
Study on Machining Parameters Analysis and Optimization for Material Removal Rate and Surface Roughness During Dry Turning of AZ31B Magnesium Alloy Using Ceramic-Coated Carbide Tool Inserts


Abstract
1. Introduction
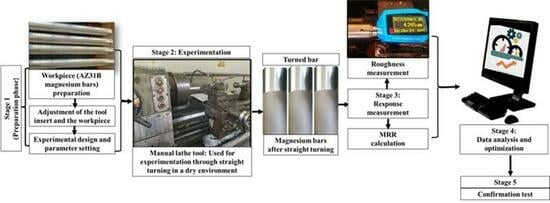
2. Experimental Details
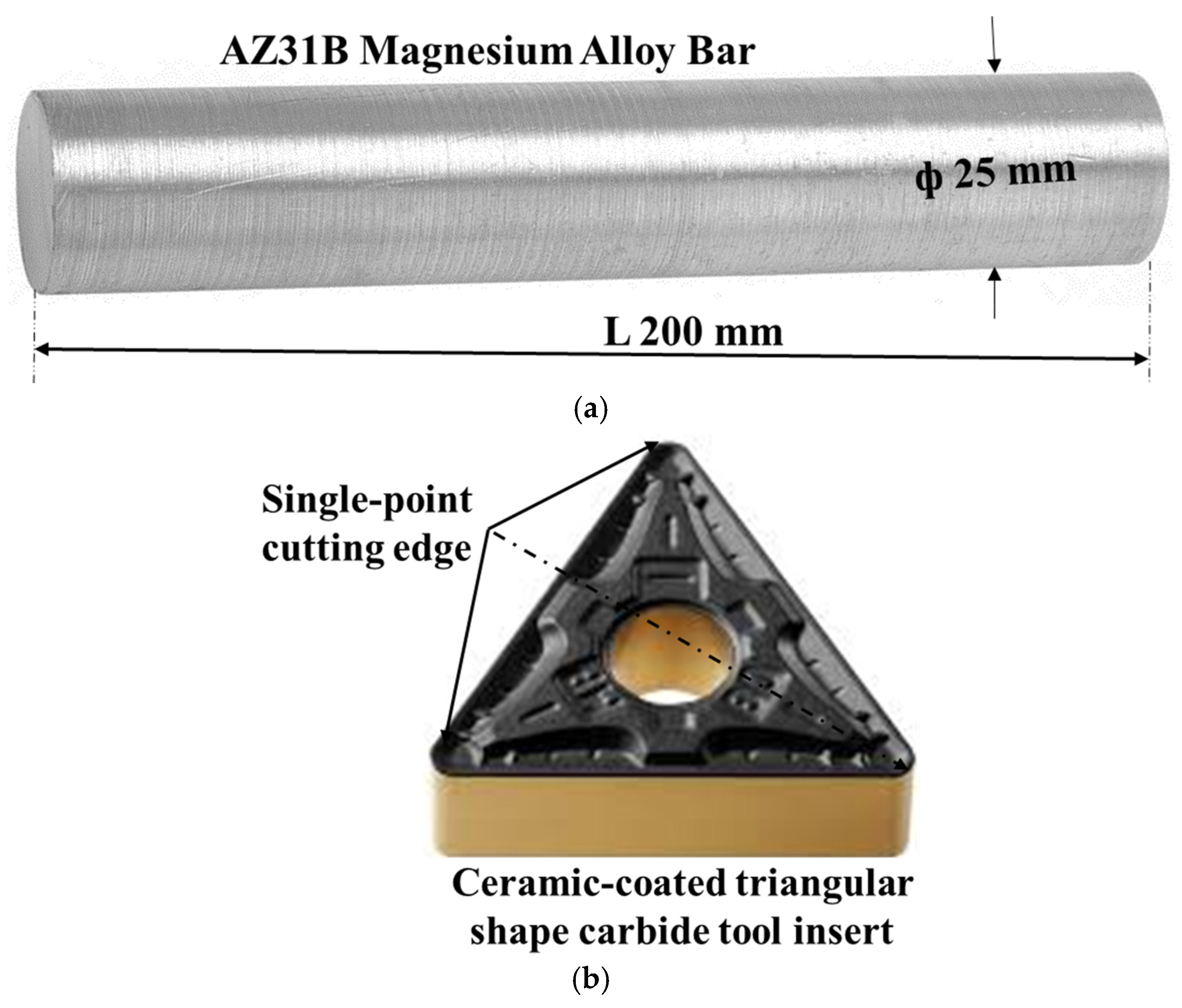
2.1. Material
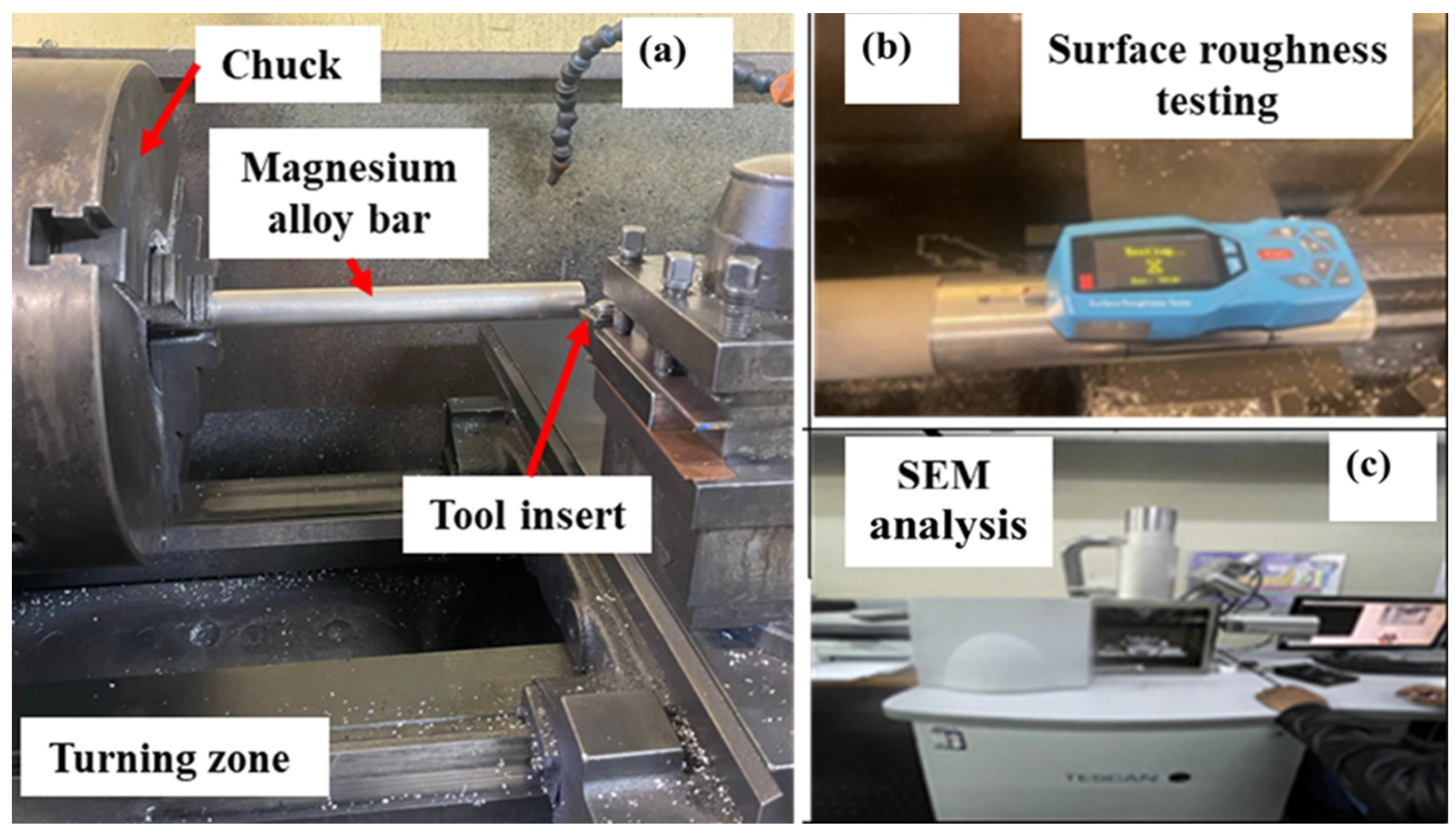
2.2. Experimentation and Measurement
3. Results and Discussion
- The developed quadratic model and linear model for MRR and RZ, respectively, are significant because the p-values are less than 0.05, as per the 95% confidence interval.
- Only CS is found to be statistically significant for RZ. However, all variables are found to be statistically significant for MRR.
- The square term of cutting speed is found to be significant for the mean roughness depth ‘RZ’.
- The R-squared values of the developed MRR and RZ models are close to 1, confirming their strong predictive accuracy and reliability.
- Adequate precision values above 4 indicate a desirable signal-to-noise ratio. The MRR and Rz models show values of 24.93 and 7.26, respectively, confirming that the developed models have adequate signals and are suitable for prediction.
- The predicted R-squared value for the MRR model is in good agreement with the adjusted R-squared (difference < 0.2), indicating a strong correlation between the experimental and predicted values.
- A normal distribution of the data is confirmed in Figure 3, with all fifteen residuals closely aligning with the mean line. Measured data points are represented in different colours based on their value ranges. In Figure 3a,b, red, green, and blue data points indicate high, intermediate, and low values of MRR and RZ, respectively.
- Empirical Equations (1) and (2) are prediction models for MRR and RZ, respectively.
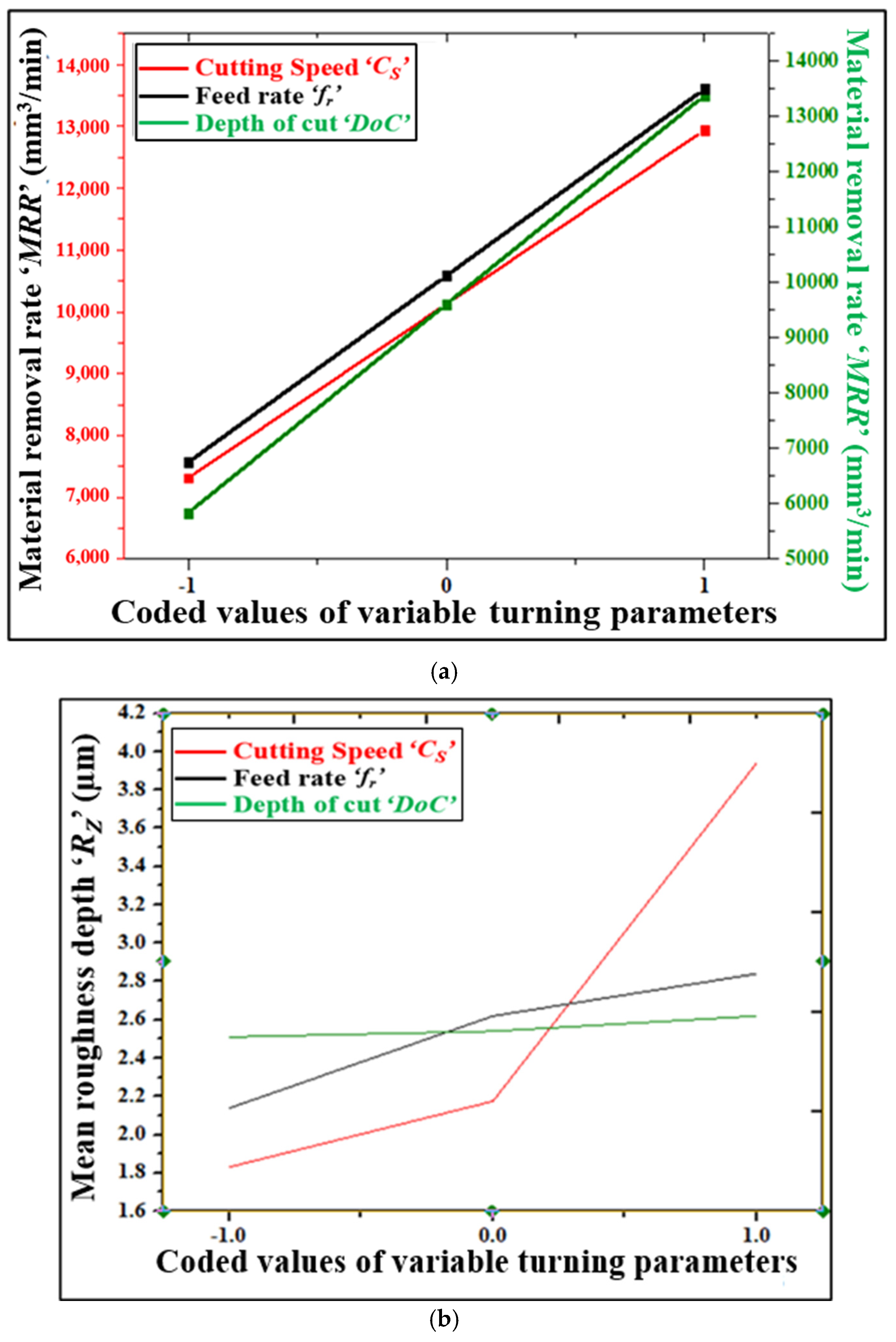
Influence of Variable Turning Parameters on Responses
4. Optimization
Analysis of Chip Morphology and Tool Wear
5. Conclusions
- Successful fire-ignition-free machining was achieved, achieving a higher material removal rate without compromising the surface finish.
- Cutting speed was found to have the most impact on mean roughness depth, whereas feed rate was more prominent for material removal rate.
- MRR and RZ both increased with an increase in variable turning parameters.
- A 90 m/min Cs, 0.2 mm/rev fr, and 0.1 mm DoC were obtained as the optimum combination/settings of the machining parameters from GRA for the best surface quality, with a mean roughness depth RZ of 2.21 µm and a best productivity with MRR of 18,000 mm3/min.
- The SEM study revealed the formation of band-saw-type continuous chips and flank wear due to adhesion and abrasion with the chipping of magnesium.
- We recommend intermediate Cs (90 m/min) and higher values of fr (0.2 mm/rev) and DoC (1 mm) to obtain maximum productivity with a better surface finish for AZ31B magnesium alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, J.; Shen, J.; Li, L.; Guo, G.; Zhu, X.; Meng, Y.; Chen, M. Milling machinability analysis of GW63K rare-earth magnesium alloys based on the concept of clean cutting. J. Mater. Res. Technol. 2023, 26, 9380–9391. [Google Scholar] [CrossRef]
- Tan, J.; Ramakrishna, S. Applications of Magnesium and Its Alloys: A Review. Appl. Sci. 2021, 11, 6861. [Google Scholar] [CrossRef]
- Prasad, S.V.S.; Prasad, S.B.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The role and significance of Magnesium in modern day research—A review. J. Magnes. Alloys 2022, 10, 1–61. [Google Scholar] [CrossRef]
- Xu, J.; Shen, J.; Li, L.; Guo, G.; Zhu, X.; Meng, Y.; Chen, M. An investigation on tool performances in milling rare-earth magnesium alloys. Int. J. Adv. Manuf. Technol. 2024, 134, 4529–4537. [Google Scholar] [CrossRef]
- Carou, D.; Davim, J.P. Machining of Light Alloys: Aluminum, Titanium, and Magnesium; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Li, L.; Xu, J.; Guo, G.; Chen, M. Numerical study of the effects of tool parameters on the cutting temperature distribution and ignition risks of magnesium alloys. In Proceedings of the 1st International Conference on New Materials, Machinery and Vehicle Engineering; IOS Press: Amsterdam, The Netherlands, 2022; pp. 83–90. [Google Scholar] [CrossRef]
- Rosli, Y. A brief review on green machining. AIP Conf. Proc. 2024, 3161, 020034. [Google Scholar] [CrossRef]
- Bastas, A. Sustainable manufacturing technologies: A systematic review of latest trends and themes. Sustainability 2021, 13, 4271. [Google Scholar] [CrossRef]
- Guvenc, M.A.; Bilgic, H.H.; Mistikoglu, S. Identification of Chatter Vibrations and Active Vibration Control by Using the Sliding Mode Controller on Dry Turning of Titanium Alloy (Ti6al4v). Facta Univ. Ser. Mech. Eng. 2023, 21, 307–322. [Google Scholar] [CrossRef]
- Goindi, G.S.; Sarkar, P. Dry machining: A step towards sustainable machining—Challenges and future directions. J. Clean. Prod. 2017, 165, 1557–1571. [Google Scholar] [CrossRef]
- Milosevic, A.; Simunovic, G.; Kanovic, Z.; Simunovic, K.; Santosi, Z.; Sokac, M.; Vukelic, D. Comprehensive evaluation of dimensional deviation, flank wear, surface roughness and material removal rate in dry turning of c45 steel. Facta Univ. Ser. Mech. Eng. 2024, 22, 547–566. [Google Scholar] [CrossRef]
- Sandhu, P.; Goindi, G.S.; Chopra, S. Evaluation of dry machining, air-cooling conditions and MQL techniques as sustainable manufacturing processes for turning of aluminium 6061. Mater. Today Proc. 2022, 68, 791–798. [Google Scholar] [CrossRef]
- Rezende, B.A.; dos Santos, A.J.; Câmara, M.A.; do Carmo, D.J.; Houmard, M.; Rodrigues, A.R.; Campos Rubio, J.C. Characterization of Ceramics Coatings Processed by Sol-Gel for Cutting Tools. Coatings 2019, 9, 755. [Google Scholar] [CrossRef]
- Wang, Q.; Jin, Z.; Zhao, Y.; Niu, L.; Guo, J. A comparative study on tool life and wear of uncoated and coated cutting tools in turning of tungsten heavy alloys. Wear 2021, 482–483, 203929. [Google Scholar] [CrossRef]
- Deswal, N.; Kant, R. Machinability and surface integrity analysis of magnesium AZ31B alloy during laser assisted turning. J. Manuf. Process. 2023, 101, 527–545. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Lauro, C.H.; Davim, J.P. Experimental investigation on finish intermittent turning of UNS M11917 magnesium alloy under dry machining. Int. J. Adv. Manuf. Technol. 2014, 75, 1417–1429. [Google Scholar] [CrossRef]
- Rubio, E.M.; Valencia, J.L.; Saá, A.J. Experimental study of the dry facing of magnesium pieces based on the surface roughness. Int. J. Precis. Eng. Manuf. 2013, 14, 995–1001. [Google Scholar] [CrossRef]
- Rubio, E.M.; Pipaón, J.M.S.D.; Villeta, M.; Sebastián, M.A. Study of surface roughness of pieces of magnesium UNS M11311 obtained by dry turning using ANOVA. Adv. Mater. Res. 2011, 264–265, 967–972. [Google Scholar] [CrossRef]
- Guo, X.; Teng, L.; Wang, W.; Chen, T. Study on the cutting properties about magnesium alloy when dry turning with kentanium cutting tools. Adv. Mater. Res. 2010, 102–104, 653–657. [Google Scholar] [CrossRef]
- Akgun, M. Measurement and optimization of cutting forces, surface roughness and temperature in turning of AZ91 Mg alloy. Sadhana 2023, 48, 60. [Google Scholar] [CrossRef]
- Thobane, T.M.; Chaubey, S.K.; Gupta, K. Analysis of Tool Wear and Chip Morphology during Turning of AZ31B Magnesium Alloy under Dry Environment. J. Manuf. Mater. Process. 2023, 7, 187. [Google Scholar] [CrossRef]
- Stanojković, J.; Radovanović, M. Influence of the Cutting Parameters on Force, Moment and Surface Roughness in The End Milling of Aluminum 6082-T6. Facta Univ. Ser. Mech. Eng. 2022, 20, 157–165. [Google Scholar] [CrossRef]
- Perec, A. Desirability function analysis (DFA) in multiple responses optimization of abrasive water jet cutting process. Rep. Mech. Eng. 2022, 3, 11–19. [Google Scholar] [CrossRef]
- Zolpakar, N.A.; Yasak, M.F.; Pathak, S. A review: Use of evolutionary algorithm for optimisation of machining parameters. Int. J. Adv. Manuf. Technol. 2021, 115, 31–47. [Google Scholar] [CrossRef]
- Jozić, S.; Bajić, D.; Dumanić, I.; Bagavac, Ž. Optimization for an efficient and highly productive turning process. Rep. Mech. Eng. 2021, 2, 212–221. [Google Scholar] [CrossRef]
- Montgomery, D.G. Design and Analysis of Experiments, 10th ed.; John Willey and Sons: Hoboken, NJ, USA, 2019; ISBN 978-1-118-14692-7. [Google Scholar]
- Chakraborty, S.; Datta, H.N.; Chakraborty, S. Grey relational analysis-based optimization of machining processes: A comprehensive review. Process. Integr. Optim. Sustain. 2023, 7, 609–639. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Gaitonde, V.N. Experimental studies on the performance of multilayer coated carbide tool in hard turning of high strength low alloy steel. J. Mater. Res. 2015, 30, 3056–3064. [Google Scholar] [CrossRef]
- Kotiba, H. Highly-Ductile Magnesium Alloys: Atomistic-Flow Mechanisms and Alloy Designing. Materials 2019, 12, 1934. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ex. No. | Variable Machining Parameters | Machining Performance Indicators | Grey Relational Grade (GRG) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MRR (mm3/min) | Mean Roughness Depth ‘RZ’ (µm) | |||||||||
| Cutting Speed ‘CS’ (m/min) | Feed ‘f’ (mm/rev) | Depth of Cut (mm) ‘DoC’ (mm) | R1 | R2 | Average (R1 + R2) | R1 | R2 | Average (R1 + R2) | ||
| 1 | 90 | 0.15 | 0.75 | 10,125 | 10,125 | 10,125 | 1.98 | 2.32 | 2.15 | 0.59 |
| 2 | 65 | 0.20 | 0.75 | 9750 | 9750 | 9750 | 2.26 | 2.58 | 2.42 | 0.55 |
| 3 | 115 | 0.15 | 0.50 | 8625 | 8625 | 8625 | 4.23 | 3.99 | 4.11 | 0.40 |
| 4 | 90 | 0.10 | 1.00 | 9000 | 9000 | 9000 | 2.36 | 2.28 | 2.32 | 0.55 |
| 5 | 65 | 0.15 | 1.00 | 9750 | 9750 | 9750 | 1.81 | 1.63 | 1.72 | 0.68 |
| 6 | 65 | 0.10 | 0.75 | 4875 | 4875 | 4875 | 1.62 | 1.52 | 1.58 | 0.67 |
| 7 | 90 | 0.20 | 0.50 | 9000 | 9000 | 9000 | 2.29 | 2.03 | 2.16 | 0.58 |
| 8 | 115 | 0.15 | 1.00 | 17,250 | 17,250 | 17,250 | 4.81 | 4.47 | 4.64 | 0.62 |
| 9 | 90 | 0.20 | 1.00 | 18,000 | 18,000 | 18,000 | 2.45 | 2.27 | 2.36 | 0.83 |
| 10 | 90 | 0.10 | 0.50 | 4500 | 4500 | 4500 | 1.92 | 1.74 | 1.83 | 0.59 |
| 11 | 90 | 0.15 | 0.75 | 10,125 | 10,125 | 10,125 | 2.31 | 2.07 | 2.19 | 0.59 |
| 12 | 65 | 0.15 | 0.50 | 4875 | 4875 | 4875 | 1.67 | 1.47 | 1.57 | 0.67 |
| 13 | 115 | 0.20 | 0.75 | 17,250 | 17,250 | 17,250 | 4.61 | 4.31 | 4.46 | 0.62 |
| 14 | 115 | 0.10 | 0.75 | 8625 | 8625 | 8625 | 2.67 | 2.99 | 2.83 | 0.48 |
| 15 | 90 | 0.15 | 0.75 | 10,125 | 10,125 | 10,125 | 2.31 | 2.11 | 2.21 | 0.58 |
| For material removal rate ‘MRR’ (mm3/min) | ||||||
| Source | SS | DF | MS | F | p | Remark |
| Model | 2.455 × 108 | 3 | 8.184 × 107 | 74.44 | <0.0001 | Significant |
| CS | 6.328 × 107 | 1 | 6.328 × 107 | 57.56 | <0.0001 | Significant |
| fr | 9.112 × 107 | 1 | 9.112 × 107 | 82.88 | <0.0001 | Significant |
| DoC | 9.113 × 107 | 1 | 9.113 × 107 | 82.88 | <0.0001 | Significant |
| Residual | 1.209 × 107 | 11 | 1.099 × 106 | |||
| Lack of fit | 1.209 × 107 | 9 | 1.344 × 106 | |||
| Pure error | 0.000 | 2 | 0.000 | |||
| Cor total | 2.576 × 108 | 14 | ||||
| R-Squared = 0.951, Adjusted R-Squared = 0.9503, Predicted R-Squared = 0.8995 | ||||||
| PRESS = 2.590 × 107, Adequate Precision = 24.932 | ||||||
| For mean roughness depth ‘RZ’ (µm) | ||||||
| Model | 13.15 | 9 | 1.461 | 6.40 | 0.027 | Significant |
| CS | 0.27 | 1 | 0.266 | 1.17 | 0.3294 | Significant |
| fr | 0.031 | 1 | 0.031 | 0.14 | 0.7272 | |
| DoC | 0.016 | 1 | 0.016 | 0.07 | 0.8027 | |
| CS fr | 0.16 | 1 | 0.156 | 0.68 | 0.4461 | |
| CS DoC | 0.036 | 1 | 0.036 | 0.16 | 0.7073 | |
| fr DoC | 0.021 | 1 | 0.021 | 0.09 | 0.7738 | |
| (CS2) | 2.03 | 1 | 2.026 | 8.87 | 0.0308 | Significant |
| (fr2) | 0.038 | 1 | 0.038 | 0.17 | 0.6996 | |
| (DoC2) | 0.027 | 1 | 0.027 | 0.12 | 0.7440 | |
| Residual | 1.14 | 5 | 0.228 | |||
| Lack of fit | 1.14 | 3 | 0.380 | 407.10 | 0.0025 | Significant |
| Pure error | 1.87 × 103 | 2 | 0.001 | |||
| Cor total | 14.29 | 14 | ||||
| R-Squared = 0.9201, Adjusted R-Squared = 0.7763, Predicted R-Squared = −0.2762 | ||||||
| PRESS = 18.24, Adequate Precision = 7.433 | ||||||
| Turning Details | Optimized Value | Confirmation Results | Error (%) | ||||
|---|---|---|---|---|---|---|---|
| DFA | GRA | Avg. (CEl1 & E2) | |||||
| DFA | GRA | DFA | GRA | ||||
| Variable turning parameters | Cutting speed ‘CS’ (m/min) | 77.39 | 90 | ||||
| Feed rate ‘fr’ (mm/rev) | 0.2 | 0.2 | |||||
| Depth-of-cut ‘DoC’ (mm) | 1.0 | 1.0 | |||||
| Performance indicators | Material removal rate ‘MRR’ (mm3/min) | 15,451 | 18,000 | 18,000 | 18,000 | 16.49 | 0 |
| Mean roughness depth ‘RZ’ (µm) | 2.11 | 2.36 | 2.26 | 2.21 | 7.1 | 6.4 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thobane, T.M.; Chaubey, S.K.; Gupta, K. Study on Machining Parameters Analysis and Optimization for Material Removal Rate and Surface Roughness During Dry Turning of AZ31B Magnesium Alloy Using Ceramic-Coated Carbide Tool Inserts. Ceramics 2025, 8, 38. https://doi.org/10.3390/ceramics8020038
Thobane TM, Chaubey SK, Gupta K. Study on Machining Parameters Analysis and Optimization for Material Removal Rate and Surface Roughness During Dry Turning of AZ31B Magnesium Alloy Using Ceramic-Coated Carbide Tool Inserts. Ceramics. 2025; 8(2):38. https://doi.org/10.3390/ceramics8020038
Chicago/Turabian StyleThobane, Thabiso Moral, Sujeet Kumar Chaubey, and Kapil Gupta. 2025. "Study on Machining Parameters Analysis and Optimization for Material Removal Rate and Surface Roughness During Dry Turning of AZ31B Magnesium Alloy Using Ceramic-Coated Carbide Tool Inserts" Ceramics 8, no. 2: 38. https://doi.org/10.3390/ceramics8020038
APA StyleThobane, T. M., Chaubey, S. K., & Gupta, K. (2025). Study on Machining Parameters Analysis and Optimization for Material Removal Rate and Surface Roughness During Dry Turning of AZ31B Magnesium Alloy Using Ceramic-Coated Carbide Tool Inserts. Ceramics, 8(2), 38. https://doi.org/10.3390/ceramics8020038