
Non-Destructive Inspection of Additively Manufactured Classified Components in a Nuclear Installation

Abstract
:1. Introduction
2. Materials, Flaws and Specimens
- Grade: stainless steel 316L ASTM F138/A276 all parts being produced using one single powder batch that was qualified within the NUCOBAM project.
- Flat Bottom Hole (FBH), also referred as mechanical flaw
- Planar, also referred as seeding planar flaw
- Volumetric, also referred as seeding volumetric flaw
2.1. Specimens
2.1.1. Test Blocks
2.1.2. Reference Blocks
2.1.3. Calibration Blocks
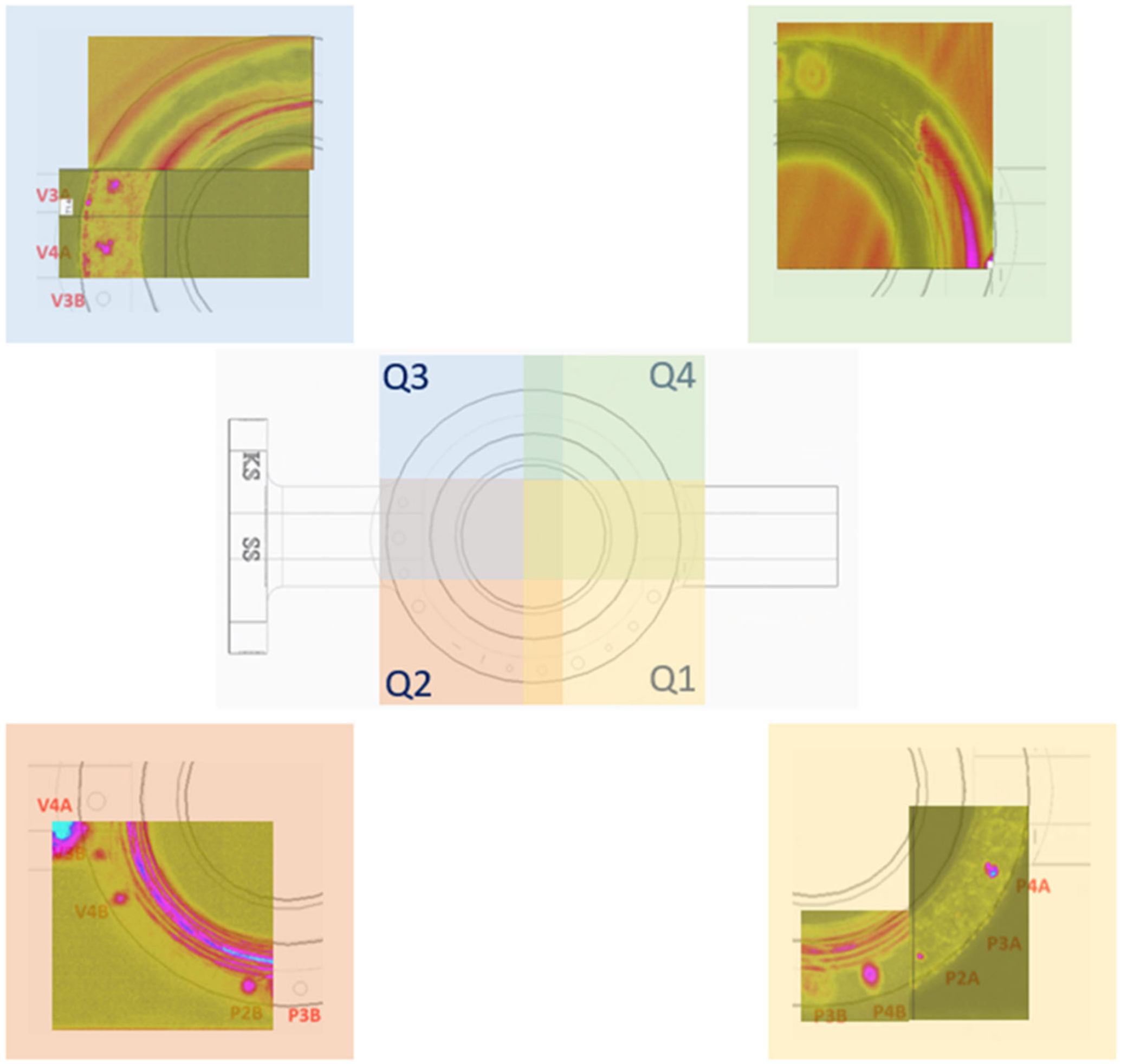
2.1.4. Valve Bodies
- 4 rectangular SF in connection area
- 5 SF at 2 mm from surface (3 planar SF and 2 volumetric) P2A, P3A, P4A, V3A, V4A
- 7 flaws in mid plane P2B, P3B, P4B, V3B, V4B, PSC3B, PSR3A
3. UT Equipment and Methods
3.1. UT Probes, Systems, Scanners and Softwares
- Annular Array (AA) Probe @10 MHz with 16 elements, an interelement spacing of 0.1 mm and a total active diameter of 20mm
- Matrix Array (MA) Probe @2.25 MHz with 11 × 11 elements, a pitch in both primary and secondary axis of 1.40 mm and an interelement spacing of 0.20 mm on both axes
- Linear Array (LA) Probe @6 MHz with 32 elements, an interelement spacing of 0.1 mm and a total active length of 17.5 mm
- Single element (monocrystal) probes: 1 probe @5 MHz and 1 probe @10 MHz
3.2. UT Inspection Techniques
- Phased Array (linear and matrix probe): Multi Point Focusing (MPF)
- Full Matrix Capture (FMC) followed by Total Focusing Method (TFM)
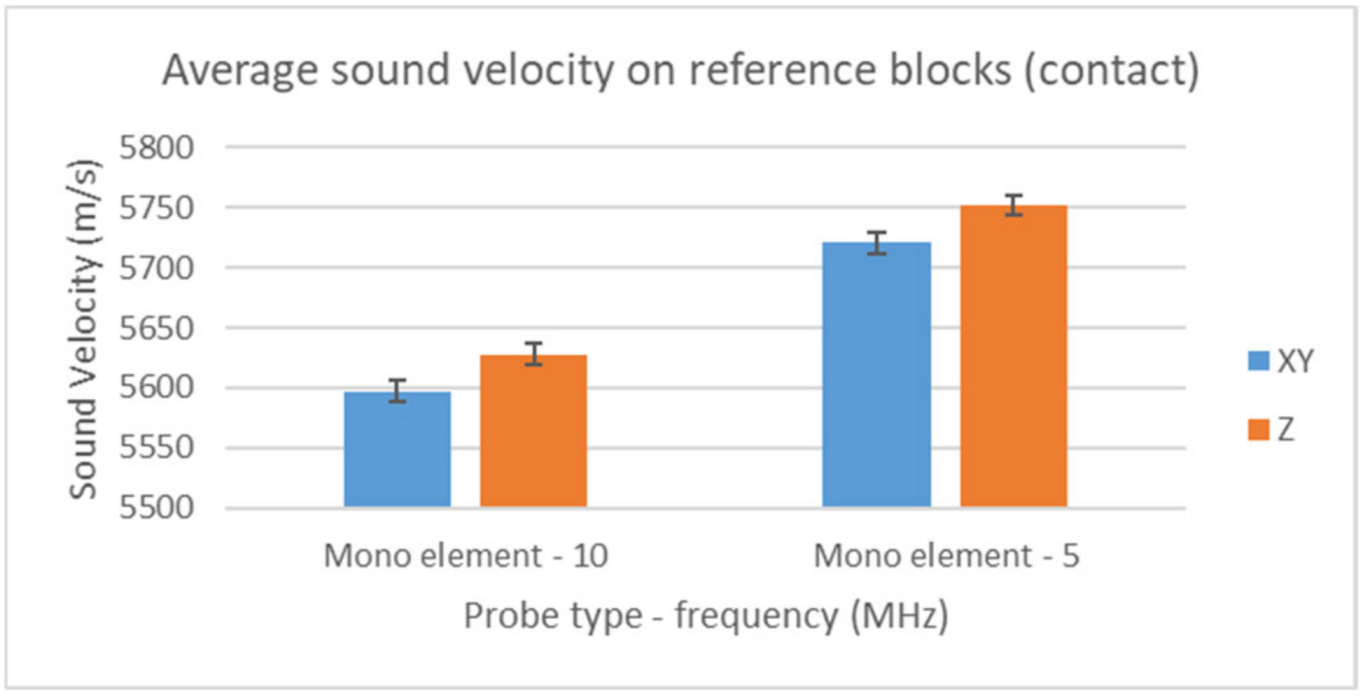
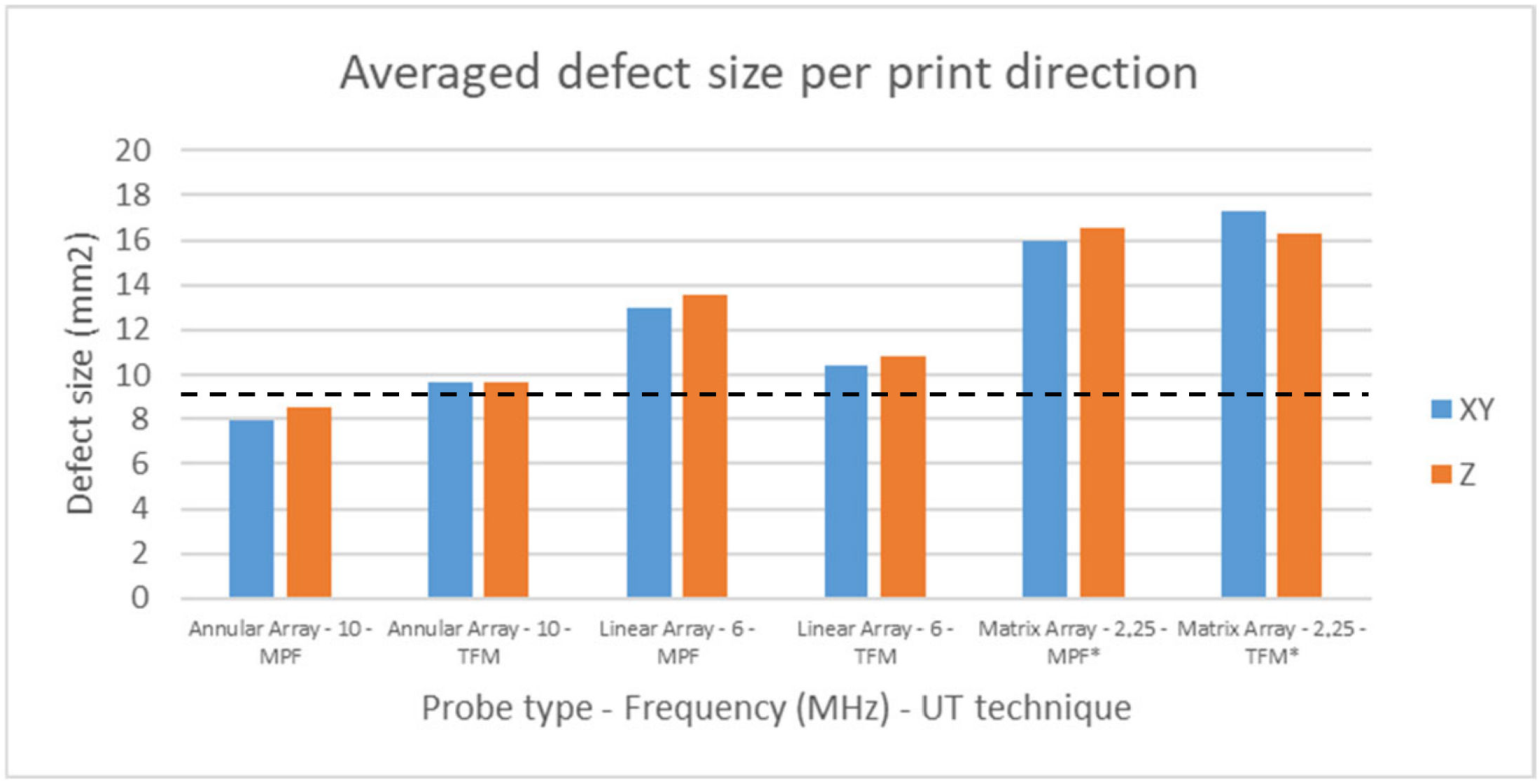
3.2.1. UT Measurement Approach for Assessing the Effects of Printing Direction on Sound Velocity
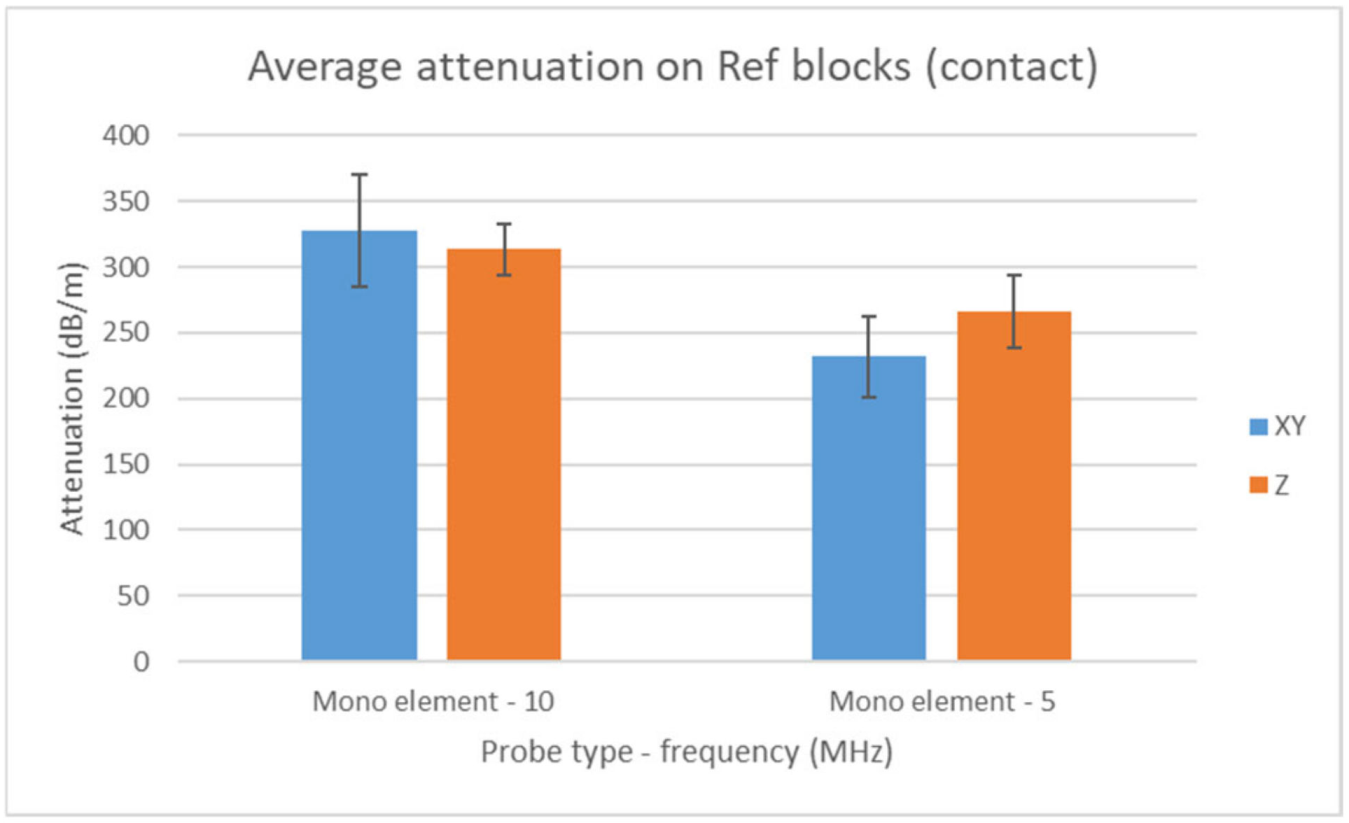
3.2.2. UT Measurement Approach for Assessing Attenuation Values
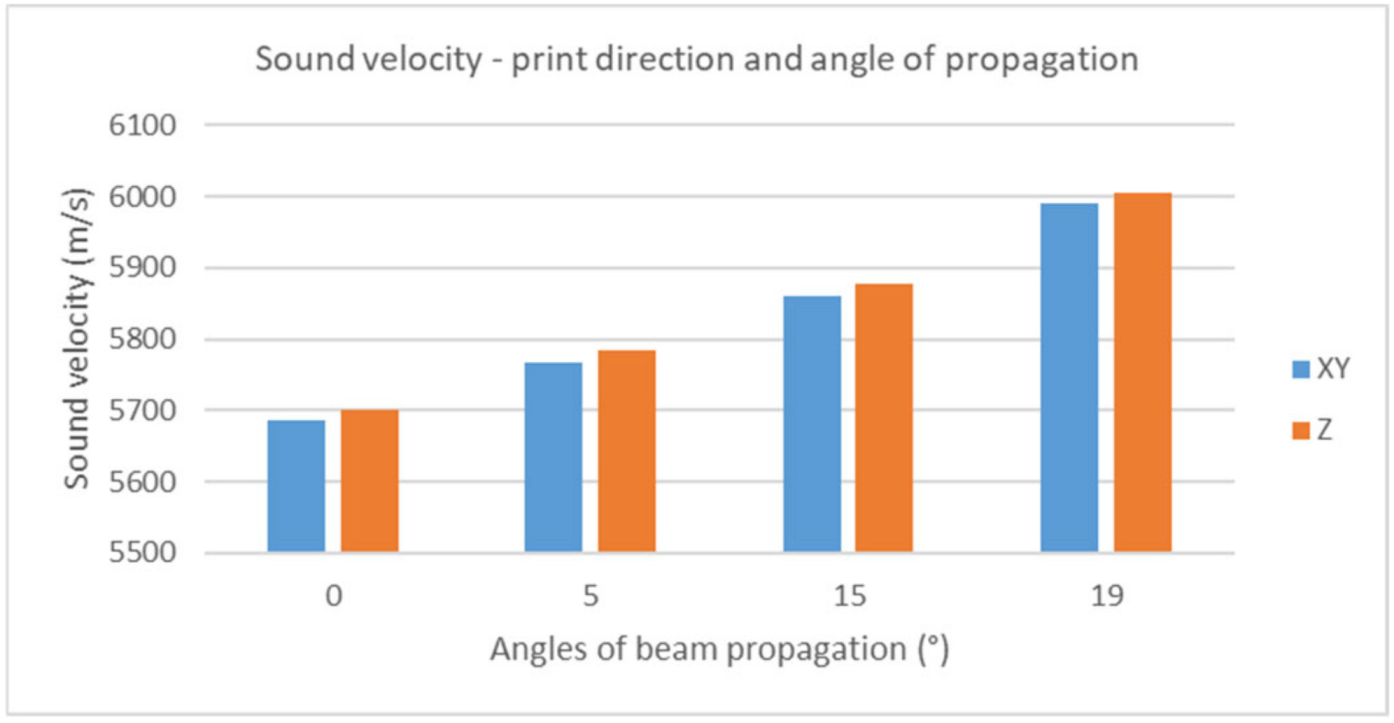
3.2.3. UT Measurement Approach for Assessing the Effect of Anisotropy on Sound Velocity vs. Probe Angle
3.3. UT Inspection of Calibration Blocks and Valve Bodies
4. NDT Acceptance Criteria
5. Analysis, Results and Discussion
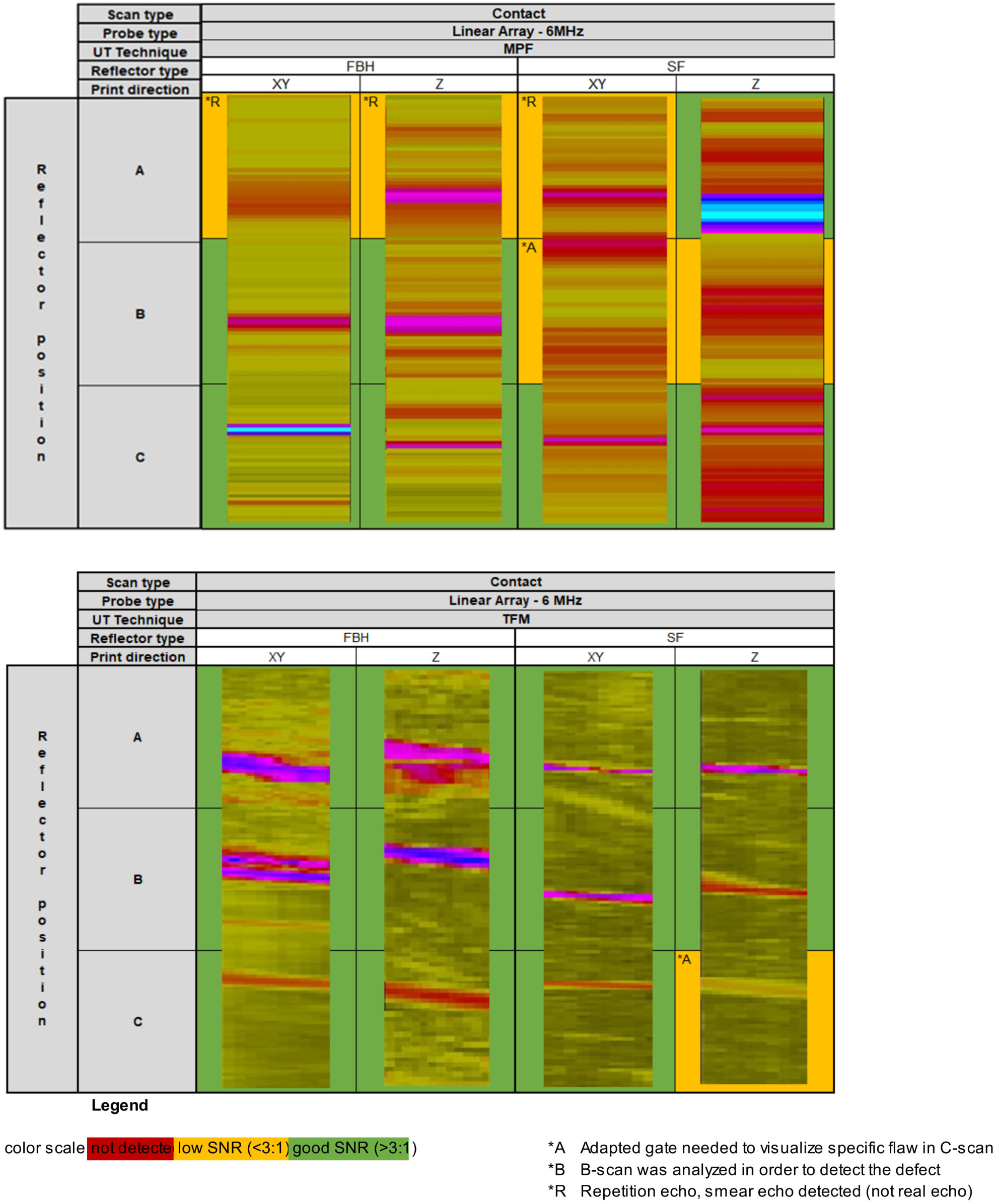
5.1. The Analysis of the Acquired Data
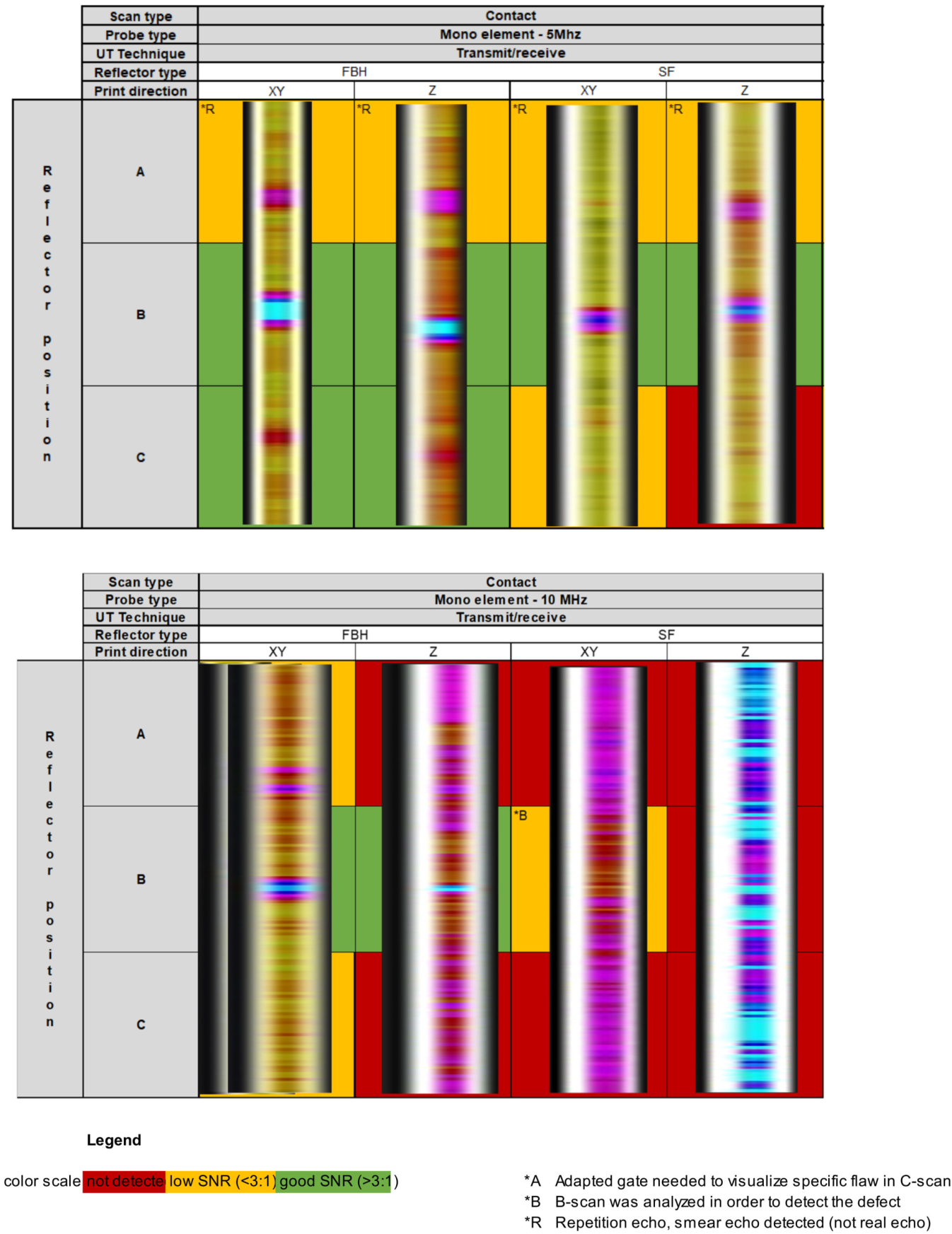
- Reduce gate size to reduce the noise. If a certain flaw was detected by means of this method, the specific position in the analysis matrix was marked with “*A”, which stands for Adapted gate.
- B-scan analysis—section view of specimen. This view was used to visualize a specific section of the part. Since the location of the flaws was known the correct section could be selected easily. Within this B-scan section the UT Analysis module allowed us to scroll through each multi-element shot, this in order to screen for the involved shot which generated the highest defect signal response. If a certain flaw was detected by means of this method, the specific position in the analysis matrix is marked with “*B”, which stands for B-scan analysis.
- Within the cumulated C-scan the maximum echo was linked to the corresponding shot number.
- Based on this shot number, a specific C-scan was selected (non-cumulated C-scan). By applying this method, the influence of the probe shape was excluded.
- By help of the contouring tool included in the CIVA software, the −6 dB contours were reported in X- and Y-direction (see Figure 7).
5.2. Results on the Reference Blocks
5.3. Results on the Calibration Blocks
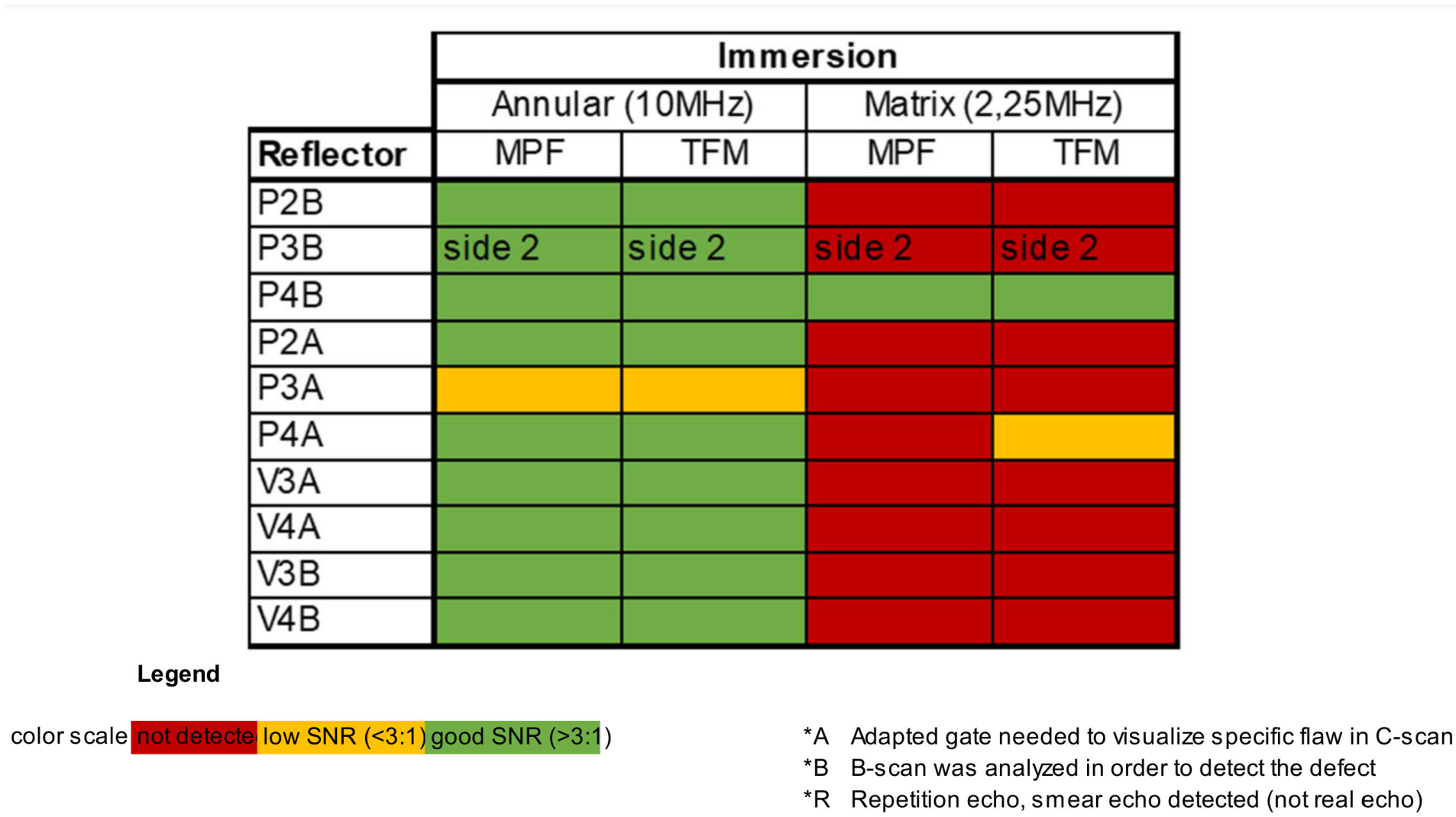
5.4. Results on the Valve Body
6. Conclusions
- The reproducibility of printing internal seeding defects (planar and/or volumetric) should be verified via test-blocks subjected to destructive tests and/or X-ray.
- Internal seeding flaws with biggest dimension of 2–3 mm should be included (at different depths and orientations) in calibration blocks having geometrical characteristics similar to those of the final part to be inspected.
- Reference blocks should be used to evaluate the effect of the printing direction on attenuation, SNR and change of the UT propagation velocity (for longitudinal and shear waves) with the UT probe angle.
- Phased Array probes working in the region of 10 MHz (±2 MHz) should be preferred and ideally designed in CIVA for the specific case.
- Techniques like FMC + TFM should be preferred since they appear to outperform other methods and to overcome many of the limitations induced by the AM.
- Adaptive TFM and/or Phase Coherence Imaging (PCI) should be taken into consideration for shallow defects similar to porosities.
Author Contributions
Funding
Conflicts of Interest
References
- Hensley, C.; Sisco, K.; Beauchamp, S.; Godfrey, A.; Rezayat, H.; McFalls, T.; Galicki, D.; List, F.; Carver, K.; Stover, C.; et al. Qualification pathways for additively manufactured components for nuclear applications. J. Nucl. Mater. 2021, 548, 152846. [Google Scholar] [CrossRef]
- Kang, S.H.; Suh, J.; Lim, S.Y.; Jung, S.; Jang, Y.W.; Jun, I.S. Additive manufacture of 3 inch nuclear safety class 1 valve by laser directed energy deposition. J. Nucl. Mater. 2021, 547, 152812. [Google Scholar] [CrossRef]
- Ashton, L. Embracing the Promise of Additive Manufacturing for Advanced Nuclear Reactors; International Atomic Energy Agency (IAEA): Vienna, Austria, 2023; Volume 64-3. [Google Scholar]
- Peng, Z.; Xu, W.; Liu, Y.; Zhao, K.; Hu, A.P. Anisotropy Evaluation and Defect Detection on Laser Power Bed Fusion 316L Stainless Steel. Micromachines 2023, 14, 1206. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Li, W.; Li, Y.; Zhou, Z.; Zhang, J.; Zhu, F.; Miao, Z. Phased array ultrasonic testing of micro-flaws in additive manufactured titanium block. Mater. Res. Express 2020, 7, 016572. [Google Scholar] [CrossRef]
- Ramírez, I.S.; García Márquez, F.P.; Papaelias, M. Review on additive manufacturing and non-destructive testing. J. Manuf. Syst. 2023, 66, 260–286. [Google Scholar] [CrossRef]
- Rao, J.; Sain, A.; Yang, J.; Ratassepp, M.; Fan, Z. Ultrasonic imaging of irregularly shaped notches based on elastic reverse time migration. NDT E Int. 2019, 107, 102135. [Google Scholar] [CrossRef]
- Miao, W.; Liu, N.; Huang, J.; Lu, M. Adaptive Ultrasonic Full Matrix Capture Process for the Global Imaging of Complex Components with Curved Surfaces. Sensors 2024, 24, 225. [Google Scholar] [CrossRef] [PubMed]
- ISO/ASTM TR 52906:2022; Additive Manufacturing—Non-Destructive Testing—Intentionally Seeding Flaws in Metallic Parts. ASTM International: West Conshohocken, PA, USA, 2022.
- NF EN 10228-4; Non-Destructive Testing of Steel Forgings—Part 4: Ultrasonic Testing of Austenitic and Austenitic-Ferritic Stainless Steel Forgings. CEN: Brussels, Belgium, 2016.
- AFCEN. RCC-M. Design and Construction Rules for Mechanical Components of PWR Nuclear Islands. Available online: https://www.afcen.com/en/rcc-m/194-rcc-m.html (accessed on 28 April 2024).
- AMSSTD2154E; Inspection, Ultrasonic, Wrought Metals, Process. SAE International: Warrendale, PA, USA, 2021.
- NF EN 12680-1; Founding. Ultrasonic Examination Steel Castings for General Purposes. British Standard Institution (BSi): London, UK, 2003.
- ASME B16.34; Valves Flanged, Threaded and Welding End. ASME: New York, NY, USA, 2021.
- ASME B31.1; Power Piping. ASME: New York, NY, USA, 2022.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NDT Flaw Designation | ||
|---|---|---|
| X (letter/s indicating the type of flaw) X = F: Flat Bottom Hole X = P: Planar SF X = V: Volumetric SF X = PSR Planar Skewed Radial SF X = PSC Planar Skewed Circumferential SF | # (number indicating the diameter Φ in mm) | Y (letter indicating the depth position) Y = A: subsurface at 2 mm Y = B: bulk material mid plane at 17 mm Y = C: deep far surface at 31 mm |
| Ex 1. Flat Bottom Hall type of defect with 2 mm in diameter and positioned 2 mm from the inspection surface | ||
| F | 2 | A |
| Ex 2. Planar seeding flaw with 3 mm in diameter and positioned in the bulk (mid plane) of the test specimen | ||
| P | 3 | B |
| Ex 3. Volumetric seeding flaw with 4 mm in diameter and positioned far away from the inspection surface | ||
| V | 4 | C |
| SF ID | SF Type | Area (Z-Plane) (mm2) | Distance from Top Plane (mm) | Thickness LOF (µm) |
|---|---|---|---|---|
| p1 | Planar circular | 7.1 | 5 | 100 |
| p2 | Planar circular | 3.1 | 5 | 200 |
| p3 | Planar circular | 7.1 | 15.75 | 200 |
| p4 | Planar circular | 3.1 | 15.75 | 200 |
| p5 | Planar circular | 7.1 | 31.5 | 100 |
| p6 | Planar circular | 3.1 | 31.5 | 100 |
| c1 | Conversion rectangular | 0.4 | 5 | 200 |
| c2 | Conversion rectangular | 0.2 | 15.75 | 100 |
| SF ID | SF Type | Area (Z-Plane) (mm2) | Distance from Top Plane (mm) | Thickness LOF (µm) |
|---|---|---|---|---|
| v1 | Void | 7.1 | 5 | n.a |
| v2 | Void | 3.1 | 5 | n.a |
| v3 | Void | 7.1 | 15.75 | n.a |
| v4 | Void | 3.1 | 15.75 | n.a |
| v5 | Void | 7.1 | 31.5 | n.a |
| v6 | Void | 3.1 | 31.5 | n.a |
| p7 | Planar circular | 0.6 | 23 | 200 |
| p2 | Planar circular | 0.4 | 11 | 200 |
| Specimen | X (mm) | Y (mm) | Z (mm) | Step (mm) |
|---|---|---|---|---|
| Calibration block | 30 | 30 | 0 | 0.2 |
| Reference block | 14 | 126 | 0 | 0.2 |
| 1 quarter of the valve body | 80 | 60 | 0 | 0.2 |
| Immersion (60 mm of Water Height) | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Annular Array (AA) | Linear Array (LA) | Matrix Array (MA) | |||||||||||||||||||||
| MPF | TFM | MPF | TFM | MPF | TFM | ||||||||||||||||||
| FBH | SF | FBH | SF | FBH | SF | FBH | SF | FBH | SF | FBH | SF | ||||||||||||
| XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z |
| Contact | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| single element | Linear Array (LA) | ||||||||||||||
| 5 Mhz | 10 Mhz | MPF | TFM | ||||||||||||
| FBH | SF | FBH | SF | FBH | SF | FBH | SF | ||||||||
| XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z | XY | Z |
| Forgings | Casting | Welds | ASME |
|---|---|---|---|
| NF EN ISO 10228-4, class 2 [10] RCC-M M3301 [11] AMS-STD-2154E class B [12] | NF EN 12680-1 class 2 [13] | no complete standards for examination of austenitic welds | ASME B16.34: Valves—Flanged, Threaded, and welding End [14] ASME B31.1: Power piping [15] |
| UT Response Amplitude | Action | Type of Defect | Result |
|---|---|---|---|
| > or = Ref dB | Characterize + report | Volumetric or Linear | Non acceptable |
| 20–50% of Ref dB | Characterize + report | ||
| Linear (=crack/LOF) | Non acceptable | ||
| > or = to 3 mm | Volumetric | Non acceptable |
| Defect | Measured (mm2) | Nominal (mm2) | Abs Error (mm2) | ||
|---|---|---|---|---|---|
| MPF | TFM | MPF | TFM | ||
| P2A | 1.2 | 0.8 | 4 | 2.8 | 3.2 |
| P2B | 13.61 | 12.06 | 4 | 9.61 | 8.06 |
| P3A | 1.6 | 1.2 | 9 | 7.4 | 7.8 |
| P3B | 21.45 | 11.76 | 9 | 12.45 | 2.76 |
| P4A | 6.16 | 5.72 | 16 | 9.84 | 10.28 |
| P4B | 14.72 | 14.36 | 16 | 1.28 | 1.64 |
| V3A | 1.96 | 5.2 | 9 | 7.04 | 3.8 |
| V3B | 11.7 | 12.8 | 9 | 2.7 | 3.8 |
| V4A | 2.8 | 12.16 | 16 | 13.2 | 3.84 |
| V4B | 14.36 | 12 | 16 | 1.64 | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lamberti, A.; Van Eesbeeck, W.; Nardone, S. Non-Destructive Inspection of Additively Manufactured Classified Components in a Nuclear Installation. NDT 2024, 2, 228-248. https://doi.org/10.3390/ndt2030014
Lamberti A, Van Eesbeeck W, Nardone S. Non-Destructive Inspection of Additively Manufactured Classified Components in a Nuclear Installation. NDT. 2024; 2(3):228-248. https://doi.org/10.3390/ndt2030014
Chicago/Turabian StyleLamberti, Alfredo, Wouter Van Eesbeeck, and Steve Nardone. 2024. "Non-Destructive Inspection of Additively Manufactured Classified Components in a Nuclear Installation" NDT 2, no. 3: 228-248. https://doi.org/10.3390/ndt2030014
APA StyleLamberti, A., Van Eesbeeck, W., & Nardone, S. (2024). Non-Destructive Inspection of Additively Manufactured Classified Components in a Nuclear Installation. NDT, 2(3), 228-248. https://doi.org/10.3390/ndt2030014