
Recent Progress on Catalytic of Rosin Esterification Using Different Agents of Reactant

 , ,
, ,  ,
,
Abstract
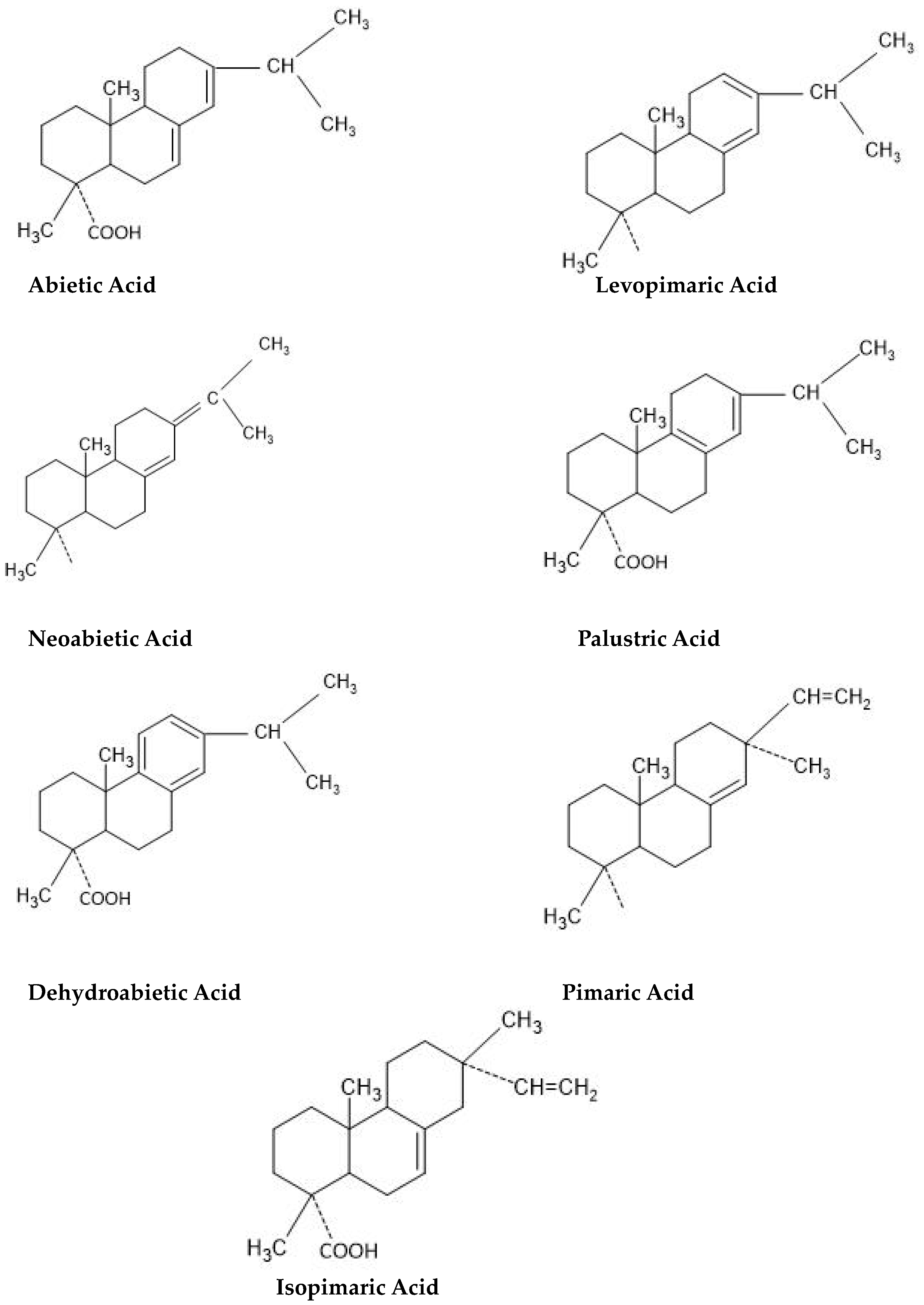
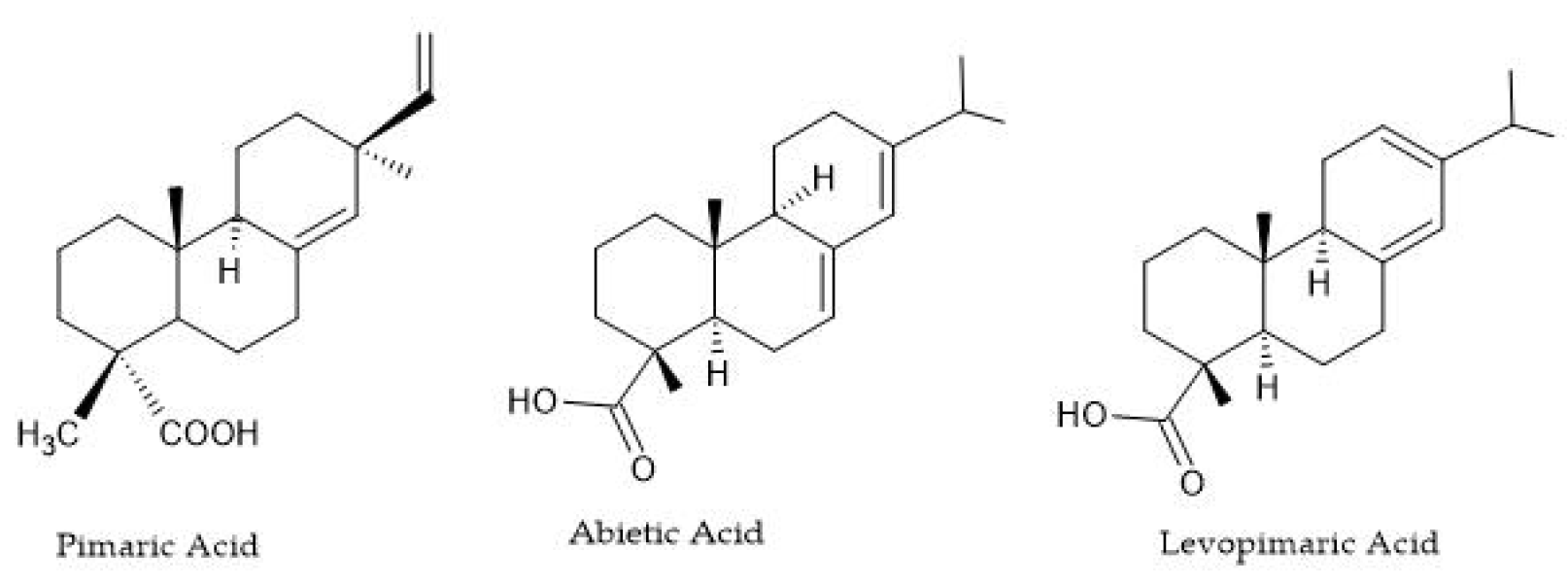
1. Introduction
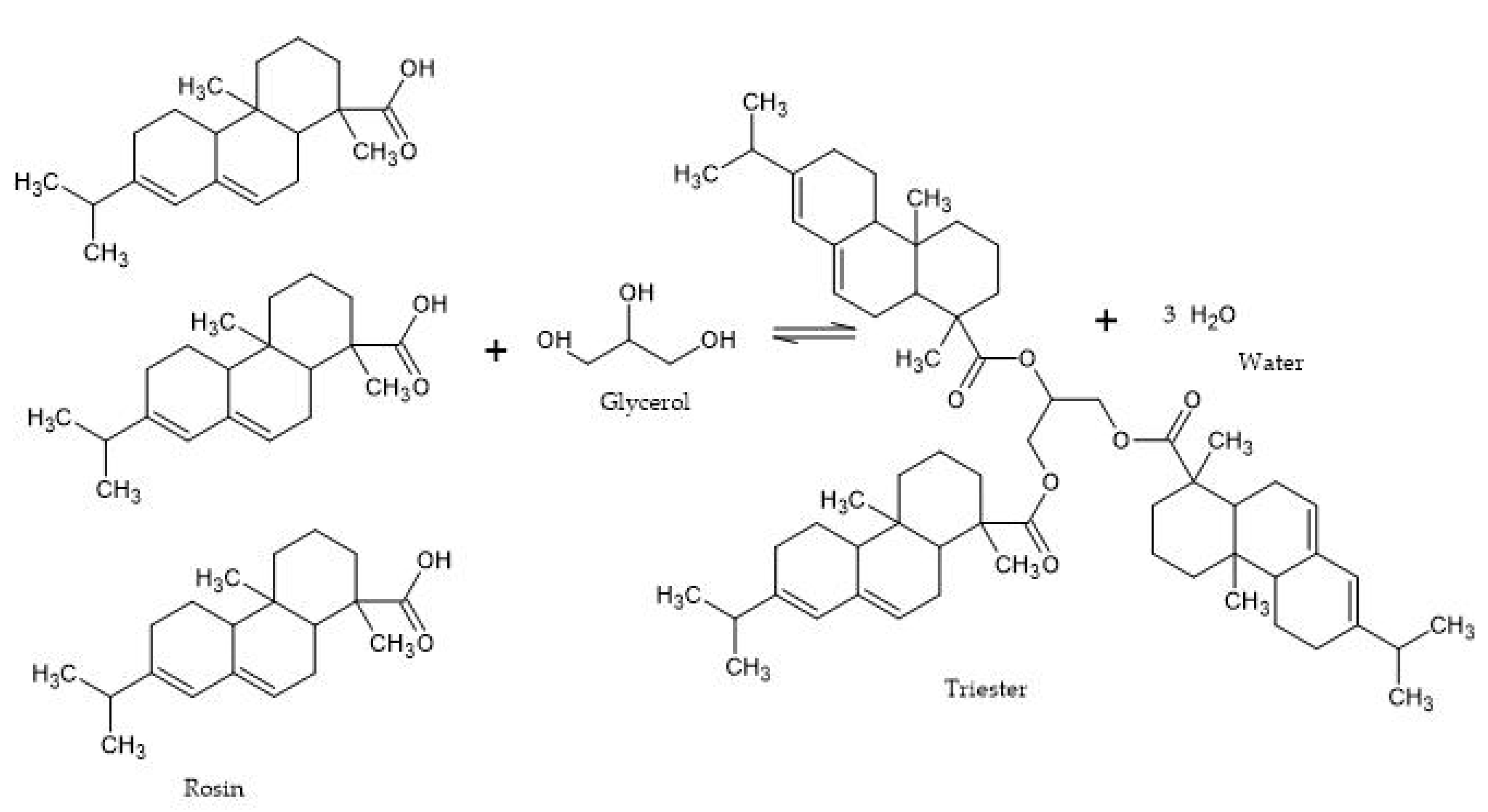
2. Rosin-Glycerol

| Product | Reaction Time (h) | Temperature (°C) | Molar Ratio (Rosin/Glycerol) | Catalyst | Acid Value (mg KOH g−1) | Conversion Rate (%) | Ref. |
|---|---|---|---|---|---|---|---|
| Rosin glyceride | 3.5 | 269 | 1.32 | No catalyst | 66.54 | 58.58 | [32] |
| 3 | 240 | 11% (wt) | Ni/Zeolite | 33.94 | 82.86% | [14] | |
| 1 | 260 | 1.5 (mass ratio) | ZSM-5 | 69.72 | 58.99 | [21] | |
| 2 | 38.58 | 77.31 | |||||
| 4 | 20.90 | 87.71 | |||||
| 6 | 13.05 | 92.32 | |||||
| 8 | 11.08 | 93,48 | |||||
| 10 | 10.66 | 93.73 | |||||
| 1 | 260 | 1.5 (mass ratio) | LaZSM-5 | 72.67 | 65.25 | ||
| 2 | 50.63 | 82.22 | |||||
| 4 | 22.62 | 90.69 | |||||
| 6 | 19.12 | 93.75 | |||||
| 8 | 16.83 | 95.10 | |||||
| 10 | 15.15 | 98.09 | |||||
| 2.5 | 240 | 2 | Fe3O4/MOF-5 | 92.6 | [22] | ||
| 3.5 | 269 | 1.32 | ZnO | 10.23 | 93.63 | [32] | |
| 3.5 | 269 | 1.32 | CO2 pressure of 3.95 MPa | 8.45 | 94.74 |
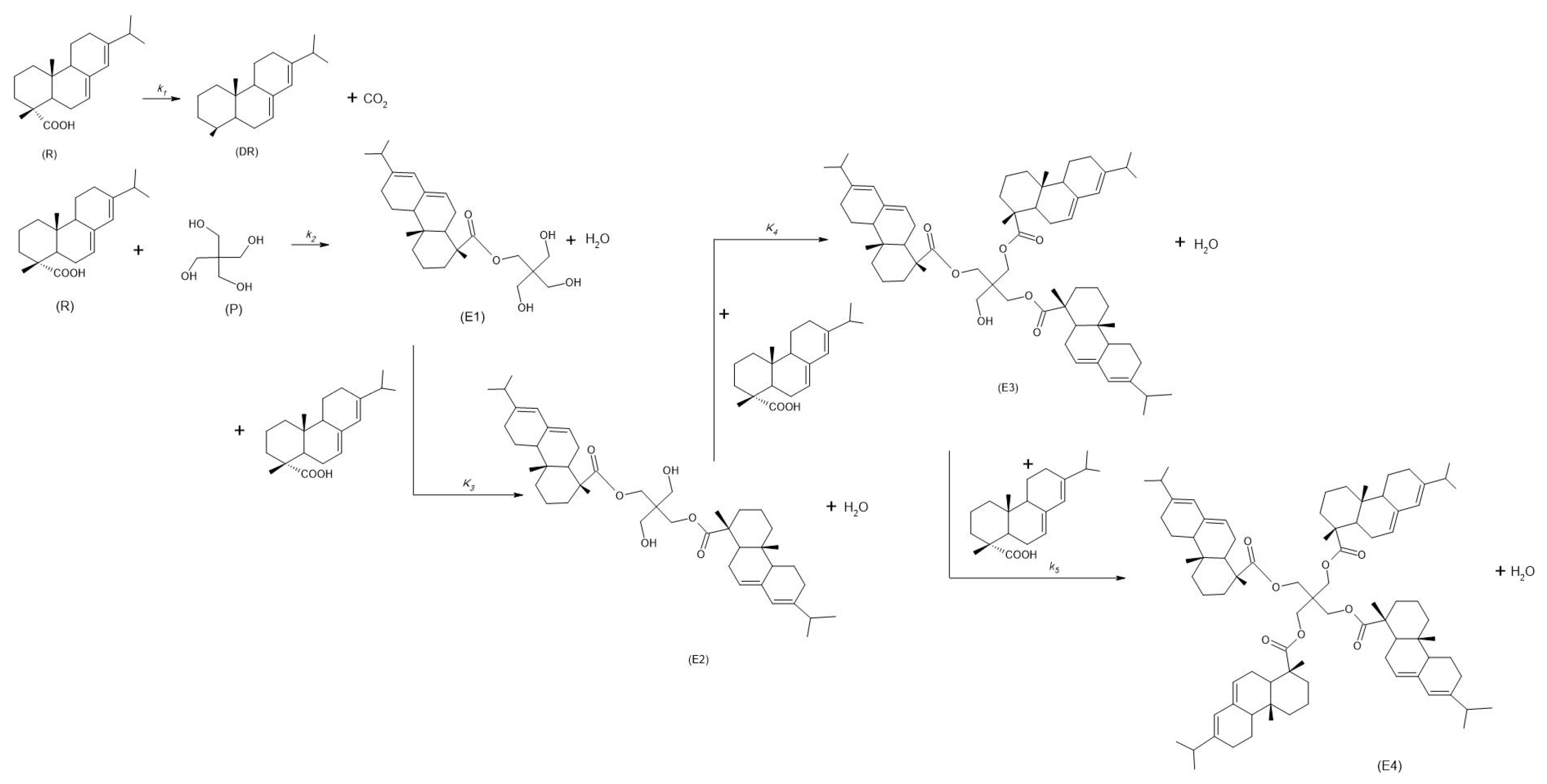
3. Rosin-Pentaerythritol
4. Rosin-Methanol

5. Rosin-Ethylene Glycol and Polyethylene Glycol
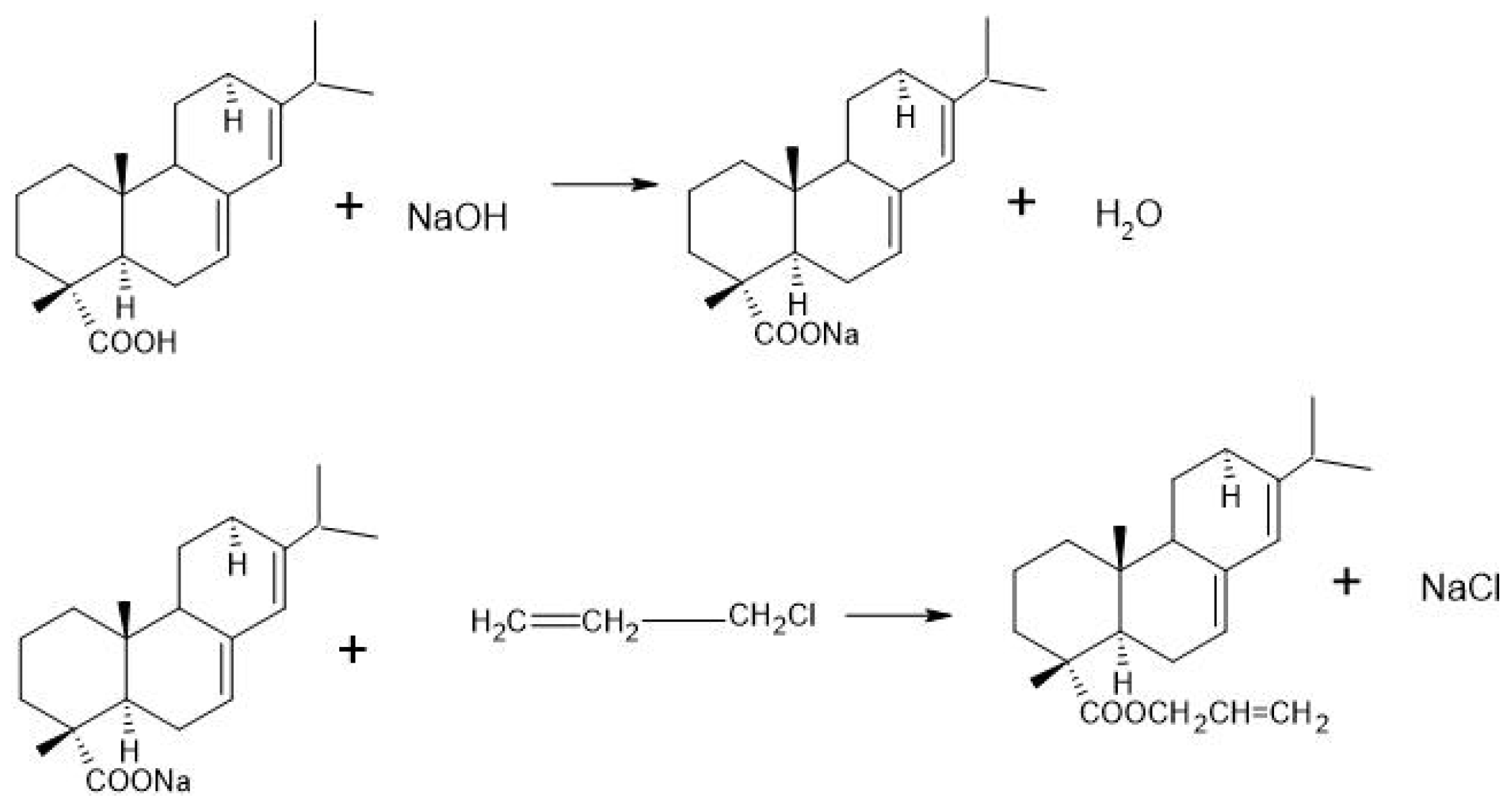
6. Rosin–Allyl Groups
7. Enzymatic Rosin-Starch


8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Ma, H.; Qin, W.; Guo, B.; Li, P. Antimicrobial and improved performance of biodegradable thermoplastic starch by using natural rosin to replace part of glycerol. Ind. Crops Prod. 2022, 178, 114613. [Google Scholar] [CrossRef]
- Aqsha, A.; Winoto, H.P.; Adhi, T.P.; Adisasmito, S.; Ramli, Y.; Siddiq, L.; Pratama, F.B.; Ramdani, M.R.; Indarto, A. Sequential Esterification—Diels-Alder Reactions for Improving Pine Rosin Durability within Road Marking Paint. Molecules 2023, 28, 5236. [Google Scholar] [CrossRef] [PubMed]
- Prakoso, T.; Hanley, J.; Soebianta, M.N.; Soerawidjaja, T.H.; Indarto, A. Synthesis of Terpineol from α-Pinene Using Low-Price Acid Catalyst. Catal. Lett. 2018, 148, 725. [Google Scholar] [CrossRef]
- Cabaret, T.; Boulicaud, B.; Chatet, E.; Charrier, B. Study of rosin softening point through thermal treatment for a better understanding of maritime pine exudation. Eur. J. Wood Wood Prod. 2018, 76, 1453–1459. [Google Scholar] [CrossRef]
- Maiti, S.; Ray, S.S.; Kundu, A.K. Rosin: A renewable resource for polymers and polymer chemicals. Prog. Polym. Sci. 1989, 14, 297–338. [Google Scholar] [CrossRef]
- Silvestre, A.J.; Gandini, A. Rosin: Major sources, properties and applications. In Monomers, Polymers and Composites from Renewable Resources; Elsevier: Amsterdam, The Netherlands, 2008; pp. 67–88. [Google Scholar]
- Saat, A.M.; Yaakup, S.; Alaauldin, S.; Zawani, F.; Azaim, Z.; Isa, M.D.M.; Kamil, M.S.; Samsudin, S.; Iqbal, M. Performance of Rosin Modified Antifouling Coated on Mild Steel Surface at Various Immersion Orientation. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 5562–5565. [Google Scholar] [CrossRef]
- Lee, S.; Lee, K.; Kim, Y.-W.; Shin, J. Preparation and characterization of a renewable pressure-sensitive adhesive system derived from ε-decalactone, l-lactide, epoxidized soybean oil, and rosin ester. ACS Sustain. Chem. Eng. 2015, 3, 2309–2320. [Google Scholar] [CrossRef]
- Kim, J.H.; Min, H.J.; Park, K.; Kim, J. Preparation and evaluation of a cosmetic adhesive containing guar gum. Korean J. Chem. Eng. 2017, 34, 2236–2240. [Google Scholar] [CrossRef]
- Li, W.; Yu-Yu, E.; Cheng, L.-Y.; Ding, M.; Li, W.-Y.; Diao, K.-S.; Liu, S.-G.; Li, K.; Lu, H.-Q.; Lei, F.-H. Rosin-based polymer@ silica core–shell adsorbent: Preparation, characterization, and application to melanoidin adsorption. LWT 2020, 132, 109937. [Google Scholar] [CrossRef]
- Kumar, S.; Gupta, S.K. Rosin: A naturally derived excipient in drug delivery systems. Polim. Med. 2013, 43, 45–48. [Google Scholar]
- Phaphon, K.; Wacharasindhu, S.; Petsom, A. Preparation of PEG-rosin derivative for water soluble rosin flux. Solder. Surf. Mt. Technol. 2016, 28, 188–200. [Google Scholar] [CrossRef]
- Mirabedini, S.; Zareanshahraki, F.; Mannari, V. Enhancing thermoplastic road-marking paints performance using sustainable rosin ester. Prog. Org. Coat. 2020, 139, 105454. [Google Scholar] [CrossRef]
- Dewajani, H.; Chumaidi, A.; Iswara, M.A.I.; Khasanah, R.; Agustina, T.D. Synthesis ester gum through esterification reaction of rosin and gliserol using zeolite modified by nickel as catalyst. AIP Conf. Proc. 2019, 2097, 030037. [Google Scholar]
- Prakoso, T.; Kumalasari, I.; Jiwandaru, B.; Soerawidjaja, T.H.; Azis, M.M.; Indarto, A. Synthesis of Maleic-Modified Rosin Ester from Pine Rosin. In IOP Conference Series: Materials Science and Engineering, Volume 1143, International Seminar on Chemical Engineering Soehadi Reksowardojo (STKSR 2020), Bandung, Indonesia, 16–17 November 2020; IOP Publishing Ltd.: Bristol, UK, 2021; p. 012071. [Google Scholar]
- Li, Q.; Gong, S.; Yan, J.; Hu, H.; Shu, X.; Tong, H.; Cai, Z. Synthesis and kinetics of hydrogenated rosin dodecyl ester as an environmentally friendly plasticizer. J. Renew. Mater. 2020, 8, 289. [Google Scholar] [CrossRef]
- Liu, S.; Xie, C.; Yu, S.; Liu, F. Dimerization of rosin using Brønsted–Lewis acidic ionic liquid as catalyst. Catal. Commun. 2008, 9, 2030–2034. [Google Scholar] [CrossRef]
- Wang, L.; Chen, X.; Liang, J.; Chen, Y.; Pu, X.; Tong, Z. Kinetics of the catalytic isomerization and disproportionation of rosin over carbon-supported palladium. Chem. Eng. J. 2009, 152, 242–250. [Google Scholar] [CrossRef]
- Lu, Y.J.; Xu, R.S.; Zhao, Z.D.; Zhang, P.H.; Wang, M.X. Recent progress on derivation and chemical modification of rosin acids. Adv. Mater. Res. 2013, 785, 1111–1116. [Google Scholar] [CrossRef]
- Hardhianti, M.P.W.; Rochmadi; Azis, M.M. Kinetic studies of esterification of rosin and pentaerythritol. Processes 2021, 10, 39. [Google Scholar] [CrossRef]
- Wang, X.; Guo, F.; Yu, Y.; Liu, Z.; Wang, Y.; Sun, H.; Liu, X.; Xue, Y.; Wei, X.; Guo, S. Study on the Synthesized Rosin Glyceride over LaZSM-5 Zeolite Catalyst Synthesized by the in Situ Method. ACS Omega 2020, 5, 31543–31550. [Google Scholar] [CrossRef]
- Zhou, D.; Wang, L.; Chen, X.; Wei, X.; Liang, J.; Tang, R.; Xu, Y. Reaction mechanism investigation on the esterification of rosin with glycerol over annealed Fe3O4/MOF-5 via kinetics and TGA-FTIR analysis. Chem. Eng. J. 2020, 401, 126024. [Google Scholar] [CrossRef]
- García, D.F.; Bustamante, F.; Villa, A.L.; Alarcón, E.A. Esterification of rosin with methyl alcohol for fuel applications. Rev. Fac. Ing. Univ. Antioq. 2021, 100, 10–20. [Google Scholar]
- Morkhade, D.M.; Nande, V.S.; Barabde, U.V.; Kamble, M.U.; Patil, A.T.; Joshi, S.B. A comparative study of aqueous and organic-based films and coatings of PEGylated rosin derivative. Drug Dev. Ind. Pharm. 2008, 34, 24–32. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Zhao, Z.; Chen, Y.; Wang, J.; Xu, S.; Gu, Y. Synthesis of allyl acrylpimarate by microwave irradiation and phase-transfer catalytic reaction and its UV-curing reactions as a new monomer. Prog. Org. Coat. 2017, 109, 9–21. [Google Scholar] [CrossRef]
- Lin, R.; Li, H.; Long, H.; Su, J.; Huang, W. Structure and characteristics of lipase-catalyzed rosin acid starch. Food Hydrocoll. 2015, 43, 352–359. [Google Scholar] [CrossRef]
- Ladero, M.; de Gracia, M.; Tamayo, J.J.; de Ahumada, I.L.; Trujillo, F.; Garcia-Ochoa, F. Kinetic modelling of the esterification of rosin and glycerol: Application to industrial operation. Chem. Eng. J. 2011, 169, 319–328. [Google Scholar] [CrossRef]
- Ladero, M.; de Gracia, M.; Trujillo, F.; Garcia-Ochoa, F. Phenomenological kinetic modelling of the esterification of rosin and polyols. Chem. Eng. J. 2012, 197, 387–397. [Google Scholar] [CrossRef]
- Quispe, C.A.; Coronado, C.J.; Carvalho, J.A., Jr. Glycerol: Production, consumption, prices, characterization and new trends in combustion. Renew. Sustain. Energy Rev. 2013, 27, 475–493. [Google Scholar] [CrossRef]
- Anuar, M.R.; Abdullah, A.Z. Challenges in biodiesel industry with regards to feedstock, environmental, social and sustainability issues: A critical review. Renew. Sustain. Energy Rev. 2016, 58, 208–223. [Google Scholar] [CrossRef]
- Sun, S.; Cheng, X.; Ma, M.; Liu, Y.; Wang, G.; Yu, H.; Liu, S.; Yu, S. High-efficient esterification of rosin and glycerol catalyzed by novel rare earth Lewis acidic ionic liquid: Reaction development and mechanistic study. J. Taiwan Inst. Chem. Eng. 2021, 127, 1–6. [Google Scholar] [CrossRef]
- Zhou, D.; Wang, L.; Chen, X.; Wei, X.; Liang, J.; Zhang, D.; Ding, G. A novel acid catalyst based on super/subcritical CO2-enriched water for the efficient esterification of rosin. R. Soc. Open Sci. 2018, 5, 171031. [Google Scholar] [CrossRef]
- Li, Y.; Yu, S.; Zhang, H.; Zhang, J. Preparation of Fe3O4@SiO2–ZnO catalyst and its catalytic synthesis of rosin glycol ester. Open Chem. 2021, 19, 938–944. [Google Scholar] [CrossRef]
- Xu, Z.; Lou, W.; Zhao, G.; Zhang, M.; Hao, J.; Wang, X. Pentaerythritol rosin ester as an environmentally friendly multifunctional additive in vegetable oil-based lubricant. Tribol. Int. 2019, 135, 213–218. [Google Scholar] [CrossRef]
- Comyn, J. Surface characterization of pentaerythritol rosin ester. Int. J. Adhes. Adhes. 1995, 15, 9–14. [Google Scholar] [CrossRef]
- Yu, S.; Zhang, H. Preparation of Rosin Pentaerythritol Ester Over an Fe3O4-Supported ZnO Catalyst. Catal. Lett. 2020, 150, 3359–3367. [Google Scholar] [CrossRef]
- García, D.; Bustamante, F.; Alarcón, E.; Donate, J.M.; Canoira, L.; Lapuerta, M. Improvements of thermal and thermochemical properties of rosin by chemical transformation for its use as biofuel. Waste Biomass Valorization 2020, 11, 6383–6394. [Google Scholar] [CrossRef]
- Wang, L.; Huang, C.; Chen, J.; Wei, X.; Chen, X.; Liang, J. Catalyst-free biodiesel production from industrial rosin residue (dark-grade rosin) using supercritical methanol. Waste Biomass Valorization 2018, 9, 1191–1198. [Google Scholar] [CrossRef]
- Liu, Y.; Lv, M.; Li, L.; Yu, H.; Wu, Q.; Pang, J.; Liu, Y.; Xie, C.; Yu, S.; Liu, S. Synthesis of Rosin Methyl Ester Using PTSA/ZrO2/Mo-MCM-41 Mesoporous Molecular Sieves. Catal. Lett. 2019, 149, 1911–1918. [Google Scholar] [CrossRef]
- Wang, X.; Wang, L.; Chen, X.; Zhou, D.; Xiao, H.; Wei, X.; Liang, J. Catalytic methyl esterification of colophony over ZnO/SFCCR with subcritical CO2: Catalytic performance, reaction pathway and kinetics. R. Soc. Open Sci. 2018, 5, 172124. [Google Scholar] [CrossRef]
- Marafi, M.; Stanislaus, A. Spent catalyst waste management: A review: Part I—Developments in hydroprocessing catalyst waste reduction and use. Resour. Conserv. Recycl. 2008, 52, 859–873. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, T. Fabrication of spent FCC catalyst composites by loaded V2O5 and TiO2 and their comparative photocatalytic activities. Sci. Rep. 2019, 9, 11099. [Google Scholar] [CrossRef]
- Kanlaya, P.; Sumrit, W.; Amorn, P. Synthesis and characterization of water soluble rosin-polyethylene glycol 1500 derivative. Int. J. Chem. Eng. Appl. 2016, 7, 277–281. [Google Scholar] [CrossRef]
- Nande, V.; Barabde, U.; Morkhade, D.; Patil, A.; Joshi, S. Synthesis and characterization of PEGylated derivatives of rosin for sustained drug delivery. React. Funct. Polym. 2006, 66, 1373–1383. [Google Scholar] [CrossRef]
- Mumtaz, I.; Majeed, Z.; Ajab, Z.; Ahmad, B.; Khurshid, K.; Mubashir, M. Optimized tuning of rosin adduct with maleic anhydride for smart applications in controlled and targeted delivery of urea for higher plant’s uptake and growth efficiency. Ind. Crops Prod. 2019, 133, 395–408. [Google Scholar] [CrossRef]
- Lu, Y.; Zhao, Z.; Gu, Y.; Chen, Y.; Bi, L. Synthesis of rosin allyl ester and its UV-curing characteristics. Polym. J. 2011, 43, 869–873. [Google Scholar] [CrossRef]
- Kim, W.-S.; Byun, K.-R.; Lee, D.-H.; Min, K.-E.; Park, L.-S.; Seo, K.-H.; Kang, I.-K.; Park, S.-Y. Synthesis of photocrosslinkable polymers using abietic acid and their characterization. Polym. J. 2003, 35, 450–454. [Google Scholar] [CrossRef][Green Version]
- Kim, T.H.; Chang, J.Y.; Choi, J.-U.; Kim, W.-S. Synthesis and characterization of a polymethacrylate containing photoreactive abietic acid moiety. Macromol. Res. 2005, 13, 545–548. [Google Scholar] [CrossRef]
- Zheng, Y.; Yao, K.; Lee, J.; Chandler, D.; Wang, J.; Wang, C.; Chu, F.; Tang, C. Well-defined renewable polymers derived from gum rosin. Macromolecules 2010, 43, 5922. [Google Scholar] [CrossRef]
- Garrison, T.F.; Murawski, A.; Quirino, R.L. Bio-based polymers with potential for biodegradability. Polymers 2016, 8, 262. [Google Scholar] [CrossRef]
- Tian, S.; Chen, Y.; Chen, Z.; Yang, Y.; Wang, Y. Preparation and characteristics of starch esters and its effects on dough physicochemical properties. J. Food Qual. 2018, 2018, 1–7. [Google Scholar] [CrossRef]
- Lin, R.; Li, H.; Long, H.; Su, J.; Huang, W.; Wang, S. Optimization of lipase-catalyzed rosin acid starch synthesis by response surface methodology. J. Mol. Catal. B Enzym. 2014, 105, 104–110. [Google Scholar] [CrossRef]
- Zhang, K.; Cheng, F.; Zhang, K.; Hu, J.; Xu, C.; Lin, Y.; Zhou, M.; Zhu, P. Synthesis of long-chain fatty acid starch esters in aqueous medium and its characterization. Eur. Polym. J. 2019, 119, 136–147. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






| Product | Reaction Time (h) | Temp. (°C) | Ratio | Catalyst | Acid Value (mg KOH g−1) | Soft. Point (°C) | Conversion Rate (%) | Ref. |
|---|---|---|---|---|---|---|---|---|
| Rosin (raw material) | 190 | 82 | [20] | |||||
| Rosin Pentaerythritol | 4 | 260–290 | 0.8–1.2 (Mol OH/COOH) | 100–109 | 76–86.59 | [20] | ||
| 5 | 250 | 15 g rosin, P = 1.7 g, catalyst 0.2 g | 128.6 | 37.7 | [36] | |||
| Fe3O4@SiO2–ZnO (Zn (Oac)2) | 120.0 | 42.0 | ||||||
| Fe3O4@SiO2–ZnO (ZnCl2) | 128.7 | 37.7 | ||||||
| Fe3O4@SiO2–ZnO (ZnSO4) | 71.1 | 65.6 | ||||||
| Fe3O4@SiO2–ZnO (Zn (NO3)2) | 25 | 87.9 |
| Product | React. Time (h) | Temp. (°C) | Molar Ratio (Rosin/MA) | Catalyst | Acid Value (mg KOH g−1) | Conversion Rate (%) | Ref. |
|---|---|---|---|---|---|---|---|
| Rosin Methyl Ester | 3 | 64 | 1:748 | Calcium Material (40%) | 46 | [23] | |
| MgO (20%) | 23 | ||||||
| TiO2 (20%) | 27 | ||||||
| Kaolin (40%) | 15 | ||||||
| Al2O3 (40%) | 23 | ||||||
| Amberlyst 15 (40%) | ~4 | ||||||
| 3.5 | 64 | 1:187 | Calcium Material (40%) | 55 | |||
| 3 | 180 | PTSA/ZrO2/Mo-MCM-41 | 28 | 82.7 | [39] | ||
| 4 | 220 | No Catalyst | 55.42 | [40] | |||
| CO2 | 66.38 | ||||||
| Al2O3 | 65.52 | ||||||
| ZnO | 72.42 | ||||||
| ZnO/SFCCR | 83.28 | ||||||
| ZnO/SFCCR + CO2 | 94.08 | ||||||
| 5 | 1:1.5 | ZnO/SFCCR + CO2 | 97.01 |
| Product | React. Time (h) | Temp. (°C) | Molar Ratio (Rosin/Glycol) | Catalyst | Acid Value (mg KOH g−1) | Soft. Point (°C) | Conversion Rate (%) | Ref. |
|---|---|---|---|---|---|---|---|---|
| Rosin Polyethylene Glycol 400 | until the acid value is constant | 220 | Zinc dust (0.5%) | 116.87 (brown) | 52–54 | 30.85 | [24] | |
| Rosin Ethylene Glycol Ester | 5 | 270 | - | 115.6 | 44 | [33] | ||
| Fe3O4@SiO2–ZnO (ZnAC2) | 51 | 75.3 | ||||||
| Fe3O4@SiO2–ZnO (ZnCl2) | 26.4 | 87.2 | ||||||
| (Zn (NO3)2) | 154 | 25 | ||||||
| Fe3O4@SiO2–ZnO (ZnSO4) | 95.9 | 54 | ||||||
| Fe3O4@SiO2–ZnO (ZnCl2) | 33.8 | 83.6 | ||||||
| Rosin Polyethylene Glycol 1500 | 5 | 250 | 1:1 | ZnO (0.5%) | ~52 | [43] | ||
| Zn dust (0.5%) | ~48 | |||||||
| SnCl2 (0.5%) | ~40 | |||||||
| 9 | 250 | 2:1 | ZnO (2%) | 95 | ||||
| Rosin Polyethylene Glycol 200 | until the acid value is constant | 240–260 | Zinc dust (0.5%) | 120.93 (yellow solid) | 60–65 | 28.67 | [44] | |
| 88.19 (yellowish red solid) | 50–55 | 47.98 | ||||||
| 57.71 (reddish brown solid) | 45–50 | 65.96 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mardiah, M.; Samadhi, T.W.; Wulandari, W.; Aqsha, A.; Situmorang, Y.A.; Indarto, A. Recent Progress on Catalytic of Rosin Esterification Using Different Agents of Reactant. AgriEngineering 2023, 5, 2155-2169. https://doi.org/10.3390/agriengineering5040132
Mardiah M, Samadhi TW, Wulandari W, Aqsha A, Situmorang YA, Indarto A. Recent Progress on Catalytic of Rosin Esterification Using Different Agents of Reactant. AgriEngineering. 2023; 5(4):2155-2169. https://doi.org/10.3390/agriengineering5040132
Chicago/Turabian StyleMardiah, Mardiah, Tjokorde Walmiki Samadhi, Winny Wulandari, Aqsha Aqsha, Yohanes Andre Situmorang, and Antonius Indarto. 2023. "Recent Progress on Catalytic of Rosin Esterification Using Different Agents of Reactant" AgriEngineering 5, no. 4: 2155-2169. https://doi.org/10.3390/agriengineering5040132
APA StyleMardiah, M., Samadhi, T. W., Wulandari, W., Aqsha, A., Situmorang, Y. A., & Indarto, A. (2023). Recent Progress on Catalytic of Rosin Esterification Using Different Agents of Reactant. AgriEngineering, 5(4), 2155-2169. https://doi.org/10.3390/agriengineering5040132