
Bio-Inspired Intelligent Systems: Negotiations between Minimum Manifest Task Entropy and Maximum Latent System Entropy in Changing Environments


Abstract
:1. Introduction
2. State of the Art
3. Balancing Latent Entropy and Manifest Entropy
4. Automated Negotiation
4.1. Negotiation Protocols
4.2. First Principles and Automated Negotiation
5. Mathematical Negotiation Model
5.1. Latent System Entropy
5.2. Manifest Task Entropy
5.3. Negotiation Model
6. Simulations
6.1. Comparison of Task Allocation Methods
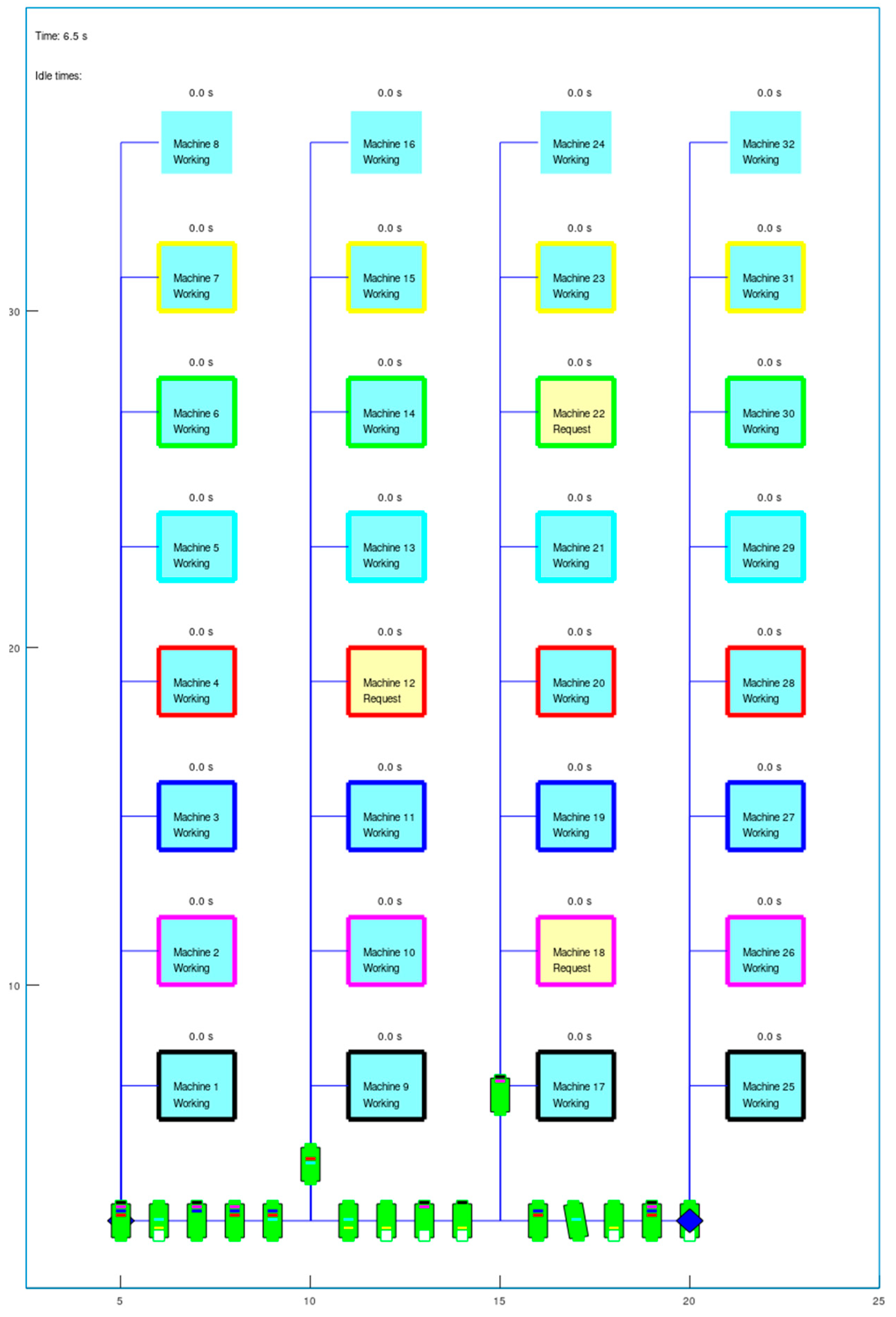
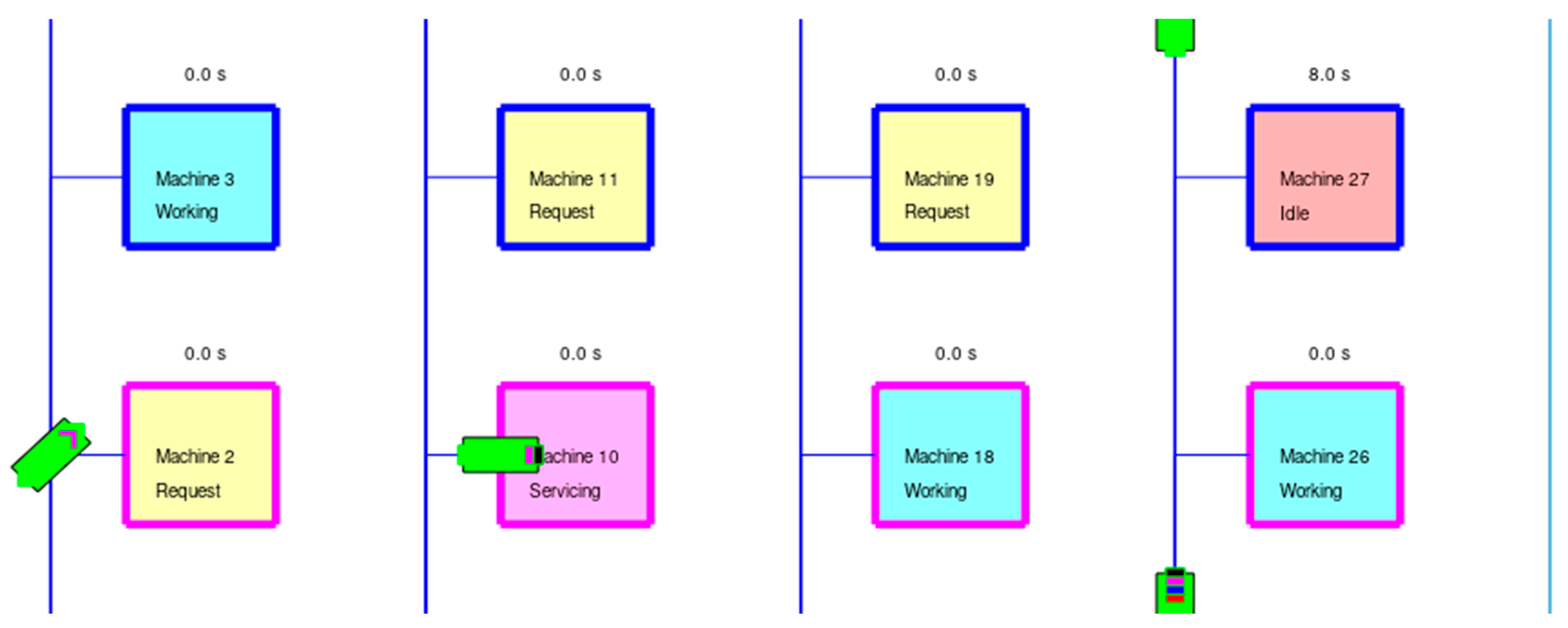
6.1.1. Simulation Environment
6.1.2. Agent Capabilities and Simulation Parameters
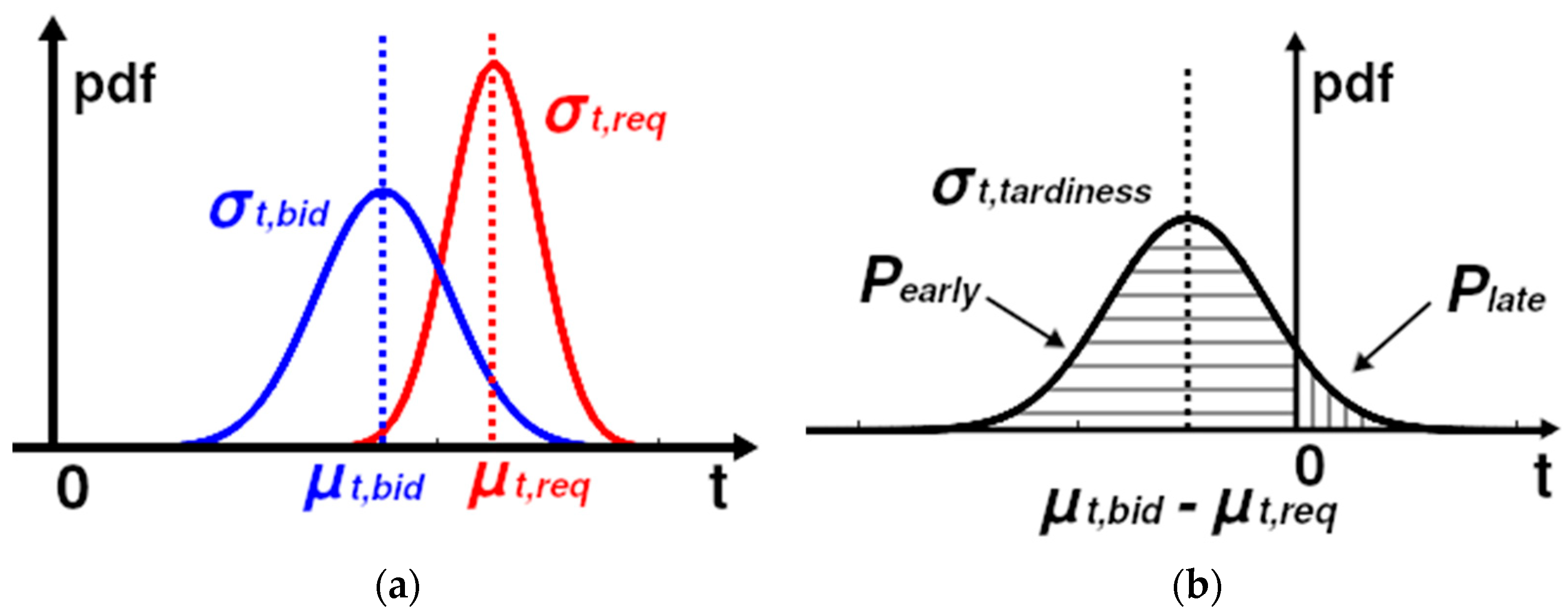
6.1.3. Uncertainties in the Servicing Timeliness
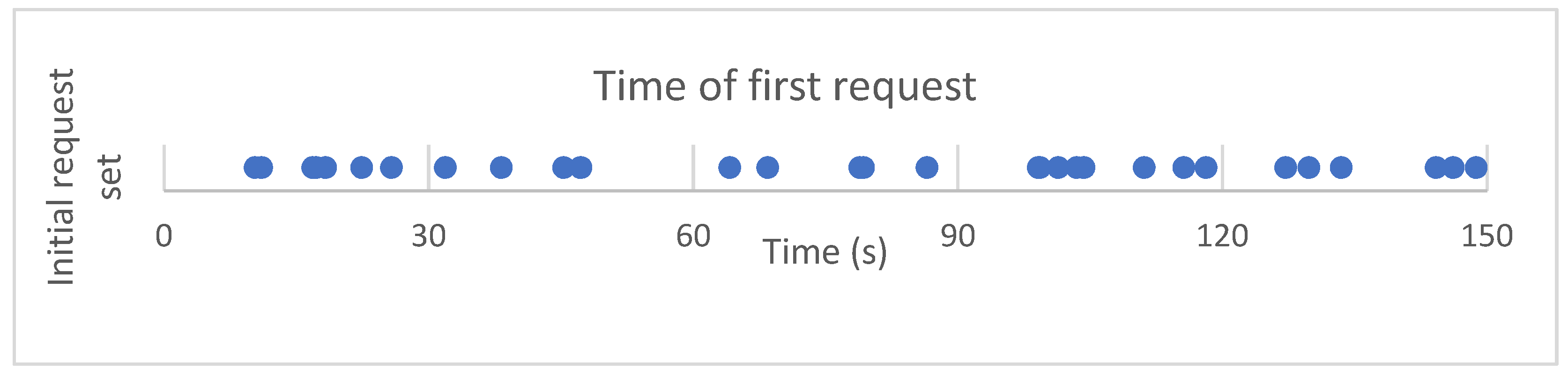
6.1.4. Initial Conditions for the Machine Tending Requests
6.1.5. Task Allocation Methods
6.1.6. Task Allocation Goals
6.2. Simulation Results
7. Conclusions
7.1. Principal Contributions
7.2. Practical Implications
7.3. Directions for Future Research
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Carvalho, L.C.B.; Damasceno-Silva, K.J.; de Moura Rocha, M.; Oliveira, G.C.X. Evolution of methodology for the study of adaptability and stability in cultivated species. Afr. J. Agric. Res. 2016, 11, 990–1000. [Google Scholar]
- de Araujo, M.J.; de Paula, R.C.; Campoe, O.C.; Carneiro, R.L. Adaptability and stability of eucalypt clones at different ages across environmental gradients in Brazil. For. Ecol. Manag. 2019, 454, 117631. [Google Scholar] [CrossRef]
- Lekevičius, E.; Loreau, M. Adaptability and functional stability in forest ecosystems: A hierarchical conceptual framework. Ekologija 2012, 58, 391–404. [Google Scholar] [CrossRef]
- Martins, M.Q.; Partelli, F.L.; Golynski, A.; de Sousa Pimentel, N.; Ferreira, A.; de Oliveira Bernardes, C.; Ribeiro-Barros, A.I.; Ramalho, J.C. Adaptability and stability of Coffea canephora genotypes cultivated at high altitude and subjected to low temperature during the winter. Sci. Hortic. 2019, 252, 238–242. [Google Scholar] [CrossRef]
- Scariotto, S.; Citadin, I.; Raseira, M.D.C.B.; Sachet, M.R.; Penso, G.A. Adaptability and stability of 34 peach genotypes for leafing under Brazilian subtropical conditions. Sci. Hortic. 2013, 155, 111–117. [Google Scholar] [CrossRef]
- Teodoro, P.E.; Farias, F.J.C.; de Carvalho, L.P.; Ribeiro, L.P.; Nascimento, M.; Azevedo, C.F.; Cruz, C.D.; Bhering, L.L. Adaptability and stability of cotton genotypes regarding fiber yield and quality traits. Crop Sci. 2019, 59, 518–524. [Google Scholar] [CrossRef]
- Wissner-Gross, A.D.; Freer, C.E. Causal entropic forces. Phys. Rev. Lett. 2013, 110, 168702. [Google Scholar] [CrossRef]
- Saxe, G.N.; Calderone, D.; Morales, L.J. Brain entropy and human intelligence: A resting-state fMRI study. PLoS ONE 2018, 13, e0191582. [Google Scholar] [CrossRef]
- Sengupta, B.; Stemmler, M.B.; Friston, K.J. Information and efficiency in the nervous system—A synthesis. PLoS Comput. Biol. 2013, 9, e1003157. [Google Scholar] [CrossRef]
- Friston, K. The free-energy principle: A unified brain theory? Nature Reviews. Nat. Rev. Neurosci. 2010, 11, 127–138. [Google Scholar] [CrossRef]
- de Maupertuis, P.L.M. Les loix du mouvement et du repos déduites d’un principe métaphysique. In Histoire de l’Academie Royale des Sciences et des Belles-Lettres da Berlin; Haude: Berlin, Germany, 1746; p. 286. [Google Scholar]
- Kaila, V.R.; Annila, A. Natural selection for least action. Proc. Royal Soc. A Math. Phys. Engin. Sci. 2008, 464, 3055–3070. [Google Scholar] [CrossRef]
- Fox, S.; Kotelba, A. Organizational neuroscience of industrial adaptive behavior. Behav. Sci. 2022, 12, 131. [Google Scholar] [CrossRef] [PubMed]
- Byrne, G.; Dimitrov, D.; Monostori, L.; Teti, R.; van Houten, F.; Wertheim, R. Biologicalisation: Biological transformation in manufacturing. CIRP J. Manuf. Sci. Technol. 2018, 21, 1–32. [Google Scholar] [CrossRef]
- Miehe, R.; Bauernhansl, T.; Schwarz, O.; Traube, A.; Lorenzoni, A.; Waltersmann, L.; Full, J.; Horbelta, J.; Sauer, A. The biological transformation of the manufacturing industry—Envisioning biointelligent value adding. Procedia CIRP 2018, 72, 739–743. [Google Scholar] [CrossRef]
- Miehe, R.; Fischer, E.; Berndt, D.; Herzog, A.; Horbelt, J.; Full, J.; Bauernhansl, T.; Schenk, M. Enabling bidirectional real time interaction between biological and technical systems: Structural basics of a control oriented modeling of biology-technology-interfaces. Procedia CIRP 2019, 81, 63–68. [Google Scholar] [CrossRef]
- Bergs, T.; Schwaneberg, U.; Barth, S.; Hermann, L.; Grunwald, T.; Mayer, S.; Biermann, F.; Sözer, N. Application cases of biological transformation in manufacturing technology. CIRP J. Manuf. Sci. Technol. 2020, 31, 68–77. [Google Scholar] [CrossRef]
- Byrne, G.; Damm, O.; Monostori, L.; Teti, R.; van Houten, F.; Wegener, K.; Wertheim, R.; Sammler, F. Towards high performance living manufacturing systems: A new convergence between biology and engineering. CIRP J. Manuf. Sci. Technol. 2021, 34, 6–21. [Google Scholar] [CrossRef]
- Miehe, R.; Horbelt, J.; Baumgarten, Y.; Bauernhansl, T. Basic considerations for a digital twin of biointelligent systems: Applying technical design patterns to biological systems. CIRP J. Manuf. Sci. Technol. 2020, 31, 548–560. [Google Scholar] [CrossRef]
- Wegener, K.; Spierings, A.B.; Teti, R.; Caggiano, A.; Knüttel, D.; Staub, A. A conceptual vision for a bio-intelligent manufacturing cell for Selective Laser Melting. CIRP J. Manuf. Sci. Technol. 2021, 34, 61–83. [Google Scholar] [CrossRef]
- Denkena, B.; Dittrich, M.A.; Stamm, S.; Wichmann, M.; Wilmsmeier, S. Gentelligent processes in biologically inspired manufacturing. CIRP J. Manuf. Sci. Technol. 2021, 32, 1–15. [Google Scholar] [CrossRef]
- van Houten, F.; Wertheim, R.; Ayali, A.; Poverenov, E.; Mechraz, G.; Eckert, U.; Rentzsch, H.; Dani, I.; Willocx, M.; Duflou, J.R. Bio-based design methodologies for products, processes, machine tools and production systems. CIRP J. Manuf. Sci. Technol. 2021, 32, 46–60. [Google Scholar] [CrossRef]
- Friston, K.J.; Ramstead, M.J.; Kiefer, A.B.; Tschantz, A.; Buckley, C.L.; Albarracin, M.; Pitliya, R.J.; Heins, C.; Klein, B.; Millidge, B.; et al. Designing ecosystems of intelligence from first principles. arXiv 2022, arXiv:2212.01354. [Google Scholar]
- Mazzaglia, P.; Verbelen, T.; Çatal, O.; Dhoedt, B. The free energy principle for perception and action: A deep learning perspective. Entropy 2022, 24, 301. [Google Scholar] [CrossRef] [PubMed]
- Matsumoto, T.; Ohata, W.; Benureau, F.C.Y.; Tani, J. Goal-directed planning and goal understanding by extended active inference: Evaluation through simulated and physical robot experiments. Entropy 2022, 24, 469. [Google Scholar] [CrossRef] [PubMed]
- Wirkuttis, N.; Ohata, W.; Tani, J. Turn-taking mechanisms in imitative interaction: Robotic social interaction based on the free energy principle. Entropy 2023, 25, 263. [Google Scholar] [CrossRef]
- Garud, R.; Kotha, S. Using the brain as a metaphor to model flexible production systems. Acad. Manag. Rev. 1994, 19, 671–698. [Google Scholar] [CrossRef]
- Mill, F.; Sherlock, A. Biological analogies in manufacturing. Comput. Ind. 2000, 43, 153–160. [Google Scholar] [CrossRef]
- Reisen, K.; Teschemacher, U.; Niehues, M.; Reinhart, G. Biomimetics in Production Organization—A Literature Study and Framework. J. Bionic Eng. 2016, 13, 200–212. [Google Scholar] [CrossRef]
- Katic, M.; Agarwal, R. The Flexibility Paradox: Achieving ambidexterity in high-variety, low-volume manufacturing. Glob. J. Flex. Syst. Manag. 2018, 19, 69–86. [Google Scholar] [CrossRef]
- Agrawal, M.; Kumaresh, T.V.; Mercer, G.A. The false promise of mass customization. McKinsey Q. 2002, 38, 62–71. [Google Scholar]
- Haug, A.; Ladeby, K.; Edwards, K. From engineer-to-order to mass customization. Manag. Res. News 2009, 32, 633–644. [Google Scholar] [CrossRef]
- Herrmann, A.; Hildebrand, C.; Sprott, D.E.; Spangenberg, E.R. Option framing and product feature recommendations: Product configuration and choice. Psychol. Mark. 2013, 30, 1053–1061. [Google Scholar] [CrossRef]
- Kristjansdottir, K.; Shafiee, S.; Hvam, L.; Forza, C.; Mortensen, N.H. The main challenges for manufacturing companies in implementing and utilizing configurators. Comput. Ind. 2018, 100, 196–211. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, W.; Wan, W.X. Needs-based product configurator design for mass customization using hierarchical attention network. IEEE Trans. Autom. Sci. Eng. 2020, 18, 195–204. [Google Scholar] [CrossRef]
- Colace, F.; Santo, M.D.; Greco, L. An adaptive product configurator based on slow intelligence approach. Int. J. Metadata Semant. Ontol. 2014, 9, 128–137. [Google Scholar] [CrossRef]
- Stratton, R.; Warburton, R. The strategic integration of agile and lean supply. Int. J. Prod. Econ. 2003, 85, 183–198. [Google Scholar] [CrossRef]
- Naylor, J.B.; Naim, M.M.; Berry, D. Leagility: Integrating the lean and agile manufacturing paradigms in the total supply chain. Int. J. Prod. Econ. 1999, 62, 107–118. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Azar, A. Business excellence via advanced manufacturing technology and lean-agile manufacturing. J. Manuf. Technol. Manag. 2018, 29, 2–24. [Google Scholar] [CrossRef]
- Mann, R.P.; Garnett, R. The entropic basis of collective behaviour. J. Royal Soc. Interface 2015, 12, 20150037. [Google Scholar] [CrossRef]
- Gan, H.S.; Wirth, A. Comparing deterministic, robust and online scheduling using entropy. Int. J. Prod. Res. 2005, 43, 2113–2134. [Google Scholar] [CrossRef]
- Shannon, C.E. A mathematical theory of communication. Bell Syst. Technol. J. 1948, 27, 379–423. [Google Scholar] [CrossRef]
- Sharp, K.; Matschinsky, F. Translation of Ludwig Boltzmann’s paper ‘On the relationship between the second fundamental theorem of the mechanical theory of heat and probability calculations regarding the conditions for thermal equilibrium’. Sitzungberichte der Kaiserlichen Akademie der Wissenschaften. Mathematisch-Naturwissen Classe. Abt. II, LXXVI 1877, pp 373–435 (Wien. Ber. 1877, 76, 373–435). Reprinted in Wiss. Abhandlungen, Vol. II, reprint 42, p. 164–223, Barth, Leipzig, 1909. Entropy 2015, 17, 1971–2009. [Google Scholar]
- Clausius, R. The Mechanical Theory of Heat: With Its Applications to the Steam Engine and to the Physical Properties of Bodies; John van Voorst: London, UK, 1867. [Google Scholar]
- Fox, S.; Kotelba, A. Principle of Least Psychomotor Action: Modelling situated entropy in optimization of psychomotor work involving human, cyborg and robot workers. Entropy 2018, 20, 836. [Google Scholar] [CrossRef] [PubMed]
- Fox, S.; Kotelba, A. Variational Principle of Least Psychomotor Action: Modelling effects on action from disturbances in psychomotor work involving human, cyborg, and robot workers. Entropy 2019, 21, 543. [Google Scholar] [CrossRef] [PubMed]
- Saridis, G.N.; Valavanis, K.P. Analytical design of intelligent machines. Automatica 1988, 24, 123–133. [Google Scholar] [CrossRef]
- Valavanis, K.P. The entropy based approach to modeling and evaluating autonomy and intelligence of robotic systems. J. Intell. Robot. Syst. 2018, 91, 7–22. [Google Scholar] [CrossRef]
- Ulanowicz, R.E.; Goerner, S.J.; Lietaer, B.; Gomez, R. Quantifying sustainability: Resilience, efficiency and the return of information theory. Ecol. Complex. 2009, 6, 27–36. [Google Scholar] [CrossRef]
- Verma, U.K.; Sharma, A.; Kamal, N.K.; Shrimali, M.D. First order transition to oscillation death through an environment. Phys. Lett. A 2018, 382, 2122–2126. [Google Scholar] [CrossRef]
- Arumugam, R.; Dutta, P.S.; Banerjee, T. Environmental coupling in ecosystems: From oscillation quenching to rhythmogenesis. Phys. Rev. E 2016, 94, 022206. [Google Scholar] [CrossRef]
- Giesberts, P.M.; Tang, L.V.D. Dynamics of the customer order decoupling point: Impact on information systems for production control. Prod. Plan Control 1992, 3, 300–313. [Google Scholar] [CrossRef]
- Mishra, D.; Sharma, R.R.K.; Gunasekaran, A.; Papadopoulos, T.; Dubey, R. Role of decoupling point in examining manufacturing flexibility: An empirical study for different business strategies. Total Qual. Manag. Bus. Excel. 2019, 30, 1126–1150. [Google Scholar] [CrossRef]
- Erdoğan, G. Land selection criteria for lights out factory districts during the Industry 4.0 process. J. Urban Manag. 2019, 8, 377–385. [Google Scholar] [CrossRef]
- Fox, S.; Kotelba, A.; Niskanen, I. Cognitive Factories, Modeling situated entropy in physical work carried out by humans and robots. Entropy 2018, 20, 659. [Google Scholar] [CrossRef] [PubMed]
- Fox, S.; Kotelba, A. An information-theoretic analysis of flexible efficient cognition for persistent sustainable production. Entropy 2020, 22, 444. [Google Scholar] [CrossRef]
- Fox, S. Potential of virtual-social-physical convergence for project manufacturing. J. Manuf. Technol. Manag. 2014, 25, 1209–1223. [Google Scholar] [CrossRef]
- Davis, R.; Smith, R.G. Negotiation as a metaphor for distributed problem solving. Artif. Intell. 1983, 20, 63–109. [Google Scholar] [CrossRef]
- Lâasri, B.; Lâasri, H.; Lander, S.; Lesser, V. A generic model for intelligent negotiating agents. Int. J. Intel. Coop. Inf. Syst. 1992, 1, 291–317. [Google Scholar] [CrossRef]
- Krothapalli, N.K.C.; Deshmukh, A.V. Design of negotiation protocols for multi-agent manufacturing systems. Int. J. Prod. Res. 1999, 37, 1601–1624. [Google Scholar] [CrossRef]
- Jennings, N.R.; Faratin, P.; Lomuscio, A.R.; Parsons, S.; Sierra, C.; Wooldridge, M. Automated negotiation, Prospects, methods and challenges. Group Decis. Negot. 2001, 10, 199–215. [Google Scholar] [CrossRef]
- Reaidy, J.; Massotte, P.; Diep, D. Comparison of negotiation protocols in dynamic agent-based manufacturing systems. Int. J. Prod. Econ. 2006, 99, 117–130. [Google Scholar] [CrossRef]
- Li, M.; Vo, Q.B.; Kowalczyk, R.; Ossowski, S.; Kersten, G. Automated negotiation in open and distributed environments. Expert Syst. Appl. 2013, 40, 6195–6212. [Google Scholar] [CrossRef]
- Wong, T.N.; Fang, F. A multi-agent protocol for multilateral negotiations in supply chain management. Int. J. Prod. Res. 2010, 48, 271–299. [Google Scholar] [CrossRef]
- Kiruthika, U.; Somasundaram, T.S.; Raja, S.K.S. Lifecycle model of a negotiation agent: A survey of automated negotiation techniques. Group Decis. Negot. 2020, 29, 1239–1262. [Google Scholar] [CrossRef]
- Mezgebe, T.T.; Bril El Haouzi, H.; Demesure, G.; Pannequin, R.; Thomas, A. Multi-agent systems negotiation to deal with dynamic scheduling in disturbed industrial context. J. Intell. Manuf. 2020, 31, 1367–1382. [Google Scholar] [CrossRef]
- Zheng, C.; Lee, K. Consensus decision-making in artificial swarms via entropy-based local negotiation and preference updating. Swarm Intell. 2023. [Google Scholar] [CrossRef]
- Baarslag, T. Exploring the Strategy Space of Negotiating Agents: A Framework for Bidding, Learning and Accepting in Automated Negotiation; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar]
- Vente, S.; Kimmig, A.; Preece, A.; Cerutti, F. The current state of automated negotiation theory: A literature review. arXiv 2020, arXiv:2004.02614. [Google Scholar]
- Bruineberg, J.; Rietveld, E.; Parr, T.; van Maanen, L.; Friston, K.J. Free-energy minimization in joint agent-environment systems: A niche construction perspective. J. Theor. Biol. 2018, 455, 161–178. [Google Scholar] [CrossRef]
- Fox, S. Synchronous generative development amidst situated entropy. Entropy 2022, 24, 89. [Google Scholar] [CrossRef]
- Heikkilä, T.; Halbach, E.; Koskinen, J.; Saukkoriipi, J. Entropy-based coordination for maintenance tasks of an autonomous mobile robot system. In Proceedings of the 2022 IEEE 20th International Conference on Industrial Informatics (INDIN), Perth, Australia, 25–28 July 2022; pp. 380–386. [Google Scholar]
- Dombi, J.; Jónás, T. Approximations to the Normal Probability Distribution Function using Operators of Continuous-valued Logic. Acta Cybern. 2018, 23, 829–852. [Google Scholar] [CrossRef]
- Available online: https://octave.org/ (accessed on 1 September 2023).
- Smith, R. The Contract Net Protocol: High-Level Communication and Control in a Distributed Problem Solver. IEEE Trans. Comput. 1980, C-29, 1980. [Google Scholar] [CrossRef]
- Halbach, E.; Heikkilä, T. Coordination and control of autonomous mobile robot systems with entropy as a dualistic performance measure. In Proceedings of the IECON2023—The 49th Annual Conference of the IEEE Industrial Electronics Society, Singapore, 16–19 October 2023. [Google Scholar]
- Taherian, S. Covid Shortages: Supply chains must become less efficient. Forbes Magazine, 12 May 2020. [Google Scholar]
- Fox, S. Moveable factories: How to enable sustainable widespread manufacturing by local people in regions without manufacturing skills and infrastructure. Technol. Soc. 2015, 42, 49–60. [Google Scholar] [CrossRef]
- Martin-Consuegra, D.; Faraoni, M.; Díaz, E.; Ranfagni, S. Exploring relationships among brand credibility, purchase intention and social media for fashion brands: A conditional mediation model. J. Glob. Fash. Mark. 2018, 9, 237–251. [Google Scholar] [CrossRef]
- Einstein, A. Sidelights on relativity. In Lecture “Geometry and Experience” at the Prussian Academy of Science in Berlin on 27 January 1921; Jeffery, G.B.; Perrett, W., Translators; Methuen & Co., Ltd.: London, UK, 1922; p. 28. [Google Scholar]
- Cormier, H. The Truth Is What Works: William James, Pragmatism, and the Seed of Death; Rowman & Littlefield: Lanham, MD, USA, 2000. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Allocation Method | Description |
|---|---|
| HIGHPROB | Highest probability of arriving early. The job gets allocated to the AMR which has the highest probability of arriving early at the machine to be tended. SYSENT is used as a tiebreaker. |
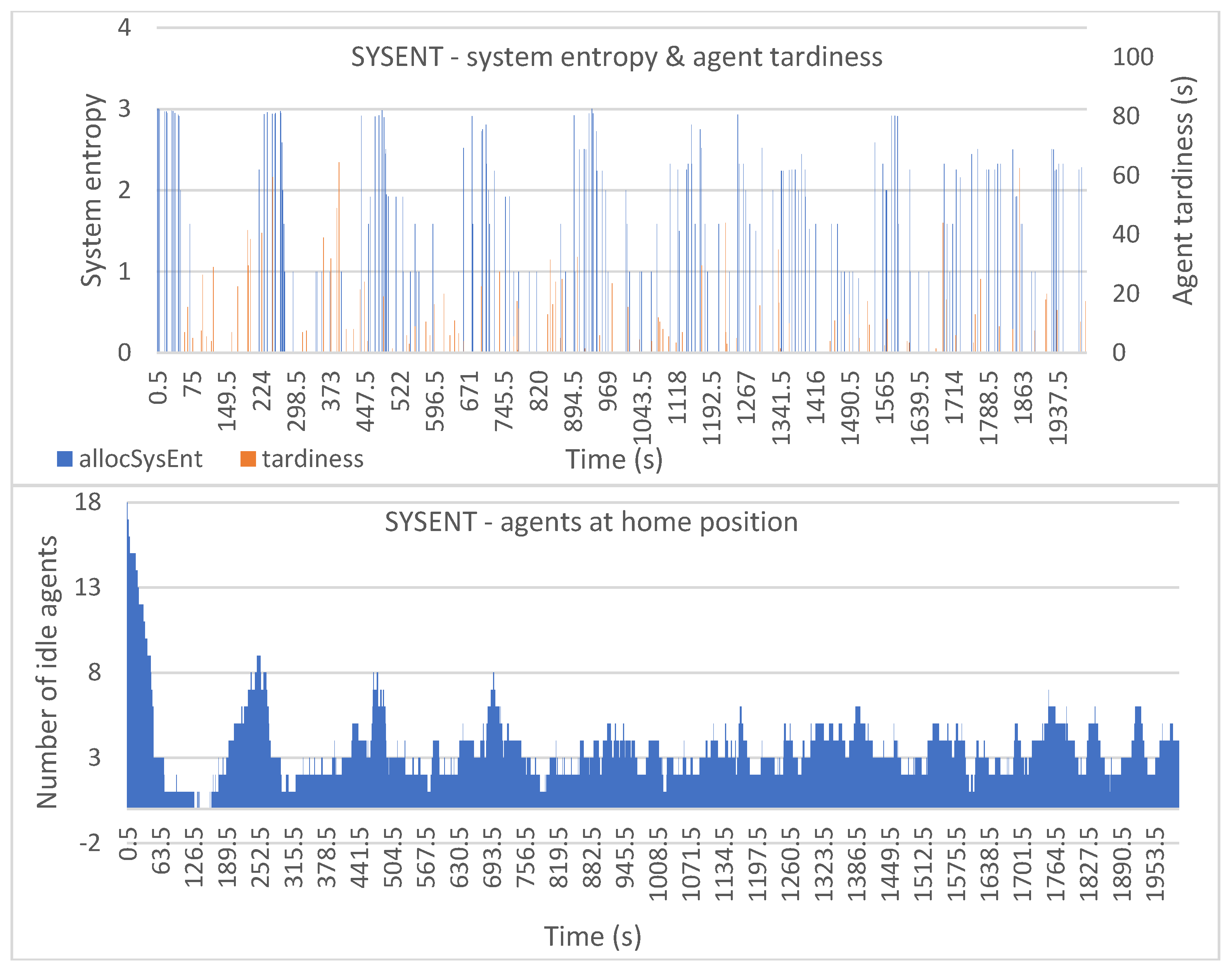
| SYSENT | Maximizes system entropy: The job gets allocated to the AMR whose selection maximizes the system entropy of the remaining available agents. HIGHPROB is used as a tiebreaker: if two or more agents give the same system entropy, then the one with the best HIGHPROB gets the order. |
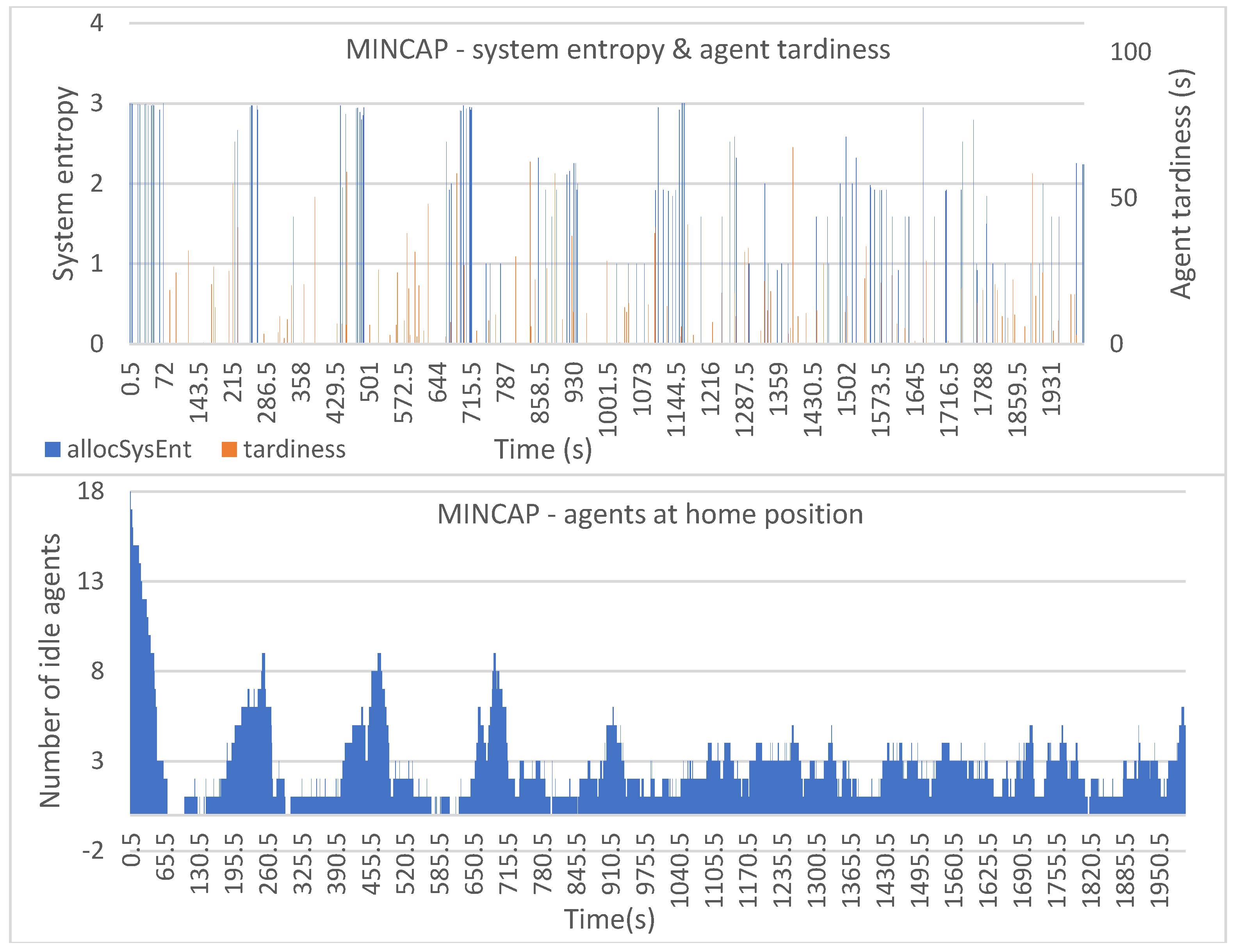
| MINCAP | Minimal capabilities: The job gets allocated to the AMR with the fewest capabilities. HIGHPROB is used as a tiebreaker. |
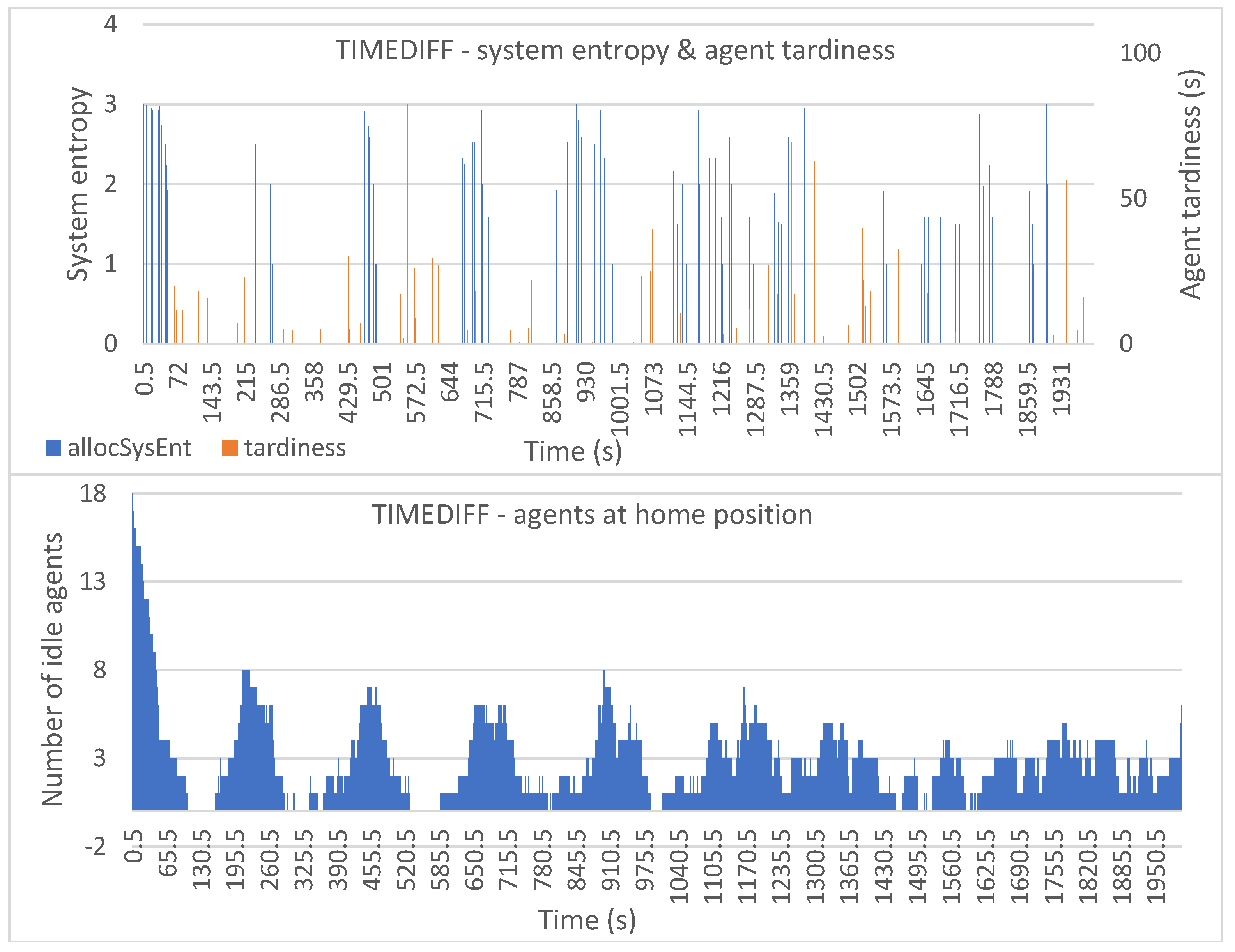
| TIMEDIFF | Minimum time difference between the request and the bid (abs. value): The agent should arrive at the machine as close to the service time as possible. |
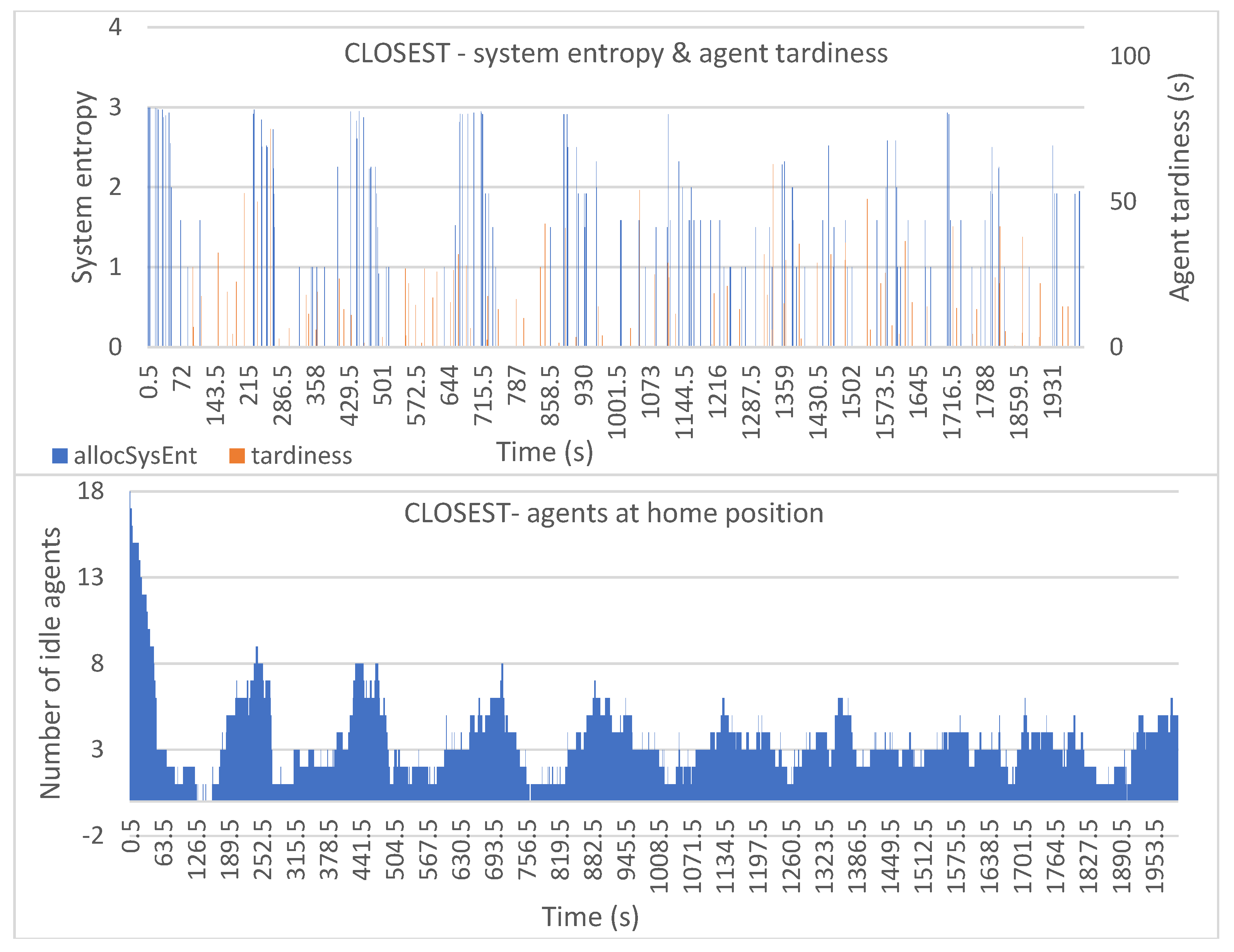
| CLOSEST | The job gets allocated to the capable agent closest to the requesting machine. |
| Parameter | Description | Recording |
|---|---|---|
| maxSysEnt | Maximum possible system entropy after a possible allocation. Not necessarily the realized system entropy, as the allocation method does not necessarily maximize the system entropy. | Value saved after each allocation |
| minSysEnt | Minimum possible system entropy after a possible allocation. Not necessarily the realized system entropy, as the allocation method does not necessarily minimize the system entropy. | Value saved after each allocation |
| allocSysEnt | The actual system entropy after an allocation. | Value saved after each allocation |
| Tardiness | The tardiness value (seconds) if the agent arrives late for a machine tending job. | Value saved each time an agent reached the machine to be served |
| idlingTime | Cumulative idling time of all agents. Idling is when the agent is in the home position in WAIT state. | Saved in each simulation loop iteration |
| availableTime | Cumulative time available among all agents. Agents are available while they are in the home position in WAIT state or when they are returning from a previous job and not yet allocated to a new job. | Saved in each simulation loop iteration |
| numIdling | Number of agents idling at a given time. | Saved in each simulation loop iteration |
| numAvailable | Number of agents available at a given time. | Saved in each simulation loop iteration |
| Allocation Method | Mean allocSysEnt (s) | Mean Tardiness (s) | Cumulative idlingTime (s) | Cumulative availableTime (s) | Mean numIdle (s) | Mean numAvailable (s) |
|---|---|---|---|---|---|---|
| HIGHPROB | 1.56 | 7.94 | 6092 | 16255 | 3.05 | 8.13 |
| SYSENT | 1.89 | 5.79 | 6922 | 16397 | 3.46 | 8.20 |
| MINCAP | 1.65 | 7.84 | 5427 | 16123 | 2.71 | 8.06 |
| TIMEDIFF | 1.49 | 8.28 | 5706 | 16152 | 2.85 | 8.07 |
| CLOSEST | 1.69 | 6.91 | 6853 | 16324 | 3.43 | 8.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fox, S.; Heikkilä, T.; Halbach, E.; Soutukorva, S. Bio-Inspired Intelligent Systems: Negotiations between Minimum Manifest Task Entropy and Maximum Latent System Entropy in Changing Environments. Entropy 2023, 25, 1541. https://doi.org/10.3390/e25111541
Fox S, Heikkilä T, Halbach E, Soutukorva S. Bio-Inspired Intelligent Systems: Negotiations between Minimum Manifest Task Entropy and Maximum Latent System Entropy in Changing Environments. Entropy. 2023; 25(11):1541. https://doi.org/10.3390/e25111541
Chicago/Turabian StyleFox, Stephen, Tapio Heikkilä, Eric Halbach, and Samuli Soutukorva. 2023. "Bio-Inspired Intelligent Systems: Negotiations between Minimum Manifest Task Entropy and Maximum Latent System Entropy in Changing Environments" Entropy 25, no. 11: 1541. https://doi.org/10.3390/e25111541