
Influence of Recycling Processes on Properties of Fine Recycled Concrete Aggregates (FRCA): An Overview

 ,
,  , and
, and
Abstract
:1. Introduction
2. Recycling Technologies

| Type | Technology | References |
|---|---|---|
| Mechanical | Jaw Crusher | [5,6,10,11,12,13,14,15,16,17,18,19,20,21,22,23,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53] |
| Impact Crusher (HSI/VSI) | [5,6,18,19,23,24] | |
| Cone Crusher | [21,39] | |
| Rotor Crusher | [12,20] | |
| Screw Crusher | [54,55] | |
| Ball Mill | [12,14,15,16,17,32,41] | |
| Wet Scrubbing | [39] | |
| Sieving | [5,6,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,56,57,58,59,60,61,62,63,64,65,66,67] | |
| Physical | Dry-Density Separator | [6,22,31] |
| Heavy Liquid Separation | [31,67] | |
| Magnetic Separator | [31,67,68] | |
| Chemical | Acid Attack | [69] |
| Thermomechanical | Scrubbing | [31] |
2.1. Mechanical
2.1.1. Jaw Crusher
2.1.2. Horizontal Shaft Impact Crusher (HSI) and Vertical Shaft Impact Crusher (VSI)
2.1.3. Cone Crusher
2.1.4. Rotor Crusher
2.1.5. Screw Crusher
2.1.6. Ball Mill
2.1.7. Wet Scrubbing
2.1.8. Sieving
2.2. Physical
2.2.1. Dry Density Separator
2.2.2. Heavy Liquid Separation
2.2.3. Magnetic Separator
2.3. Chemical Acid Attack
2.4. Thermomechanical Scrubbing
3. Recycling Processes
4. Normative Requirements of FRCA
5. Influence of Recycling Processes on Properties of FRCA
- Laboratory concrete specimens from technological control tests, labelled with LAB;
- Concrete waste from other sources, labelled with CW.
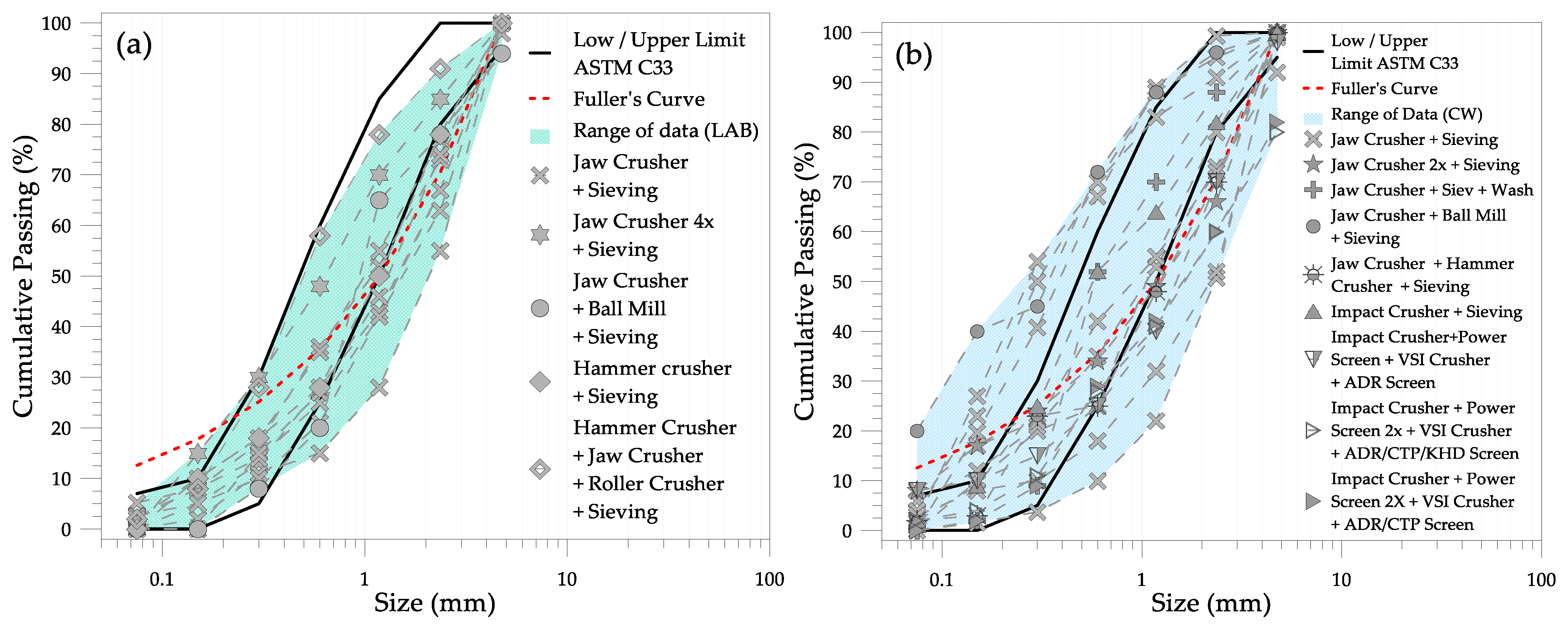
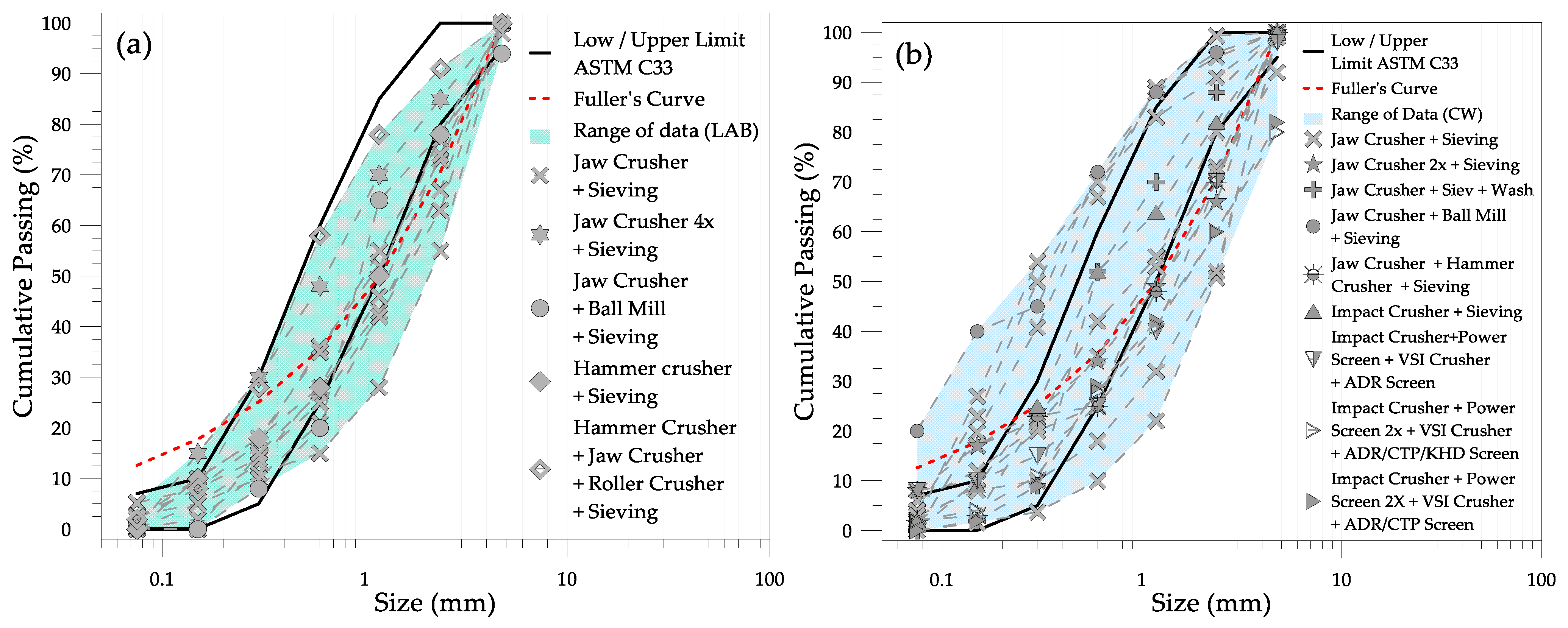
5.1. Particle Size Distribution (PSD)
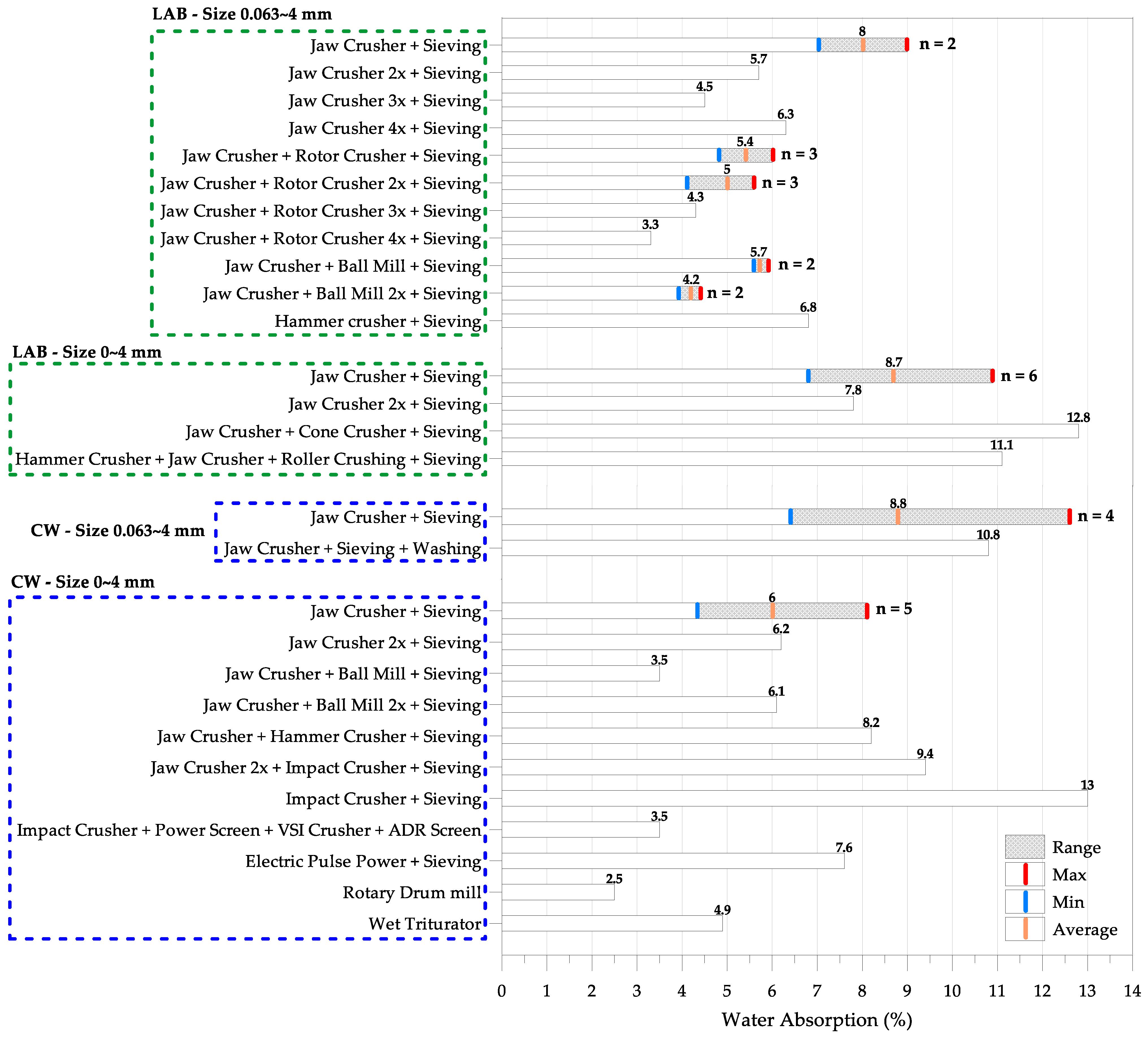
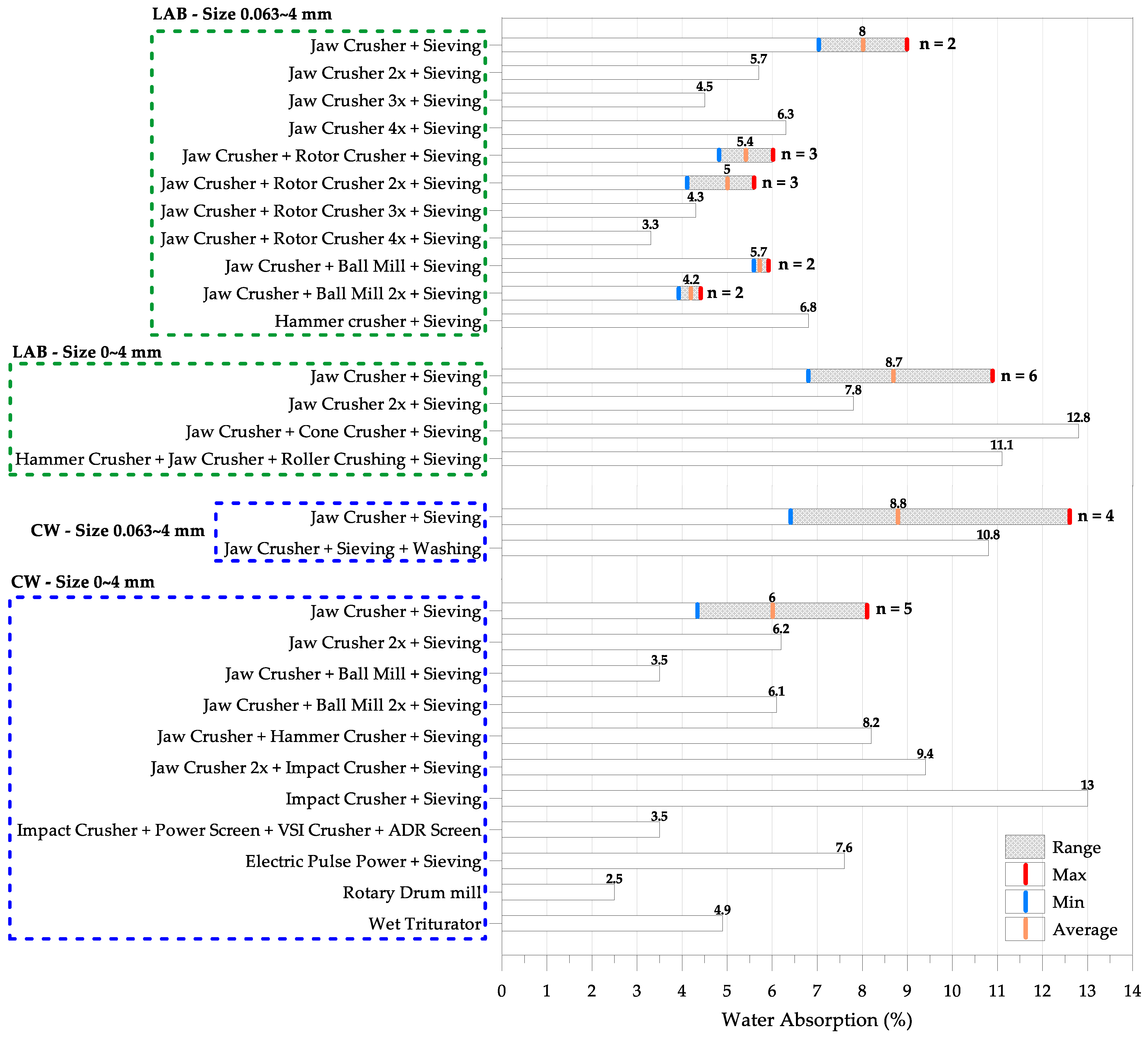
5.2. Water Absorption
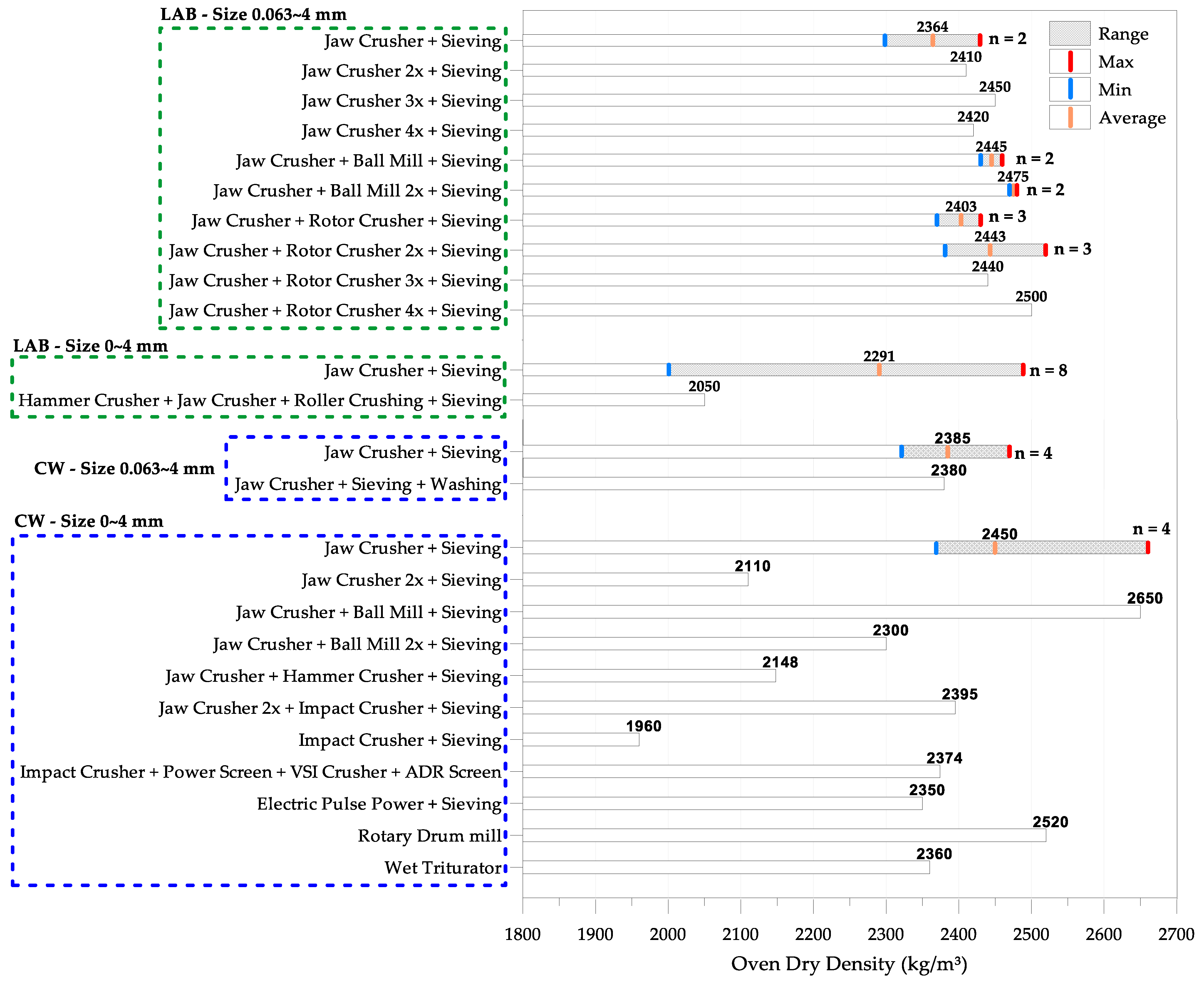
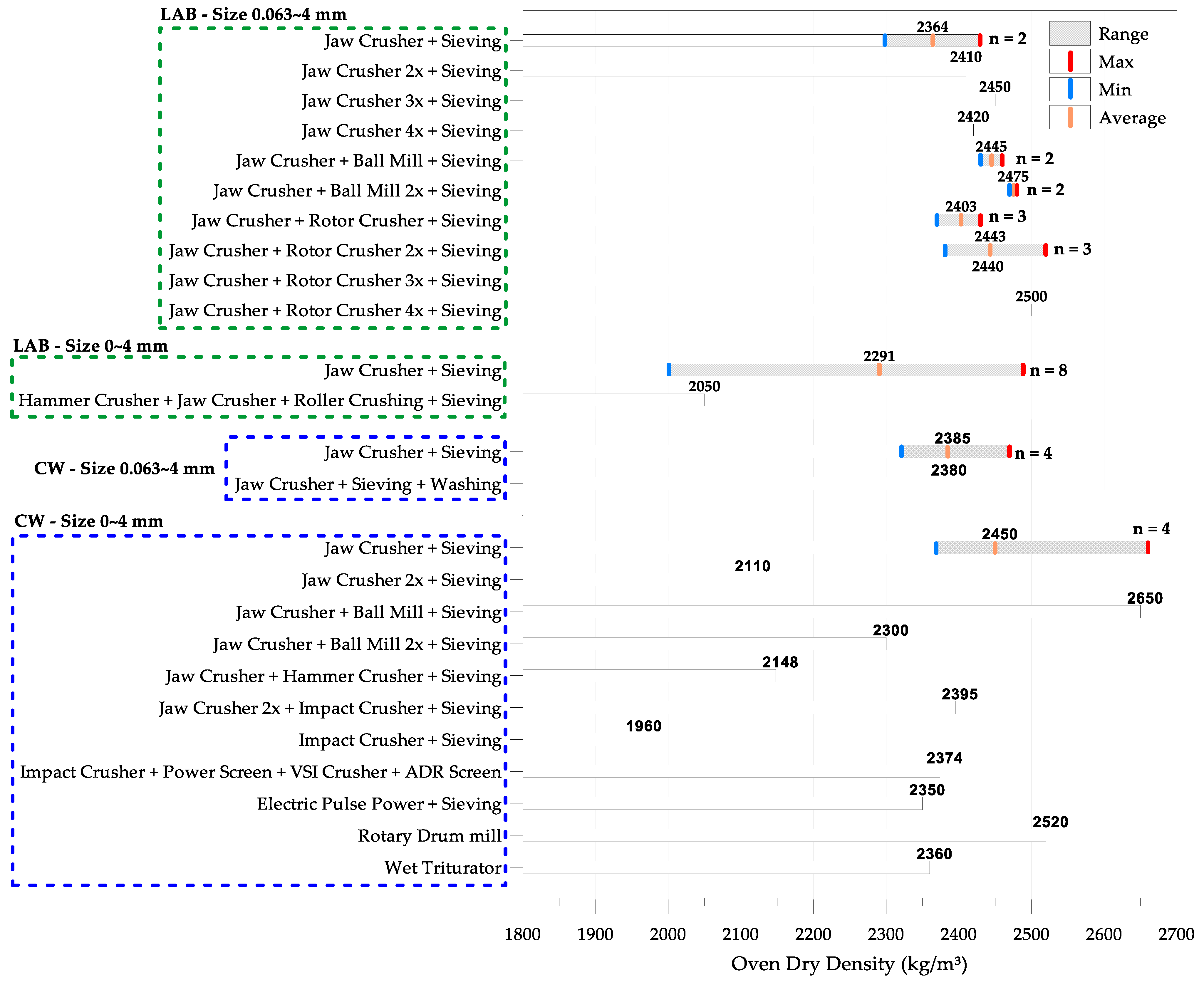
5.3. Oven-Dry Density
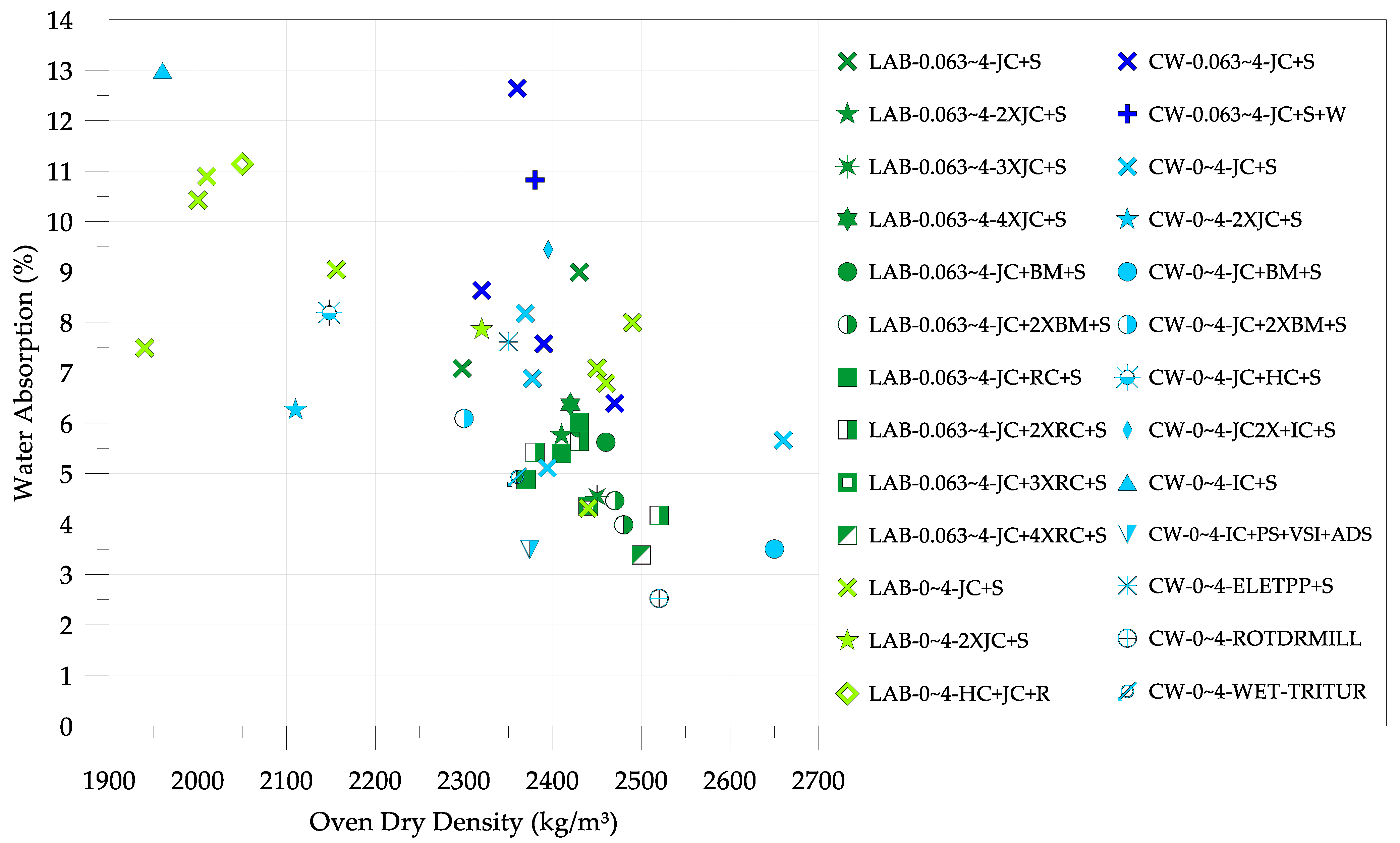
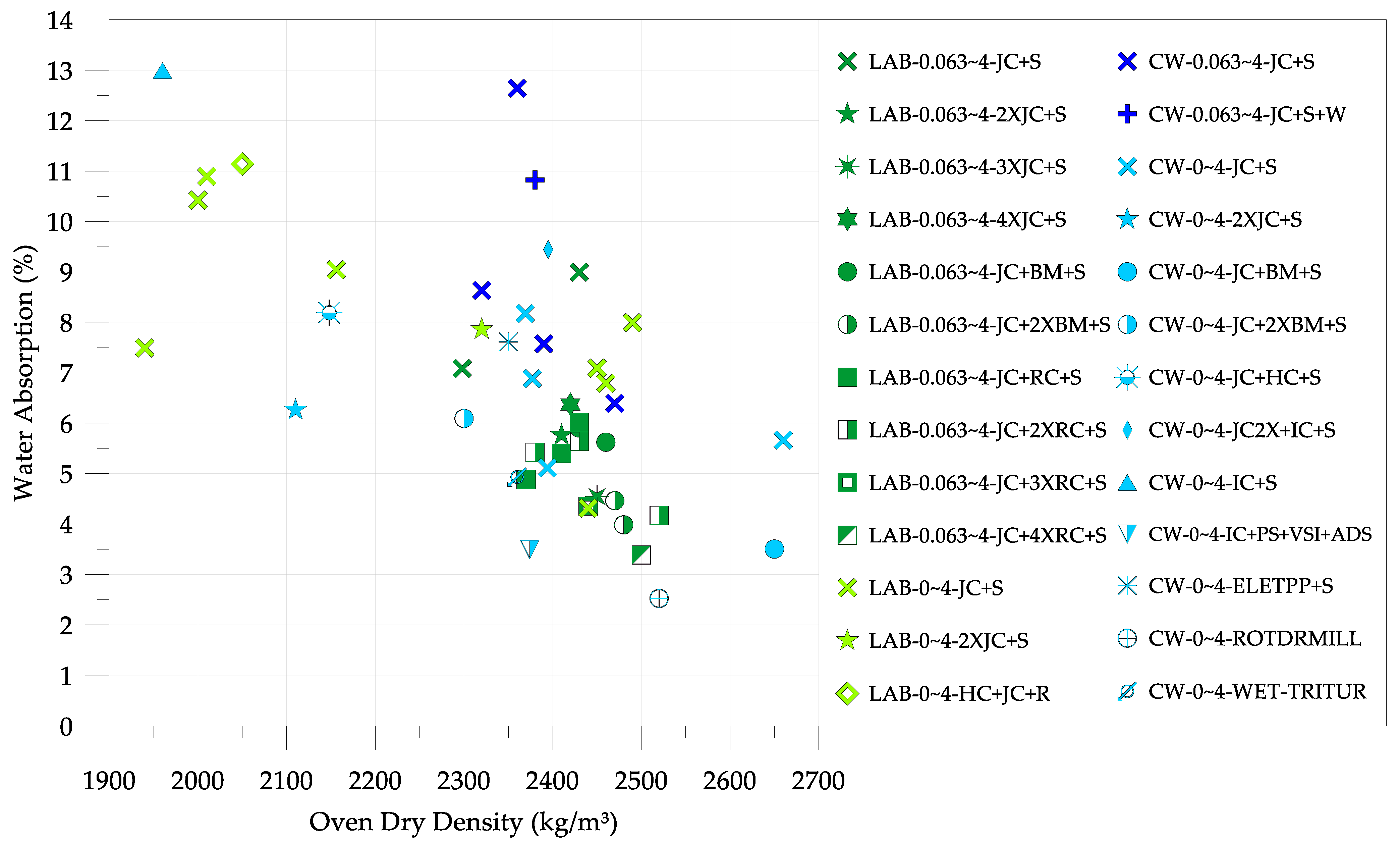
5.4. Correlation between Oven-Dry Density and Water Absorption
5.5. Adhered Paste
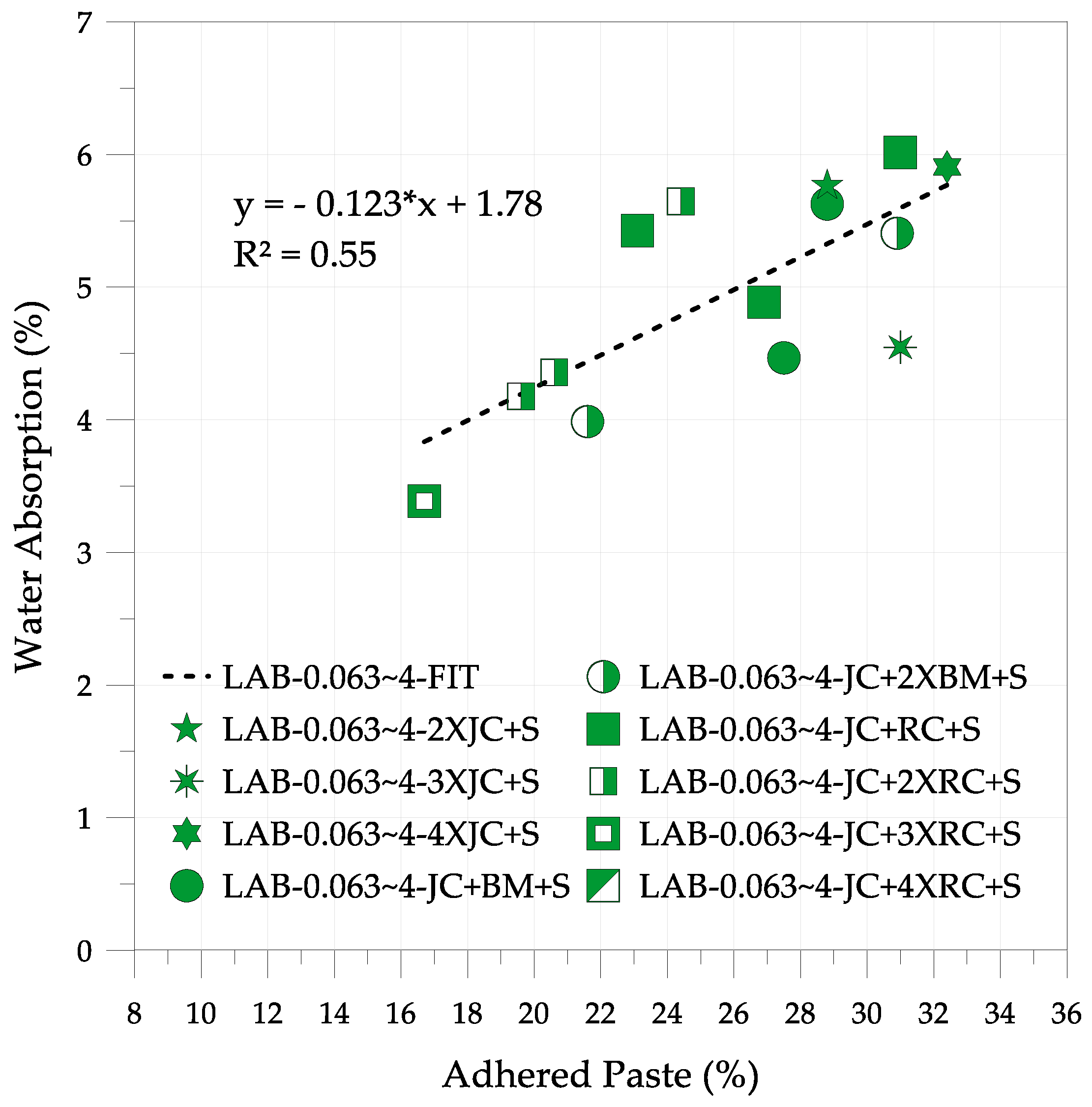
5.6. Correlation between Adhered Paste and Water Absorption
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuramochi, T.; Chan, S.; Smit, S.; Deneault, A.; Pelekh, N. Global Climate Action 2022: How Have International Initiatives Delivered, and What More Is Possible? New Climate Institute: Berlin, Germany; German Institute of Development and Sustainability (IDOS): Bonn, Germany; Radboud University: Nijmegen, The Netherlands, 2022; p. 29. Available online: https://newclimate.org/sites/default/files/2022-11/NewClimate_GCA2022_Initiatives_Nov22.pdf (accessed on 12 December 2023).
- Nedeljković, M.; Visser, J.; Šavija, B.; Valcke, S.; Schlangen, E. Use of fine recycled concrete aggregates in concrete: A critical review. J. Build. Eng. 2021, 38, 102196. [Google Scholar] [CrossRef]
- UNEP. Sand and Sustainability: Finding New Solutions for Environmental Governance of Global Sand Resources; United Nations Environment Programme: Geneva, Switzerland, 2019; p. 56. Available online: https://wedocs.unep.org/bitstream/handle/20.500.11822/28163/SandSust.pdf?sequence=1&isAllowed=y (accessed on 25 November 2023).
- Eurostat. Generation of Waste by Economic Activity 2020. Available online: https://ec.europa.eu/eurostat/databrowser/view/ten00106/default/table?lang=en (accessed on 25 December 2023).
- Ulsen, C.; Kahn, H.; Hawlitschek, G.; Masini, E.A.; Angulo, S.C.; John, V.M. Production of recycled sand from construction and demolition waste. Constr. Build. Mater. 2013, 40, 1168–1173. [Google Scholar] [CrossRef]
- Ulsen, C.; Antoniassi, J.L.; Martins, I.M.; Kahn, H. High quality recycled sand from mixed CDW—Is that possible? J. Mater. Res. Technol. 2021, 12, 29–42. [Google Scholar] [CrossRef]
- D’Orazio, M.; Di Giuseppe, E.; Carosi, M. Life Cycle Assessment of Mortars with Fine Recycled Aggregates from Industrial Waste: Evaluation of Transports Impact in the Italian Context. Sustainability 2023, 15, 3221. [Google Scholar] [CrossRef]
- Vázquez, E. (Ed.) Progress of Recycling in the Built Environment; Final Report of the RILEM Technical Committee 217-PRE; Springer: Dordrecht, The Netherlands, 2013; Volume 8, p. 311. [Google Scholar] [CrossRef]
- Quattrone, M.; Angulo, S.C.; John, V.M. Energy and CO2 from high performance recycled aggregate production. Resour. Conserv. Recycl. 2014, 90, 21–33. [Google Scholar] [CrossRef]
- Trottier, C.; de Grazia, M.T.; Macedo, H.F.; Sanchez, L.F.M.; Andrade, G.P.; de Souza, D.J.; Naboka, O.; Fathifazl, G.; Nkinamubanzi, P.C.; Demers, A. Freezing and Thawing Resistance of Fine Recycled Concrete Aggregate (FRCA) Mixtures Designed with Distinct Techniques. Materials 2022, 15, 1342. [Google Scholar] [CrossRef]
- Martínez, I.; Etxeberria, M.; Pavón, E.; Díaz, N. A comparative analysis of the properties of recycled and natural aggregate in masonry mortars. Constr. Build. Mater. 2013, 49, 384–392. [Google Scholar] [CrossRef]
- Ogawa, H.; Nawa, T. Improving the Quality of Recycled Fine Aggregate by Selective Removal of Brittle Defects. J. Adv. Concr. Technol. 2012, 10, 395–410. [Google Scholar] [CrossRef]
- Taieboune, S.; Alaoui, A.H. Upgrading of demolition concrete into new construction concrete. Mater. Today Proc. 2022, 58, 1294–1300. [Google Scholar] [CrossRef]
- Chinchillas-Chinchillas, M.J.; Pellegrini-Cervantes, M.J.; Castro-Beltrán, A.; Rodríguez-Rodríguez, M.; Orozco-Carmona, V.M.; Peinado-Guevara, H.J. Properties of Mortar with Recycled Aggregates, and Polyacrylonitrile Microfibers Synthesized by Electrospinning. Materials 2019, 12, 3849. [Google Scholar] [CrossRef]
- Soni, N.; Shukla, D.K. Analytical study on mechanical properties of concrete containing crushed recycled coarse aggregate as an alternative of natural sand. Constr. Build. Mater. 2021, 266, 120595. [Google Scholar] [CrossRef]
- Amadi, I.G.; Beushausen, H.; Alexander, M.G. Multi-Technique Approach to Enhance the Properties of Fine Recycled Aggregate Concrete. Front. Mater. 2022, 9, 893852. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Evangelista, L. Durability performance of high-performance concrete made with recycled aggregates, fly ash and densified silica fume. Cem. Concr. Compos. 2018, 93, 63–74. [Google Scholar] [CrossRef]
- Lee, S.-T.; Swamy, R.N.; Kim, S.-S.; Park, Y.-G. Durability of Mortars Made with Recycled Fine Aggregates Exposed to Sulfate Solutions. J. Mater. Civ. Eng. 2008, 20, 63–70. [Google Scholar] [CrossRef]
- Li, X.; Pei, S.; Fan, K.; Geng, H.; Li, F. Bending Performance of Steel Fiber Reinforced Concrete Beams Based on Composite-Recycled Aggregate and Matched with 500 MPa Rebars. Materials 2020, 13, 930. [Google Scholar] [CrossRef] [PubMed]
- Nedeljković, M.; Visser, J.; Nijland, T.G.; Valcke, S.; Schlangen, E. Physical, chemical and mineralogical characterization of Dutch fine recycled concrete aggregates: A comparative study. Constr. Build. Mater. 2021, 270, 121475. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Algın, Z.; Yazıcı, H. Rheological and fresh properties of self-compacting concretes containing coarse and fine recycled concrete aggregates. Constr. Build. Mater. 2016, 113, 622–630. [Google Scholar] [CrossRef]
- Sim, J.; Park, C. Compressive strength and resistance to chloride ion penetration and carbonation of recycled aggregate concrete with varying amount of fly ash and fine recycled aggregate. Waste Manag. 2011, 31, 2352–2360. [Google Scholar] [CrossRef] [PubMed]
- Anike, E.E.; Saidani, M.; Olubanwo, A.O.; Anya, U.C. Flexural performance of reinforced concrete beams with recycled aggregates and steel fibres. Structures 2022, 39, 1264–1278. [Google Scholar] [CrossRef]
- Schoon, J.; De Buysser, K.; Van Driessche, I.; De Belie, N. Fines extracted from recycled concrete as alternative raw material for Portland cement clinker production. Cem. Concr. Compos. 2015, 58, 70–80. [Google Scholar] [CrossRef]
- Gomes, P.C.; Ulsen, C.; Pereira, F.A.; Quattrone, M.; Angulo, S.C. Comminution and sizing processes of concrete block waste as recycled aggregates. Waste Manag. 2015, 45, 171–179. [Google Scholar] [CrossRef]
- Guo, Z.; Chen, C.; Lehman, D.E.; Xiao, W.; Zheng, S.; Fan, B. Mechanical and durability behaviours of concrete made with recycled coarse and fine aggregates. Eur. J. Environ. Civ. Eng. 2017, 24, 171–189. [Google Scholar] [CrossRef]
- Kapoor, K.; Singh, S.P.; Singh, B. Permeability of self-compacting concrete made with recycled concrete aggregates and Portland cement-fly ash-silica fume binder. J. Sustain. Cem. Based Mater. 2020, 10, 213–239. [Google Scholar] [CrossRef]
- Yildirim, S.T.; Meyer, C.; Herfellner, S. Effects of internal curing on the strength, drying shrinkage and freeze–thaw resistance of concrete containing recycled concrete aggregates. Constr. Build. Mater. 2015, 91, 288–296. [Google Scholar] [CrossRef]
- Rattanashotinunt, C.; Tangchirapat, W.; Jaturapitakkul, C.; Cheewaket, T.; Chindaprasirt, P. Investigation on the strength, chloride migration, and water permeability of eco-friendly concretes from industrial by-product materials. J. Clean. Prod. 2018, 172, 1691–1698. [Google Scholar] [CrossRef]
- Hafez, H.; Kurda, R.; Kurda, R.; Al-Hadad, B.; Mustafa, R.; Ali, B. A Critical Review on the Influence of Fine Recycled Aggregates on Technical Performance, Environmental Impact and Cost of Concrete. Appl. Sci. 2020, 10, 1018. [Google Scholar] [CrossRef]
- Ulsen, C. Caracterização e Separabilidade de Agregados Miúdos Produzidos a Partir de Resíduos de Construção e Demolição. Ph.D. Thesis, Universidade de São Paulo, São Paulo, Brazil, 2011. Available online: https://www.teses.usp.br/teses/disponiveis/3/3134/tde-12122011-132841/publico/Tese_Carina_Ulsen.pdf (accessed on 15 October 2023).
- Assaad, J.J.; Vachon, M. Valorizing the use of recycled fine aggregates in masonry cement production. Constr. Build. Mater. 2021, 310, 125263. [Google Scholar] [CrossRef]
- Bogas, J.A.; de Brito, J.; Ramos, D. Freeze–thaw resistance of concrete produced with fine recycled concrete aggregates. J. Clean. Prod. 2016, 115, 294–306. [Google Scholar] [CrossRef]
- Bouarroudj, M.E.; Remond, S.; Michel, F.; Zhao, Z.; Bulteel, D.; Courard, L. Use of a reference limestone fine aggregate to study the fresh and hard behavior of mortar made with recycled fine aggregate. Mater. Struct. 2019, 52, 18. [Google Scholar] [CrossRef]
- Cartuxo, F.; de Brito, J.; Evangelista, L.; Jiménez, J.R.; Ledesma, E.F. Rheological behaviour of concrete made with fine recycled concrete aggregates—Influence of the superplasticizer. Constr. Build. Mater. 2015, 89, 36–47. [Google Scholar] [CrossRef]
- Estolano, V.; Fucale, S.; Vieira Filho, J.O.; Gabriel, D.; Alencar, Y. Avaliação dos módulos de elasticidade estático e dinâmico de concretos produzidos com agregados reciclados oriundos de resíduos de pré-fabricados de concreto. Materia 2018, 23, 1–18. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Evangelista, L.; Guedes, M.; de Brito, J.; Ferro, A.C.; Pereira, M.F. Physical, chemical and mineralogical properties of fine recycled aggregates made from concrete waste. Constr. Build. Mater. 2015, 86, 178–188. [Google Scholar] [CrossRef]
- Fan, C.-C.; Huang, R.; Hwang, H.; Chao, S.-J. Properties of concrete incorporating fine recycled aggregates from crushed concrete wastes. Constr. Build. Mater. 2016, 112, 708–715. [Google Scholar] [CrossRef]
- Florea, M.V.A.; Brouwers, H.J.H. Properties of various size fractions of crushed concrete related to process conditions and re-use. Cem. Concr. Res. 2013, 52, 11–21. [Google Scholar] [CrossRef]
- Gao, D.Y.; Lv, M.; Yang, L.; Tang, J.; Chen, G.; Meng, Y. Experimental Study of Utilizing Recycled Fine Aggregate for the Preparation of High Ductility Cementitious Composites. Materials 2020, 13, 679. [Google Scholar] [CrossRef]
- Huang, J.; Zou, C.; Sun, D.; Yang, B.; Yan, J. Effect of recycled fine aggregates on alkali-activated slag concrete properties. Structures 2021, 30, 89–99. [Google Scholar] [CrossRef]
- Ibrahim, H.A.; Goh, Y.; Ng, Z.A.; Yap, S.P.; Mo, K.H.; Yuen, C.W.; Abutaha, F. Hydraulic and strength characteristics of pervious concrete containing a high volume of construction and demolition waste as aggregates. Constr. Build. Mater. 2020, 253, 119251. [Google Scholar] [CrossRef]
- İpek, S. Macro and micro characteristics of eco-friendly fly ash-based geopolymer composites made of different types of recycled sand. J. Build. Eng. 2022, 52, 104431. [Google Scholar] [CrossRef]
- Kou, S.-C.; Poon, C.-S. Effects of different kinds of recycled fine aggregate on properties of rendering mortar. J. Sustain. Cem. Based Mater. 2013, 2, 43–57. [Google Scholar] [CrossRef]
- Kumar, S.; Kapoor, K.; Singh, R.B.; Singh, P. Application of silica fume in high-volume fly ash self-compacting recycled aggregate concrete. Aust. J. Civ. Eng. 2022, 21, 207–223. [Google Scholar] [CrossRef]
- Lee, J.-W.; Jang, Y.-I.; Park, W.-S.; Yun, H.-D.; Kim, S.-W. The Effect of Fly Ash and Recycled Aggregate on the Strength and Carbon Emission Impact of FRCCs. Int. J. Concr. Struct. Mater. 2020, 14, 17. [Google Scholar] [CrossRef]
- Liu, Q.; Singh, A.; Xiao, J.; Li, B.; Tam, V.W.Y. Workability and mechanical properties of mortar containing recycled sand from aerated concrete blocks and sintered clay bricks. Resour. Conserv. Recycl. 2020, 157, 104728. [Google Scholar] [CrossRef]
- Martínez, I.; Etxeberria, M.; Pavón, E.; Díaz, N. Influence of Demolition Waste Fine Particles on the Properties of Recycled Aggregate Masonry Mortar. Int. J. Civ. Eng. 2018, 16, 1213–1226. [Google Scholar] [CrossRef]
- Pereira, P.; Evangelista, L.; de Brito, J. The effect of superplasticisers on the workability and compressive strength of concrete made with fine recycled concrete aggregates. Constr. Build. Mater. 2012, 28, 722–729. [Google Scholar] [CrossRef]
- Sainz-Aja, J.; Carrascal, I.; Polanco, J.A.; Thomas, C. Fatigue failure micromechanisms in recycled aggregate mortar by μCT analysis. J. Build. Eng. 2020, 28, 101027. [Google Scholar] [CrossRef]
- Sosa, E.; Carrizo, L.; Zega, C.; Zaccardi, Y.V. Absorption Variation with Particle Size of Recycled Fine Aggregates Determined by the Electrical Method. Appl. Sci. 2023, 13, 1578. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, B.; Su, Y.; Chen, Q.; Li, Z.; Guo, W.; Wang, H. Concrete Mix Design for Completely Recycled Fine Aggregate by Modified Packing Density Method. Materials 2020, 13, 3535. [Google Scholar] [CrossRef] [PubMed]
- Kasai, Y. Development and subjects of recycled aggregate concrete in Japan. Key Eng. Mater. 2005, 302, 288–300. [Google Scholar]
- Van Acker, A. Recycling of concrete at a precast concrete plant. In Proceedings of the International Symposium of Sustainable Construction: Use of Recycled Concrete Aggregate, London, UK, 11–12 November 1998; pp. 321–332. [Google Scholar]
- Gao, D.; Lv, M.; Yang, L.; Tang, J. Flexural properties of high ductility cementitious composites with totally recycled fine aggregate. J. Mater. Res. Technol. 2021, 14, 1319–1332. [Google Scholar] [CrossRef]
- Habibzai, R. Quality Evaluation of Pulsed Power Recycled Sand by Electrical Resistivity Method. Int. J. Geom. 2020, 19, 66–75. [Google Scholar] [CrossRef]
- Habibzai, R. A Consideration on Mix-Proportion to Utilize Low-Quality Fine Aggregates in Air-Dry Condition. Int. J. Geom. 2020, 19, 175–183. [Google Scholar] [CrossRef]
- Hameed, R.; Un-Nisa, Z.; Rizwan Riaz, M.; Ali Gillani, S.A. Effect of compression casting technique on the water absorption properties of concrete made using 100% recycled aggregates. Rev. Constr. 2022, 2, 387–407. [Google Scholar] [CrossRef]
- Kim, H.-S.; Kim, J.-M.; Kim, B. Quality improvement of recycled fine aggregate using steel ball with the help of acid treatment. J. Mater. Cycles Waste Manag. 2017, 20, 754–765. [Google Scholar] [CrossRef]
- Ma, Z.; Shen, J.; Wang, C.; Wu, H. Characterization of sustainable mortar containing high-quality recycled manufactured sand crushed from recycled coarse aggregate. Cem. Concr. Compos. 2022, 132, 104629. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; Tuyan, M.; Ramyar, K. Mechanical and durability performance of concrete incorporating fine recycled concrete and glass aggregates. Mater. Struct. 2014, 48, 2629–2640. [Google Scholar] [CrossRef]
- Oksri-Nelfia, L.; Mahieux, P.Y.; Amiri, O.; Turcry, P.; Lux, J. Reuse of recycled crushed concrete fines as mineral addition in cementitious materials. Mater. Struct. 2015, 49, 3239–3251. [Google Scholar] [CrossRef]
- Raini, I.; Jabrane, R.; Mesrar, L.; Akdim, M. Evaluation of mortar properties by combining concrete and brick wastes as fine aggregate. Case Stud. Constr. Mater. 2020, 13, e00434. [Google Scholar] [CrossRef]
- Rodrigues, F.; Carvalho, M.T.; Evangelista, L.; de Brito, J. Physical–chemical and mineralogical characterization of fine aggregates from construction and demolition waste recycling plants. J. Clean. Prod. 2013, 52, 438–445. [Google Scholar] [CrossRef]
- Sosa, M.E.; Carrizo, L.E.; Zega, C.J.; Villagrán Zaccardi, Y.A. Water absorption of fine recycled aggregates: Effective determination by a method based on electrical conductivity. Mater. Struct. 2018, 51, 127. [Google Scholar] [CrossRef]
- Ulsen, C.; Kahn, H.; Hawlitschek, G.; Masini, E.A.; Angulo, S.C. Separability studies of construction and demolition waste recycled sand. Waste Manag. 2013, 33, 656–662. [Google Scholar] [CrossRef]
- Carriço, A.; Bogas, J.A.; Hu, S.; Real, S.; Costa Pereira, M.F. Novel separation process for obtaining recycled cement and high-quality recycled sand from waste hardened concrete. J. Clean. Prod. 2021, 309, 127375. [Google Scholar] [CrossRef]
- Kim, H.; Park, S.; Kim, H. The Optimum Production Method for Quality Improvement of Recycled Aggregates Using Sulfuric Acid and the Abrasion Method. Int. J. Environ. Res. Public Health 2016, 13, 769. [Google Scholar] [CrossRef] [PubMed]
- Diógenes, L.M.; Bessa, I.S.; Castelo Branco, V.T.F.; Mahmoud, E. The influence of stone crushing processes on aggregate shape properties. Road Mater. Pavement Des. 2018, 20, 877–894. [Google Scholar] [CrossRef]
- Johansson, M. Efficient Modeling and Control of Crushing Processes in Minerals Processing. Master’s Thesis, Charlmers University of Technology, Goteborg, Sweden, 2019. Available online: https://www.researchgate.net/publication/337873474_Efficient_Modeling_and_Control_of_Crushing_Processes_in_Minerals_Processing (accessed on 15 December 2023).
- Sepro. VSI vs. HSI Crushers: Selecting the Right Impact Crusher. Available online: https://aggregates.seprosystems.com/vsi-vs-hsi-crushers-selecting-the-right-impact-crusher/ (accessed on 25 July 2023).
- Dhir, R.K.; de Brito, J.; Silva, R.V.; Lye, C.Q. 4-Processing of Recycled Aggregates. In Woodhead Publishing Series in Civil and Structural Engineering, Sustainable Construction Materials; Woodhead Publishing: Sawston, UK, 2019; pp. 57–88. [Google Scholar] [CrossRef]
- Martins, I.; Müller, A.; di Maio, A.; Forth, J.; Kropp, J.; Angulo, S.; John, V. Use of Fine Fraction. In Progress of Recycling in the Built Environment; Vázquez, E., Ed.; RILEM State-of-the-Art Reports; Springer: Dordrecht, The Netherlands, 2013; Volume 8, pp. 195–227. [Google Scholar] [CrossRef]
- Wills, B.A.; Finch, J.A. (Eds.) Grinding Mills. In Wills’ Mineral Processing Technology, 8th ed.; Butterworth-Heinemann: Oxford, UK; Elsevier: London, UK, 2016; pp. 147–179. [Google Scholar] [CrossRef]
- Wills, B.A.; Finch, J.A. (Eds.) Industrial Screening. In Wills’ Mineral Processing Technology, 8th ed.; Butterworth-Heinemann: Oxford, UK; Elsevier: London, UK, 2016; pp. 181–197. [Google Scholar] [CrossRef]
- Wills, B.A.; Finch, J.A. (Eds.) Magnetic and Electrical Separation. In Wills’ Mineral Processing Technology, 8th ed.; Butterworth-Heinemann: Oxford, UK; Elsevier: London, UK, 2016; pp. 381–407. [Google Scholar] [CrossRef]
- Zhao, Z.; Xiao, J.; Damidot, D.; Remond, S.; Bulteel, D.; Courard, L. Quantification of the Hardened Cement Paste Content in Fine Recycled Concrete Aggregates by Means of Salicylic Acid Dissolution. Materials 2022, 15, 3384. [Google Scholar] [CrossRef]
- Larbi, J.A.; Heijnen, W.M.M.; Brouwer, J.P.; Mulder, E. Preliminary laboratory investigation of thermally treated recycled concrete aggregate for general use in concrete. Waste Manag. Ser. 2000, 1, 129–139. [Google Scholar] [CrossRef]
- Mulder, E.; de Jong, T.P.; Feenstra, L. Closed cycle construction: An integrated process for the separation and reuse of C&D waste. Waste Manag. 2007, 27, 1408–1415. [Google Scholar] [CrossRef]
- Noguchi, T.; Kitagaki, R.; Tsujino, M. Minimizing environmental impact and maximizing performance in concrete recycling. Struct. Concr. 2011, 12, 36–46. [Google Scholar] [CrossRef]
- Nagataki, S.; Gokce, A.; Saeki, T.; Hisada, M. Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 965–971. [Google Scholar] [CrossRef]
- Alaejos, P.; de Juan, M.S.; Rueda, J.; Drummond, R.; Valero, I. Quality Assurance of Recycled Aggregates. In Progress of Recycling in the Built Environment; Vázquez, E., Ed.; RILEM State-of-the-Art Reports; Springer: Dordrecht, The Netherlands, 2013; Volume 8, pp. 229–273. [Google Scholar] [CrossRef]
- JIS A 5021; Recycled Aggregate for Concrete-Class H. Japan Standards Association: Tokyo, Japan, 2018.
- JIS A 5022; Recycled Aggregate for Concrete-Class M. Japan Standards Association: Tokyo, Japan, 2018.
- JIS A 5023; Recycled Aggregate for Concrete-Class L. Japan Standards Association: Tokyo, Japan, 2018.
- Yoda, K.; Shintani, A. Building application of recycled aggregate concrete for upper-ground structural elements. Constr. Build. Mater. 2014, 67, 379–385. [Google Scholar] [CrossRef]
- KS F 2573; Recycled Aggregate for Concrete. Korean Industrial Standards: Seoul, Republic of Korea, 2011.
- EN 933-1; Tests for Geometrical Properties of Aggregates Part 1: Determination of Particle Size Distribution Sieving Method. European Committee for Standardization: Brussels, Belgium, 2014.
- ASTM C136-136M; Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. American Society for Testing and Materials: West Conshohocken, PA, USA, 2019.
- ASTM C33/C33M; Standard Specification for Concrete Aggregates. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- Wriggers, P.; Moftah, S.O. Mesoscale models for concrete: Homogenisation and damage behaviour. Finite Elem. Anal. Des. 2006, 42, 623–636. [Google Scholar] [CrossRef]
- Rodrigues, F.; Evangelista, L.; Brito, J.D. A new method to determine the density and water absorption of fine recycled aggregates. Mater. Res. 2013, 16, 1045–1051. [Google Scholar] [CrossRef]
- ASTM C128; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate. American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- EN 1097-6; Tests for Mechanical and Physical Properties for Aggregates—Part 6: Determination of Particle Density and Water Absorption. European Committee for Standardization: Brussels, Belgium, 2022.
- Bogas, J.A.; Gomes, A.; Gomes, M.G. Estimation of water absorbed by expanding clay aggregates during structural lightweight concrete production. Mater. Struct. 2012, 45, 1565–1576. [Google Scholar] [CrossRef]
- ASTM C1084; Standard Test Method for Portland-Cement Content of Hardened Hydraulic-Cement Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 1992.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Jaw Crusher | Impact Crusher | Cone Crusher | Basis of Comparison |
|---|---|---|---|---|
| Efficiency | High | Medium | Low | Particle size reduction |
| Aggregate Quality | Low | High | Medium | Size distribution, rounded shape |
| Fines Content | Low | High | High | Fine particles (0 mm to 40 mm) |
| Production Cost | Low | High | Medium | Energy, maintenance, operation |
| Energy Consumption | Low | High | Medium | Electricity |
| Wearing | Low | Medium | Low | Maintenance |
| Property | Limits (JIS A 5021) | Limits (KS 2573) |
| Oven-dry density (kg/m3) | ≥2500 | ≥2200 |
| Water absorption (%) | ≤3.0 | ≤5.0 |
| Solid volume percentage for shape determination (%) | ≥53 | ≥53 |
| Amount of material passing test sieve 75 μm (%) | ≤7.0 | ≤7.0 |
| Chloride ion content (%) | ≤0.4 | - |
| Impurities | Limits (mass %) | Limits (mass %) |
| Category A—Tile, brick, ceramics, asphalt | ≤2.0 | - |
| Category B—Glass | ≤0.5 | - |
| Category C—Plaster | ≤0.1 | - |
| Category D—Inorganic substances other than plaster | ≤0.5 | - |
| Category E—Plastics | ≤0.5 | - |
| Category F—Wood, paper, asphalt | ≤0.1 | - |
| Organic | - | ≤1.0 |
| Inorganic | - | ≤1.0 |
| Total | ≤3.0 | ≤2.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sbardelotto, E.K.; dos Santos, K.F.; Martins, I.M.; Toralles, B.M.; Vieira, M.G.; Brazão Farinha, C. Influence of Recycling Processes on Properties of Fine Recycled Concrete Aggregates (FRCA): An Overview. Waste 2024, 2, 136-152. https://doi.org/10.3390/waste2020008
Sbardelotto EK, dos Santos KF, Martins IM, Toralles BM, Vieira MG, Brazão Farinha C. Influence of Recycling Processes on Properties of Fine Recycled Concrete Aggregates (FRCA): An Overview. Waste. 2024; 2(2):136-152. https://doi.org/10.3390/waste2020008
Chicago/Turabian StyleSbardelotto, Eduardo Kloeckner, Karyne Ferreira dos Santos, Isabel Milagre Martins, Berenice Martins Toralles, Manuel Gomes Vieira, and Catarina Brazão Farinha. 2024. "Influence of Recycling Processes on Properties of Fine Recycled Concrete Aggregates (FRCA): An Overview" Waste 2, no. 2: 136-152. https://doi.org/10.3390/waste2020008