
New Standard for Metal Powder Bed Fusion Surface Texture Measurement and Characterisation



Abstract
1. Introduction
2. Good Practice in Measurement and Characterisation of Metal PBF Surfaces
- Large measurement ranges;
- Sphere-like protrusions;
- Surface and sub-surface recesses and pores;
- Changing reflectivity;
- Large scales of interest; and
- Re-entrant features.
3. Case Study
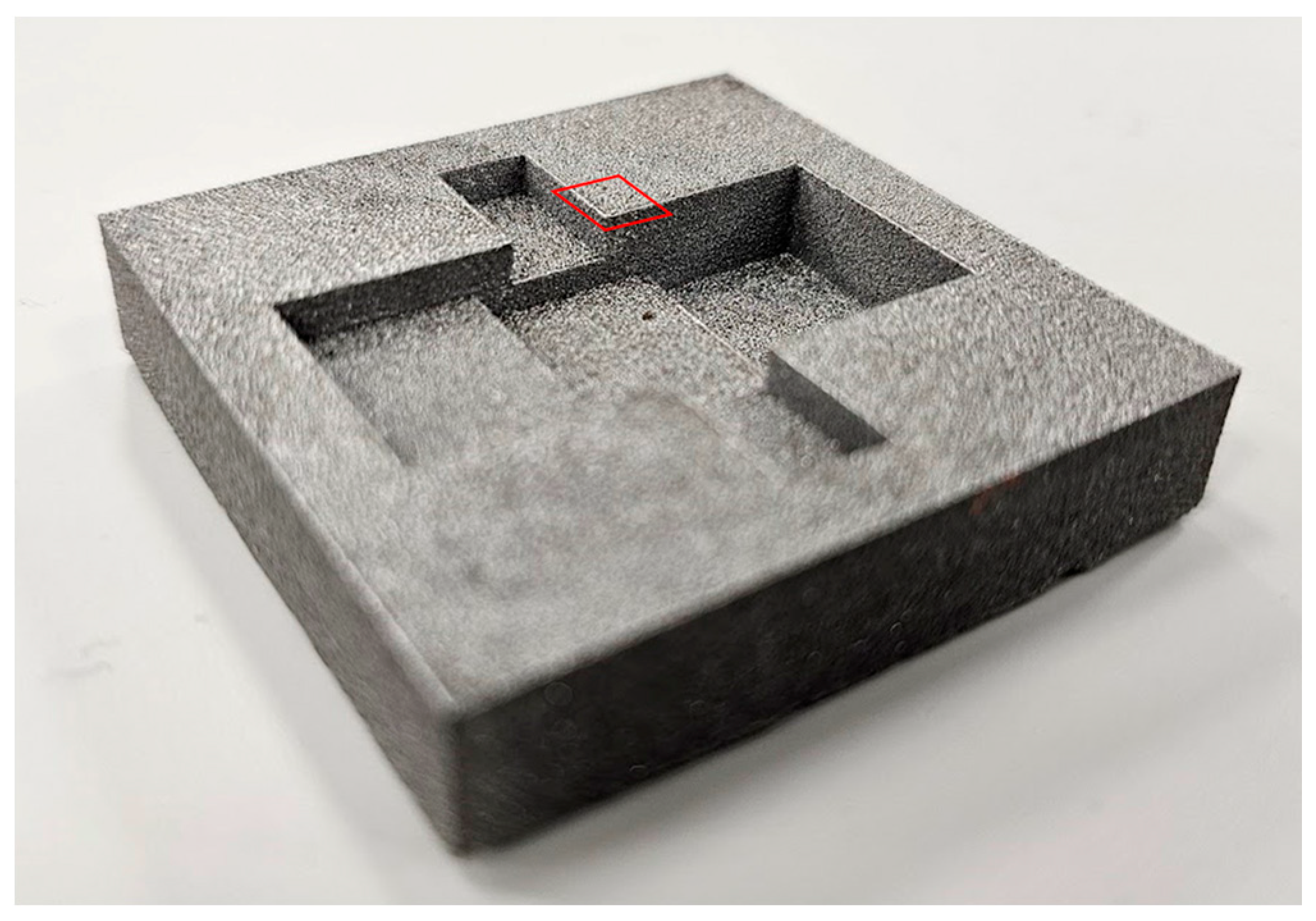
3.1. Test Surface and Surface Preparation
3.2. Instruments for Surface Texture Measurement of PBF Surface
3.3. Measurement Planning
3.4. Characterisation of Surface Texture
- S-filter (high spatial frequency noise removal) with nesting index at 9 µm;
- Levelling by least-squares mean plane subtraction; and
- L-filter (waviness removal) with a nesting index at 0.8 mm.
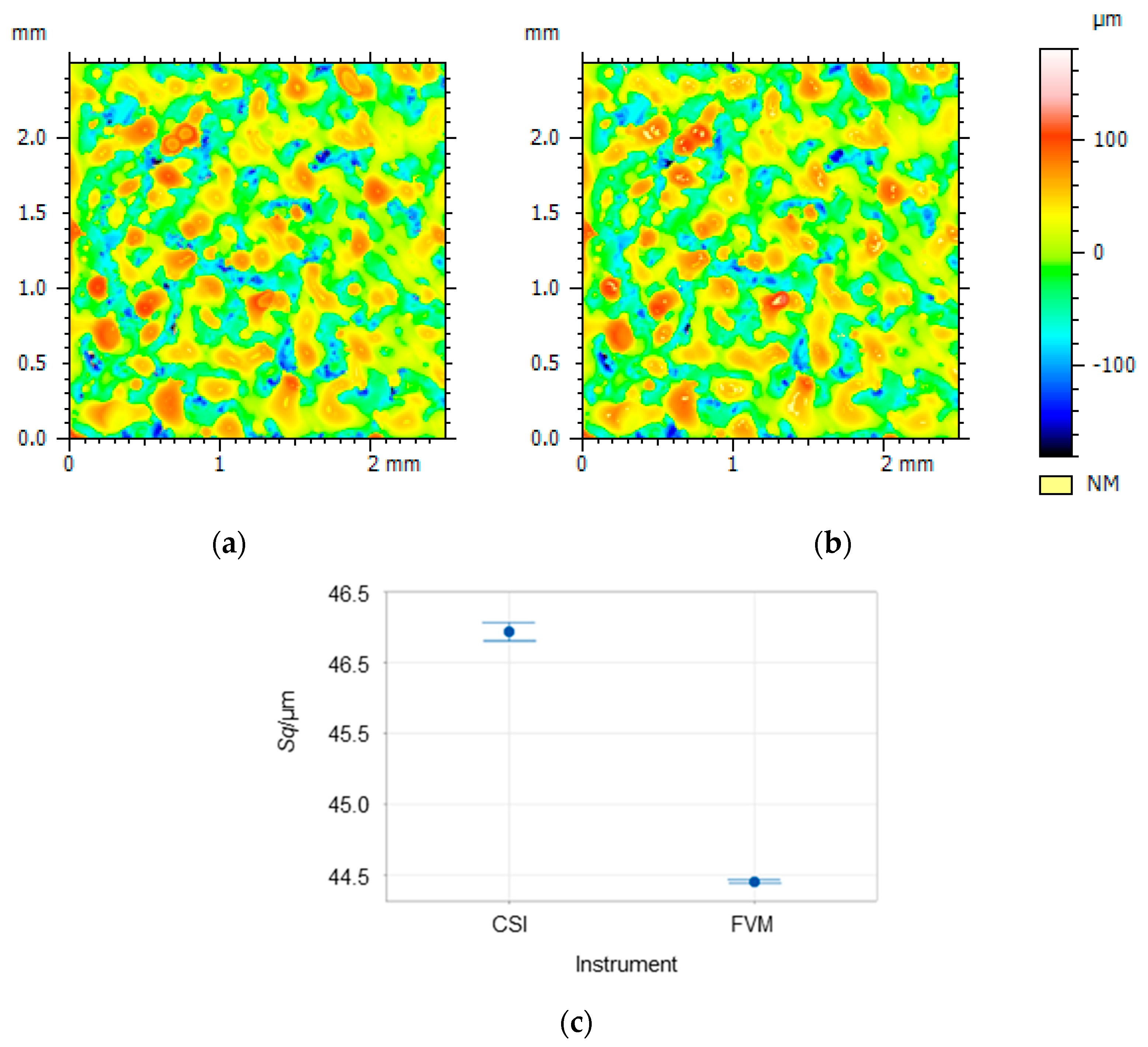
3.5. Reporting of Measurement Results and Data
4. Discussion and Future Additions to the Standard
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Senin, N.; Thompson, A.; Leach, R.K. Feature-based characterisation of signature topography in laser powder bed fusion of metals. Meas. Sci. Technol. 2017, 29, 045009. [Google Scholar] [CrossRef]
- Senin, N.; Thompson, A.; Leach, R.K. Characterisation of the topography of metal additive surface features with different measurement technologies. Meas. Sci. Technol. 2017, 28, 095003. [Google Scholar] [CrossRef]
- Thompson, A.; Senin, N.; Giusca, C.; Leach, R.K. Topography of selectively laser melted surfaces: A comparison of different measurement methods. Ann. CIRP 2017, 66, 543–546. [Google Scholar] [CrossRef]
- Thompson, A.; Senin, N.; Maskery, I.; Leach, R.K. Effects of magnification and sampling resolution in X-ray computed tomography for the measurement of additively manufactured metal. Precis. Eng. 2018, 53, 54–64. [Google Scholar] [CrossRef]
- Thompson, A.; Senin, N.; Maskery, I.; Körner, L.; Lawes, S.; Leach, R.K. Internal surface measurement of metal powder bed fusion parts. Addit. Manuf. 2018, 20, 126–133. [Google Scholar] [CrossRef]
- Townsend, A.; Racasan, R.; Leach, R.K.; Senin, N.; Thompson, A.; Ramsey, A.; Bate, D.; Woolliams, P.; Brown, S.; Blunt, L. An interlaboratory comparison of X-ray computed tomography measurement for texture and dimensional characterisation of additively manufactured parts. Addit. Manuf. 2018, 23, 422–432. [Google Scholar] [CrossRef]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef]
- Townsend, A.; Racasan, R.; Blunt, L. Surface-specific additive manufacturing test artefacts. Surf. Topogr. Metrol. Prop. 2018, 6, 024007. [Google Scholar] [CrossRef]
- Townsend, A.; Pagani, L.; Scott, P.J.; Blunt, L. Introduction of a surface characterization parameter Sdr prime for analysis of re-entrant features. J. Nondestr. Eval. 2019, 38, 58. [Google Scholar] [CrossRef]
- Townsend, A.; Pagani, L.; Scott, P.J.; Blunt, L. Measurement and characterisation of additively manufactured re-entrant surfaces. In Proceedings of the Euspen/ASPE Special Interest Group: Dimensional Accuracy and Surface Finish in Additive Manufacturing, Leuven, Belgium, 10–12 October 2017. [Google Scholar]
- Townsend, A.; Pagani, L.; Scott, P.; Blunt, L. Areal surface texture data extraction from X-ray computed tomography reconstructions of metal additively manufactured parts. Precis. Eng. 2017, 48, 254–264. [Google Scholar] [CrossRef]
- Zanini, F.; Sorgato, M.; Savio, E.; Carmignato, S. Uncertainty of CT dimensional measurements performed on metal additively manufactured lattice structures. In Proceedings of the 10th Conference on Industrial Computed Tomography, Wels, Austria, 4–7 February 2020. [Google Scholar]
- Zanini, F.; Pagani, L.; Savio, E.; Carmignato, S. Characterisation of additively manufactured metal surfaces by means of X-ray computed tomography and generalised surface texture parameters. Ann. CIRP 2019, 68, 515–518. [Google Scholar] [CrossRef]
- Fox, J.C.; Moylan, S.P.; Lane, B.M. Effect of process parameters on the surface roughness of overhanging structures in laser powder bed fusion additive manufacturing. Proc. CIRP 2016, 45, 131–134. [Google Scholar] [CrossRef]
- Fox, J.C.; Evans, C.; Mandloi, K. Characterization of laser powder bed fusion surfaces for heat transfer applications. Ann. CIRP 2021, 70, 467–470. [Google Scholar] [CrossRef]
- Cabanettes, F.; Joubert, A.; Chardon, G.; Dumas, V.; Rech, J.; Grosjean, C.; Dimkovski, Z. Topography of as built surfaces generated in metal additive manufacturing: A multi scale analysis from form to roughness. Precis. Eng. 2018, 52, 249–265. [Google Scholar] [CrossRef]
- Mirabal, A.; Loza-Hernandez, I.; Clark, C.; Hooks, D.E.; McBride, M.; Stull, J.A. Roughness measurements across topographically varied additively manufactured metal surfaces. Addit. Manuf. 2023, 69, 103540. [Google Scholar]
- Lou, S.; Sun, W.; Zeng, W.; Abdul-Rahman, H.S.; Jiang, X.; Scott, P.J. Extraction of process signature features from additive manufactured metal surfaces. In Proceedings of the 16th International Conference on Metrology and Properties of Engineering Surfaces, Gothenburg, Sweden, 27–29 June 2017. [Google Scholar]
- Metelkova, J.; Vanmunster, L.; Haitjema, H.; Van Hooreweder, B. Texture of inclined up-facing surfaces in laser powder bed fusion of metals. Addit. Manuf. 2021, 42, 101970. [Google Scholar] [CrossRef]
- Zanini, F.; Sbettega, E.; Sorgato, M.; Carmignato, S. Accuracy of surface topography measurements performed by X-ray computed tomography on additively manufactured metal parts. In Proceedings of the EUSPEN 18th International Conference and Exhibition, Venice, Italy, 4–8 June 2018. [Google Scholar]
- Lifton, J.J.; Liu, Y.; Tan, Z.J.; Mutiargo, B.; Goh, X.Q.; Malcolm, A.A. Internal surface roughness measurement of metal additively manufactured samples via X-ray CT: The influence of surrounding material thickness. Surf. Topogr. Metrol. Prop. 2021, 9, 035008. [Google Scholar] [CrossRef]
- Zanini, F.; Sorgato, M.; Carmignato, S. Experimental investigation on the accuracy of surface topography measurements of additively manufactured metal parts scanned by X-ray micro computed tomography. In Proceedings of the EUSPEN/ASPE Special Interest Group: Dimensional Accuracy and Surface Finish in Additive Manufacturing, Leuven, Belgium, 10–12 October 2017. [Google Scholar]
- Zanini, F.; Sbettega, E.; Sorgato, M.; Carmignato, S. New approach for verifying the accuracy of X-ray computed tomography measurements of surface topographies in additively manufactured metal parts. J. Nondestr. Eval. 2019, 38, 12. [Google Scholar] [CrossRef]
- Sagbas, B.; Durakbasa, N.M. Profile and areal surface characterization of additive manufacturing polymer and metal parts. In Proceedings of the International Conference on Measurement and Quality Control, Belgrade, Serbia, 4–7 June 2019. [Google Scholar]
- Buchenau, T.; Bruening, H.; Amkreutz, M. Post-processing of surface topography data for as-built metal additive surface texture characterization. Preprints.org 2023, 2023030051. [Google Scholar] [CrossRef]
- Lee, J.; Hossain, M.S.; Taheri, M.; Jameel, A.; Lakshmipathy, M.; Taheri, H. Characterization of surface topography features for the effect of process parameters and their correlation to quality monitoring in metal additive manufacturing. Metrology 2022, 2, 73–83. [Google Scholar] [CrossRef]
- Nagalingam, A.P.; Vohra, M.S.; Kapur, P.; Yeo, S.H. Effect of cut-off, evaluation length, and measurement area in profile and areal surface texture characterization of as-built metal additive manufactured components. Appl. Sci. 2021, 11, 5089. [Google Scholar] [CrossRef]
- Heinl, M.; Greiner, S.; Wudy, K.; Pobel, C.; Rasch, M.; Huber, F.; Papke, T.; Merkleine, M.; Schmidt, M.; Körner, C.; et al. Measuring procedures for surface evaluation of additively manufactured powder bed based polymer and metal parts. Meas. Sci. Technol. 2020, 31, 095202. [Google Scholar] [CrossRef]
- Yonehara, M.; Kato, C.; Ikeshoji, T.-T.; Takeshita, K.; Kyogoku, H. Correlation between surface texture and internal defects in laser powder-bed fusion additive manufacturing. Sci. Rep. 2021, 11, 22874. [Google Scholar] [CrossRef] [PubMed]
- Metelkova, J.; Vanmunster, L.; Haitjema, H.; Ordnung, D.; Kruth, J.; Van Hooreweder, B. Hybrid dual laser processing for improved quality of inclined up-facing surfaces in laser powder bed fusion of metals. J. Mater. Process. Technol. 2021, 298, 117263. [Google Scholar] [CrossRef]
- ISO 21920-2; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2021.
- ISO 21920-XXX; Geometrical Product Specifications (GPS)—Surface Texture: Profile […]. International Organization for Standardization: Geneva, Switzerland, Various years.
- ISO 25178-XXX; Geometrical Product Specifications (GPS)—Surface Texture: Areal […]. International Organization for Standardization: Geneva, Switzerland, Various years.
- ISO/ASTM 529XX; Additive Manufacturing […]. International Organization for Standardization: Geneva, Switzerland, 2015.
- ASTM WK66682 New Guide for Evaluating Post-Processing and Characterization Techniques for AM Part Surfaces. Available online: https://www.astm.org/workitem-wk66682 (accessed on 12 May 2023).
- ASTM F3624-23; Standard Guide for Additive Manufacturing of Metals—Powder Bed Fusion—Measurement and Characterization of Surface Texture. ASTM International: West Conshohocken, PA, USA, 2023.
- ISO 25178-600; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 600: Calibration of Surface Texture Measuring Instruments. International Organization for Standardization: Geneva, Switzerland, 2019.
- Giusca, C.L.; Leach, R.K. Good Practice Guide No. 127: Calibration of the Metrological Characteristics of Coherence Scanning Interferometers (CSI) and Phase Shifting Interferometers (PSI); National Physical Laboratory: London, UK, 2013. [Google Scholar]
- Giusca, C.L.; Leach, R.K. Good Practice Guide No. 128: Calibration of the Metrological Characteristics of Imaging Confocal Microscopes (ICMs); National Physical Laboratory: London, UK, 2012. [Google Scholar]
- Giusca, C.L.; Leach, R.K. Good Practice Guide No. 129: Calibration of the Metrological Characteristics of Areal Contact Stylus Instruments; National Physical Laboratory: London, UK, 2013. [Google Scholar]
- Leach, R.K.; Haitjema, H. Bandwidth characteristics and comparisons of surface texture measuring instruments. Meas. Sci. Technol. 2010, 21, 032001. [Google Scholar] [CrossRef]
- ISO 16610-21; Geometrical Product Specifications (GPS)—Filtration—Part 21: Linear Profile Filters: Gaussian Filters. International Organization for Standardization: Geneva, Switzerland, 2011.
- Gomez, C.; Su, R.; Thompson, A.; DiSciacca, J.; Lawes, S.; Leach, R.K. Optimisation of surface measurement for metal additive manufacturing using coherence scanning interferometry. Opt. Eng. 2017, 56, 111714. [Google Scholar] [CrossRef]
- Newton, L.; Senin, N.; Gomez, C.; Danzl, R.; Helmli, F.; Blunt, L.; Leach, R.K. Areal topography measurement of metal additive surfaces using focus variation microscopy. Addit. Manuf. 2019, 25, 365–389. [Google Scholar] [CrossRef]
- Digital Surf Mountains® 9 Surface Imaging & Metrology Software. Available online: https://www.digitalsurf.com/ (accessed on 12 May 2023).
- ISO 25178-2; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2021.
- Student. The probable error of a mean. Biometrika 1908, 6, 1–25. [Google Scholar] [CrossRef]
- Blateyron, F. Chromatic confocal microscopy. In Optical Measurement of Surface Topography; Leach, R.K., Ed.; Springer: Berlin, Germany, 2011; pp. 71–106. [Google Scholar]
- Miura, K.; Nose, A. Point autofocus instruments. In Optical Measurement of Surface Topography; Leach, R.K., Ed.; Springer: Berlin, Germany, 2011; pp. 107–130. [Google Scholar]
- Yuan, W.; Dong, S.; Adelson, E.H. GelSight: High-resolution robot tactile sensors for estimating geometry and force. Sensors 2017, 17, 2762. [Google Scholar] [CrossRef]
- Newton, L.; Senin, N.; Chatzivagiannis, E.; Smith, B.; Leach, R.K. Feature-based characterisation of Ti6Al4V electron beam powder bed fusion surfaces fabricated at different surface orientations. Addit. Manuf. 2020, 35, 101273. [Google Scholar] [CrossRef]
- Lou, S.; Pagani, L.; Zeng, W.; Jiang, X.; Scott, P.J. Watershed segmentation of topographical features on freeform surfaces and its application to additively manufactured surfaces. Precis. Eng. 2020, 63, 177–186. [Google Scholar] [CrossRef]
- Bartkowiak, T.; Gapiński, B.; Wieczorowski, M.; Mietliński, P.; Brown, C.A. Capturing and characterizing geometric complexities of metal additively manufactured parts using X-ray micro-computed tomography and multiscale curvature analyses. Surf. Topogr. Metrol. Prop. 2023, 11, 014002. [Google Scholar] [CrossRef]
- Thompson, A.; Newton, L.; Leach, R.K. Data—A new standard for metal powder bed fusion surface measurement and characterisation. Zenodo 2023. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Measurement Technology | Objective Lens Information | Measurement Setup |
|---|---|---|
| CSI | 5.5× lens, 1× zoom; NA: 0.15; FoV: (1.56 × 1.56) mm; and OR: 1.561 µm. | Acquisition time/measurement: 649 s; Vertical scan length: 300 µm (vertical stitching); Lateral stitching: 2 × 2 FoVs, auto-level performed before acquiring each frame; Topography reconstruction method: fringe analysis methods based on the coherence envelope; Source spectrum filtering: narrow-bandwidth; High dynamic range mode: two light levels; Signal oversampling: 4×; “Auto-tilt” and “auto-focus” performed at the beginning of the measurement; Laboratory temperature: 20.1 °C (start) 20.3 °C (end); Laboratory relative humidity: 52% (start) 52% (end); and Single measurement, five repeats taken immediately after one another. |
| FVM | 20× lens; NA: 0.4; FoV: (0.42 × 0.42) mm; and OR: 0.68 µm. | Acquisition time/measurement: 300 s (approx.); Vertical scan length: 412 µm; Vertical resolution: 100 nm; Lateral resolution: 2.94 µm; Illumination type: unpolarised coaxial light; Lateral stitching: 4 × 4 FoVs; Contrast: 0.50; “Auto-light” performed at the beginning of the measurement (brightness: 4.43 ms); Laboratory temperature: 20.3 °C (start) 19.6 °C (end); Laboratory relative humidity: 52% (start) 52% (end); and Single measurement, five repeats taken immediately after one another. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thompson, A.; Newton, L.; Leach, R. New Standard for Metal Powder Bed Fusion Surface Texture Measurement and Characterisation. Metrology 2023, 3, 237-245. https://doi.org/10.3390/metrology3020013
Thompson A, Newton L, Leach R. New Standard for Metal Powder Bed Fusion Surface Texture Measurement and Characterisation. Metrology. 2023; 3(2):237-245. https://doi.org/10.3390/metrology3020013
Chicago/Turabian StyleThompson, Adam, Lewis Newton, and Richard Leach. 2023. "New Standard for Metal Powder Bed Fusion Surface Texture Measurement and Characterisation" Metrology 3, no. 2: 237-245. https://doi.org/10.3390/metrology3020013
APA StyleThompson, A., Newton, L., & Leach, R. (2023). New Standard for Metal Powder Bed Fusion Surface Texture Measurement and Characterisation. Metrology, 3(2), 237-245. https://doi.org/10.3390/metrology3020013