
Design of Rigid-Locking Variable-Angular-Span Welding Fixture †


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Literature Review
3. Methodology
4. Results and Discussion
5. Conclusions
- The fixture’s intricate configuration enabled the expeditious positioning, locating, and clamping of workpieces during welding, thus decreasing the overall time required for welding operation.
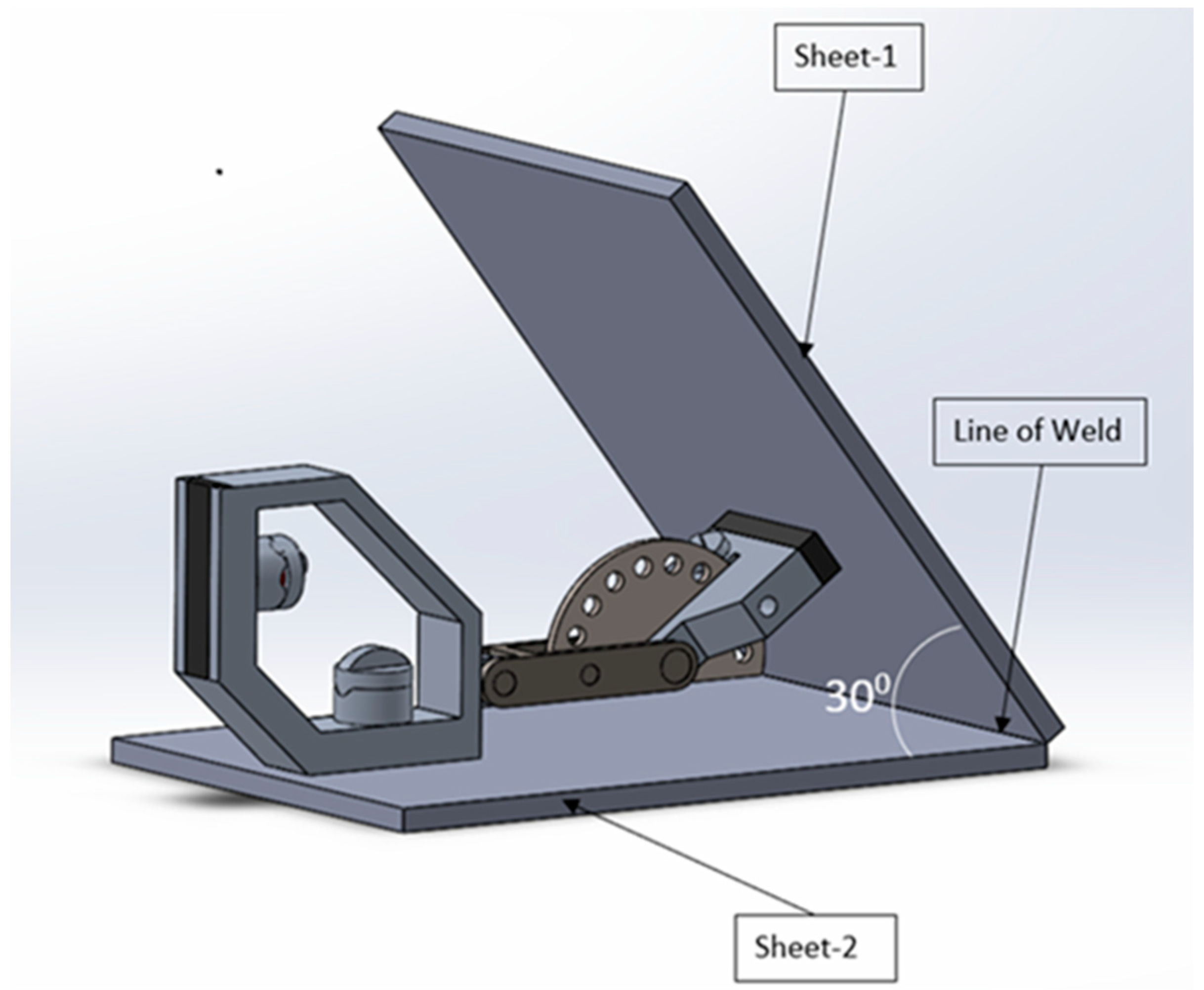
- The bespoke fixture allowed the components to be welded over a broad spectrum of angles, ranging from 0° to 90°, thereby superseding conventional fixtures that are confined to fixed angles of either 45° or 90°.
- The fixture’s structural design and material selection synergistically produced a premium-quality product that exhibited superior strength, rigidity, wear resistance, a light weight, and operational ease, all of which rendered it more dependable than its counterparts.
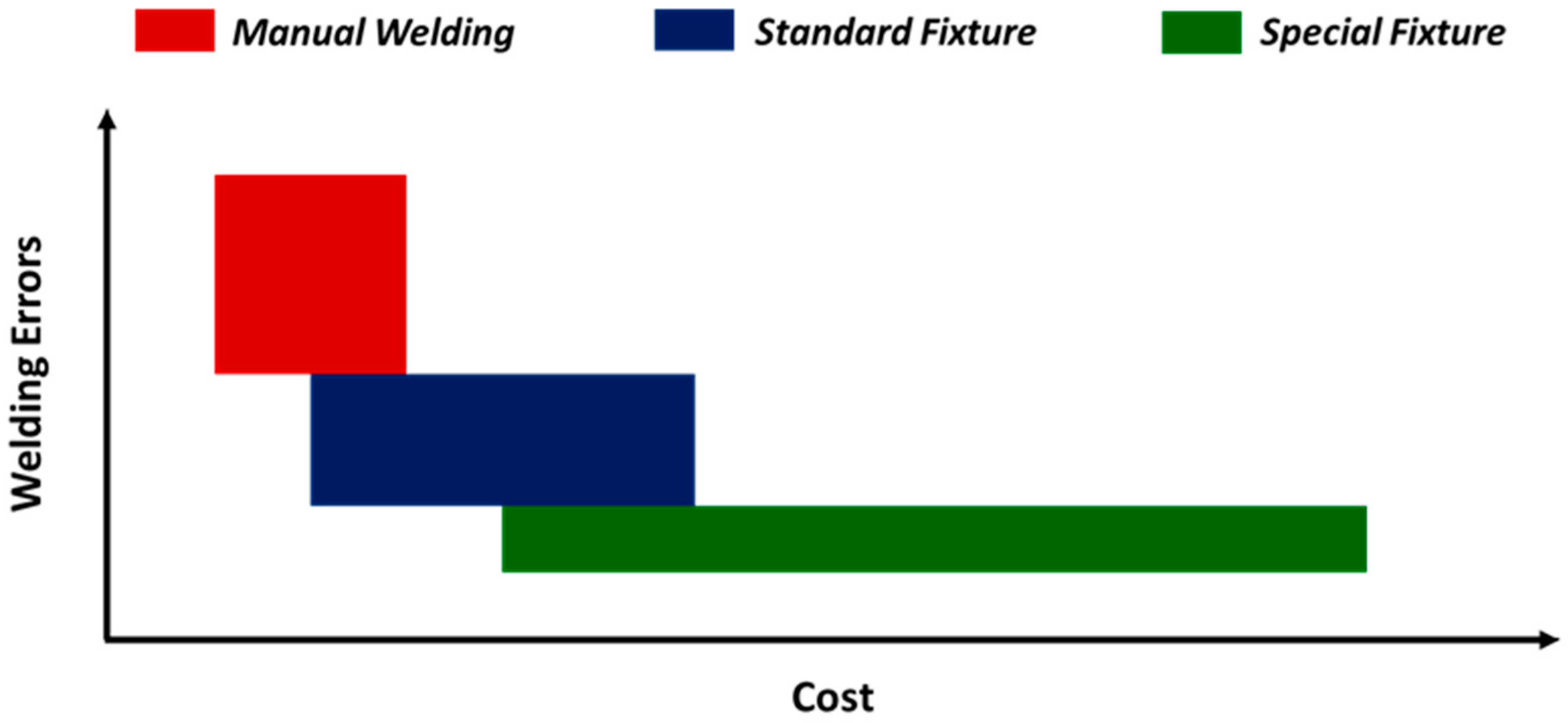
- The utilization of the designed fixture may prove to be immensely efficacious in mitigating welding errors, particularly when juxtaposed with standard fixtures or manual welding practices bereft of any fixtures.
- The adoption of the custom-made fixture for welding could engender a multitude of benefits, including an upswing in the manufactured components’ quality, an augmentation in production velocity, cutbacks in rework or scrap, and mitigation of operator fatigue, thereby rendering it highly recommended for widespread implementation in the manufacturing industry.
6. Future Scope
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Solkar, S.J.; Dabhilkar, H.J.; Khedekar, S.S.; More, A.D.; Raut, A.S. Design and Manufacturing of Multi-Degree Rotation of Fixture for Drilling Operation. Int. J. Sci. Adv. Res. Technol. 2018, 4, 116–118. [Google Scholar]
- Daitao, E.A. Multi-Angle Welding Jig. Am. Int. J. Contemp. Res. 2019, 9, 39–47. [Google Scholar] [CrossRef]
- Chuong, N.V. Improve the Productivity of Welding and Cutting Steel Pipe by using A New Fixture. Int. J. Eng. Res. Technol. 2018, 7, 209–213. [Google Scholar]
- Rampur, R.; Yalagi, S.; Venkatesh, M.; Sathishkumar, G. Fixture Design for Self Loading Concrete Mixer’s Chassis Full Welding. Int. J. Eng. Res. Technol. 2018, 3, 1–4. [Google Scholar]
- Yuvaraj, M.; Karthick, H.; Gopalakrishanan, V.; Louis, S.W. Design, fabrications and analysis of welding fixture having higher accuracy without using robots. Int. J. Chem. Sci. 2016, 14, 1–8. [Google Scholar]
- Kalase, R.S.; Patole, K.; Palaskar, K.; Palaskar, V.; Sabale, A. Design and Development of Stator Stamping Welding Fixture. Int. J. Res. Appl. Sci. Eng. Technol. 2018, 6, 3987–3990. [Google Scholar] [CrossRef]
- Bahadure, D.R.; Waghmare, S.N. Design and Analysis of Jig and Welding Fixture for Car Panel to Shift the Locate Pin. Int. J. Innov. Eng. Sci. 2020, 5, 7. [Google Scholar] [CrossRef]
- Naveen, A.M.; Girish, V.A. Design of Welding Fixture for Head End Sub-Assembly of Motor Case. Int. J. Sci. Technol. Res. 2014, 3, 276–284. [Google Scholar]
- Arjun, C.A.; Vishal, S.K.; Hussain, W.; Ganapathi, P.B.; Hameed, S.; Anand, A.; Sivasubramanian, A.; Arunkumar, G. Design and Fabrication of Welding Fixture for a Single Doorframe. Int. J. Sci. Res. 2014, 3, 166–168. [Google Scholar]
- Reddy, C.A.K.; Soni, J.S.; Reddy, N.K.; Harish, P.M.; Teja, V.P.; Gnaneshwar, C. Design Aspects of Welding Fixture for Nozzle Casing Assembly by TIG Welding. Int. J. Eng. Comput. Res. Technol. 2019, 4, 6–12. [Google Scholar]
- Siddesha, K.; Ramegowda, D. Design of a Welding Fixture and Analysis for the Footrest Stand Component. Int. J. Eng. Res. Technol. 2015, 4, 995–998. [Google Scholar] [CrossRef]
- Khetani, K.; Shah, J.; Patel, V.; Prajapati, C.; Bhaskar, R.V. Design and Thermal Stress Analysis of Welding Fixture of a Brake Pedal. Int. J. Recent Technol. Mech. Electr. Eng. 2015, 2, 29–32. [Google Scholar]
- Ingale, Y.; Rade, K.; Bhalerao, N.; Sutar, K. Design and Analysis of Welding Fixture for Inlet Header of Shell and Tube Heat Exchanger. Int. J. Eng. Res. Gen. Sci. 2016, 4, 432–438. [Google Scholar]
- Vaishak, B.M.; Sudeep, N.S.; Naveenakrishna, P.V. Design and Analysis of Robot Full Welding Fixture for Front Chassis of Wheel Loader. Int. J. Eng. Trends Technol. 2016, 1, 29–33. [Google Scholar]
- Reddy, K.S. Design and Development of Multi Pin Welding Fixture for Electron Beam Welding. Int. J. Curr. Eng. Technol. 2016, 6, 1199–1203. [Google Scholar]
- Asabe, S.; Chitnis, R.; Kulkarni, A.; Deshapande, A. Holding and Welding Fixture for Casing Wear Ring. Int. J. Sci. Adv. Res. Technol. 2021, 7, 32–34. [Google Scholar]
- Sayambar, A.S.; Hapse, A.S.; Karad, K.S.; Berad, S.S. Design of brake pedal assembly. Int. J. Adv. Res. Innov. Ideas Educ. 2018, 4, 1223–1231. [Google Scholar]
- Arunraja, K.M.; Selvakumar, S.; Muthukrishnan, R. Desing and Optimization of Optimal Fixture Layout for Drilling Operation. Int. J. Eng. Res. Technol. 2017, 5, 1–3. [Google Scholar]
- Ubale, S.K.; Lomte, S.V.; Kshirsagar, A. Analysis and Optimization of Fixture for the Welding of Automotive and Non-Automotive Components. Int. J. Adv. Res. Ideas Innov. Technol. 2017, 3, 578–583. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kadam, G.; Nagarajan, B.; Mirji, V.; Sawant, S. Design of Rigid-Locking Variable-Angular-Span Welding Fixture. Eng. Proc. 2024, 66, 35. https://doi.org/10.3390/engproc2024066035
Kadam G, Nagarajan B, Mirji V, Sawant S. Design of Rigid-Locking Variable-Angular-Span Welding Fixture. Engineering Proceedings. 2024; 66(1):35. https://doi.org/10.3390/engproc2024066035
Chicago/Turabian StyleKadam, Ganesh, Bharathiseshan Nagarajan, Varadaraj Mirji, and Siddhesh Sawant. 2024. "Design of Rigid-Locking Variable-Angular-Span Welding Fixture" Engineering Proceedings 66, no. 1: 35. https://doi.org/10.3390/engproc2024066035
APA StyleKadam, G., Nagarajan, B., Mirji, V., & Sawant, S. (2024). Design of Rigid-Locking Variable-Angular-Span Welding Fixture. Engineering Proceedings, 66(1), 35. https://doi.org/10.3390/engproc2024066035