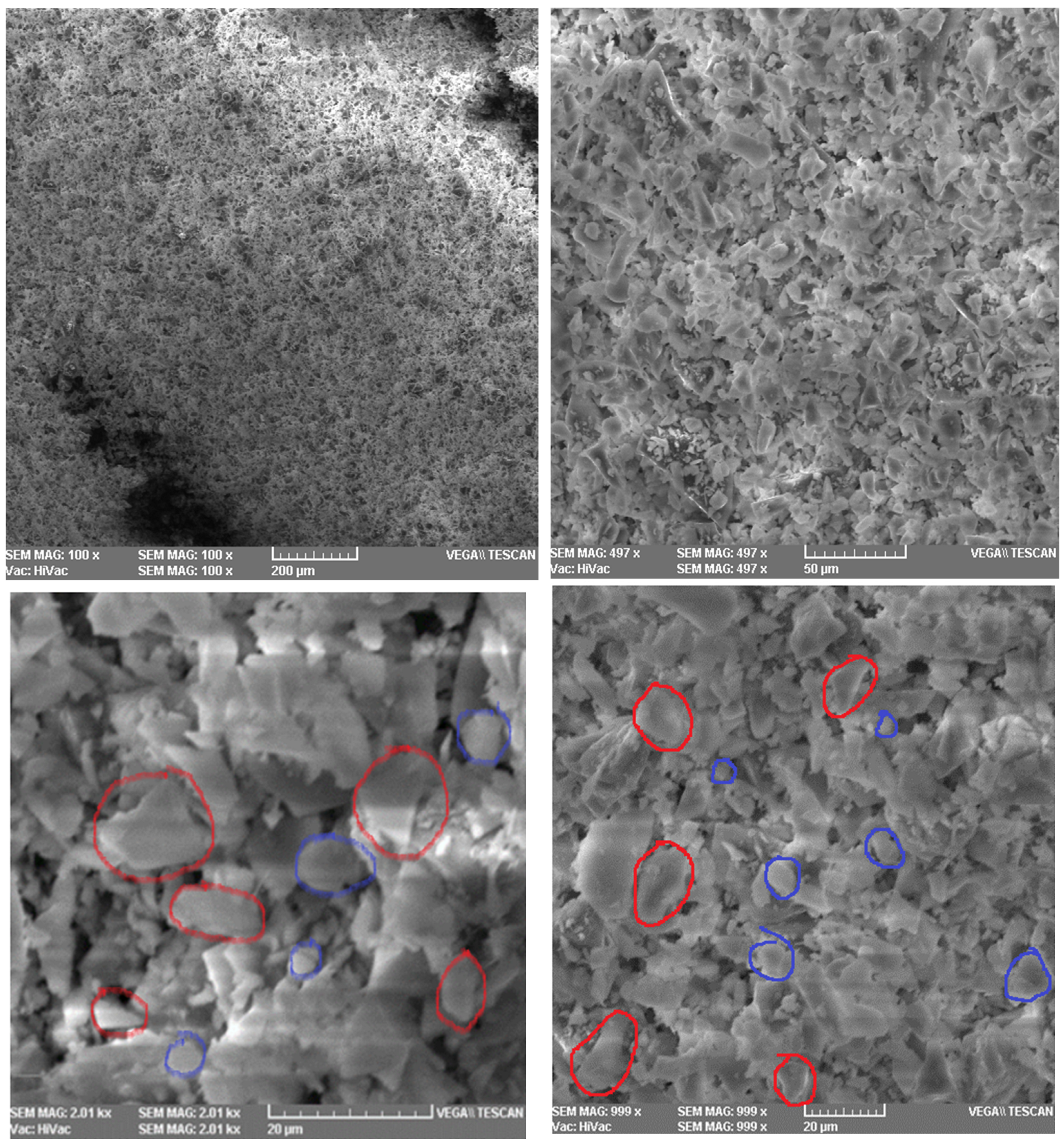
SEM micrographs of the form and surface texture of the BOF slag particles are displayed in Figure 5 accordingly. The forms of the gravel-sized slag particles ranged from subrounded to subangular. Subangular, thick particles showed distinct edges and asperities. Most of the gravel-sized particles exhibited a solid structure and good sphericity. A few particles also had a heterogeneous porous structure on their surface.
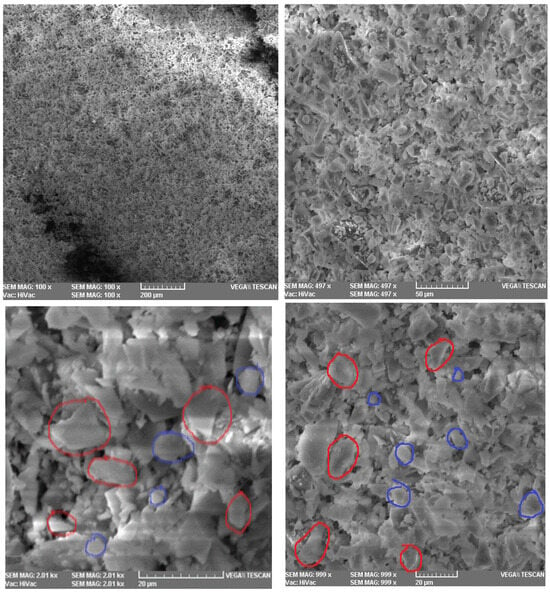
Figure 5.
The morphologic analysis of slag (marked with red—subangular; marked with blue subrounded).
The SEM analyses revealed that the slag had sand and silt sizes. Different asperities and edges were found in angular, bulky particles. The majority of particles with sand and silt sizes that were analyzed under the SEM exhibited rough surface textures. The data are in accord with the literature [45].
3.4.2. Elemental Analysis
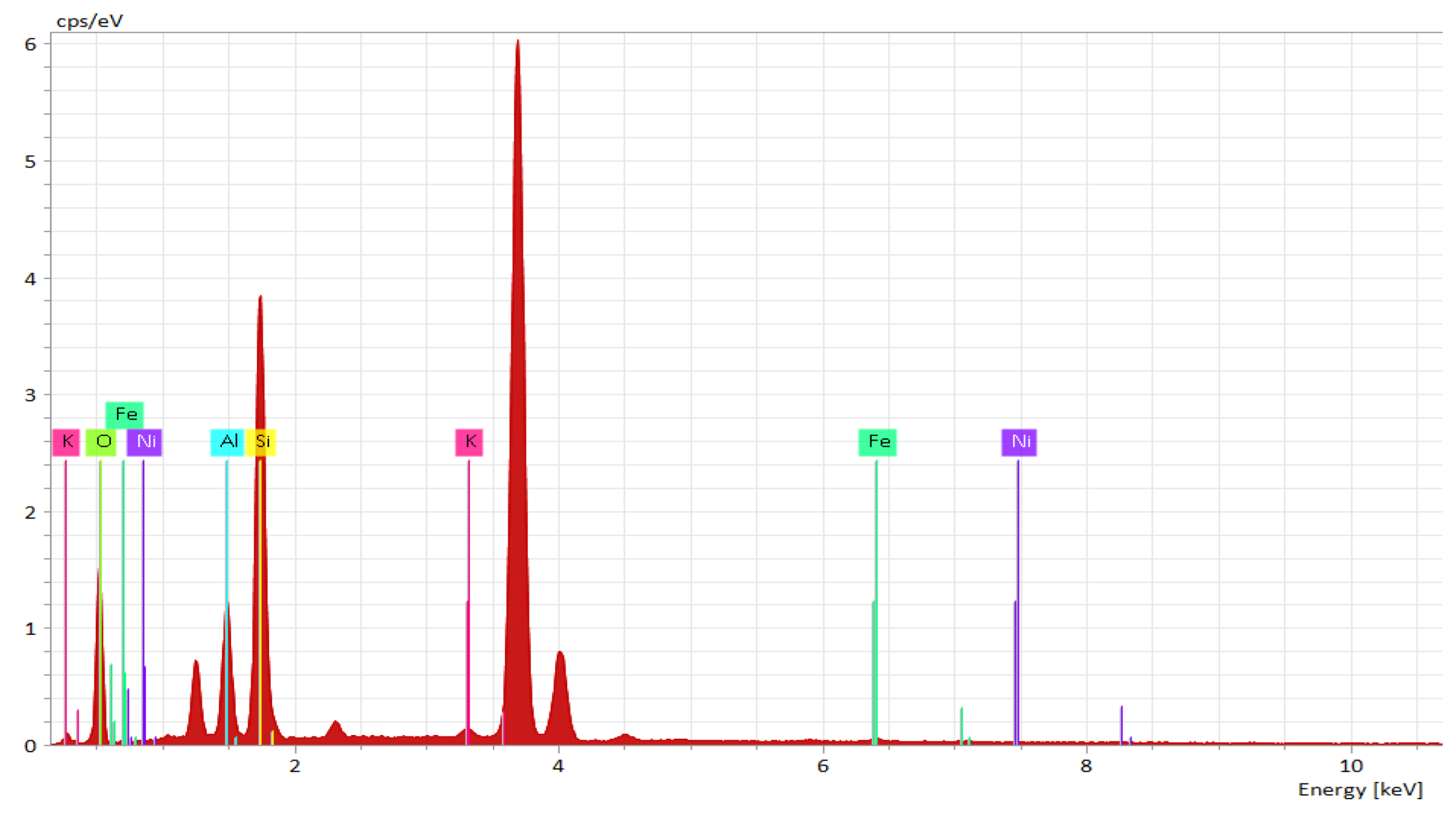
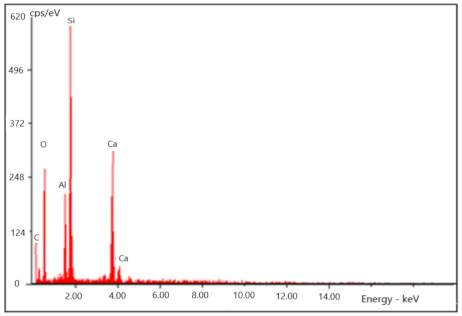
Identification of the chemical elements present in the slag was carried out by elemental chemical analysis. The results obtained are presented in Figure 6.
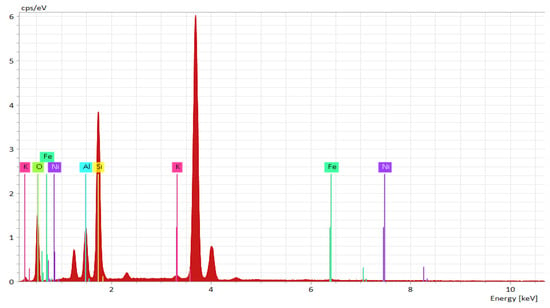
Figure 6.
EDS analysis of slag.
From Figure 6 and Table 7 and Table 8, which show the concentration in mass and atomic percentages, the slag contains Ca, Si, O, Al, Mg, Fe, but also traces of K, Ti, and Ni was identified in only one area. Calcium and iron oxide are the two main chemical constituents of the slag. Based on the elemental mass composition, presented in Table 8 and Table 9, the oxide chemical composition was calculated: CaO—38.136%; SiO2—25.71%; Al2O3—14.98%; MgO—4.33%; Fe2O3—7.35%; and K2O—0.329%.
Table 8.
Elemental analysis of slag area 1.
Table 9.
Elemental analysis of slag area 2.
From the chemical characterization, the high content of calcium oxide and the presence of magnesium oxide should be noted. Also, the analyzed slag has a high aluminum oxide content.
The distribution of the elements on the surface is shown in Figure 7. A uniform distribution of all the elements on the surface of the analyzed slag is found.
Figure 7.
Surface element distribution for slag.
3.4.3. XRD Analysis
The XRD analysis (Figure 8) demonstrates that the analyzed slag has a slightly crystallized structure, with positive effects on the concrete production process. Gehlenite (Ca2Al2Si07), merwinite (3CaO·MgO·2SiO2), olivine (2MgO·2FeO·SiO2), α–C2S and β–C2S (2CaO·SiO2), C4AF (4CaO·Al2O3·FeO3), C2F (2CaO·Fe2O3), MgO, FeO, and C3S (3CaO·SiO2), and an uncrystallized, a solid solution of CaO–FeO–MgO, are frequently found in the slag. The amorphous phase found in slag at 28 θ is characteristic of glass. The amorphous phase was constituted of network-forming oxides Si02 and Al203. The diffractogram indicates compounds of the calcium-aluminum-silicate type, in accordance with the specialized literature [46].
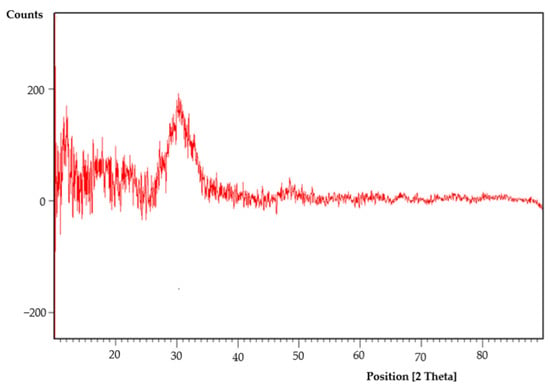
Figure 8.
XRD analysis for slag.
3.5. Characterization of Composite Materials
3.5.1. Morphology of Composites with WFG and Slag
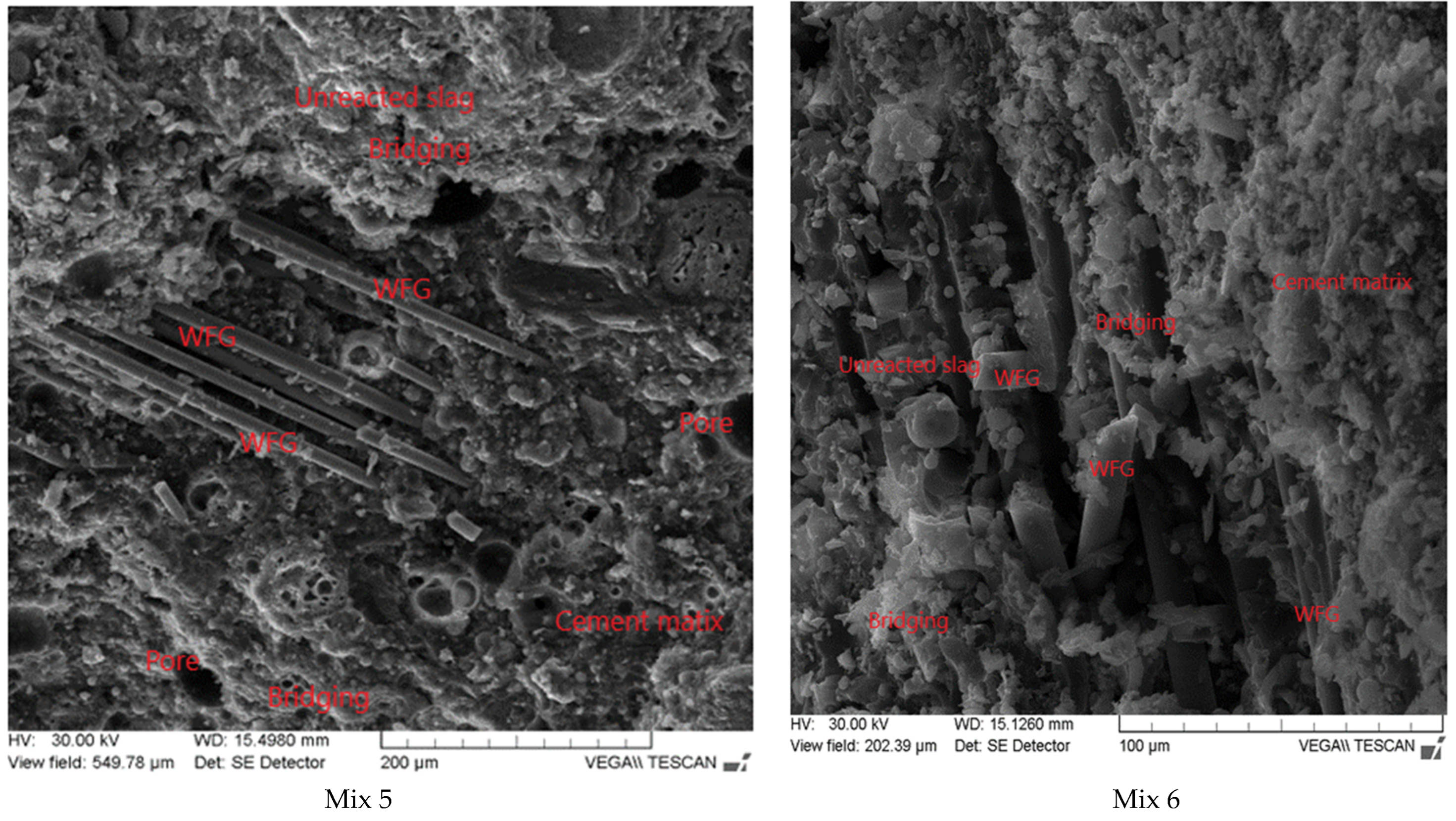
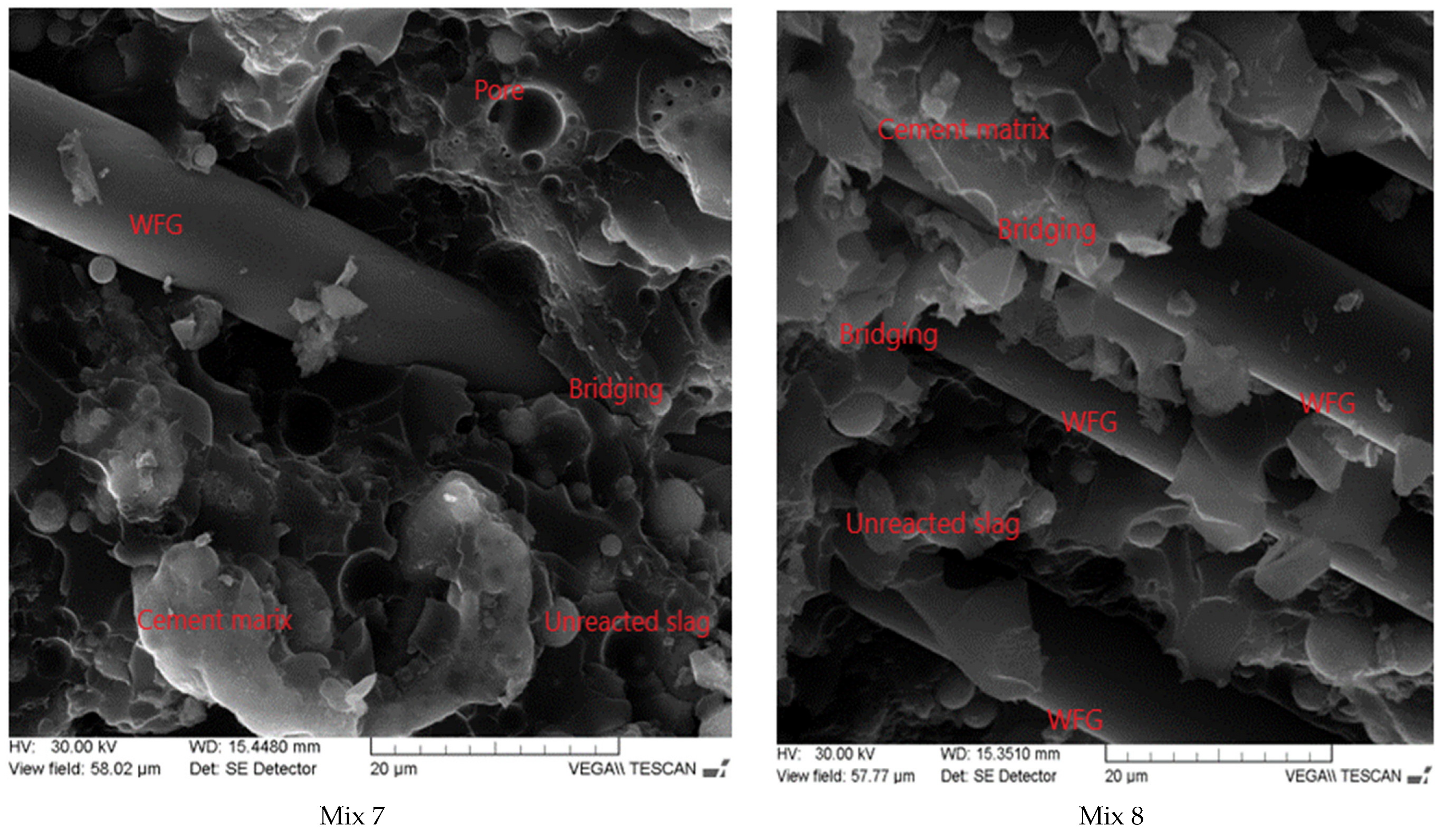
The morphology characteristic pictures of the concrete with WFG and slag are shown in Figure 9.
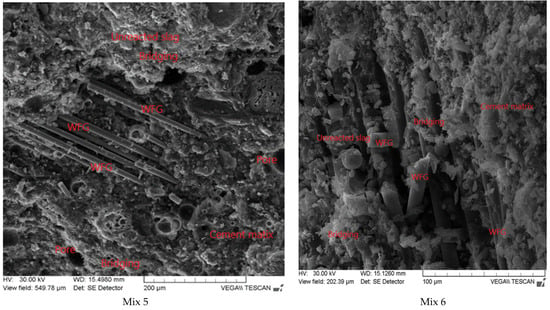
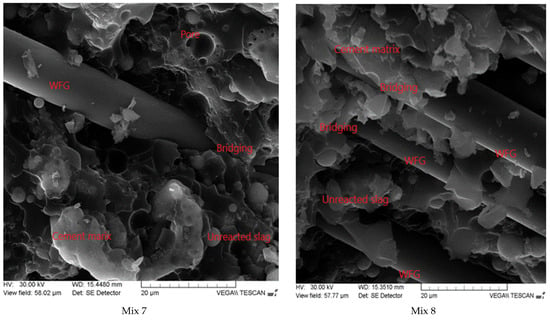
Figure 9.
Morphologic analysis of composites.
From Figure 9, a great bond quality happens between the total and cement framework and the cement framework is exceptionally compact. Be that as it may, splits within the cement lattice can be seen, the fiber expansion being vital. Figure 9b shows the SEM pictures of examples when w/b is 0.55 and 0.25% WFG. The behavior of fiber-reinforced concrete depends to a great extent on the properties of the interface between the fiber and the cement-based network. It can be seen from Figure 9b,c that the WFG and the cement network were very tightly integrated, which may be explained by the fact that WFG is a mineral fiber and has great hydrophilicity. The fiber–matrix holding quality gives favorable conditions for WFG to make strides in the quality characteristics and diminish the water retention of the concrete. As shown in Figure 9b, a reticular organized crystalline structure can be seen clearly within the pores of the cement lattice. The WFG, whose surface was secured by a thickly solidified cement lattice, played the part of a filler within the pores and decreased the porosity. As shown in Figure 9, the cement lattice structure was thickened and reduced. When splits showed up, because of the shorter distance across the WFG and the shorter separation between strands, the expansion of the split tip was constrained by the nearness of fiberglass; in this way, the split might proceed to extend by bypassing the fiber, breaking the fiber, or pulling the fiber out. Coupled with the great WFG–matrix holding quality, the development of breaks, fiber pullout and fiber breakage require great amounts of energy. However, according to Figure 9c,d, with increasing slag dosage, the pores and voids in the network altogether expanded in both measurement and amount. Concrete morphologies are in accord with the literature [2,47].
3.5.2. Density
As shown in Table 10, utilization of recycled WFG increased the air content. Given the morphology, air is necessarily entrapped within the glass fiber fluff when added in a dry state.
Table 10.
Density of mixtures.
For the reference samples (Ref 1–Ref 3) that did not contain waste, the density was 2353 kg/m3. The addition of furnace slag determined a slight increase in densities, in the fresh and the hardened state. With the increase in WFG the bulk density exhibits a continuous decline.
3.5.3. Workability
Fiberglass has a positive effect on the mechanical properties of concrete but can reduce workability. The length, diameter, and quantity of fiberglass added are significant factors that affect the workability. Fibers can lead to a higher water demand to achieve the same workability as reference concrete [48]. Table 10 shows that the addition of WFG also reduced the mixtures’ workability, in accord with the literature [49]. The decrease in workability was probably caused by the dry glass fiber fluff absorbing the mix water. Consequently, a vibration table was used for compaction. The workability decreased from 70 mm at 20 mm, respectively, to 10 mm for samples that contained WFG, but all of the composite mixtures were sufficiently workable to be cast into the molds.
3.5.4. Compressive Strength
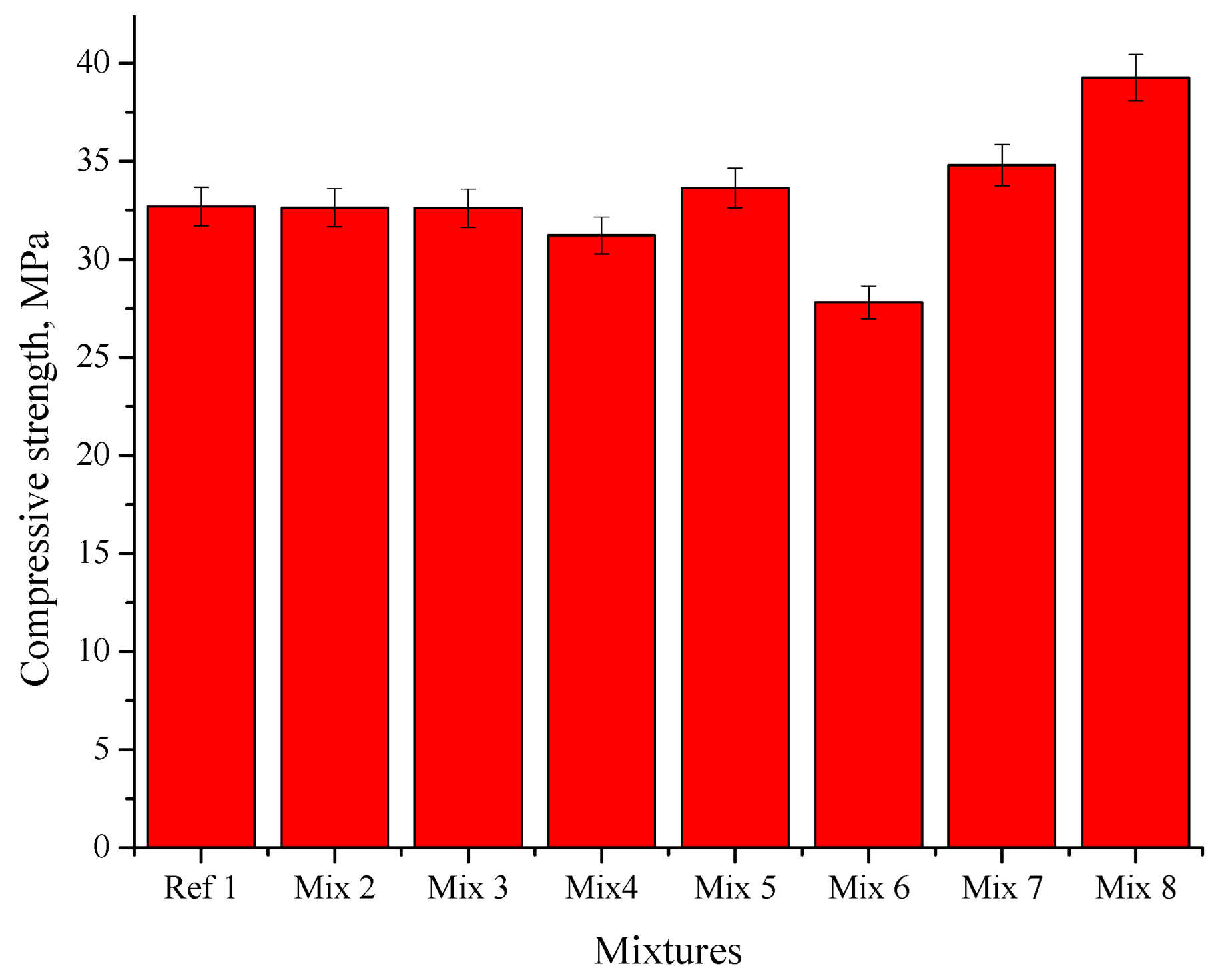
Figure 10 shows the evolution of the compressive strength of the obtained composites. All experiments were realized in triplicate. For the control samples, the compressive strength increases between 35–40% from 7 to 28 days, in accordance with the literature [50].
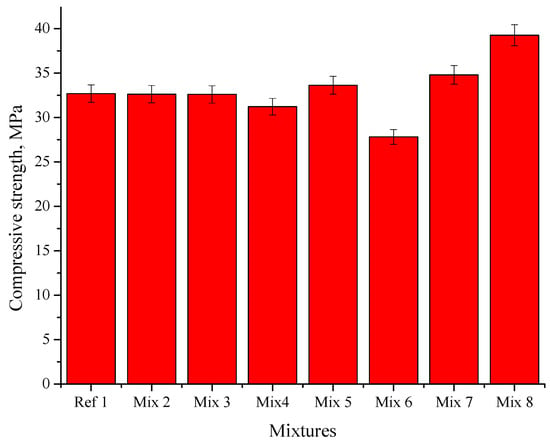
Figure 10.
Compressive strength of composites.
The introduction of blast furnace slag up to 5% does not cause change in the compressive strength, compared to the reference samples. Increasing the slag content to 10% causes a decrease in compressive strength of 4.2%. The decrease being reduced, the introduction of slag into the composite represents a sustainable method with significant savings of natural resources.
The same value was obtained for Ref 2 and Ref 3 as for Ref 1.
A percentage of 0.25% glass fibers causes a 3% increase in mechanical resistance. It should be noted that glass fiber waste has a positive influence only in small proportions, increasing the content to 0.5% negatively influencing the compressive strength. This effect can be explained by the difficulties in homogenization, and at the same time a drastic decrease in workability is observed.
Therefore, for the study of the simultaneous influence of the two wastes, a content of 0.25% WFG and 5% slag was chosen, and an increase of 3 MPa in the compressive strength was observed. The best results were obtained by adding a 5% sand content (Mix 8) along with WFG and slag.
As shown in Table 11, utilization of recycled WFG influenced the compressive strength of concrete.
Table 11.
Comparison between compressive strength of different composites.
From Table 10, it can observe that increase in fiberglass content determine the compressive strength decreasing. In our study we demonstrated that compressive strength values can be improved by adding slag.
4. Conclusions
The non-biodegradable nature of glass waste makes it a challenge for all countries around the world due to lack of existing landfill space and lack of space for new landfills. The use of waste glass in the construction industry can provide an environmentally friendly solution to this waste and reduce the problems also faced by the glass and cement industry.
Other studies have been carried out to try to recover glass waste because glass waste is an urgent environmental problem worldwide. These materials take up huge parts of landfill space due to the non-biodegradable nature of glass. Waste glass can be used in cement and concrete, but the particle size of waste glass plays a key role in the destructive alkali–silica reaction and concrete performance.
The present work shows mixtures and characteristics of ecological composite with waste fiberglass and furnace slag. Introduction of WFG determined the reduction in workability attributed to increased water demand due to the irregular geometry and the high specific surface of the fibers. In the research presented here, the reduction in workability had a negative influence on compressive strength. The results demonstrate that adding waste to concrete affects its properties. In comparison to the reference samples, the addition of blast furnace slag up to 5% did not change the compressive strength; nevertheless, the addition of 10% slag resulted in a 4.2% decrease in compressive strength. Because 0.25% WFG slightly increases mechanical strength, 0.25% WFG and 5% slag increased compressive strength; the composite containing 0.25% WFG, 5% slag, and 5% sand had a compressive strength over 40 MPa.
Overall, our approach demonstrates a thoughtful consideration of both material selection and concrete mix design to achieve desired mechanical properties while also addressing environmental concerns and meeting performance requirements.
Author Contributions
Conceptualization, M.H. and L.V.; methodology, M.F. and L.V.; validation, M.H.; formal analysis, M.H.; investigation, M.F. and L.V.; data curation, M.H.; writing—original draft preparation, M.H. and L.V.; writing—review and editing, M.H.; visualization, M.F.; supervision, M.H. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors would like to acknowledge the support of P. Neamt Industrial Laboratory in carrying out the present study.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Kim, M.J.; Oh, T.; Yoo, D.Y. Mechanical performance of ultra-high-performance strain-hardening cementitious composites according to binder composition and curing conditions. Arch. Civ. Mech. Eng. 2022, 22, 63. [Google Scholar] [CrossRef]
- Yuan, Z.; Jia, Y. Mechanical properties and microstructure of glass fiber and polypropylene fiber reinforced concrete: An experimental study. Constr. Build. Mater. 2021, 266, 121048. [Google Scholar] [CrossRef]
- Zhen, H.; Xiong, Z.; Song, Y.; Li, L.; Qiu, Y.; Zou, X.; Ji, Y. Early mechanical performance of glass fibre-reinforced manufactured sand concrete. J. Build. Eng. 2024, 83, 108440. [Google Scholar] [CrossRef]
- Bao, S.; Zhang, Y.; Li, C.; Zhang, W.; Zeng, K. Interfacial bonding behavior of steel fibers when using fine glass powder as partial substitution of silica fume/cement. Constr. Build. Mater. 2024, 411, 134516. [Google Scholar] [CrossRef]
- Barbuta, M.; Harja, M. Properties of fiber reinforced polymer concrete. Bul. Institutului Politeh. Sect. Constr. Arhit. 2008, 54, 13. [Google Scholar]
- Edris, W.F.; Elbialy, S.; El-Zohairy, A.; Soliman, A.M.; Shawky, S.M.M.; Selouma, T.I.; Al Sayed, A.A.-K.A. Examining Mechanical Property Differences in Concrete with Natural and Synthetic Fiber Additives. J. Compos. Sci. 2024, 8, 167. [Google Scholar] [CrossRef]
- Ammar, Z.; Ibrahim, H.; Adly, M.; Sarris, I.; Mehanny, S. Influence of Natural Fiber Content on the Frictional Material of Brake Pads—A Review. J. Compos. Sci. 2023, 7, 72. [Google Scholar] [CrossRef]
- Epure, C.; Munteanu, C.; Istrate, B.; Harja, M.; Buium, F. Applications of Recycled and Crushed Glass (RCG) as a Substitute for Natural Materials in Various Fields—A Review. Materials 2023, 16, 5957. [Google Scholar] [CrossRef] [PubMed]
- Epure, C.C.; Munteanu, C.; Istrate, B.; Lupescu, S.C.; Harja, M. Replacement of natural sand with sand obtained from the recycling of crushed household glass. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1262, 012019. [Google Scholar] [CrossRef]
- Heweidak, M.; Kafle, B.; Al-Ameri, R. Influence of Discrete Basalt Fibres on Shrinkage Cracking of Self-Compacting Ambient-Cured Geopolymer Concrete. J. Compos. Sci. 2023, 7, 202. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Mastali, M.; Mastali, M.; Dalvand, A. Comparative study on the effects of recycled glass–fiber on drying shrinkage rate and mechanical properties of the self-compacting mortar and fly ash–slag geopolymer mortar. J. Mater. Civ. Eng. 2017, 29, 04017076. [Google Scholar] [CrossRef]
- Zhu, H.; Xiong, Z.; Song, Y.; Zhou, K.; Su, Y. Effect of Expansion Agent and Glass Fiber on the Dynamic Splitting Tensile Properties of Seawater–Sea-Sand Concrete. Buildings 2024, 14, 217. [Google Scholar] [CrossRef]
- Govardhan, C.; Gayathri, V. Experimental Investigation on Ternary Blended Recycled Aggregates Concrete Using Glass Fibers. Buildings 2023, 13, 1961. [Google Scholar] [CrossRef]
- Rashidian-Dezfouli, H.; Rangaraju, P.R. Role of ground glass fiber as a pozzolan in Portland cement concrete. Transport. Res. Rec. 2017, 2629, 33–41. [Google Scholar] [CrossRef]
- Rath, B.; Deo, S.; Ramtekkar, G. An experimental study on strength and durability of glass fiber reinforced cement concrete with partial replacement of cement and sand with coal ashes available in central Chhattisgarh region. Curr. Appl. Sci. Technol. 2022, 10, 55003. [Google Scholar] [CrossRef]
- Peled, A.; Jones, J.; Shah, S.P. Effect of matrix modification on durability of glass fiber reinforced cement composites. Mater. Struct. 2005, 38, 163–171. [Google Scholar] [CrossRef]
- Chen, H.; Wang, P.; Pan, J.; Lawi, A.S.; Zhu, Y. Effect of alkali-resistant glass fiber and silica fume on mechanical and shrinkage properties of cement-based mortars. Constr. Build. Mater. 2021, 307, 125054. [Google Scholar] [CrossRef]
- Cheng, C.; He, J.; Zhang, J.; Yang, Y. Study on the time-dependent mechanical properties of glass fiber reinforced cement (GRC) with fly ash or slag. Constr. Build. Mater. 2019, 217, 128–136. [Google Scholar] [CrossRef]
- Vasiliu, L.; Lazăr, L.; Harja, M. Reducing the carbon dioxide footprint of inorganic binders industry. J. Int. Sci. Publ. Ecol. Saf. 2023, 17, 35–43. [Google Scholar] [CrossRef]
- Vasiliu, L.; Gencel, O.; Damian, I.; Harja, M. Capitalization of tires waste as derived fuel for sustainable cement production. Sustain. Energy Technol. Assess. 2023, 56, 103104. [Google Scholar] [CrossRef]
- Gao, H.T.; Liu, X.H.; Chen, J.Q.; Qi, J.L.; Wang, Y.B.; Ai, Z.R. Preparation of glass-ceramics with low density and high strength using blast furnace slag, glass fiber and water glass. Ceram. Int. 2018, 44, 6044–6053. [Google Scholar] [CrossRef]
- Harja, M.; Teodosiu, C.; Isopescu, D.N.; Gencel, O.; Lutic, D.; Ciobanu, G.; Cretescu, I. Using fly ash wastes for the development of new building materials with improved compressive strength. Materials 2022, 15, 644. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Liu, F.; Yu, F.; Du, T. A review of the application of steel slag in concrete. Structures 2024, 63, 106352. [Google Scholar] [CrossRef]
- Baalamurugan, J.; Kumar, V.G.; Padmapriya, R. Recent applications of steel slag in construction industry. Environ. Dev. Sustain. 2024, 26, 2865–2896. [Google Scholar] [CrossRef]
- Bheel, N.; Waqar, A.; Radu, D.; Benjeddou, O.; Alwetaishi, M.; Almujibah, H.R. A comprehensive study on the impact of nano-silica and ground granulated blast furnace slag on high strength concrete characteristics: RSM modeling and optimization. Structures 2024, 62, 106160. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Arun, P.; Thiyaneswaran, M.P. Summary of non-biodegradable wastes in concrete. AIP Conf. Proc. 2020, 2235, 020020. [Google Scholar]
- SR EN 13242; Aggregates from Unbound or Hydraulically Bound Materials for Use in Civil Engineering and Road Construction. Standardization Association from Romania: Bucharest, Romania, 2008.
- SR EN 12620; Standard Specification: Aggregates for Concrete. Standardization Association from Romania: Bucharest, Romania, 2013.
- SR EN 932-1; Standard Specification: Tests for General Properties of Aggregates—Part 1: Methods for Sampling. Standardization Association from Romania: Bucharest, Romania, 1998.
- EN 932-2; Standard Specification: Tests for General Properties of Aggregates—Part 2: Methods for Reducing Laboratory Samples. Standardization Association from Romania: Bucharest, Romania, 2003.
- SR EN 933-1; Standard Specification: Tests for Geometrical Properties of Aggregates Determination of Particle Size Distribution. Sieving Method. Standardization Association from Romania: Bucharest, Romania, 2012.
- SR EN 12350-2; Standard Specification: Testing Fresh Concrete—Part 2: Slump Test. Standardization Association from Romania: Bucharest, Romania, 2003.
- SR EN 12350-3; Standard Specification: Testing Fresh Concrete—Part 3: Vebe Test. Standardization Association from Romania: Bucharest, Romania, 2009.
- SR EN 12350-6; Standard Specification: Testing Fresh Concrete—Part 6: Density. Standardization Association from Romania: Bucharest, Romania, 2019.
- SR EN 12390-3; Standard Specification: Compressive Strength of Test Specimens. Standardization Association from Romania: Bucharest, Romania, 2021.
- SR EN 206+A2; Concrete. Specification, Performance, Production and Compliance. Standardization Association from Romania: Bucharest, Romania, 2022.
- Wei, J.; Mao, X.; Xu, W.; Xi, C.; Yan, S.; Sun, T.; Chi, F. Experimental Research on the Effect of Fiberglass on the Performance of Epoxy Asphalt Concrete. Sustainability 2022, 14, 14724. [Google Scholar] [CrossRef]
- Mu, B.; Li, Z.; Peng, J. Short fiber-reinforced cementitious extruded plates with high percentage of slag and different fibers. Cem. Concr. Res. 2020, 30, 1277–1282. [Google Scholar] [CrossRef]
- Pahlevani, F.; Sahajwalla, V. From waste glass to building materials–An innovative sustainable solution for waste glass. J. Clean. Prod. 2018, 191, 192–206. [Google Scholar] [CrossRef]
- Žižková, N. Recycled Waste Glass Powder as a Partial Cement Replacement in Polymer-Modified Mortars. Int. J. Civ. Environ. Eng. 2016, 10, 1632–1635. [Google Scholar]
- Zuaiter, M.; El-Hassan, H.; El-Maaddawy, T.; El-Ariss, B. Properties of slag-fly ash blended geopolymer concrete reinforced with hybrid glass fibers. Buildings 2022, 12, 1114. [Google Scholar] [CrossRef]
- Kale, N.; Madurwar, M.; Ralegaonkar, R. Analyzing the Strength Behavior of Cement Composites with Waste Glass Fibers. In Advances in Waste Management; Kalamdhad, A., Singh, J., Dhamodharan, K., Eds.; Springer: Singapore, 2019. [Google Scholar] [CrossRef]
- Jonalagadda, K.B.; Jagarapu, D.C.K.; Eluru, A. Experimental analysis on supplementary cementitious materials with Alkali Resistant glass fibers. Mater. Today Proc. 2020, 27, 1569–1574. [Google Scholar] [CrossRef]
- Kabay, N.; Amed, B. Glass Fiber–Reinforced Sprayed Concrete: Physical, Mechanical, and Durability Properties. J. Mater. Civ. Eng. 2021, 33, 04020396. [Google Scholar] [CrossRef]
- Yildirim, I.Z.; Prezzi, M. Chemical, mineralogical, and morphological properties of steel slag. Adv. Civ. Eng. 2011, 2011, 463638. [Google Scholar] [CrossRef]
- Ho, C.M.; Doh, S.I.; Chin, S.C.; Li, X. The effect of particle sizes of steel slag as cement replacement in high strength concrete under elevated temperatures. Constr. Build. Mater. 2024, 411, 134531. [Google Scholar] [CrossRef]
- Dehghan, A.; Peterson, K.; Shvarzman, A. Recycled glass fiber reinforced polymer additions to Portland cement concrete. Constr. Build. Mater. 2017, 146, 238–250. [Google Scholar] [CrossRef]
- Valizadeh Kiamahalleh, M.; Gholampour, A.; Rezaei Shahmirzadi, M.; Ngo, T.D.; Ozbakkaloglu, T. Mechanical, Durability, and Microstructure Assessment of Wastepaper Fiber-Reinforced Concrete Containing Metakaolin. Materials 2024, 17, 2608. [Google Scholar] [CrossRef]
- Tibebu, A.; Mekonnen, E.; Kumar, L.; Chimdi, J.; Hailu, H.; Fikadu, N. Compression and workability behavior of chopped glass fiber reinforced concrete. Mater. Today Proc. 2022, 62, 5087–5094. [Google Scholar] [CrossRef]
- Ma, H.; Yang, S.; Xu, Y.; Chen, P.; Wang, L. Dynamic Mechanical Properties of Slag Mortar with Alkali-Resistant Glass Fiber. Buildings 2022, 12, 266. [Google Scholar] [CrossRef]
- Luga, E.; Periku, E.; Sheperi, P. The Effect of Concrete Sample Size in the Compressive Strength Value of Concrete. UBT Int. Conf. 2020, 229, 138–143. Available online: https://knowledgecenter.ubt-uni.net/conference/2020/all_events/229 (accessed on 15 March 2024).
- Korniejenko, K.; Łach, M.; Mikuła, J. The influence of short coir, glass and carbon fibers on the properties of composites with geopolymer matrix. Materials 2021, 14, 4599. [Google Scholar] [CrossRef] [PubMed]
- Meyyappan, P.L.; Jemimah Carmichael, M. Studies on Strength Properties of Basalt Fibre Reinforced Concrete. Mater. Today Proc. 2021, 43, 2105–2108. [Google Scholar] [CrossRef]
- Wang, W.C.; Wang, H.Y.; Chang, K.H.; Wang, S.Y. Effect of high temperature on the strength and thermal conductivity of glass fiber concrete. Constr. Build. Mater. 2020, 245, 118387. [Google Scholar] [CrossRef]
- Kumar, D.; Rex, L.K.; Sethuraman, V.S.; Gokulnath, V.; Saravanan, B. High performance glass fiber reinforced concrete. Mater. Today Proc. 2020, 33, 784–788. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).