
Enhanced Mechanical Properties of the Additively Manufactured Modified Hybrid Stereolithography (SLA)–Glass Powder

 , ,
, ,  , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Raw Materials Mixing Process
2.2.2. Specimen Manufacturing Process
2.2.3. Testing Method
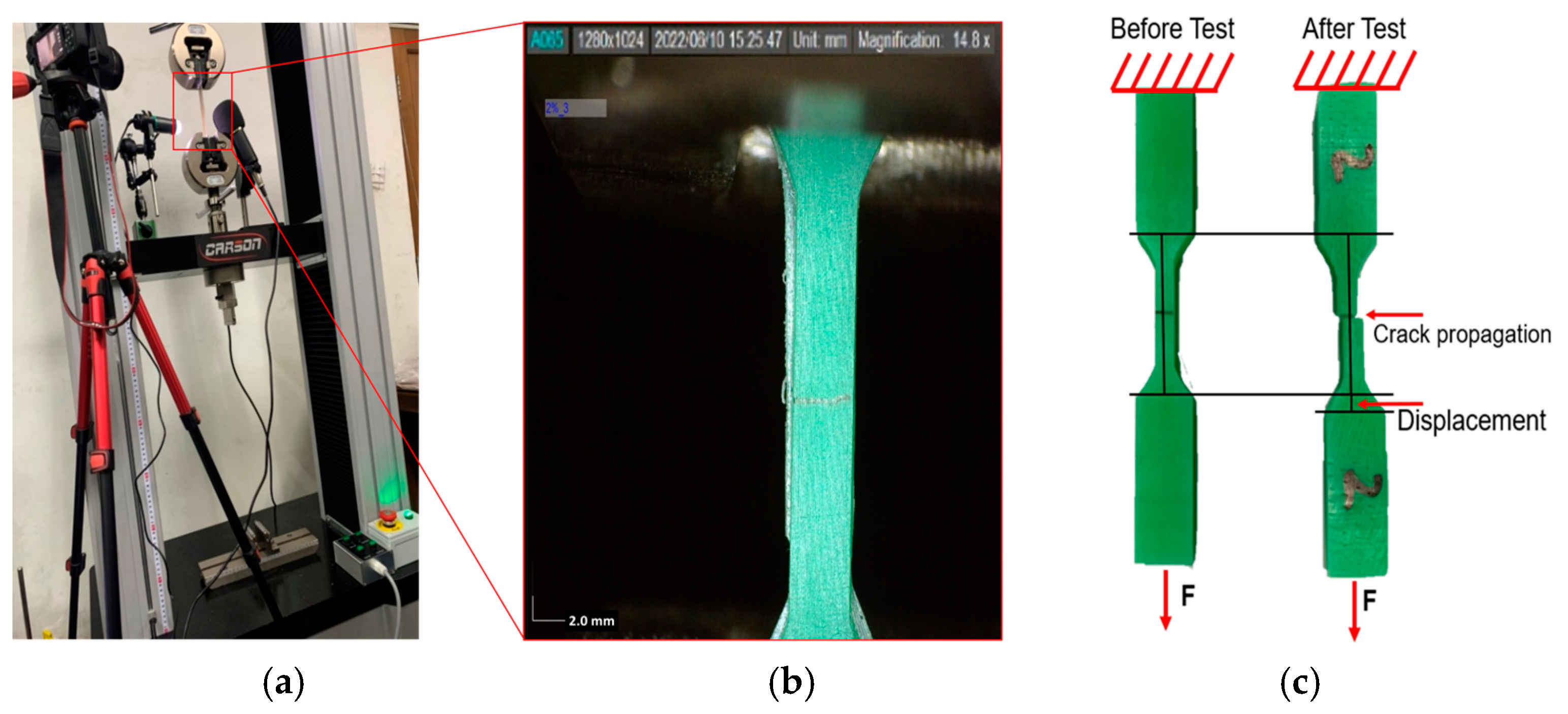
- Tensile Test
- B.
- Hardness Test
- C.
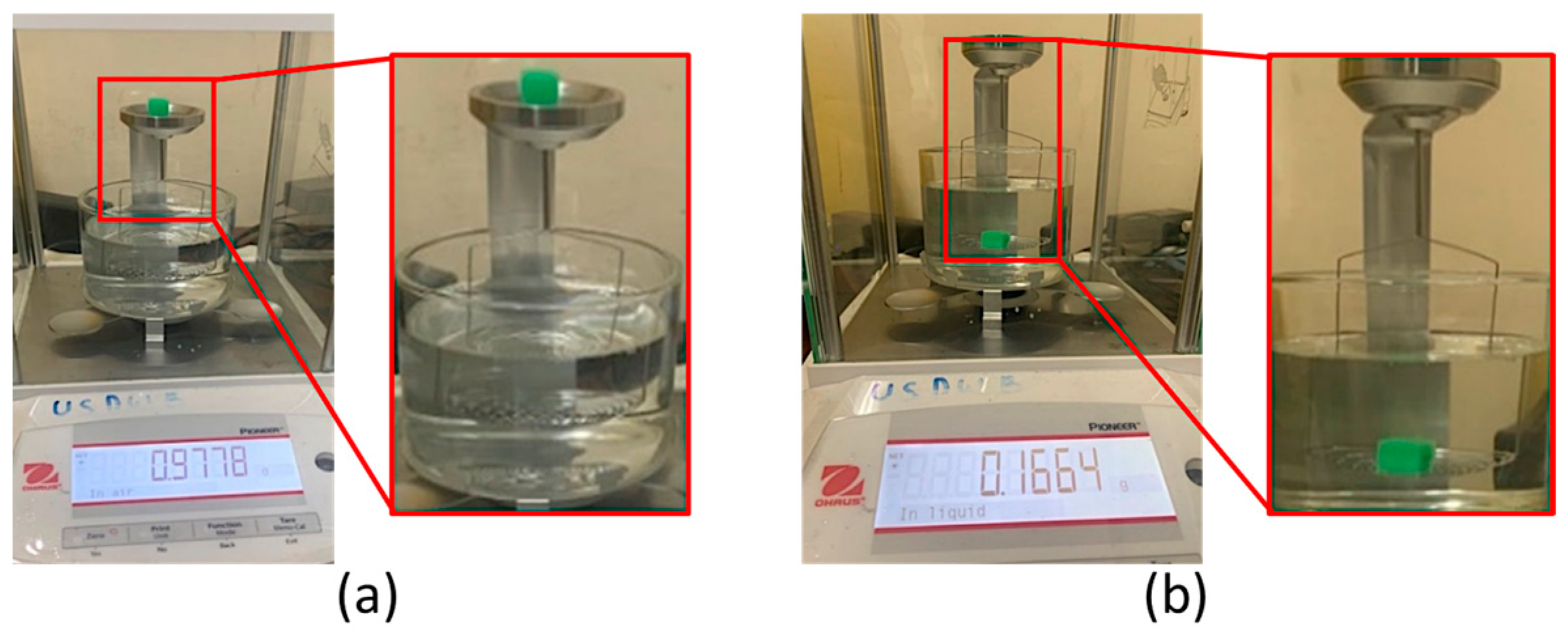
- Density Test
- D.
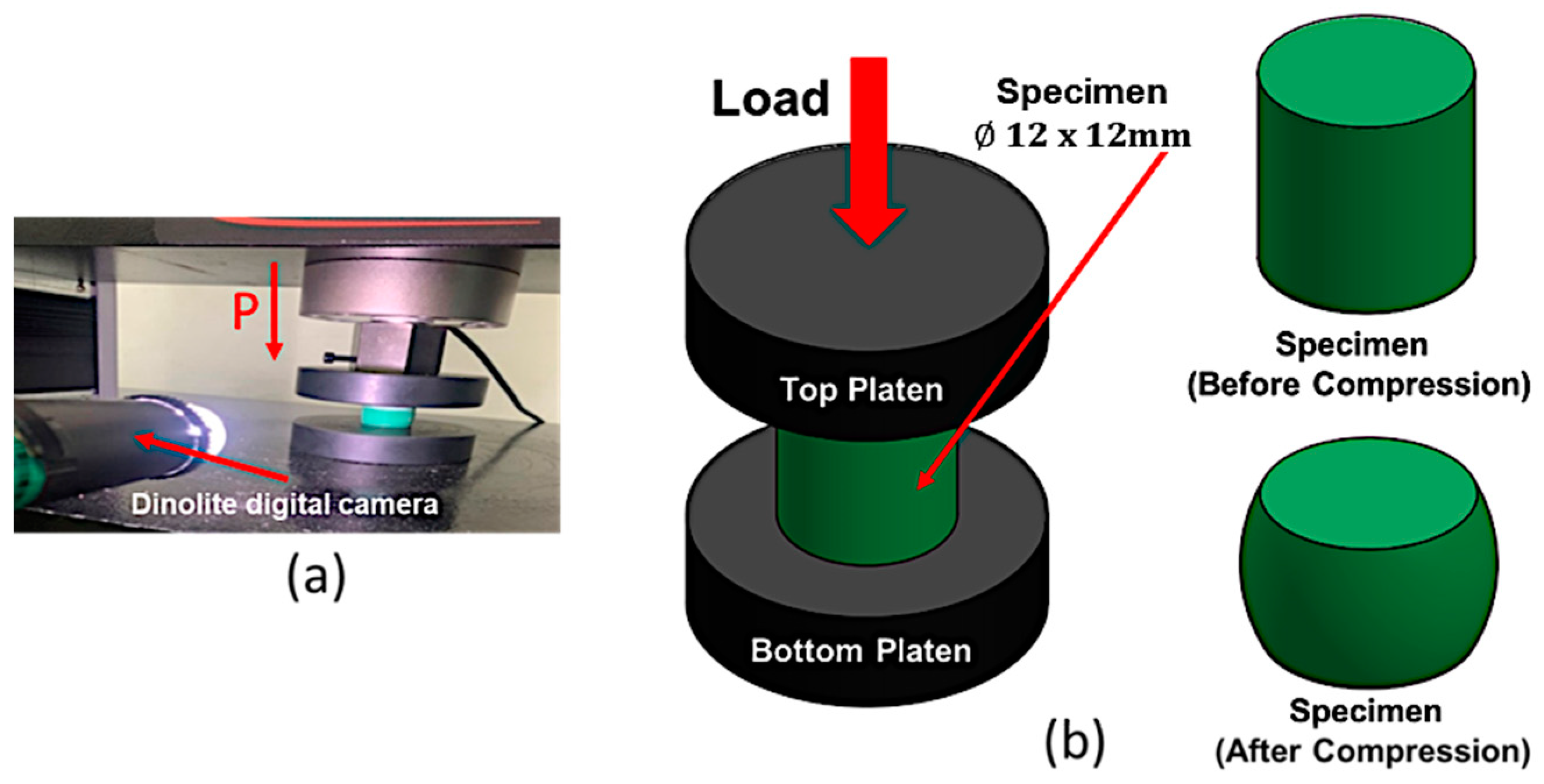
- Compression Test
- E.
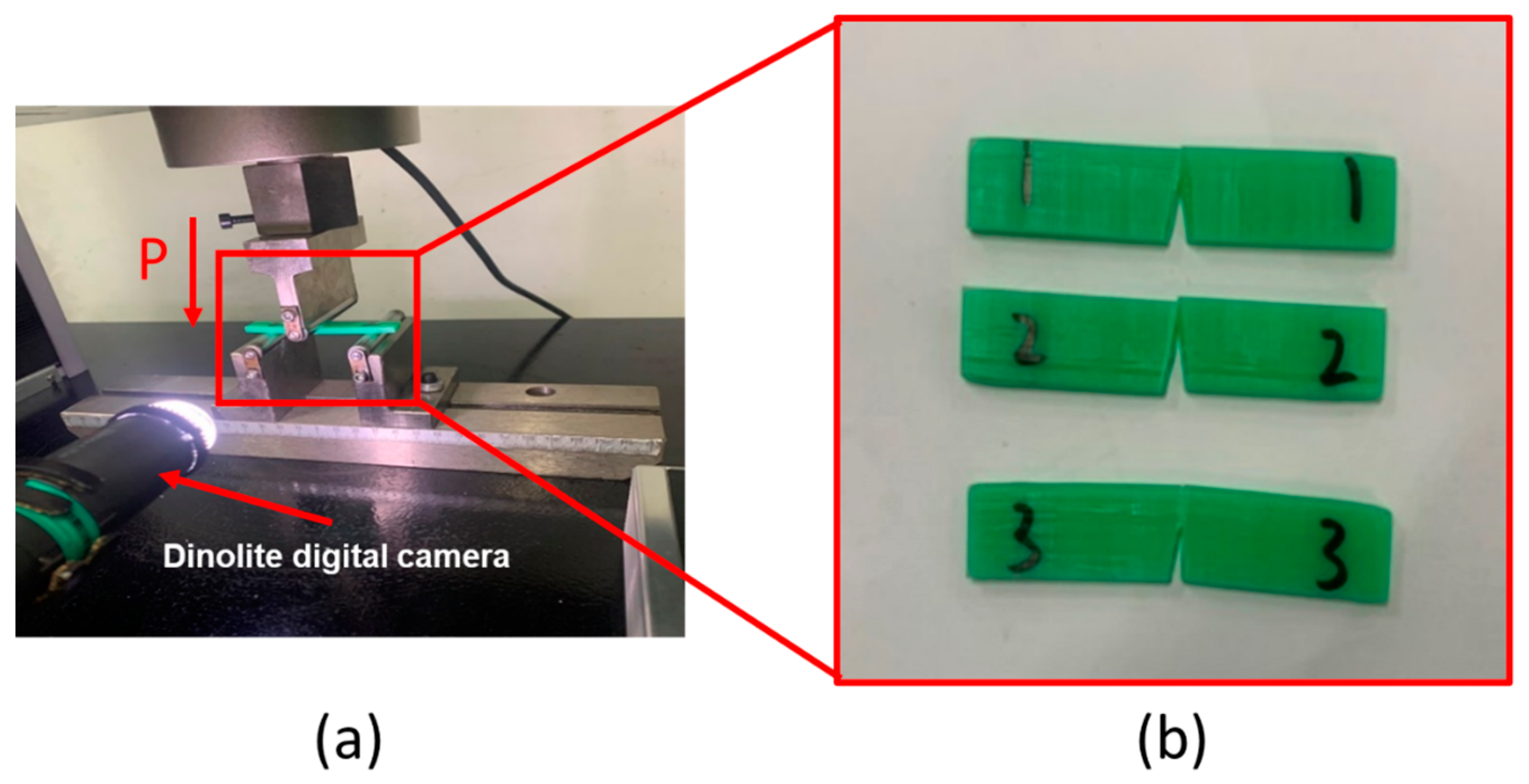
- Flexural Test
3. Results
3.1. Tensile Test
3.2. Hardness Test
3.3. Density Test
3.4. Compression Test
3.5. Flexural Test
4. Discussion
5. Conclusions
- The tensile test results showed a decrease in elasticity with the addition of glass powder. Baseline specimens without glass powder had a strain value of 0.0363, which dropped to 0.0295 with 20% glass powder, indicating reduced deformation capacity. However, tensile strength improved, increasing from 24.03 MPa in the baseline specimen to 37.01 MPa at 25% glass powder. These findings highlight the positive impact of glass powder in enhancing stiffness and tensile strength in SLA 3D-printed specimens.
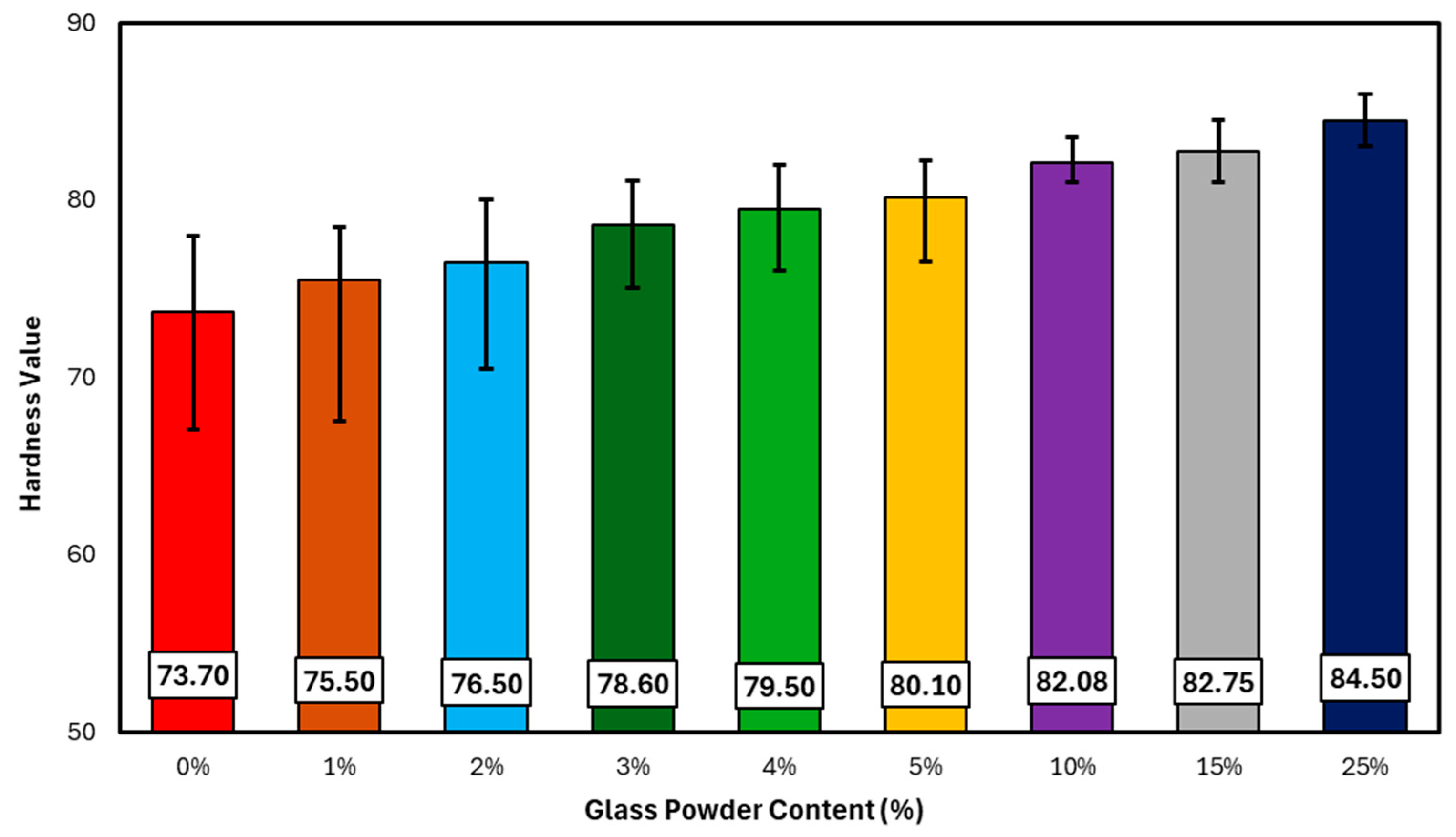
- Glass powder significantly enhances the hardness of SLA 3D-printed specimens, as shown by hardness testing. Baseline specimens without glass powder had a hardness of 73.7 HV, which increased to 75.5 HV with just 1% glass powder and peaked at 84.5 HV with 25% glass powder. This improvement is attributed to the effective integration of glass powder into the resin matrix, which acts as a reinforcing agent and evenly distributes applied loads, improving structural integrity and resistance to indentation. These findings demonstrate that adding glass powder can significantly improve mechanical properties, particularly hardness, making it suitable for engineering applications requiring higher material resistance.
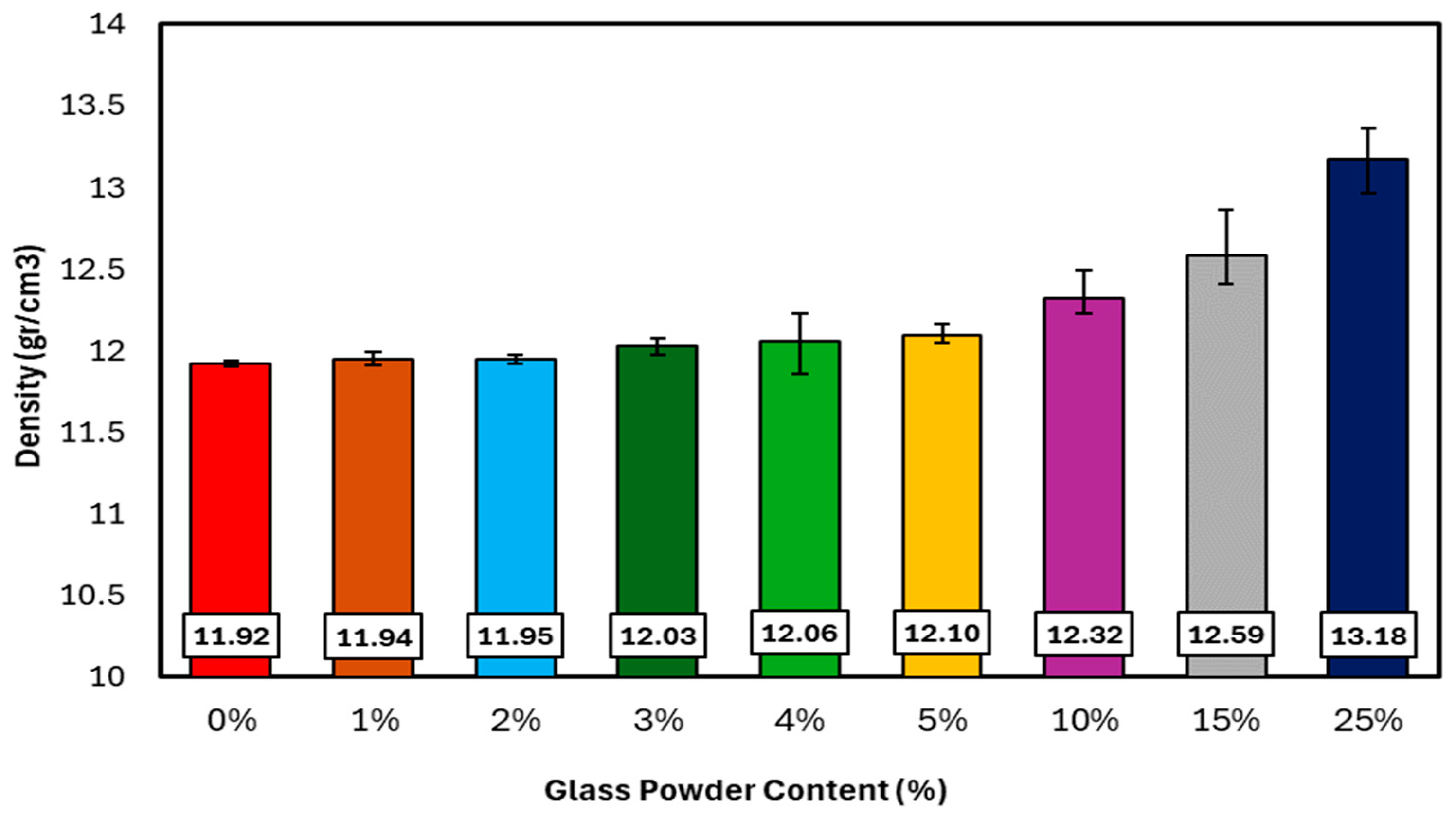
- Density testing data show that adding glass powder significantly increases the density of SLA 3D-printed specimens. The baseline specimen without glass powder had a density of 1.201 g/cm3, which rose slightly to 1.203 g/cm3 with 1% glass powder. This trend continued, reaching a peak density of 1.338 g/cm3 with 25% glass powder. The consistent rise is attributed to the higher intrinsic density of the glass powder (about 2.5 g/cm3) compared to the resin. Incorporating glass powder into the resin matrix enhances overall density, improving structural properties. These findings demonstrate that the glass powder not only alters mechanical characteristics but also effectively increases density, making the material suitable for applications requiring higher density.
- Compression testing of the SLA 3D-printed specimens, following ASTM D695, showed that adding glass powder significantly enhances compression resistance. Specimens with 25% glass powder achieved the highest maximum stress of 434.39 MPa, compared to 399.38 MPa in the control specimen (0% glass powder). This improvement is due to efficient load distribution by the glass powder. However, brittleness increased as strain decreased from 0.595 in the control specimen to 0.526 with 25% glass powder, likely due to the smooth surface of the glass powder hindering bonding with the resin. These findings demonstrate that while glass powder improves compression strength, it also reduces ductility, requiring a balance for engineering applications needing both strength and flexibility.
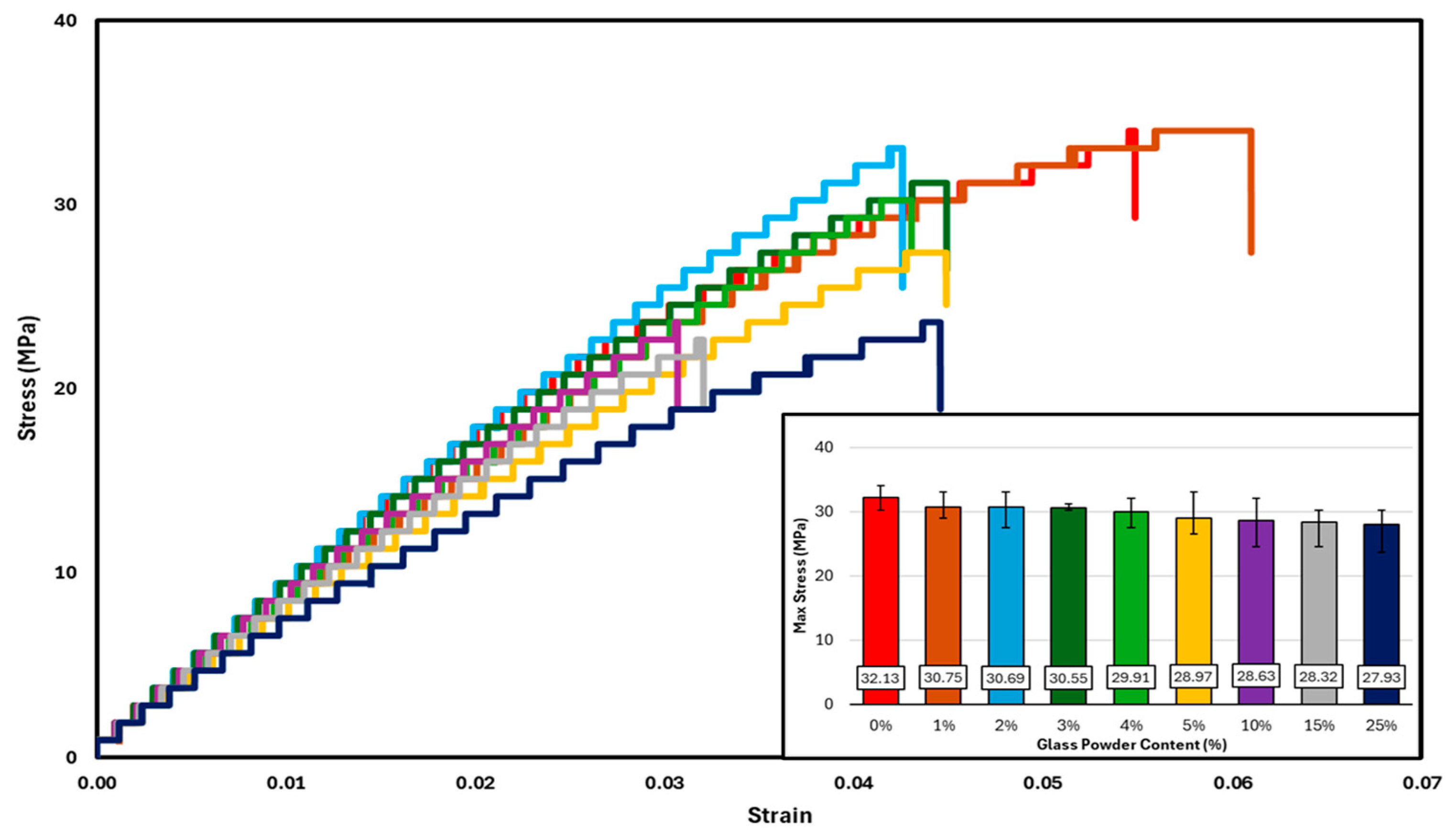
- This study on the flexural properties of SLA 3D-printed resin specimens reinforced with glass powder shows that higher glass powder concentrations reduce flexural stress. Specimens without glass powder had the highest flexural stress at 32.13 MPa, while those with 25% glass powder dropped to 27.93 MPa. This reduction is due to uneven glass powder distribution and poor adhesion with the resin, causing irregular stress concentrations. These findings emphasize the importance of optimizing filler concentration and ensuring uniform distribution to maintain the mechanical properties of 3D-printed materials.
- Mechanical tests on SLA 3D-printed resin specimens reinforced with glass powder show significant improvements in hardness and tensile strength but increased brittleness and density. Higher glass powder concentrations reduced ductility, strain, and flexural stress while increasing compression resistance. These findings highlight glass powder’s dual impact: enhancing strength and hardness while reducing flexibility and increasing brittleness, affecting the material’s ability to handle flexural loads efficiently.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Belka, M.; Bączek, T. Additive manufacturing and related technologies—The source of chemically active materials in separation science. TrAC Trends Anal. Chem. 2021, 142, 116322. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khan, S.A.; Al-Ghamdi, S.G.; Koç, M. Additive manufacturing of polymer nanocomposites: Needs and challenges in materials, processes, and applications. J. Mater. Res. Technol. 2021, 14, 910–941. [Google Scholar] [CrossRef]
- Duda, T.; Raghavan, L.V. 3D Metal Printing Technology. In IFAC-PapersOnLine; Elsevier B.V.: Amsterdam, The Netherlands, 2016; Volume 49, pp. 103–110. [Google Scholar] [CrossRef]
- Liu, P.; Hu, J.-Y.; Li, H.-X.; Sun, S.-Y.; Zhang, Y.-B. Effect of heat treatment on microstructure, hardness and corrosion resistance of 7075 Al alloys fabricated by SLM. J. Manuf. Process. 2020, 60, 578–585. [Google Scholar] [CrossRef]
- Das, S.; Bourell, D.L.; Babu, S.S. Metallic materials for 3D printing. MRS Bull. 2016, 41, 729–741. [Google Scholar] [CrossRef]
- Zhang, K.; He, R.; Ding, G.; Bai, X.; Fang, D. Effects of fine grains and sintering additives on stereolithography additive manufactured Al2O3 ceramic. Ceram. Int. 2021, 47, 2303–2310. [Google Scholar] [CrossRef]
- Bennett, J. Measuring UV curing parameters of commercial photopolymers used in additive manufacturing. Addit. Manuf. 2017, 18, 203–212. [Google Scholar] [CrossRef]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Lyu, Y.; Chen, Y.; Lin, Z.; Zhang, J.; Shi, X. Manipulating phase structure of biodegradable PLA/PBAT system: Effects on dynamic rheological responses and 3D printing. Compos. Sci. Technol. 2020, 200, 108399. [Google Scholar] [CrossRef]
- Hisham, M.; Dileep, C.; Jacob, L.; Butt, H. Additive manufacturing of carbon nanocomposites for structural applications. J. Mater. Res. Technol. 2024, 28, 4674–4693. [Google Scholar] [CrossRef]
- Putro, A.J.N.; Bagaskara, G.; Prasetya, I.A.; Jamasri; Wiranata, A.; Wu, Y.-C.; Muflikhun, M.A. Optimization of Innovative Hybrid Polylactic Acid+ and Glass Fiber Composites: Mechanical, Physical, and Thermal Evaluation of Woven Glass Fiber Reinforcement in Fused Filament Fabrication 3D Printing. J. Compos. Sci. 2025, 9, 164. [Google Scholar] [CrossRef]
- Yap, X.Y.; Seetoh, I.; Goh, W.L.; Ye, P.; Zhao, Y.; Du, Z.; Lai, C.Q.; Gan, C.L. Mechanical properties and failure behaviour of architected alumina microlattices fabricated by stereolithography 3D printing. Int. J. Mech. Sci. 2021, 196, 106285. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Siripongpreda, T.; Hoven, V.P.; Narupai, B.; Rodthongku, N. Emerging 3D printing based on polymers and nanomaterial additives: Enhancement of properties and potential applications. Eur. Polym. J. 2022, 184, 111806. [Google Scholar] [CrossRef]
- Chakraborty, S.; Biswas, M.C. 3D printing technology of polymer-fiber composites in textile and fashion industry: A potential roadmap of concept to consumer. Compos. Struct. 2020, 248, 112562. [Google Scholar] [CrossRef]
- Dielemans, G.; Lachmayer, L.; Recker, T.; Raatz, A.; Lowke, D.; Gerke, M. Cement and Concrete Research Additive Manufacturing using mobile robots: Opportunities and challenges for building construction. Cem. Concr. Res. 2022, 158, 106772. [Google Scholar] [CrossRef]
- Sreehitha, V. Impact of 3D Printing in Automobile Industries. J. Mech. Prod. Eng. 2017, 5, 91–94. [Google Scholar]
- Sunil, C.J.; Abdullah, A.S. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Tuli, N.T.; Khatun, S.; Rashid, A.B. Unlocking the future of precision manufacturing: A comprehensive exploration of 3D printing with fiber-reinforced composites in aerospace, automotive, medical, and consumer industries. Heliyon 2024, 10, e27328. [Google Scholar] [CrossRef]
- Juneja, M.; Thakur, N.; Kumar, D.; Gupta, A.; Bajwa, B.; Jindal, P. Accuracy in dental surgical guide fabrication using different 3-D printing techniques. Addit. Manuf. 2018, 22, 243–255. [Google Scholar] [CrossRef]
- Nugraha, A.D.; Mamba’udin, A.; Susanto, B.; Kusni, M.; Darmanto, S.; Santos, G.N.; Muflikhun, M.A. The influence of long-term hydrothermal and physical ageing on the characteristics of additively manufactured bio-based photopolymer resin. Results Mater. 2023, 20, 100499. [Google Scholar] [CrossRef]
- Mamba’udin, A.; Handayani, M.; Triawan, F.; Rahmayanti, Y.D.; Muflikhun, M.A. Excellent Characteristics of Environmentally Friendly 3D-Printed Nasopharyngeal Swabs for Medical Sample Collection. Polymers 2023, 15, 3363. [Google Scholar] [CrossRef]
- Della Bona, A.; Cantelli, V.; Britto, V.T.; Collares, K.F.; Stansbury, J.W. 3D printing restorative materials using a stereolithographic technique: A systematic review. Dent. Mater. 2021, 37, 336–350. [Google Scholar] [CrossRef] [PubMed]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, M.; Chohan, J.S. The role of additive manufacturing for biomedical applications: A critical review. J. Manuf. Process 2021, 64, 828–850. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Woodhead Publishing: Cambridge, UK, 2017; pp. 351–371. [Google Scholar] [CrossRef]
- Careri, F.; Khan, R.H.U.; Todd, C.; Attallah, M.M. Additive manufacturing of heat exchangers in aerospace applications: A review. Appl. Therm. Eng. 2023, 235, 121387. [Google Scholar] [CrossRef]
- Alfarisi, N.A.S.; Santos, G.N.C.; Norcahyo, R.; Sentanuhady, J.; Azizah, N.; Muflikhun, M.A. Model optimization and performance evaluation of hand cranked music box base structure manufactured via 3D printing. Heliyon 2021, 7, e08432. [Google Scholar] [CrossRef]
- Hikmat, M.; Rostam, S.; Ahmed, Y.M. Investigation of tensile property-based Taguchi method of PLA parts fabricated by FDM 3D printing technology. Results Eng. 2021, 11, 100264. [Google Scholar] [CrossRef]
- Erlangga, W.; Alandro, D.; Yudha, N.K.; Utomo, R.S.B.; Putro, A.J.N.; Rochardjo, H.S.B.; Muflikhun, M.A. Enhanced mechanical properties of the hybrid CFRP-SLA laminates through laminate modifications. Mater. Lett. 2024, 365, 136461. [Google Scholar] [CrossRef]
- Susanto, B.; Kumar, V.V.; Sean, L.; Handayani, M.; Triawan, F.; Rahmayanti, Y.D.; Ardianto, H.; Muflikhun, M.A. Investigating Microstructural and Mechanical Behavior of DLP-Printed Nickel Microparticle Composites. J. Compos. Sci. 2024, 8, 247. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, W.; Hu, H.; Rui, Z.; Du, X.; Zhao, T.; Li, J. Multi-dimensional fillers synergistically enhanced thermal conductivity of TPU composites in selective laser sintering technology. Mater. Today Commun. 2022, 33, 104012. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Rouf, S.; Raina, A.; Haq, M.I.U.; Naveed, N.; Jeganmohan, S.; Kichloo, A.F. 3D printed parts and mechanical properties: Influencing parameters, sustainability aspects, global market scenario, challenges and applications. Adv. Ind. Eng. Polym. Res. 2022, 5, 143–158. [Google Scholar] [CrossRef]
- Kumar, M.B.; Sathiya, P. Methods and materials for additive manufacturing: A critical review on advancements and challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Harnany, D.; Ramadhan, M.A.; Ardianto, H.; Jamasri; Muflikhun, M.A. Synergizing strength and flexibility: Investigating mechanical properties of photopolymer resin blends in DLP 3D printing. In Progress in Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2024. [Google Scholar] [CrossRef]
- Kharat, V.J.; Singh, P.; Sharath Raju, G.; Kumar Yadav, D.; Satyanarayana Gupta, M.; Arun, V.; Majeed, A.H.; Singh, N. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Zhang, Y.; Bose, S. Recent developments in metal additive manufacturing. Curr. Opin. Chem. Eng. 2020, 28, 96–104. [Google Scholar] [CrossRef]
- Zhang, F.; Zhu, L.; Li, Z.; Wang, S.; Shi, J.; Tang, W.; Li, N.; Yang, J. The recent development of vat photopolymerization: A review. Addit. Manuf. 2021, 48, 102423. [Google Scholar] [CrossRef]
- Kanishka, K.; Acherjee, B. Revolutionizing manufacturing: A comprehensive overview of additive manufacturing processes, materials, developments, and challenges. J. Manuf. Process 2023, 107, 574–619. [Google Scholar] [CrossRef]
- Qian, C.; Hu, K.; Li, J.; Li, P.; Lu, Z. The effect of light scattering in stereolithography ceramic manufacturing. J. Eur. Ceram. Soc. 2021, 41, 7141–7154. [Google Scholar] [CrossRef]
- Yang, Y.; Li, L.; Zhao, J. Mechanical property modeling of photosensitive liquid resin in stereolithography additive manufacturing: Bridging degree of cure with tensile strength and hardness. Mater. Des. 2019, 162, 418–428. [Google Scholar] [CrossRef]
- Zhang, C.; Jiang, Z.; Zhao, L.; Guo, W.; Jiang, Z.; Li, X.; Chen, G. Mechanical characteristics and deformation mechanism of functionally graded triply periodic minimal surface structures fabricated using stereolithography. Int. J. Mech. Sci. 2021, 208, 106679. [Google Scholar] [CrossRef]
- Suryatal, B.K.; Sarawade, S.S.; Deshmukh, S.P. Fabrication of medium scale 3D components using a stereolithography system for rapid prototyping. J. King Saud. Univ. Eng. Sci. 2023, 35, 40–52. [Google Scholar] [CrossRef]
- Rouf, S.; Malik, A.; Singh, N.; Raina, A.; Naveed, N.; Siddiqui, I.H.; Haq, M.I.U. Additive manufacturing technologies: Industrial and medical applications. Sustain. Oper. Comput. 2022, 3, 258–274. [Google Scholar] [CrossRef]
- Dong, W.; Ma, H.; Liu, R.; Liu, T.; Li, S.; Bao, C.; Song, S. Fabrication by stereolithography of fiber-reinforced fused silica composites with reduced crack and improved mechanical properties. Ceram. Int. 2021, 47, 24121–24129. [Google Scholar] [CrossRef]
- Nugraha, A.D.; Kumar, V.V.; Gautama, J.P.; Wiranata, A.; Mangunkusumo, K.G.H.; Rasyid, M.I.; Dzanzani, R.; Muflikhun, M.A. Investigating the Characteristics of Nano-Graphite Composites Additively Manufactured Using Stereolithography. Polymers 2024, 16, 1021. [Google Scholar] [CrossRef]
- Chen, S.; Wang, C.S.; Zheng, W.; Wu, J.M.; Yan, C.Z.; Shi, Y.S. Effects of particle size distribution and sintering temperature on properties of alumina mold material prepared by stereolithography. Ceram. Int. 2022, 48, 6069–6077. [Google Scholar] [CrossRef]
- Sharma, H.; Kumar, A.; Rana, S.; Sahoo, N.G.; Jamil, M.; Kumar, R.; Sharma, S.; Li, C.; Kumar, A.; Eldin, S.M.; et al. Critical review on advancements on the fiber-reinforced composites: Role of fiber/matrix modification on the performance of the fibrous composites. J. Mater. Res. Technol. 2023, 26, 2975–3002. [Google Scholar] [CrossRef]
- Song, H.; Rodriguez, N.A.; Seepersad, C.C.; Crawford, R.H.; Chen, M.; Duoss, E.B. Development of a variable tensioning system to reduce separation force in large scale stereolithography. Addit. Manuf. 2021, 38, 101816. [Google Scholar] [CrossRef]
- Park, S.; Shou, W.; Makatura, L.; Matusik, W.; Fu, K. 3D printing of polymer composites: Materials, processes, and applications. Matter 2022, 5, 43–76. [Google Scholar] [CrossRef]
- Lu, Y.; Han, X.; Gleadall, A.; Chen, F.; Zhu, W.; Zhao, L. Continuous fibre reinforced Vat photopolymerisation (CONFIB-VAT). Addit. Manuf. 2022, 60, 103233. [Google Scholar] [CrossRef]
- Fei, G.; Parra-Cabrera, C.; Li, Y.; Kravchenko, D.E.; Dochy, R.; Van Looy, L.; Ameloot, R. Stereolithographic 3D printing of graded porous materials via an integrated digital exposure and selective dissolution strategy. Cell Rep. Phys. Sci. 2023, 4, 101504. [Google Scholar] [CrossRef]
- Vázquez-Hernández, C.; Ramos-Galicia, L.; Velasco-Santos, C.; Bertolacci, L.; Zahid, M.; Yañez-Limón, J.M.; Perotto, G.; Martinez-Hernandez, A.L. Effect of keratin-rich fibers from rabbit hair in two polymers processed using additive manufacturing:, F. D.M.; SLA J. Manuf. Process. 2024, 120, 1104–1114. [Google Scholar] [CrossRef]
- Adesina, A.; de Azevedo, A.R.; Amin, M.; Hadzima-Nyarko, M.; Agwa, I.S.; Zeyad, A.M.; Tayeh, B.A. Fresh and mechanical properties overview of alkali-activated materials made with glass powder as precursor. Clean. Mater. 2022, 3, 100036. [Google Scholar] [CrossRef]
- Nuryanta, M.I.; Aryaswara, L.G.; Korsmik, R.; Klimova-Korsmik, O.; Nugraha, A.D.; Darmanto, S.; Kusni, M.; Muflikhun, M.A. The Interconnection of Carbon Active Addition on Mechanical Properties of Hybrid Agel/Glass Fiber-Reinforced Green Composite. Polymers 2023, 15, 2411. [Google Scholar] [CrossRef]
- Saravanakumar, K.; Subramanian, H.; Arumugam, V.; Dhakal, H.N. Influence of milled glass fillers on the impact and compression after impact behavior of glass/epoxy composite laminates. Polym. Test. Polym. Test. 2019, 75, 133–141. [Google Scholar] [CrossRef]
- Aryaswara, L.G.; Kusni, M.; Wijanarko, D.; Muflikhun, M.A. Advanced properties and failure characteristics of hybrid GFRP-matrix thin laminates modified by micro glass powder filler for hard structure applications. J. Eng. Res. 2023, 13, 142–155. [Google Scholar] [CrossRef]
- Kim, J.-H.; Kwon, D.-J.; Shin, P.-S.; Beak, Y.-M.; Park, H.-S.; DeVries, K.L.; Park, J.-M. Interfacial properties permeability of three patterned glass fiber/epoxy composites by VARTM. Compos. B Eng. 2018, 148, 61–67. [Google Scholar] [CrossRef]
- Ku, H.; Wong, P. Contrast on tensile and flexural properties of glass powder reinforced epoxy composites: Pilot study. J. Appl. Polym. Sci. 2011, 123, 152–161. [Google Scholar] [CrossRef]
- Saribiyik, M.; Piskin, A.; Saribiyik, A. The effects of waste glass powder usage on polymer concrete properties. Constr. Build. Mater. 2013, 47, 840–844. [Google Scholar] [CrossRef]
- Mubeen, M.A.; Karunakar, C.; Sripathy, S. Preparation and testing of glass powder reinforced polyester resin lamina. Mater. Today Proc. 2020, 23, 608–612. [Google Scholar] [CrossRef]
- Musa, B.H. Effect of Glass Powder on Some Mechanical Properties of Polymer Matrix Composite Material. Al-Nahrain J. Sci. 2017, 17, 108–115. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine and Resin Settings | Value | Unit |
| Layer Thickness | 0.050 | mm |
| Normal Exposure Time | 0.8 | s |
| Off Time | 0.500 | s |
| Bottom Exposure Time | 60.000 | s |
| Bottom Layers | 6 | |
| Anti-alias | 2 | |
| Gray Level | 0 | mm/s |
| Image Blur | 0 | |
| Basic Control | Value | Unit |
| Z Lift Distance | 6.00 | m |
| Z Lift Speed | 2.0 | mm/s |
| Z Retract Speed | 6.00 | Mm/s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Susanto, B.; Putro, A.J.N.; Ristyawan, M.R.; Kumar, V.V.; Nugraha, A.D.; Kusumawanto, A.; Prawara, B.; Junianto, E.; Hikmawan, M.F.; Muflikhun, M.A. Enhanced Mechanical Properties of the Additively Manufactured Modified Hybrid Stereolithography (SLA)–Glass Powder. J. Compos. Sci. 2025, 9, 205. https://doi.org/10.3390/jcs9050205
Susanto B, Putro AJN, Ristyawan MR, Kumar VV, Nugraha AD, Kusumawanto A, Prawara B, Junianto E, Hikmawan MF, Muflikhun MA. Enhanced Mechanical Properties of the Additively Manufactured Modified Hybrid Stereolithography (SLA)–Glass Powder. Journal of Composites Science. 2025; 9(5):205. https://doi.org/10.3390/jcs9050205
Chicago/Turabian StyleSusanto, Benny, Ardi Jati Nugroho Putro, Muhammad Rafi Ristyawan, Vishnu Vijay Kumar, Ariyana Dwiputra Nugraha, Arif Kusumawanto, Budi Prawara, Endro Junianto, Muhammad Fathul Hikmawan, and Muhammad Akhsin Muflikhun. 2025. "Enhanced Mechanical Properties of the Additively Manufactured Modified Hybrid Stereolithography (SLA)–Glass Powder" Journal of Composites Science 9, no. 5: 205. https://doi.org/10.3390/jcs9050205
APA StyleSusanto, B., Putro, A. J. N., Ristyawan, M. R., Kumar, V. V., Nugraha, A. D., Kusumawanto, A., Prawara, B., Junianto, E., Hikmawan, M. F., & Muflikhun, M. A. (2025). Enhanced Mechanical Properties of the Additively Manufactured Modified Hybrid Stereolithography (SLA)–Glass Powder. Journal of Composites Science, 9(5), 205. https://doi.org/10.3390/jcs9050205