
Cross-Regional Dynamic Transfer Characteristics of Liquid Oil Contamination Induced by Random Contact in Machining Workshops in Shanghai, China


Abstract
:1. Introduction
2. Method
2.1. Contact Transmission Model for Oil Contamination
2.2. Transfer of Oil Contamination
3. Experiments for Transfer Efficiency
4. On-Site Measurement
5. Results and Discussion
5.1. Model Validation
5.2. Concentration of Oil Contamination on the Workbench in the Production Area
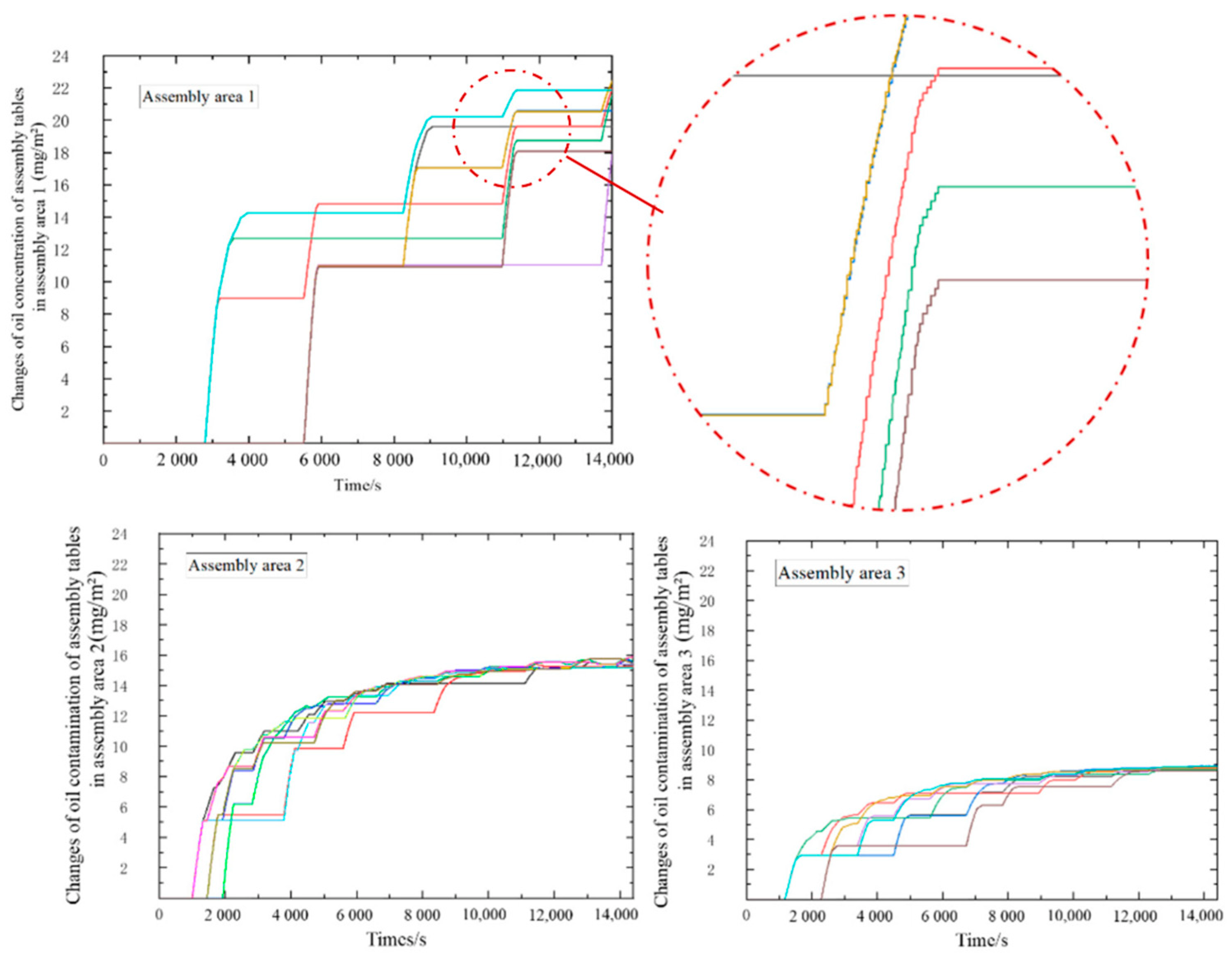
5.3. Oil Contamination Concentrations of the Workbench in the Assembly Area
5.4. Statistical Analysis of Oil Pollution Transmission
5.5. Two Cleaning Measures
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| The quality of oil contamination on workbenches before touching, kg | |
| The quality of oil contamination on gloves before touching, kg | |
| The quality of oil contamination on workbenches after touching, kg | |
| The quality of oil contamination on gloves after touching, kg | |
| The concentration of oil contamination on workbenches before touching, kg/m2 | |
| The concentration of oil contamination on gloves before touching, kg/m2 | |
| The concentration of oil contamination on workbenches after one touching behavior, kg/m2 | |
| The concentration of oil contamination on gloves after one touching behavior, kg/m2 | |
| The transfer efficiency from gloves to workbenches | |
| The transfer efficiency from workbenches to gloves | |
| The area of workbench, m2 | |
| The area of glove, m2 | |
| Effective contact area, m2 |
References
- Carlton, G.N.; Flynn, M.R. Influence of spray painting parameters on breathing zone particle size distributions. Appl. Occup. Environ. Hyg. 1997, 12, 744–750. [Google Scholar] [CrossRef]
- Gong, G.; Xu, C.; Jiao, J.; Liu, Y.; Xie, S. Investigation of moisture condensation on papermaking plant envelopes in high humidity environment by orthogonal analysis and CFD simulation. Build. Environ. 2011, 46, 1639–1648. [Google Scholar] [CrossRef]
- Yang, X.; Wang, Y.; Yang, H.; Yang, Y. Experimental research on free settling properties of different types of single fiber particle in air. Build. Environ. 2020, 185, 107300. [Google Scholar] [CrossRef]
- Park, H.; Jang, J.-K.; Shin, J.-A. Quantitative exposure assessment of various chemical substances in a wafer fabrication industry facility. Saf. Health Work 2011, 2, 39–51. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, J.F.; Zhou, Y.-F. Occupational hazards control of hazardous substances in clean room of semiconductor manufacturing plant using CFD analysis. Toxicol. Ind. Health 2015, 31, 123–139. [Google Scholar] [CrossRef]
- Chen, Y.P. Research of Purification Technology of Air Contaminated with Dust and Oil Mist in Workshop; Hunan University of Technology: Zhuzhou, China, 2016. [Google Scholar]
- Mei, X. Investigation on Transmission and Dispersion of Particles in Limited Space with Markov Chain Based Probabilistic Model; Hunan University: Changsha, China, 2019. [Google Scholar]
- Donguk, P.; Byungsoon, C.; Shinbum, K.; Hyunseok, K.; Kuidon, J.; Jongdeuk, J. Exposure assessment to suggest the cause of sinusitis developed in grinding operations utilizing soluble metalworking fluids. J. Occup. Health 2005, 47, 319–326. [Google Scholar] [CrossRef] [Green Version]
- Oudyk, J.; Haines, A.T.; D’Arcy, J. Investigating respiratory responses to metalworking fluid exposure. Appl. Occup. Environ. Hyg. 2003, 18, 939–946. [Google Scholar] [CrossRef]
- Deepika, S.; LaValley, M.; Weiner, D.; Eisen, E.A.; Applebaum, K.M. Applebaum, Increased risk of renal cell carcinoma following exposure to metalworking fluids among autoworkers. Ann. Epidemiol. 2015, 25, 703–704. [Google Scholar] [CrossRef]
- Li, H.; Li, Z. Fault diagnosis and analysis of hydraulic system of CNC machine tool. Intern. Comb. Eng. Parts 2018, 13, 136–137. (In Chinese) [Google Scholar] [CrossRef]
- Nie, S.; Wen, J.; Li, Y.; Tang, X.; Huang, G. Filter allocation and replacement strategies in fluid power system under uncertainty: A fuzzy robust nonlinear programming approach. Optim. Eng. 2012, 13, 319–347. [Google Scholar] [CrossRef]
- Tong, W.; Liu, S.D. Oil contamination control of hydraulic system of engineering machine. J. Tongji Univ. 2001, 29, 1507–1509. (In Chinese) [Google Scholar] [CrossRef]
- Khettabi, R.; Nouioua, M.; Djebara, A.; Songmene, V. Effect of MQL and dry processes on pariticle emission and part quality during milling of aluminum alloys. Int. J. Adv. Manuf. Technol. 2017, 92, 2593–2598. [Google Scholar] [CrossRef]
- Wang, Y.; Murga, A.; Long, Z.; Yoo, S.-J. Experimental study of oil mist characteristics generated from minimum quantity lubrication and flood cooling. Energy Built Environ. 2020, 2, 45–55. [Google Scholar] [CrossRef]
- Long, Z.W.; Wang, Y.W.; Li, S.S.; Zhang, H.; Cheng, X.L. Monitoring and purification of oil mist particles in a machining workshop. HV AC 2019, 49, 50–55. [Google Scholar]
- Yang, Y.; Wang, Y.; Song, B.; Fan, J.; Cao, Y.; Duan, M. Transport and control of droplets: A comparison between two types of local ventilation airflows. Powder Technol. 2019, 345, 247–259. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, T.; Cao, Z.; Zhai, C.; Wu, S.; Zhang, C.; Zhang, Q.; Lv, W. The influence of indoor thermal conditions on ventilation flow and pollutant dispersion in downstream industrial workshop. Build. Environ. 2021, 187, 107400. [Google Scholar] [CrossRef]
- Mei, X.; Gong, G.; Su, H.; Peng, P.; Liu, J.; Xie, H. A grid-merging operation to accelerate the Markov chain model in predicting steady-state and transient transmission of airborne particles. Build. Environ. 2017, 122, 82–93. [Google Scholar] [CrossRef]
- Zeng, L.; Gao, J.; Lv, L.; Zhang, R.; Chen, Y.; Zhang, X.; Huang, Z.; Zhang, Z. Markov-chain-based inverse modeling to fast localize hazardous gaseous pollutant sources in buildings with ventilation systems. Build. Environ. 2020, 169, 106584. [Google Scholar] [CrossRef]
- Nicas, M. Markov modeling of contaminant concentrations in indoor air. AIHAJ-Am. Ind. Hyg. Assoc. 2000, 61, 484–491. [Google Scholar] [CrossRef]
- Hu, M.; Liu, L.; Liu, M. Calculation method of state transfer matrix in Markov chain model for airborne contaminant transport: Investigation and improvement. Build. Environ. 2020, 185, 107295. [Google Scholar] [CrossRef]
- Liu, W.; van Hooff, T.; An, Y.; Hu, S.; Chen, C. Modeling transient particle transport in transient indoor airflow by fast fluid dynamics with the Markov chain method. Build. Environ. 2020, 186, 107323. [Google Scholar] [CrossRef]
- Chen, C.; Liu, W.; Lin, C.-H.; Chen, Q. A Markov chain model for predicting transient particle transport in enclosed environments. Build. Environ. 2015, 90, 30–36. [Google Scholar] [CrossRef] [PubMed]
- Fontanini, A.D.; Vaidya, U.; Passalacqua, A.; Ganapathysubramanian, B. Contaminant transport at large Courant numbers using Markov matrices. Build. Environ. 2017, 112, 1–16. [Google Scholar] [CrossRef]
- Nicas, M.; Sun, G. An Integrated Model of Infection Risk in a Health-Care Environment. Risk Anal. 2006, 26, 1085–1096. [Google Scholar] [CrossRef] [PubMed]
- Lei, H.; Li, Y.; Xiao, S.; Lin, C.-H.; Norris, S.L.; Wei, D.; Hu, Z.; Ji, S. Routes of transmission of influenza A H1N1, SARS CoV, and norovirus in air cabin: Comparative analyses. Indoor Air 2018, 28, 394–403. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xiao, S.; Li, Y.; Wong, T.-W.; Hui, D.S.C. Role of fomites in SARS transmission during the largest hospital outbreak in Hong Kong. PLoS ONE 2017, 12, e0181558. [Google Scholar] [CrossRef]
- Xiao, S.; Tang, J.W.; Hui, D.S.; Lei, H.; Yu, H.; Li, Y. Probable transmission routes of the influenza virus in a nosocomial outbreak. Epidmiol. Infect. 2018, 146, 1114–1122. [Google Scholar] [CrossRef] [Green Version]
- Xiao, S.L.; Tang, J.L.W.; Li, Y.G. Airborne or fomite transmission for norovirus? A case study revisited. Int. J. Environ. Res. Public Health 2017, 14, 1571. [Google Scholar] [CrossRef] [Green Version]
- Lei, H.; Li, Y.; Xiao, S.; Yang, X.; Lin, C.H.; Norris, S.L.; Wei, D.; Hu, Z.; Ji, S. Logistic growth of a surface contamination network and its role in disease spread. Sci. Rep. 2017, 7, 14826. [Google Scholar] [CrossRef]
- Xiao, S.; Jones, R.M.; Zhao, P.; Li, Y. The dynamic fomite transmission of Methicillin-resistant Staphylococcus aureus in hospitals and the possible improved intervention methods. Build. Environ. 2019, 161, 106246. [Google Scholar] [CrossRef]
- Sutherland, J.W.; Kulur, V.N.; King, N.C.; von Turkovich, B.F. An experimental investigation of air quality in wet and dry turning. CIRP Ann.-Manuf. Technol. 2000, 49, 61–64. [Google Scholar] [CrossRef]
- Liu, G.; Gao, J.; Zeng, L.; Hou, Y.; Cao, C.; Tong, L.; Wang, Y. On-demand ventilation and energy conservation of industrial exhaust systems based on stochastic modelling. Energy Build. 2020, 223, 110158. [Google Scholar] [CrossRef]
- Zeng, L.; Liu, G.; Gao, J.; Du, B.; Lv, L.; Cao, C.; Ye, W.; Tong, L.; Wang, Y. A circulating ventilation system to concentrate pollutants and reduce exhaust volumes: Case studies with experiments and numerical simulation for the rubber refining process. J. Build. Eng. 2020, 35, 101984. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measuring Point | Mass of the Filter Paper/g | Mass of Oil Contamination Carried by the Workpiece/g | Mass of Oil Deposited on the Surface/mg/m2 |
|---|---|---|---|
| 1 | 6.7500/6.7681/6.7290 | 6.7514/6.7693/6.7302 | 14.00/12.00/12.00 |
| 2 | 6.7030/6.6930/6.7070 | 6.7042/6.6931/6.7083 | 12.00/12.00/13.00 |
| 3 | 6.8495/6.8335/6.7311 | 6.8510/6.8346/6.7326 | 15.00/11.00/15.00 |
| 4 | 6.6901/6.8192/6.7564 | 6.6908/6.8215/6.7575 | 7.00/23.00/11.00 |
| 5 | 6.7000/6.8235/6.8477 | 6.7014/6.8255/6.8493 | 14.00/20.00/16.00 |
| 6 | 6.8063/6.8187/6.7260 | 6.8076/6.8201/6.7275 | 13.00/14.00/15.00 |
| 7 | 6.7410/6.6866/6.7751 | 6.7416/6.6873/6.7762 | 6.00/7.00/11.00 |
| Surface Number | Predicted Value/ (mg/m2) | Measured Value/ (mg/m2) | Relative Deviation/(%) | Average Relative Deviation/(%) |
|---|---|---|---|---|
| 1 | 20.51 | 12.67 | 38.23 | 23.57 |
| 2 | 15.76 | 12.33 | 21.76 | |
| 3 | 17.51 | 13.67 | 21.93 | |
| 4 | 9.82 | 13.67 | 39.21 | |
| 5 | 18.75 | 16.67 | 11.09 | |
| 6 | 17.12 | 14.00 | 18.22 | |
| 7 | 9.36 | 8.00 | 14.53 |
| Cleaning Frequency/(Times/h) | a | b | |
|---|---|---|---|
| 6 | 0.4522 | 0.3191 | 0.9462 |
| 3 | 0.2645 | 0.5132 | 0.9686 |
| 2 | 0.1798 | 0.6325 | 0.984 |
| 1 | 0.0712 | 0.8592 | 0.9965 |
| 0.5 | 0.015 | 1.1445 | 0.9961 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Zhao, J.; Yang, Y.; Xu, Y. Cross-Regional Dynamic Transfer Characteristics of Liquid Oil Contamination Induced by Random Contact in Machining Workshops in Shanghai, China. Appl. Sci. 2022, 12, 4765. https://doi.org/10.3390/app12094765
Wang X, Zhao J, Yang Y, Xu Y. Cross-Regional Dynamic Transfer Characteristics of Liquid Oil Contamination Induced by Random Contact in Machining Workshops in Shanghai, China. Applied Sciences. 2022; 12(9):4765. https://doi.org/10.3390/app12094765
Chicago/Turabian StyleWang, Xin, Jinchi Zhao, Yinchen Yang, and Yukun Xu. 2022. "Cross-Regional Dynamic Transfer Characteristics of Liquid Oil Contamination Induced by Random Contact in Machining Workshops in Shanghai, China" Applied Sciences 12, no. 9: 4765. https://doi.org/10.3390/app12094765
APA StyleWang, X., Zhao, J., Yang, Y., & Xu, Y. (2022). Cross-Regional Dynamic Transfer Characteristics of Liquid Oil Contamination Induced by Random Contact in Machining Workshops in Shanghai, China. Applied Sciences, 12(9), 4765. https://doi.org/10.3390/app12094765