
Co-Gasification of Pistachio Shells with Wood Pellets in a Semi-Industrial Hybrid Cross/Updraft Reactor for Producer Gas and Biochar Production

 ,
,  , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock
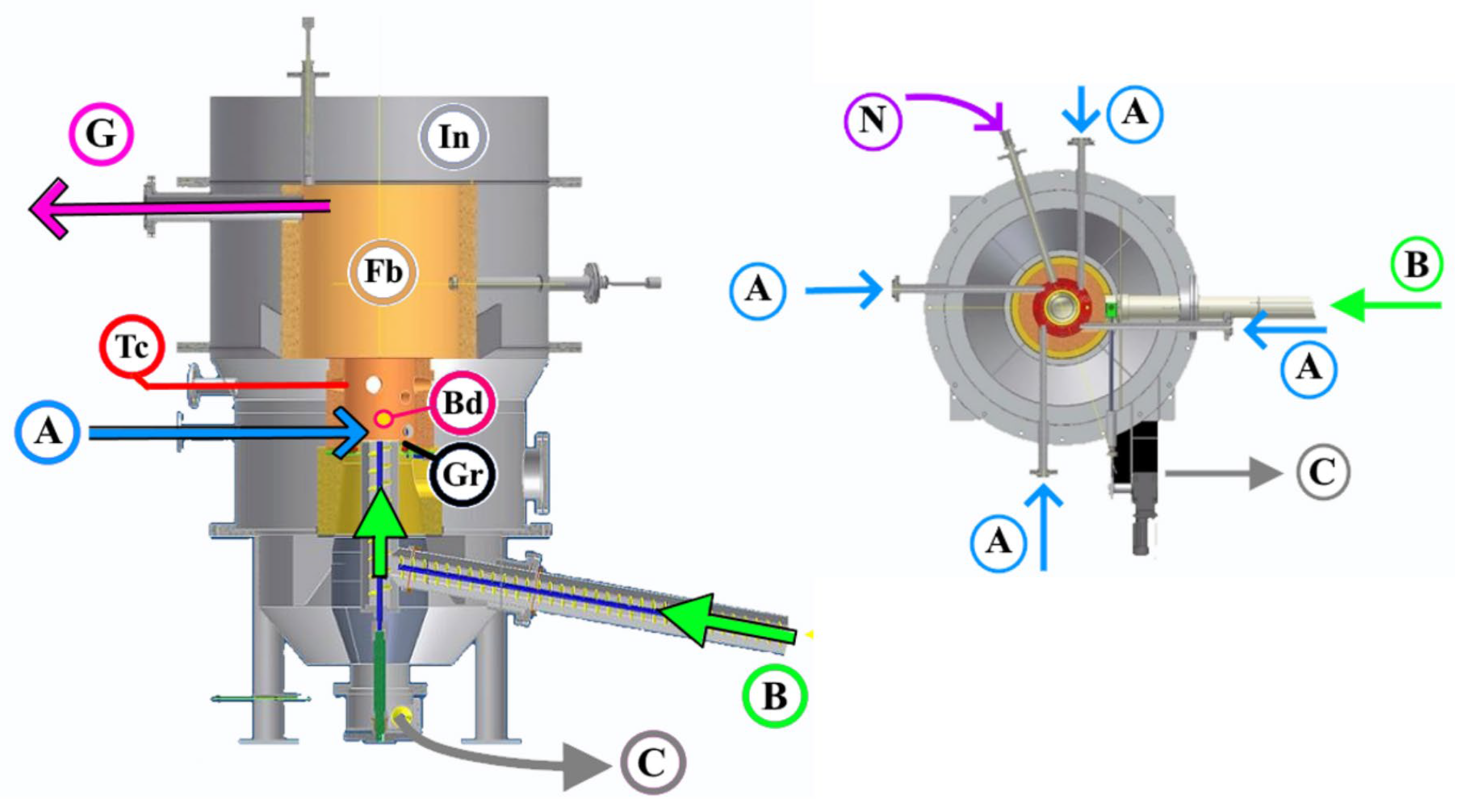
2.2. Gasification—Pilot-Scale Rig and Gas Analysis
- LHVf—lower heating value of the feedstock [J·kg−1];
- LHVg—lower heating value of the producer gas [J·kg−1];
- ΔT—temperature diff. between ambient temperature (293.15 K) and the actual temperature of the producer gas, measure at the outlet of the gasifier [K];
- cp—specific heat capacity at a constant pressure of the gas [J·(kg∙K)−1];
- ṁf—mass flow rate of the feedstock [kg·h−1];
- ṁg—mass flow rate of the gas [kg·h−1].
2.3. Analytical Methods for the Analysis of Feedstock and Obtained Biochars
- k: heat of vaporization considering the volumetric work done by the water formed from the hydrogen during combustion at 25 °C, 2.37 MJ·kg−1;
- k1: specific heat of water evaporation at constant pressure at 25 ° C, 2.44 MJ·kg−1;
- H: mass fraction of hydrogen in the fuel, [kg·kg−1];
- N: mass fraction of the nitrogen in the fuel, [kg·kg−1];
- O: mass fraction of the oxygen in the fuel, [kg·kg−1];
- ωw: mass fraction of the water in the fuel, [kg·kg−1].
3. Results and Discussions
3.1. Parameters of the Producer Gas
3.2. Characterization of Carbonaceous Material

{kind=link}
{kind=link}
{kind=link}
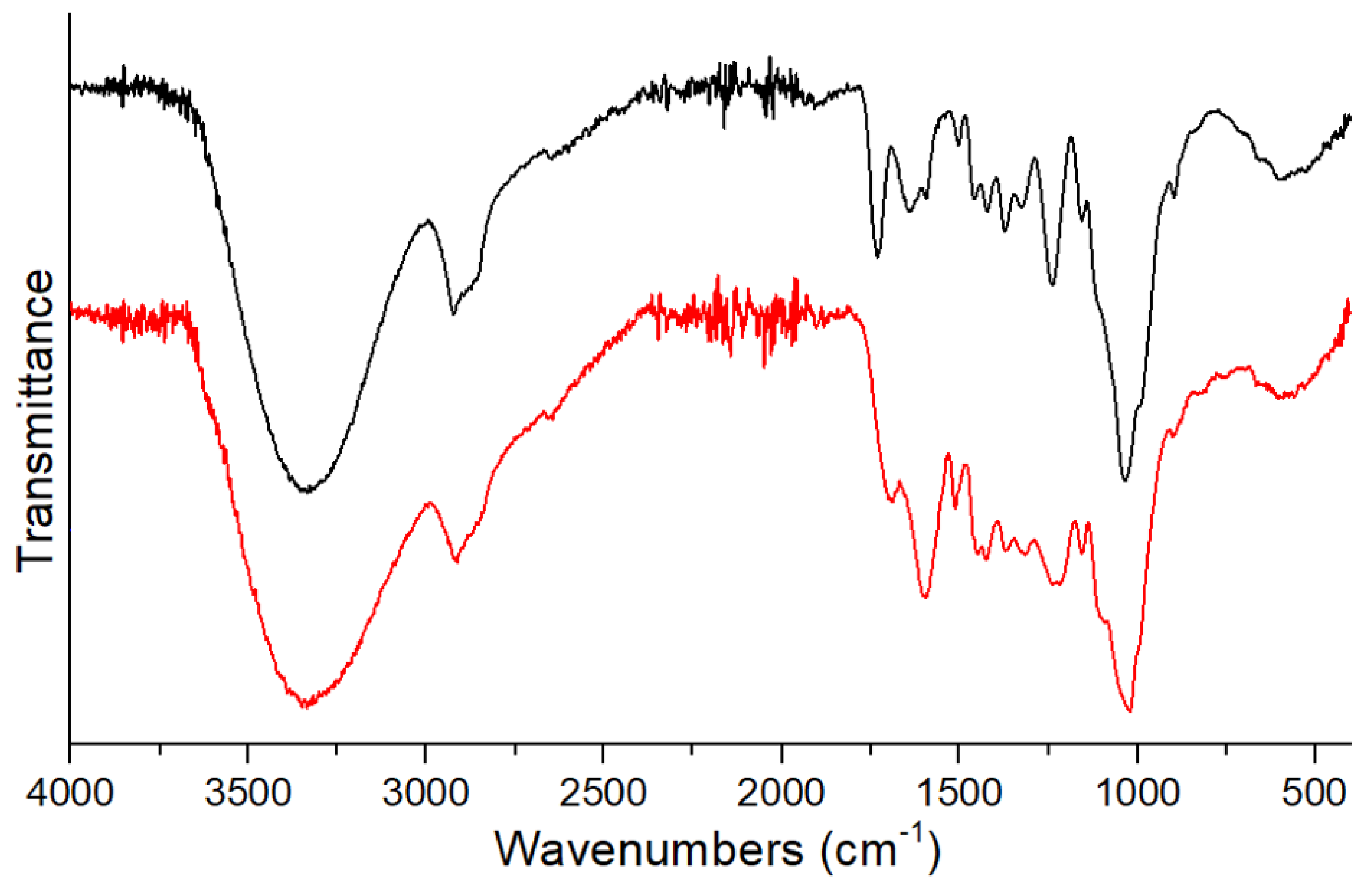
| Raw PS | Gasified PS | Band Assignment | Ref. |
|---|---|---|---|
| [cm−1] | [cm−1] | ||
| 3335 | 3336 | O–H stretching vibration in hydroxyl groups | [55,66,68] |
| 2922, 2857 | 2914, 2853 | aliphatic CH asymmetric and symmetric stretching vibration | [66,68] |
| 1731 | C=O stretching vibration in carbonyl or carboxylic bonds | [55,66,68] | |
| 1691 | conjunction of the carbonyl group with the aromatic ring | [66] | |
| 1637, 1594 | 1594 | aromatic C=O ring or C=C aromatic in lignin, skeletal vibration | [55,66] |
| 1503, 1458, 1421 | 1513, 1449, 1425 | aromatic C=O and C=C ring stretching | [55,66] |
| 1373 | 1371 | CH deformation vibration in alkanes and alkyl groups | [55,66] |
| 1238 | 1237 | C=C stretching | [55] |
| 1156, 1034 | 1157, 1020 | aliphatic ether, alcohol C–O or aromatic stretching, O–H deformation, b-glycosidic bond in cellulose and hemicellulose | [55,66] |
| 900–500 | 900–500 | CH wagging vibrations | [55,66] |
| Raw Pistachio Shells | Gasified Pistachio Shells | Ref. | |
|---|---|---|---|
| [cm−1] | [cm−1] | ||
| Hemicellulose | 1458, 1238, 1156, 1034 | 1449, 1237, 1157, 1020 | [68] |
| Cellulose | 1421, 1373, 1034 | 1425, 1371, 1020 | [68] |
| Lignin | 1594, 1503 | 1594, 1511 | [68] |
4. Conclusions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ATR | attenuated total reflectance |
| BECCS | bioenergy with carbon capture and storage |
| BET | Brunauer–Emmett–Teller |
| CCU | carbon capture and use |
| CCS | carbon capture and storage |
| CGE | cold gas efficiency |
| CHP | combined heat and power |
| ECD | electrochemical detector |
| ER | equivalence ratio |
| FTIR | Fourier transform infrared |
| HHV | higher heating value |
| HGE | hot gas efficiency |
| LHV | lower heating value |
| NDIR | non-dispersive infrared |
| PAH | polycyclic aromatic hydrocarbons |
| STP | standard temperature and pressure |
| TCD | thermal conductivity detector |
| TGA | thermogravimetric analysis |
| XRF | X-ray fluorescence |
References
- Bury, M.; Dziok, T.; Borovec, K.; Burmistrz, P. Influence of RDF Composition on Mercury Release during Thermal Pretreatment. Energies 2023, 16, 772. [Google Scholar] [CrossRef]
- Mehmood, A.; Tahir, M.W.; Saeed, M.A.; Arshad, M.Y.; Hussain, H.; Mularski, J.; Niedzwiecki, L. Optimization of Gasifying Agents in 3D Downdraft Gasification for Enhanced Gas Composition, Combustion, and CO2 Utilization. Fire 2023, 6, 361. [Google Scholar] [CrossRef]
- Ziółkowski, P.; Badur, J.; Pawlak-Kruczek, H.; Stasiak, K.; Amiri, M.; Niedzwiecki, L.; Krochmalny, K.; Mularski, J.; Madejski, P.; Mikielewicz, D. Mathematical modelling of gasification process of sewage sludge in reactor of negative CO2 emission power plant. Energy 2022, 244, 122601. [Google Scholar] [CrossRef]
- Yang, Y.; Shahbeik, H.; Shafizadeh, A.; Rafiee, S.; Hafezi, A.; Du, X.; Pan, J.; Tabatabaei, M.; Aghbashlo, M. Predicting municipal solid waste gasification using machine learning: A step toward sustainable regional planning. Energy 2023, 278, 127881. [Google Scholar] [CrossRef]
- Li, H.; Chen, J.; Zhang, W.; Zhan, H.; He, C.; Yang, Z.; Peng, H.; Leng, L. Machine-learning-aided thermochemical treatment of biomass: A review. Biofuel Res. J. 2023, 10, 1786–1809. [Google Scholar] [CrossRef]
- Kolios, G.; Frauhammer, J.; Eigenberger, G. Autothermal fixed-bed reactor concepts. Chem. Eng. Sci. 2000, 55, 5945–5967. [Google Scholar] [CrossRef]
- Kuba, M.; Hofbauer, H. Experimental parametric study on product gas and tar composition in dual fluid bed gasification of woody biomass. Biomass Bioenergy 2018, 115, 35–44. [Google Scholar] [CrossRef]
- Zhou, J.; Chen, Q.; Zhao, H.; Cao, X.; Mei, Q.; Luo, Z.; Cen, K. Biomass-oxygen gasification in a high-temperature entrained-flow gasifier. Biotechnol. Adv. 2009, 27, 606–611. [Google Scholar] [CrossRef]
- Sandeep, K.; Dasappa, S. Oxy-steam gasification of biomass for hydrogen rich syngas production using downdraft reactor configuration. Int. J. Energy Res. 2014, 38, 174–188. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Z.; Liu, L.; Wang, X. Two-stage high temperature sludge gasification using the waste heat from hot blast furnace slags. Bioresour. Technol. 2015, 198, 364–371. [Google Scholar] [CrossRef]
- Sun, Y.; Liu, Q.; Wang, H.; Zhang, Z.; Wang, X. Role of steel slags on biomass/carbon dioxide gasification integrated with recovery of high temperature heat. Bioresour. Technol. 2017, 223, 1–9. [Google Scholar] [CrossRef]
- Duan, W.; Yu, Q.; Liu, J.; Wu, T.; Yang, F.; Qin, Q. Experimental and kinetic study of steam gasification of low-rank coal in molten blast furnace slag. Energy 2016, 111, 859–868. [Google Scholar] [CrossRef]
- Vakalis, S.; Sotiropoulos, A.; Moustakas, K.; Malamis, D.; Baratieri, M. Utilisation of biomass gasification by-products for onsite energy production. Waste Manag. Res. 2016, 34, 564–571. [Google Scholar] [CrossRef]
- Alcazar-Ruiz, A.; Ortiz, M.L.; Dorado, F.; Sanchez-Silva, L. Gasification versus fast pyrolysis bio-oil production: A life cycle assessment. J. Clean. Prod. 2022, 336, 130373. [Google Scholar] [CrossRef]
- Tijmensen, M.J.A.; Faaij, A.P.C.; Hamelinck, C.N.; van Hardeveld, M.R.M. Exploration of the possibilities for production of Fischer Tropsch liquids and power via biomass gasification. Biomass Bioenergy 2002, 23, 129–152. [Google Scholar] [CrossRef]
- Zhang, Q.; Kang, J.; Wang, Y. Development of Novel Catalysts for Fischer-Tropsch Synthesis: Tuning the Product Selectivity. ChemCatChem 2010, 2, 1030–1058. [Google Scholar] [CrossRef]
- Ertesvåg, I.S.; Madejski, P.; Ziółkowski, P.; Mikielewicz, D. Exergy analysis of a negative CO2 emission gas power plant based on water oxy-combustion of syngas from sewage sludge gasification and CCS. Energy 2023, 278, 127690. [Google Scholar] [CrossRef]
- Luo, S.; Fu, J.; Zhou, Y.; Yi, C. The production of hydrogen-rich gas by catalytic pyrolysis of biomass using waste heat from blast-furnace slag. Renew. Energy 2017, 101, 1030–1036. [Google Scholar] [CrossRef]
- Yao, X.; Liu, Y.; Yu, Q.; Wang, S. Energy consumption of two-stage system of biomass pyrolysis and bio-oil reforming to recover waste heat from granulated BF slag. Energy 2023, 273, 127204. [Google Scholar] [CrossRef]
- Yao, X.; Yu, Q.; Han, Z.; Xie, H.; Duan, W.; Qin, Q. Kinetics of CO2 gasification of biomass char in granulated blast furnace slag. Int. J. Hydrog. Energy 2018, 43, 12002–12012. [Google Scholar] [CrossRef]
- Manga, M.; Aragón-Briceño, C.; Boutikos, P.; Semiyaga, S.; Olabinjo, O.; Muoghalu, C.C. Biochar and Its Potential Application for the Improvement of the Anaerobic Digestion Process: A Critical Review. Energies 2023, 16, 4051. [Google Scholar] [CrossRef]
- Hansen, V.; Müller-Stöver, D.; Ahrenfeldt, J.; Holm, J.K.; Henriksen, U.B.; Hauggaard-Nielsen, H. Gasification biochar as a valuable by-product for carbon sequestration and soil amendment. Biomass Bioenergy 2015, 72, 300–308. [Google Scholar] [CrossRef]
- Čespiva, J.; Jadlovec, M.; Výtisk, J.; Serenčíšová, J.; Tadeáš, O.; Honus, S. Softwood and solid recovered fuel gasification residual chars as sorbents for flue gas mercury capture. Environ. Technol. Innov. 2023, 29, 102970. [Google Scholar] [CrossRef]
- Zelenková, G.; Zelenka, T.; Slovák, V. Thermoporometry of porous carbon: The effect of the carbon surface chemistry on the thickness of non-freezable pore water layer (delta layer). Microporous Mesoporous Mater. 2021, 326, 111358. [Google Scholar] [CrossRef]
- Jeswani, H.K.; Gujba, H.; Brown, N.W.; Roberts, E.P.L.; Azapagic, A. Removal of organic compounds from water: Life cycle environmental impacts and economic costs of the Arvia process compared to granulated activated carbon. J. Clean. Prod. 2015, 89, 203–213. [Google Scholar] [CrossRef]
- Mlonka-Mędrala, A.; Hasan, T.; Kalawa, W.; Sowa, M.; Sztekler, K.; Pinto, M.L.; Mika, Ł. Possibilities of Using Zeolites Synthesized from Fly Ash in Adsorption Chillers. Energies 2022, 15, 7444. [Google Scholar] [CrossRef]
- Subrahmanyam, K.S.; Spanopoulos, I.; Chun, J.; Riley, B.J.; Thallapally, P.K.; Trikalitis, P.N.; Kanatzidis, M.G. Chalcogenide aerogels as sorbents for noble gases (Xe, Kr). ACS Appl. Mater. Interfaces 2017, 9, 33389–33394. [Google Scholar] [CrossRef]
- Statista. Production of Pistachios Worldwide from 2007/2008 to 2020/2021. Available online: https://www.statista.com/statistics/933073/pistachio-global-production/ (accessed on 8 February 2024).
- Ryšavý, J.; Serenčíšová, J.; Horák, J.; Ochodek, T. The co-combustion of pellets with pistachio shells in residential units additionally equipped by Pt-based catalyst. Biomass Convers. Biorefinery 2023, 13, 16511–16527. [Google Scholar] [CrossRef]
- Palma, A.; Gallucci, F.; Papandrea, S.; Carnevale, M.; Paris, E.; Vincenti, B.; Salerno, M.; Di Stefano, V.; Proto, A.R. Experimental Study of the Combustion of and Emissions from Olive and Citrus Pellets in a Small Boiler. Fire 2023, 6, 288. [Google Scholar] [CrossRef]
- Ryšavý, J.; Horák, J.; Kuboňová, L.; Jaroch, M.; Hopan, F.; Krpec, K.; Kubesa, P. Beech leaves briquettes as fuel for a home combustion unit. WIT Trans. Ecol. Environ. 2020, 246, 75–85. [Google Scholar] [CrossRef]
- Ryšavý, J.; Horák, J.; Kubonová, L.; Jaroch, M.; Hopan, F.; Krpec, K.; Kubesa, P. Beech leaves briquettes’ and standard briquettes’ combustion: Comparison of flue gas composition. Int. J. Energy Prod. Manag. 2021, 6, 32–44. [Google Scholar] [CrossRef]
- Hu, C.-C.; Wang, C.-C.; Wu, F.-C.; Tseng, R.-L. Characterization of pistachio shell-derived carbons activated by a combination of KOH and CO2 for electric double-layer capacitors. Electrochim. Acta 2007, 52, 2498–2505. [Google Scholar] [CrossRef]
- Lua, A.C.; Yang, T. Effects of vacuum pyrolysis conditions on the characteristics of activated carbons derived from pistachio-nut shells. J. Colloid Interface Sci. 2004, 276, 364–372. [Google Scholar] [CrossRef]
- Vijayalakshmi, P.; Bala, V.S.S.; Thiruvengadaravi, K.V.; Panneerselvam, P.; Palanichamy, M.; Sivanesan, S. Removal of acid violet 17 from aqueous solutions by adsorption onto activated carbon prepared from pistachio nut shell. Sep. Sci. Technol. 2011, 46, 155–163. [Google Scholar] [CrossRef]
- Faramarzi, A.H.; Kaghazchi, T.; Ebrahim, H.A.; Ebrahimi, A.A. Experimental investigation and mathematical modeling of physical activated carbon preparation from pistachio shell. J. Anal. Appl. Pyrolysis 2015, 114, 143–154. [Google Scholar] [CrossRef]
- Čespiva, J.; Niedzwiecki, L.; Vereš, J.; Skřínský, J.; Wnukowski, M.; Borovec, K.; Ochodek, T. Evaluation of the performance of the cross/updraft type gasification technology with the sliding bed over a circular grate. Biomass Bioenergy 2022, 167, 106639. [Google Scholar] [CrossRef]
- Čespiva, J.; Niedzwiecki, L.; Wnukowski, M.; Krochmalny, K.; Mularski, J.; Ochodek, T.; Pawlak-Kruczek, H. Torrefaction and gasification of biomass for polygeneration: Production of biochar and producer gas at low load conditions. Energy Rep. 2022, 8, 134–144. [Google Scholar] [CrossRef]
- Čespiva, J.; Skřínský, J.; Vereš, J.; Wnukowski, M.; Serenčíšová, J.; Ochodek, T. Solid recovered fuel gasification in sliding bed reactor. Energy 2023, 278, 127830. [Google Scholar] [CrossRef]
- Han, S.W.; Lee, J.J.; Tokmurzin, D.; Lee, S.H.; Nam, J.Y.; Park, S.J.; Ra, H.W.; Mun, T.-Y.; Yoon, S.J.; Yoon, S.M.; et al. Gasification characteristics of waste plastics (SRF) in a bubbling fluidized bed: Effects of temperature and equivalence ratio. Energy 2022, 238, 121944. [Google Scholar] [CrossRef]
- Aguado, R.; Escámez, A.; Jurado, F.; Vera, D. Experimental assessment of a pilot-scale gasification plant fueled with olive pomace pellets for combined power, heat and biochar production. Fuel 2023, 344, 128127. [Google Scholar] [CrossRef]
- Basu, P. Chapter 7—Gasification Theory. In Biomass Gasification, Pyrolysis and Torrefaction, 3rd ed.; Academic Press: Cambridge, MA, USA, 2018; pp. 211–262. [Google Scholar]
- DIN 51900-1; Determining the Gross Calorific Value of Solid and Liquid Fuels Using the Bomb Calorimeter, and Calculation of Net Calorific Value. Part 1: General Information. German Institute for Standardization: Berlin, Germany, 2000.
- Cerone, N.; Zimbardi, F.; Contuzzi, L.; Baleta, J.; Cerinski, D.; Skvorčinskienė, R. Experimental investigation of syngas composition variation along updraft fixed bed gasifier. Energy Convers. Manag. 2020, 221, 113116. [Google Scholar] [CrossRef]
- Knoef, H.A.M. Handbook Biomass Gasification; BTG Biomass Technology Group: Enschede, The Netherlands, 2005. [Google Scholar]
- Karatas, H.; Akgun, F. Experimental results of gasification of walnut shell and pistachio shell in a bubbling fluidized bed gasifier under air and steam atmospheres. Fuel 2018, 214, 285–292. [Google Scholar] [CrossRef]
- Calì, G.; Deiana, P.; Bassano, C.; Meloni, S.; Maggio, E.; Mascia, M.; Pettinau, A. Syngas production, clean-up and wastewater management in a demo-scale fixed-bed updraft biomass gasification unit. Energies 2020, 13, 2594. [Google Scholar] [CrossRef]
- James, A.M.; Yuan, W.; Boyette, M.D.; Wang, D. The effect of air flow rate and biomass type on the performance of an updraft biomass gasifier. BioResources 2015, 10, 3615–3624. [Google Scholar] [CrossRef]
- Hosseinzaei, B.; Hadianfard, M.J.; Aghabarari, B.; García-Rollán, M.; Ruiz-Rosas, R.; Rosas, J.M.; Rodríguez-Mirasol, J.; Cordero, T. Pyrolysis of pistachio shell, orange peel and saffron petals for bioenergy production. Bioresour. Technol. Rep. 2022, 19, 101209. [Google Scholar] [CrossRef]
- Dudek, M.; Adamczyk, B.; Grzywacz, P.; Lach, R.; Sitarz, M.; Lesniak, M.; Gajek, M.; Mech, K.; Wilk, M.; Rapacz-Kmita, A.; et al. The utilisation of solid fuels derived fromwaste pistachio shells in direct carbon solid oxide fuel cells. Materials 2021, 14, 6755. [Google Scholar] [CrossRef]
- Deng, P.; Wan, W.; Azeem, M.; Riaz, L.; Zhang, W.; Yang, Y.; Li, C.; Yuan, W. Characterization of biochar derived from bamboo and its application to modulate the toxic effects of chromium on wheat plant. Biomass Convers. Biorefinery 2022. [Google Scholar] [CrossRef]
- Erbel, C.; Mayerhofer, M.; Monkhouse, P.; Gaderer, M.; Spliethoff, H. Continuous in situ measurements of alkali species in the gasification of biomass. Proc. Combust. Inst. 2013, 34, 2331–2338. [Google Scholar] [CrossRef]
- Nowicki, P.; Bazan, A.; Kazmierczak-Razna, J.; Pietrzak, R. Sorption properties of carbonaceous adsorbents obtained by pyrolysis and activation of pistachio nut shells. Adsorpt. Sci. Technol. 2015, 33, 581–586. [Google Scholar] [CrossRef]
- El-Bassi, L.; Ibn Ferjani, A.; Jeguirim, M.; Bennici, S.; Jellali, S.; Akrout, H.; Thevenin, N.; Ruidavets, L.; Muller, A.; Limousy, L. Production of a biofertilizer from exhausted grape marc waste: Agronomic and environmental impact on plant growth. Biomass Convers. Biorefinery 2022, 12, 5605–5618. [Google Scholar] [CrossRef]
- Komnitsas, K.; Zaharaki, D.; Pyliotis, I.; Vamvuka, D.; Bartzas, G. Assessment of Pistachio Shell Biochar Quality and Its Potential for Adsorption of Heavy Metals. Waste Biomass Valorization 2015, 6, 805–816. [Google Scholar] [CrossRef]
- Li, H.; Wang, B.; Siri, M.; Liu, C.; Feng, C.; Shao, X.; Liu, K. Calcium-modified biochar rather than original biochar decreases salinization indexes of saline-alkaline soil. Environ. Sci. Pollut. Res. 2023, 30, 74966–74976. [Google Scholar] [CrossRef]
- Ge, S.; Wang, S.; Mai, W.; Zhang, K.; Tanveer, M.; Wang, L.; Tian, C. Characteristics and acidic soil amelioration effects of biochar derived from a typical halophyte Salicornia europaea L. (common glasswort). Environ. Sci. Pollut. Res. 2023, 30, 66113–66124. [Google Scholar] [CrossRef]
- Demeyer, A.; Voundi Nkana, J.C.; Verloo, M.G. Characteristics of wood ash and influence on soil properties and nutrient uptake: An overview. Bioresour. Technol. 2001, 77, 287–295. [Google Scholar] [CrossRef]
- Khiari, B.; Ghouma, I.; Ferjani, A.I.; Azzaz, A.A.; Jellali, S.; Limousy, L.; Jeguirim, M. Kenaf stems: Thermal characterization and conversion for biofuel and biochar production. Fuel 2020, 262, 116654. [Google Scholar] [CrossRef]
- Peng, X.; Deng, Y.; Liu, L.; Tian, X.; Gang, S.; Wei, Z.; Zhang, X.; Yue, K. The addition of biochar as a fertilizer supplement for the attenuation of potentially toxic elements in phosphogypsum-amended soil. J. Clean. Prod. 2020, 277, 124052. [Google Scholar] [CrossRef]
- Noori, M.; Zendehdel, M.; Ahmadi, A. Using natural zeolite for the improvement of soil salinity and crop yield. Toxicol. Environ. Chem. 2006, 88, 77–84. [Google Scholar] [CrossRef]
- Parliament of the Czech Republic. Government Regulation No. 75/2015 Coll., Government Regulation on the Conditions for the Implementation of Agri-Environmental-Climatic Measures and Amending Government Regulation No. 79/2007 Coll., on the Conditions for the Implementation of Agri-Environmental Measures, as Amended; Parliament of the Czech Republic: Prague, Czech Republic, 2015. [Google Scholar]
- Hornung, A.; Stenzel, F.; Grunwald, J. Biochar—Just a black matter is not enough. Biomass Convers. Biorefinery 2021, 14, 5889–5900. [Google Scholar] [CrossRef]
- Tóth, G.; Hermann, T.; Da Silva, M.R.; Montanarella, L. Heavy metals in agricultural soils of the European Union with implications for food safety. Environ. Int. 2016, 88, 299–309. [Google Scholar] [CrossRef]
- EBC. European Biochar Certificate—Guidelines for a Sustainable Production of Biochar. In Carbon Standards International (CSI); Version 10.3; European Biochar Foundation (EBC): Arbaz, Switzerland, 2022. [Google Scholar]
- Açikalin, K.; Karaca, F.; Bolat, E. Pyrolysis of pistachio shell: Effects of pyrolysis conditions and analysis of products. Fuel 2012, 95, 169–177. [Google Scholar] [CrossRef]
- Da Silva, J.C.G.; Alves, J.L.F.; Galdino, W.V.d.A.; Moreira, R.d.F.P.M.; José, H.J.; de Sena, R.F.; Andersen, S.L.F. Combustion of pistachio shell: Physicochemical characterization and evaluation of kinetic parameters. Environ. Sci. Pollut. Res. 2018, 25, 21420–21429. [Google Scholar] [CrossRef]
- Ong, H.C.; Yu, K.L.; Chen, W.-H.; Pillejera, M.K.; Bi, X.; Tran, K.-Q.; Pétrissans, A.; Pétrissans, M. Variation of lignocellulosic biomass structure from torrefaction: A critical review. Renew. Sustain. Energy Rev. 2021, 152, 111698. [Google Scholar] [CrossRef]
- Tavakoli Foroushani, F.; Tavanai, H.; Hosseini, F.A. An investigation on the effect of KMnO4 on the pore characteristics of pistachio nut shell based activated carbon. Microporous Mesoporous Mater. 2016, 230, 39–48. [Google Scholar] [CrossRef]
- Niksiar, A.; Nasernejad, B. Activated carbon preparation from pistachio shell pyrolysis and gasification in a spouted bed reactor. Biomass Bioenergy 2017, 106, 43–50. [Google Scholar] [CrossRef]
- Wu, F.-C.; Tseng, R.-L.; Juang, R.-S. Comparisons of porous and adsorption properties of carbons activated by steam and KOH. J. Colloid Interface Sci. 2005, 283, 49–56. [Google Scholar] [CrossRef]
- Wu, F.-C.; Tseng, R.-L.; Hu, C.-C. Comparisons of pore properties and adsorption performance of KOH-activated and steam-activated carbons. Microporous Mesoporous Mater. 2005, 80, 95–106. [Google Scholar] [CrossRef]
- Lua, A.C.; Yang, T.; Guo, J. Effects of pyrolysis conditions on the properties of activated carbons prepared from pistachio-nut shells. J. Anal. Appl. Pyrolysis 2004, 72, 279–287. [Google Scholar] [CrossRef]
- Foo, K.Y.; Hameed, B.H. Preparation and characterization of activated carbon from pistachio nut shells via microwave-induced chemical activation. Biomass Bioenergy 2011, 35, 3257–3261. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Hosseinzadeh-Bandbafha, H.; Shahbeik, H.; Tabatabaei, M. The role of sustainability assessment tools in realizing bioenergy and bioproduct systems. Biofuel Res. J. 2022, 9, 1697–1706. [Google Scholar] [CrossRef]



| CO [%vol.] | CH4 [%vol.] | CO2 [%vol.] | H2 [%vol.] | O2 [%vol.] | N2 [%vol.] | LHV [MJ·m−3] | Q [l·min−1] | Gas Sampling Time [min] |
|---|---|---|---|---|---|---|---|---|
| 6.5 ± 0.3 | 14.2 ± 0.1 | 4.7 ± 0.18 | 4.8 ± 0.12 | 0 ± 0.02 | 69.8 ± 1.28 | 6.33 ± 0.09 | 2.2 | 60 |
| C [%wt] | H [%wt] | N [%wt] | S [%wt] | O [%wt] | Moisture Content [%wt] | Ash [%wt] | LHV [MJ·kg−1] | pH [–] | Bulk Density [kg·m−3] | |
|---|---|---|---|---|---|---|---|---|---|---|
| Raw pistachio shells ar (this study) | 43.85 ± 2.20 ar | 5.38 ± 0.19 ar | <0.20 ± 0.10 ar | <0.02 ± 0.10 ar | 40.94 | 8.64 ± 0.24 ar | 0.97 ± 0.56 ar | 16.00 ± 2.40 ar | 4.70 ± 0.01 ar | 286.90 ± 1.20 ar |
| Gasified pistachio ar shells (this study) | 62.08 ± 2.50 ar | 4.71 ± 0.17 ar | 0.21 ± 0.10 ar | 0.02 ± 0.10 ar | 27.69 | 2.96 ± 0.11 ar | 2.33± 0.78 ar | 22.51 ± 2.40 ar | 9.52 ± 0.01 ar | 226.40 ± 1.30 ar |
| Gasified olive pomace pellets d [41] | 69.5 ±0.20 ar | 0.80 ±0.10 ar | 1.54 ±0.05 ar | 0.34 ±0.03 ar | 5.90 | 10.50 ±0.10 ar | 21.90 ±0.10 ar | n.d. | n.d. | 363 ar |
| Gasified softwood pellets d [23] | 81.1 ar | 2.6 ar | 0.2 ar | 0.0 ar | 10.8 ar | 4.1 ar | 1.2 | n.d. | n.d. | 333 − 351 * ar |
| Gasified, steam-activated, softwood pellets ar [23] | 93.4 ar | 0.8 ar | 0.5 ar | 0.0 ar | 1.3 ar | 2.0 ar | 2.0 | n.d. | n.d. | 284 − 308 * ar |
| Gasified SRF ar [23] | 73.7 ar | 1.4 ar | 0.9 ar | 0.1 ar | 5.3 ar | 7.7 ar | 11.0 | n.d. | n.d. | 250 − 272 * ar |
| Gasified, steam-activated, SRF ar [23] | 80.0 | 0.7 | 0.8 | 0.1 | 1.3 | 2.7 ar | 13.9 | n.d. | n.d. | 217 − 238 * ar |
| Pistachio shells torrefied at 200 °C d [50] | 48.1 | 5.38 | 46.3 ** | <0.01 | 46.3 ** | 7.32 ar | 0.19 | n.d. | n.d. | n.d. |
| Pistachio shells torrefied at 300 °C d [50] | 62.3 | 3.85 | 32.9 ** | <0.01 | 32.9 ** | 5.78 ar | 0.90 | n.d. | n.d. | n.d. |
| Pistachio shells after pyrolysis at 400 °C d [50] | 76.2 | 3.5 | 19.3 ** | <0.01 | 19.3 ** | 3.73 ar | 0.96 | n.d. | n.d. | n.d. |
| Pistachio shells after pyrolysis at 600 °C d [50] | 87.2 | 2.23 | 9.5 ** | <0.01 | 9.5 ** | 1.82 ar | 1.09 | n.d. | n.d. | n.d. |
| Pistachio shells after pyrolysis at 850 °C d [50] | 88.0 | 1.18 | 9.5 ** | <0.01 | 9.5 ** | 0.44 ar | 1.37 | n.d. | n.d. | n.d. |
| Bamboo biochar d [51] | 77.63 | 2.81 | 1.07 | 0.17 | 18.32 | 4.68 ar | 3.90 | n.d. | 10.1 | n.d. |
| Al2O3 [%wt] | CaO [%wt] | Cl [%wt] | Cr2O3 [%wt] | CuO [%wt] | Fe2O3 [%wt] | K2O [%wt] |
|---|---|---|---|---|---|---|
| 0.58 | 2.40 | 32.50 | 0.0003 | 0.0005 | 0.05 | 7.44 |
| MgO [%wt] | MnO [%wt] | Na2O[%wt] | NiO [%wt] | P2O5 [%wt] | PbO [%wt] | SiO2 [%wt] |
| 0.15 | 0.0009 | 40.08 | 0.0006 | 0.94 | 0.0014 | 0.34 |
| SO3 [%wt] | SrO [%wt] | TiO2 [%wt] | ZnO [%wt] | |||
| 1.13 | 0.0017 | 0.0011 | 0.0014 |
| Sample | Specific Surface Area [m2·g−1] | Average Pore Diameter [nm] | Total Pore Volsume [cm3·g−1] | Reference |
|---|---|---|---|---|
| Pistachio shells after gasification in cross-updraft hybrid gasifier | 50.89 | 3.55 | 0.035 | This study |
| Pistachio shells after vacuum pyrolysis at 350 °C and subsequent CO2 activation at 900 °C | 611 | 2.57 | 0.393 | [34] |
| Pistachio shells after vacuum pyrolysis at 400 °C and subsequent CO2 activation at 900 °C | 874 | 2.33 | 0.509 | [34] |
| Pistachio shells after vacuum pyrolysis at 500 °C and subsequent CO2 activation at 900 °C | 896 | 2.38 | 0.532 | [34] |
| Pistachio shells after vacuum pyrolysis at 600 °C and subsequent CO2 activation at 900 °C | 645 | 2.63 | 0.424 | [34] |
| Pistachio shells after vacuum pyrolysis at 700 °C and subsequent CO2 activation at 900 °C | 690 | 2.63 | 0.454 | [34] |
| Pistachio shells after vacuum pyrolysis at 800 °C and subsequent CO2 activation at 900 °C | 724 | 2.51 | 0.454 | [34] |
| Pistachio shells after vacuum pyrolysis at 900°C and subsequent CO2 activation at 900 °C | 724 | 2.07 | 0.374 | [34] |
| Pistachio shells after vacuum pyrolysis at 1000 °C and subsequent CO2 activation at 900 °C | 418 | 1.97 | 0.206 | [34] |
| Pistachio shells after pyrolysis at 700 °C | 115.5 | 2.339 | 0.069 | [74] |
| Pistachio shells after pyrolysis at 700 °C and subsequent KOH activation using microwaves (7 min) | 700.5 | 2.144 | 0.375 | [74] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryšavý, J.; Čespiva, J.; Kuboňová, L.; Dej, M.; Szramowiat-Sala, K.; Molchanov, O.; Niedzwiecki, L.; Yan, W.-M.; Thangavel, S. Co-Gasification of Pistachio Shells with Wood Pellets in a Semi-Industrial Hybrid Cross/Updraft Reactor for Producer Gas and Biochar Production. Fire 2024, 7, 87. https://doi.org/10.3390/fire7030087
Ryšavý J, Čespiva J, Kuboňová L, Dej M, Szramowiat-Sala K, Molchanov O, Niedzwiecki L, Yan W-M, Thangavel S. Co-Gasification of Pistachio Shells with Wood Pellets in a Semi-Industrial Hybrid Cross/Updraft Reactor for Producer Gas and Biochar Production. Fire. 2024; 7(3):87. https://doi.org/10.3390/fire7030087
Chicago/Turabian StyleRyšavý, Jiří, Jakub Čespiva, Lenka Kuboňová, Milan Dej, Katarzyna Szramowiat-Sala, Oleksandr Molchanov, Lukasz Niedzwiecki, Wei-Mon Yan, and Sangeetha Thangavel. 2024. "Co-Gasification of Pistachio Shells with Wood Pellets in a Semi-Industrial Hybrid Cross/Updraft Reactor for Producer Gas and Biochar Production" Fire 7, no. 3: 87. https://doi.org/10.3390/fire7030087
APA StyleRyšavý, J., Čespiva, J., Kuboňová, L., Dej, M., Szramowiat-Sala, K., Molchanov, O., Niedzwiecki, L., Yan, W.-M., & Thangavel, S. (2024). Co-Gasification of Pistachio Shells with Wood Pellets in a Semi-Industrial Hybrid Cross/Updraft Reactor for Producer Gas and Biochar Production. Fire, 7(3), 87. https://doi.org/10.3390/fire7030087