A Hybrid Predictive Approach for Chromium Layer Thickness in the Hard Chromium Plating Process Based on the Differential Evolution/Gradient Boosted Regression Tree Methodology

 , and
, and
Abstract
:1. Introduction
- Hard chrome deposits are mainly used to increase the service life of functional parts, as they increase resistance to wear as well as abrasion, heat and corrosion. These deposits are also applied to the parts to recover their dimensions when they are under nominal measurement.
- Hard chromium is deposited in thicknesses ranging from 2.5 to 500 μm and, in certain cases, with greater thicknesses, while decorative chromium plating seldom exceeds 1.5 μm.
- Hard chromium plating is normally applied directly to the base metal while decorative chromium plating is deposited over precoatings of nickel or copper-nickel alloys.
- The thicknesses obtained are very limited.
- These solutions are very sensitive to contamination.
- Higher voltages are needed.
- Reduce wear and tear.
- Avoid seizures.
- Reduce friction.
- Prevent or reduce corrosion.
- The hardness and wear resistance of hard chromium plating.
- The necessary chromium thickness.
- The shape, size and construction of the part to be chromed, as well as the kind of material from which it is constructed.
- The masking requirements for parts that are not fully chrome plated.
- Dimensional requirements (if further machining is required and if it can be carried out according to the indicated tolerances).
- The base material on which the coating is applied must be such that it can withstand the external forces applied with minimal deformation. That is, the properties of the base material must be similar to those of the applied chromium layer.
- The thickness of the chromium layer should be reduced to a minimum in those areas of the part that are expected to have a high deformation. If this is not done, the chromium layer should be reduced to a minimum in those areas of the part that are expected to have a high deformation. If this is not done, this will favor the chromium layer to be chromium.
2. Materials and Methods
2.1. Equipment and Experimental Dataset
- Degreasing in the vapor phase: Degreasing in the vapor phase is carried out in a tank built of stainless steel (see Figure 2). The pipes to be degreased are fastened in special frames made of corrosion resistant materials and are slowly introduced into the interior of the tank. These pieces must be free of water and moisture prior to degreasing. The immersion time is 10 min, which is sufficient time for the pieces to reach the temperature of the steam. It can be verified that this temperature has been reached because the steam does not condense on the lower surfaces of the pieces.
- Manual cleaning: During this stage, all residual traces of dirt and surface impurities are cleaned by hand.
- Electropolishing: The electropolishing operation consists of the following phases: Cleaning with acetone and dry wick (phase 1): cleaning with acetone consists of the introduction inside the piece of a wet wick soaked with acetone twice. To complete the cleaning, a dry wick is subsequently also inserted twice. Load (phase 2): the pieces are placed in the frames provided with a feeder and the anodic rod that passes through it. Then, the connector tool is placed on the piece while the anodic rod is fixed with a screw and tensioned by operating the upper cam. Finally, the tool is electrically connected by means of a cable. Electropolishing (phase 3): for each electropolished load, the system records the minimum, maximum and average temperature values. Normally, the electropolishing time varies depending on the material to be removed. Recycled wash (phase 4): recycled washing means washing with watertight water. This water is changed once every 6 months. The pieces are washed during an immersion time between 0.5 and 2 min. Washing with recirculation (phase 5): in order to achieve complete degreasing, the washed pieces are now washed in a bath of demineralized water at room temperature for a time between 1 and 3 min. Removal of the support (phase 6): after washing in demineralized water, the pieces of the frame are disassembled. To do this, an operator removes them one by one, proceeding subsequently to clean them. Visual inspection (phase 7): the electropolished pieces are inspected visually, verifying the absence of dirt and pollution for all of them.
- Hard chromium process: the hard chrome operation consists of the following phases: Cleaning the chromed pieces (phase 1): Immediately before the chrome operation, the pieces are cleaned with a pressurized water gun. Next, each piece is blown with pressurized air to remove the remains of water. Load (phase 2): The pieces to be chromed are placed in the corresponding frame provided with the feeder. Hard chrome process (phase 3): The chroming of the pieces is carried out by immersion in a bath operating under the following conditions: (a) working temperature between 53 and 56 °C; (b) concentration between 238 and 278 g/L; and (c) agitation of the bath by means of air through a coil. Recycled washing (phase 4): this phase involves washing with watertight water at room temperature for a time between 1 and 3 min. Washing in demineralized water (phase 5): the pieces are washed by immersion in a bath of demineralized water at room temperature for a time between 1 and 3 min. Immersion in tank with sodium hydroxide (phase 6): Once the pieces are removed from the frame, they are washed with water and introduced into an alkaline bath. The minimum time in this bath is three minutes. After this time, they are extracted from the bath and washed by hand with water.
- Iron content of the electropolishing bath (mg/L): iron content in the electropolishing bath expressed in mg/L.
- Electropolishing time (minutes): this variable represents the amount of time, expressed in minutes, that the part is submerged in the electropolishing bath.
- Electropolishing bath temperature (°C): this variable expresses the electropolishing bath temperature in degrees Celsius. Due to the electropolishing process, the bath temperature increases. A high bath temperature reduces the performance of the electropolishing process.
- Layer thickness removed by electropolishing (μm): the electropolishing process causes the removal of a certain amount of material. This variable measures the amount of material removed.
- Chromic acid content (g/L): chromic acid content in the hard chromium bath expressed in g/L.
- Hard chrome plating time (minutes): after the electropolishing operation, the part is submerged in the hard chromium plating bath. This variable measures the time of immersion.
- Hard chrome plating temperature (°C): this variable expresses the chrome plating bath temperature in degrees Celsius. As for electropolishing, in this case due to the electrolytical process, the bath temperature increases. The bath temperature influences the operation performance.
2.2. Computational Procedure
2.2.1. Gradient Boosted Regression Tree (GBRT)
- ➢
- Input requirements: the training set , maximum iteration number M (as the algorithm stopping criterion) and a differentiable loss function .
- ➢
- Steps of GB algorithm:
- Begin the model with a constant value:
- A loop from :
- Calculate the pseudo-residuals with the negative gradient:
- Fitting phase: a weak learner is fitting to the pseudo-residuals using the training set .
- Computation of the multiplier by solving the following one-dimensional optimization problem:
- Upgrade the model:
- End: obtain .
- Nrounds (M): Maximum number of iterations of the GB algorithm.
- Learning rate : This algorithm resizes the weight of each RT by a factor when it is added to the present approximation. This factor avoids overfitting since the GB algorithm becomes more resistant to change. It is well known that a smaller value of requires a greater Nrounds value.
- : Minimum loss drop necessary to carry out another partition on a RT leaf node. Note that if this parameter grows, the algorithm is more resistant to change.
- Minimum child weight: Minimum sum of weight (Hessian) necessary for a child.
- Maximum step: Limit value in the contribution of each tree.
- Subsample ratio: The relative proportion between the training and testing samples.
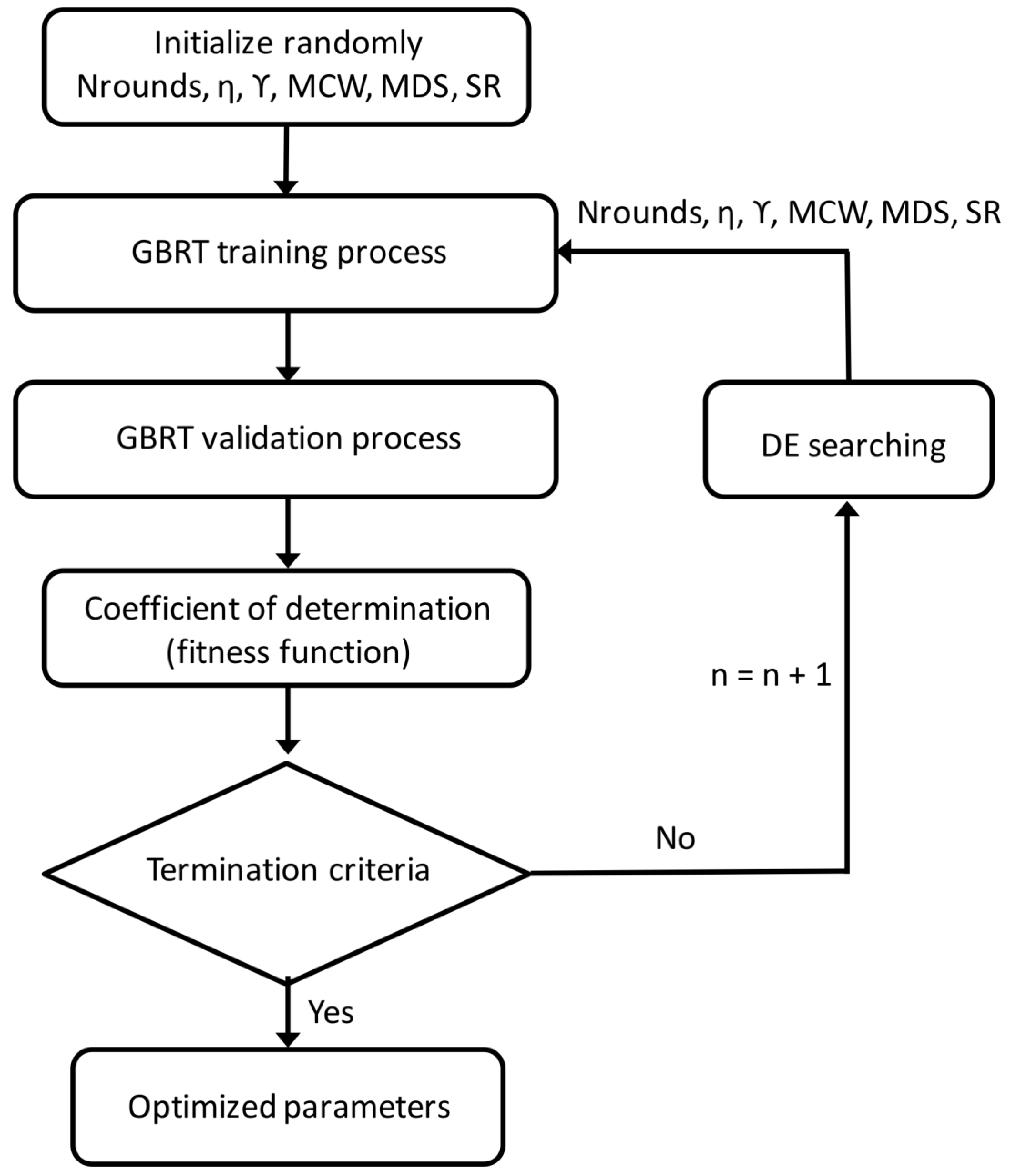
2.2.2. Differential Evolution (DE) Algorithm
- Initialization: this stage is performed at the beginning of the search run. Indeed, the population is initialized (first generation) randomly, considering the minimum and maximum values of each variable:where is a random number in the range [0, 1].
- Mutation: this stage consists of the construction of NP noisy random vectors, which are created from three randomly chosen individuals , and , termed target vectors. Noisy random vectors are obtained as follows:in which p, a, b and c different from each other. Furthermore, F is a parameter that controls the mutation rate and is in the range [0, 2].
- Recombination: once the NP noisy random vectors are obtained, recombination is carried out randomly, by comparing them with the original vectors , obtaining the trial vectors as follows:GR is a parameter that controls the recombination rate. Note that the comparison is made variable by variable, so that the trial vector will be a mixture of the noisy random vectors and original vector.
- Selection: Finally, the selection stage is carried out simply by comparing the trial vectors with the original vectors, so that the next generation vector will be that with the best performance fitness value fit:
2.3. The Goodness-of-Fit of This Approach
3. Results and Discussion
- Gain: calculated by taking into account each variable contribution to each tree that makes up the model.
- Cover: defined as the relative number of the variable observations in the model.
- Frequency: the relative number of times that an independent variable materializes in the trees of the obtained model.
4. Conclusions
- A DE/GBRT-based model is an accurate tool for the purpose of estimating the thickness of the hard chrome layer.
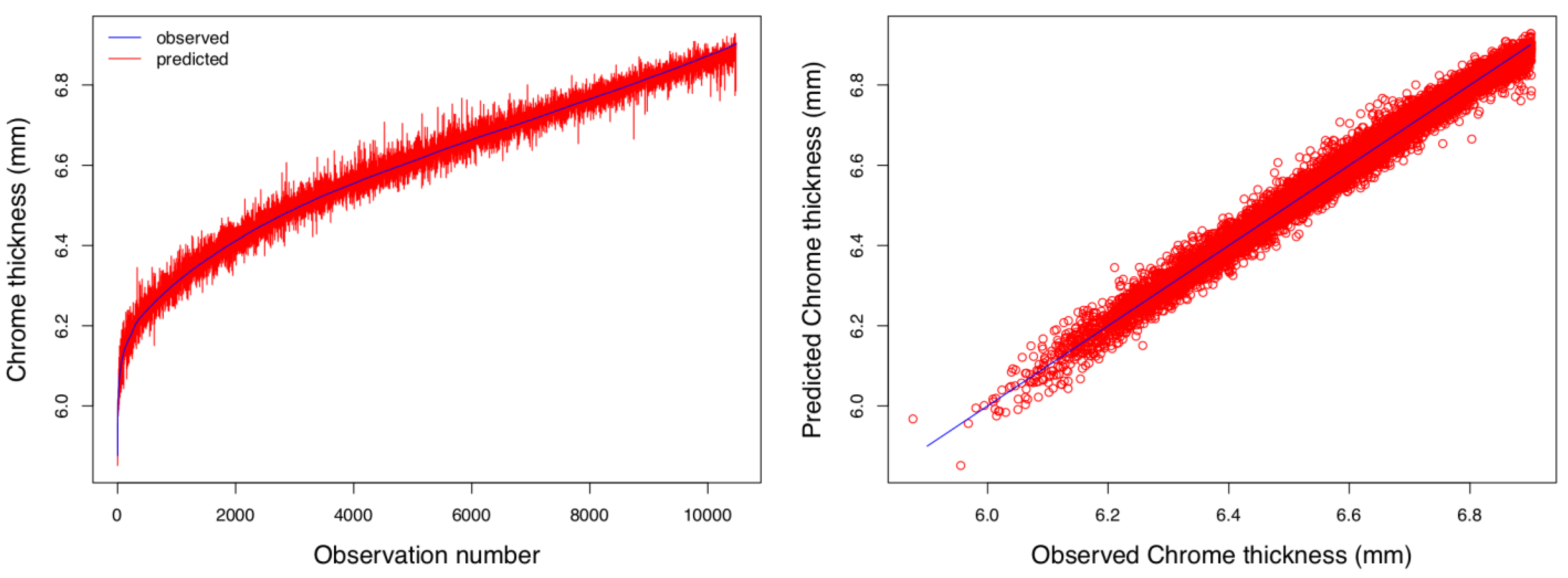
- In this research, we were able to predict the thickness of a hard-chrome layer from the measured independent variables. This kind of model is useful for industry in order to reduce the set-up costs of new industrial processes. This prediction was made with a RMSE of 0.01590.
- The modelled values were in concordance with the observed data; by applying the derived DE/GBRT model, a coefficient of determination equal to 0.9882 was achieved.
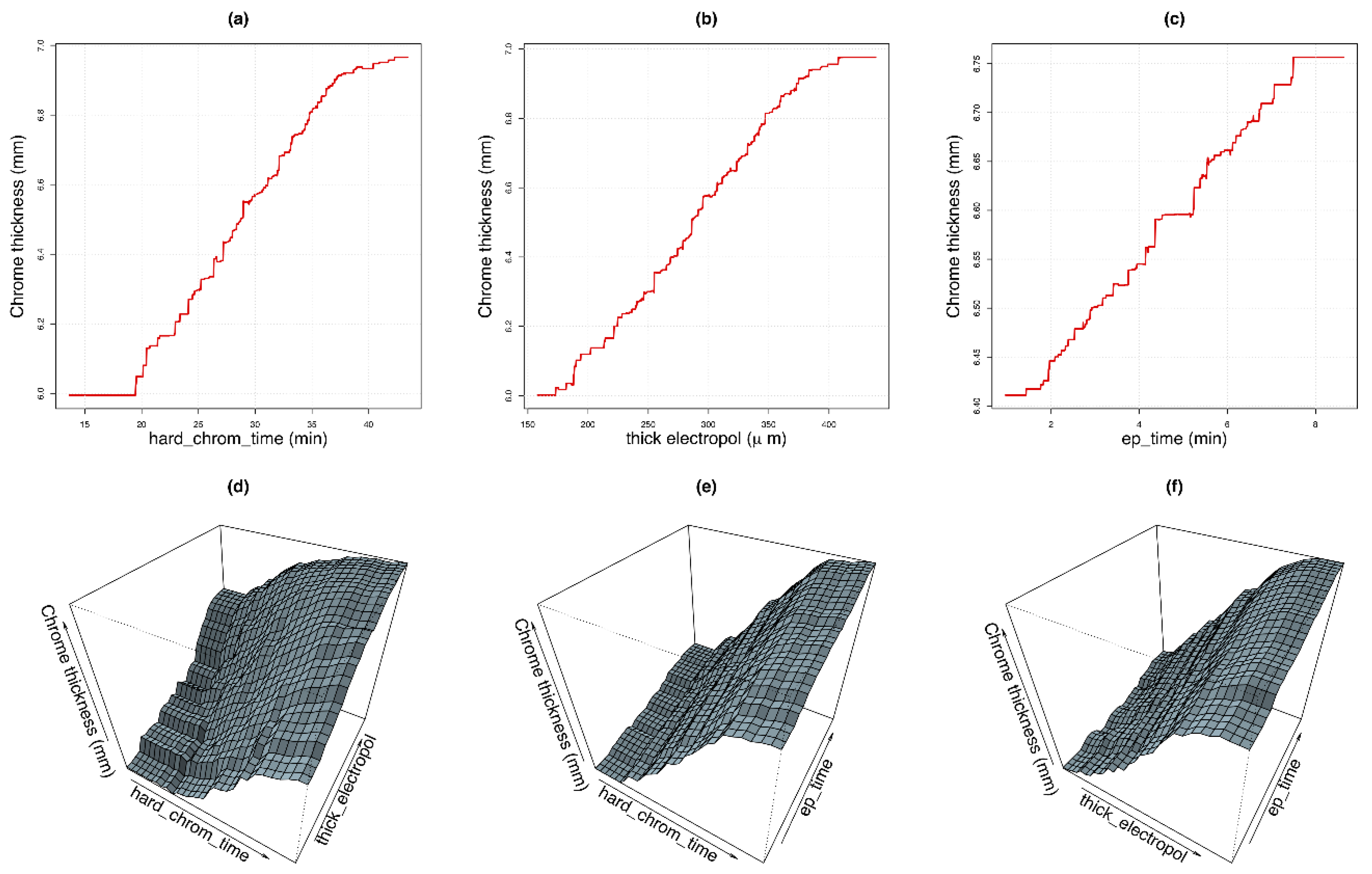
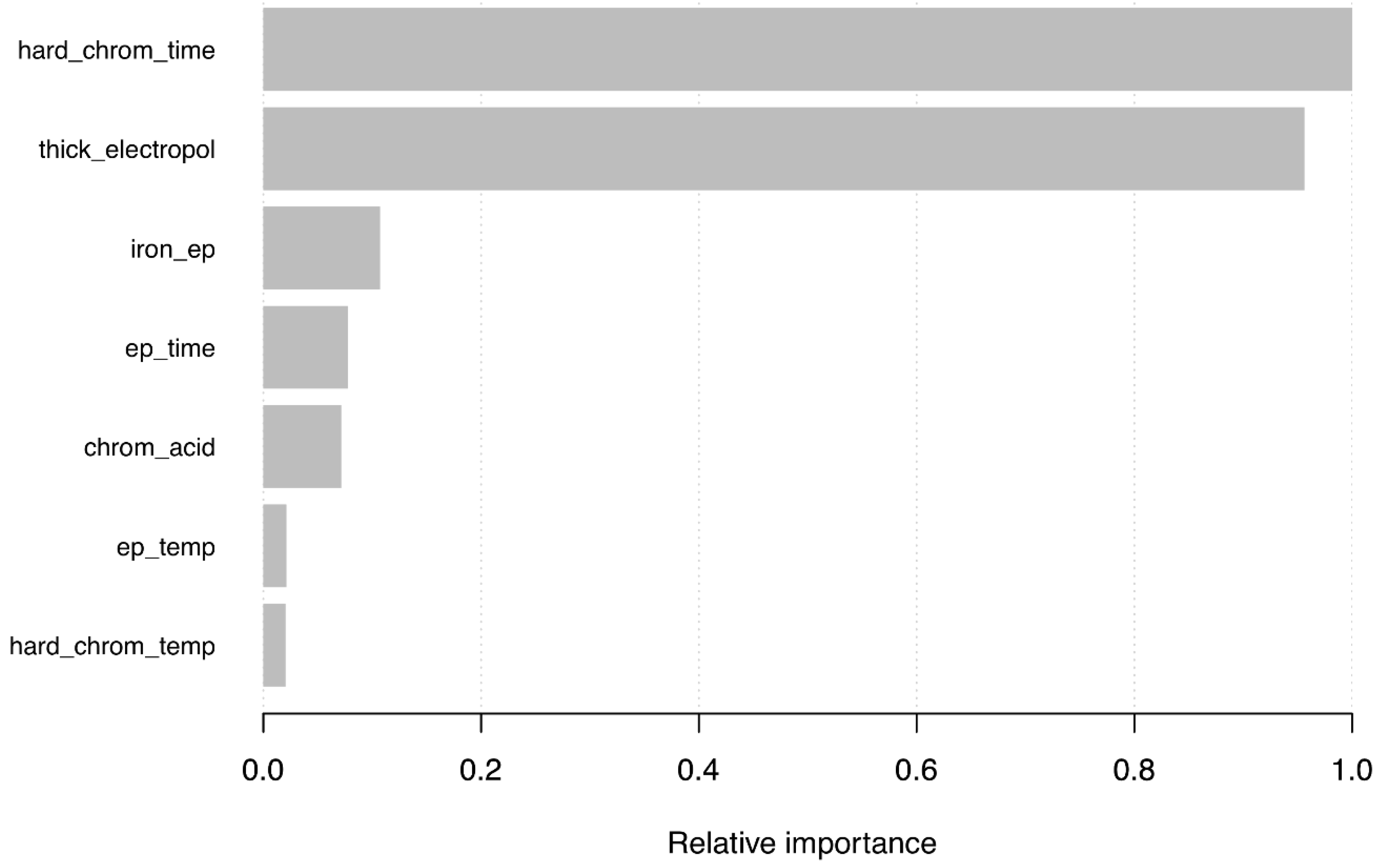
- Assessment of the importance of individual variables used in the process is possible. The order of importance of variables in the model for the determination of the thickness of the chromium layer was as follows: time of the hard chromium plating process measured in minutes, thickness of the layer removed by electropolishing in microns, iron content of the electropolishing bath in mg/L, electropolishing time in minutes, chromic acid content in g/L, electropolishing time in minutes and temperature of the hard chrome bath in degrees Celsius.
- According to the results obtained, the DE/GBRT-based model was found to ameliorate the generalization ability by utilizing only the standard gradient boosted (GBM) regressor.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fink, C.G. Process of Electrodepositing Chromium and of Preparing Baths Therefor. U.S. Patent 1,581,188, 20 April 1926. [Google Scholar]
- Dennis, J.K.; Such, T.E. The Nickel and Chromium Plating; Woodhead Publishing: New York, NY, USA, 1994. [Google Scholar]
- Loffler, F. Methods to investigate mechanical properties of coatings. Thin Solid Films 1999, 339, 181–186. [Google Scholar] [CrossRef]
- Yli-Pentti, A. Electroplating and Electroless Plating. Compr. Mater. Process. 2014, 13, 277–306. [Google Scholar]
- Guffie, R.K. The Handbook of Chromium Plating; Gardner Publications Ltd.: New York, NY, USA, 1986. [Google Scholar]
- Drozda, T.J.; Wick, C.; Mitchell, P.; Bakerjian, R.; Benedict, J.T.; Veilleux, R.F. Tool and Manufacturing Engineers Handbook: Materials Finishing and Coating; Society of Manufacturing Engineers: Dearborn, MI, USA, 1983. [Google Scholar]
- Yin, K.-M.; Wang, C.M. A study on the deposit uniformity of hard chromium plating on the interior of small-diameter tubes. Surf. Coat. Technol. 1999, 144, 213–223. [Google Scholar] [CrossRef]
- Khani, H.; Brennecke, J.F. Hard chromium composite electroplating on high-strength stainless steel from a Cr (III)-ionic liquid solution. Electrochem. Commun. 2019, 107, 106537. [Google Scholar] [CrossRef]
- Davis, J.R. Surface Hardening of Steels: Understanding the Basics; ASM International: Columbus, OH, USA, 2002. [Google Scholar]
- Lindsay, J.H. Decorative and hard chromium plating. Plat. Surf. Finish. 2003, 90, 22–24. [Google Scholar]
- Iglesias García, C.; Sáiz Martinez, P.; García-Portilla González, M.P.; Bousoño García, M.; Jiménez Treviño, L.; Sánchez Lasheras, F.; Bobes, J. Effects of the economic crisis on demand due to mental disorders in Asturias: Data from the Asturias Cumulative Psychiatric Case Register. Actas Esp. Psiquiatr. 2014, 42, 108–115. [Google Scholar]
- Schlesinger, M.; Paunovich, M. Modern Electroplating; Wiley-Interscience: New York, NY, USA, 2000. [Google Scholar]
- Irving, B.; Knight, R.; Smith, R.W. The HVOF process—The hottest topic in the thermal spray industry. Weld. J. 1993, 72, 25–30. [Google Scholar]
- Breiman, L.; Friedman, J.H.; Olshen, R.A.; Ston, C.J. Classification and Regression Trees; Wadsworth and Brooks/Cole: Monterey, CA, USA, 1984. [Google Scholar]
- Vapnik, V. Statistical Learning Theory; Wiley-Interscience: New York, NY, USA, 1998. [Google Scholar]
- Friedman, J.H. Stochastic gradient boosting. Comput. Stat. Data Anal. 2002, 38, 367–378. [Google Scholar] [CrossRef]
- Schapire, R.E. The boosting approach to machine learning an overview. In Nonlinear Estimation and Classification; Denison, D.D., Hansen, M.H., Holmes, C.C., Mallick, B., Yu, B., Eds.; Lecture Notes in Statistics; Springer: Berlin, Germany, 2003; pp. 149–171. [Google Scholar]
- Bühlmann, P.; Hothorn, T. Boosting algorithms: Regularization, prediction and model fitting. Stat. Sci. 2007, 22, 477–505. [Google Scholar] [CrossRef]
- Hastie, T.; Tibshirani, R.; Friedman, J.H. The Elements of Statistical Learning; Springer-Verlag: New York, NY, USA, 2009. [Google Scholar]
- Persson, C.; Bacher, P.; Shiga, T.; Madsen, H. Multi-site solar power forecasting using gradient boosted regression trees. Sol. Energy 2017, 150, 423–436. [Google Scholar] [CrossRef]
- Johnson, N.E.; Ianiuk, O.; Cazap, D.; Liu, L.; Starobin, D.; Dobler, G.; Ghandehari, M. Patters of waste generation: A gradient boosting model for short-term waste prediction in New York City. Waste Manag. 2017, 62, 3–11. [Google Scholar] [CrossRef] [PubMed]
- Storn, R.M.; Price, K. Differential evolution—A simple and efficient heuristic for global optimization over continuous spaces. J. Glob. Optim. 1997, 11, 341–359. [Google Scholar] [CrossRef]
- Price, K.; Storn, R.M.; Lampinen, J.A. Differential Evolution: A Practical Approach to Global Optimization; Springer: Berlin, Germany, 2005. [Google Scholar]
- Simon, D. Evolutionary Optimization Algorithms; Wiley: New York, NY, USA, 2013. [Google Scholar]
- Yang, X.-S.; Cui, Z.; Xiao, R.; Gandomi, A.H.; Karamanoglu, M. Swarm Intelligence and Bio-inspired Computation: Theory and Applications; Elsevier: London, UK, 2013. [Google Scholar]
- Uzal, E.; Moulder, J.C.; Rose, J.H. Experimental determination of the near-surface conductivity profiles of metal from electromagnetic induction (eddy current) measurement. Inverse Prob. 1994, 10, 753–764. [Google Scholar] [CrossRef]
- Versaci, M. Fuzzy approach and Eddy currents NDT/NDE devices in industrial applications. Electron. Lett. 2016, 52, 943–945. [Google Scholar] [CrossRef]
- Burrascano, P.; Callegari, S.; Montisci, A.; Ricci, M.; Versaci, M. (Eds.) Ultrasonic Nondestructive Evaluation Systems; Springer: Heidelberg, Germany, 2015. [Google Scholar]
- Tanthadiloke, S.; Kittisupakorn, P.; Mujtaba, I.M. Modelling and Design a Controller for Improving the Plating Performance of a Hard Chromium Electroplating Process. In Proceedings of the 24th European Symposium on Computer Aided Process Engineering, Amsterdam, The Netherlands, 26 June 2018; Elsevier: Amsterdam, The Netherlands, 2014; pp. 805–810. [Google Scholar]
- Sánchez Lasheras, F.; Vilán Vilán, J.A.; García Nieto, P.J.; del Coz Díaz, J.J. The use of design of experiments to improve a neural network model in order to predict the thickness of the chromium layer in a hard chromium plating process. Math. Comput. Model. 2014, 52, 1169–1176. [Google Scholar] [CrossRef]
- Sánchez Lasheras, F.; García Nieto, P.J.; de Cos Juez, F.J.; Vilán Vilán, J.A. Evolutionary support vector regression algorithm applied to the prediction of the thickness of the chromium layer in a hard chromium plating process. Appl. Math. Comput. 2014, 227, 164–170. [Google Scholar] [CrossRef]
- Friedman, J.H.; Hastie, T.; Tibshirani, R. Additive logistic regression: A statistical view of boosting. Ann. Stat. 2000, 28, 337–407. [Google Scholar] [CrossRef]
- Friedman, J.H. Greedy function approximation: A gradient boosting machine. Ann. Stat. 2001, 29, 1189–1232. [Google Scholar] [CrossRef]
- Taieb, S.B.; Hyndman, R.J. A gradient boosting approach to the kaggle load forecasting competition. Int. J. Forecast. 2014, 30, 382–394. [Google Scholar] [CrossRef] [Green Version]
- Döpke, J.; Fritsche, U.; Pierdzioch, C. Predicting recessions with boosted regression trees. Int. J. Forecast. 2017, 33, 745–759. [Google Scholar] [CrossRef]
- Ridgeway, G. Generalized Boosted Models: A Guide to the GBM. Available online: http://www.saedsayad.com/docs/gbm2.pdf (accessed on 3 August 2007).
- Chen, T.; Guestrin, C. XGBoost: A Scalable Tree Boosting System. In Proceedings of the 22nd ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, San Francisco, CA, USA, 13 August 2016; pp. 785–794. [Google Scholar]
- Chen, T.; He, T.; Benesty, M.; Khotilovich, V.; Tang, Y. Xgboost: Extreme Gradient Boosting, R package, version 0.6-4; R Foundation for Statistical Computing: Vienna, Austria, 2017. Available online: https://CRAN.R-project.org/package=xgboost (accessed on 1 August 2019).
- Feoktistov, V. Differential Evolution: In Search of Solutions; Springer: New York, NY, USA, 2006. [Google Scholar]
- Rocca, P.; Oliveri, G.; Massa, A. Differential evolution as applied to electromagnetics. IEEE Trans. Antenn. Propag. 2011, 53, 38–49. [Google Scholar] [CrossRef]
- Ridgeway, G. Gbm: Generalized Boosted Regression Models, R package, version 2.1.1; R Foundation for Statistical Computing: Vienna, Austria. Available online: http://CRAN.R-project.org/package=gbm (accessed on 21 March 2017).
- Ardia, D.; Mullen, K.M.; Peterson, B.G.; Ulrich, J. DEoptim: Differential Evolution in R; R Package, Version 2.2-4; R Foundation for Statistical Computing: Vienna, Austria, 2016. [Google Scholar]
- Freedman, D.; Pisani, R.; Purves, R. Statistics; WW Norton & Company: New York, NY, USA, 2007. [Google Scholar]
- Picard, R.; Cook, D. Cross-validation of regression models. J. Am. Stat. Assoc. 1984, 79, 575–583. [Google Scholar] [CrossRef]
- De Cos Juez, F.J.; Sánchez Lasheras, F.; García Nieto, P.J.; Álvarez-Arenal, A. Non-linear numerical analysis of a double-threaded titanium alloy dental implant by FEM. Appl. Math. Comput. 2008, 206, 952–967. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Variables | Name of the Variable | Mean | Standard Deviation |
|---|---|---|---|
| Iron content of the electropolishing bath (mg/L) | iron_ep | 0.1218 | 0.0942 |
| Electropolishing time (minutes) | ep_time | 4.5064 | 0.9066 |
| Electropolishing bath temperature (°C) | ep_temp | 53.595 | 4.6207 |
| Layer thickness removed by electropolishing (μm) | thick_electropol | 305.95 | 34.464 |
| Chromic acid content (g/L) | chrom_acid | 240.68 | 8.7120 |
| Hard chromium process time (minutes) | hard_chrom_time | 30.761 | 3.3272 |
| Hard chrome bath temperature (°C) | hard_chrom_temp | 53.962 | 0.4696 |
| Chrome thickness (mm) | Thickness_chrom | 6.5920 | 0.2069 |
| GBRT Hyperparameters | Lower Limit | Upper Limit | Optimal Values |
|---|---|---|---|
| Rounds | 1 | 100 | 99 |
| 0.1 | 1 | 0.12 | |
| 0 | 30 | 0.00004 | |
| Minimum child weight (MCW) | 1 | 30 | 8.1 |
| Maximum step (MDS) | 0 | 30 | 12 |
| Subsample ratio | 0.5 | 1 | 0.54 |
| Model | RMSE | Coef. of Determination (R2)/Correlation Coef. (r) |
|---|---|---|
| DE/GBRT | 0.01590 | 0.9842/0.9920 |
| Input Variable | Gain | Cover | Frequency |
|---|---|---|---|
| hard_chrom_time | 0.443652641 | 0.23208073 | 0.20448598 |
| thick_electropol | 0.424232729 | 0.26216224 | 0.22018692 |
| iron_ep | 0.047510359 | 0.09838727 | 0.14186916 |
| ep_time | 0.034522612 | 0.11615156 | 0.12953271 |
| chrom_acid | 0.031742450 | 0.10495429 | 0.12355140 |
| ep_temp | 0.009358148 | 0.09349104 | 0.09252336 |
| hard_chrom_temp | 0.008981060 | 0.09277288 | 0.08785047 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garcia Nieto, P.J.; García Gonzalo, E.; Sanchez Lasheras, F.; Bernardo Sánchez, A. A Hybrid Predictive Approach for Chromium Layer Thickness in the Hard Chromium Plating Process Based on the Differential Evolution/Gradient Boosted Regression Tree Methodology. Mathematics 2020, 8, 959. https://doi.org/10.3390/math8060959
Garcia Nieto PJ, García Gonzalo E, Sanchez Lasheras F, Bernardo Sánchez A. A Hybrid Predictive Approach for Chromium Layer Thickness in the Hard Chromium Plating Process Based on the Differential Evolution/Gradient Boosted Regression Tree Methodology. Mathematics. 2020; 8(6):959. https://doi.org/10.3390/math8060959
Chicago/Turabian StyleGarcia Nieto, Paulino José, Esperanza García Gonzalo, Fernando Sanchez Lasheras, and Antonio Bernardo Sánchez. 2020. "A Hybrid Predictive Approach for Chromium Layer Thickness in the Hard Chromium Plating Process Based on the Differential Evolution/Gradient Boosted Regression Tree Methodology" Mathematics 8, no. 6: 959. https://doi.org/10.3390/math8060959